磨料,磨具及研磨材料行业磨料磨具常识汇总
磨具知识汇总
一、浓度3、超硬磨具超硬磨具是指用人造成金刚石或立方氮化硼超硬磨料所制成的磨具,系磨具另一大系列.超硬磨具具有如下几个特征与标记.浓度、结合剂、粒度、磨料牌号、磨粒层厚度、孔径、总厚度、直径、形状代号以上特征和标记均依照1998年全国磨料磨具标准化技术委员会编制由中国出版社出版的中国机械工业标准中每个标准的规定.关于浓度:与固结磨具的组织号大体相同,但在超硬磨具中标志中应标明.所谓浓度是指超硬磨具每cm3体积内所含超硬磨料的克数,以%数表示.浓度代号如下:代号磨料含量(g/ cm3) 浓度25 0.22 25%50 0.44 50%75 0.66 75%100 0.88 100%150 1.32 150%关于结合剂:是指超硬磨具所采用的结合剂类别.结合剂代号如下:结合剂结合剂代号树脂结合剂B金属结合剂M陶瓷结合剂V浓度是超硬磨料磨具所特有的指标,它是指超硬磨料磨具工作层内每立方厘米体积内所含的超硬磨料的质量。
国际规定单位体积内含0.88G 超硬磨料,其浓度为100%。
含量每增加或减少0.22G ,其浓度相应增加或减少25%。
浓度是超硬磨料磨具的重要特性之一,它对磨具的磨削效率和工序的加工成本有着重大的影响。
浓度过高,很多磨料易过早脱落,导致磨料的浪费;浓度过低,磨削效率下降,不能满足加工要求。
磨具浓度的选择主要考虑结合剂种类,磨具粒度大小,加工工序和磨具形状要求等因素。
不同种类结合剂由于其结合能力不同,而具有最佳的浓度范围,结合剂强度越高,其最佳浓度值范围也越高。
对于同一种结合剂来说,立方氮化硼磨具的浓度一般略高于金刚石磨具。
这是因为立方氮化硼主要用于加工韧性较大的钢材,其硬度比金刚厂加工的工件材料较低的缘故。
磨具粒度较细,其浓度应当低一些,以满足细粒度磨具进行精密磨削,要获得低粗糙度的要求。
例如抛光和高精度磨削中,常采用低浓度树脂结合剂磨具,个别浓度低达25%。
对于加工效率要求高的粗磨工序,采用粗粒度、高浓度磨具进行磨削能较好的满足加工效率及工序要求。
产品知识培训资料
磨具产品知识培训资料涂附尼龙(内部资料)磨料与磨具一、概念1、磨料:磨料是制造磨具的原材料。
例如:天然与合成两种,石榴石、氧化铝、碳化硅等,具有不同硬度、尖锐性、耐用性。
2、磨具:磨具是利用结合剂将磨料固结不同形状用于磨削、研磨、清洁和抛光的工具,统称为磨具。
3、组成形式:颗粒-----如金刚砂砂号-----矿砂尺寸、大小粒度-----用于粗细分级4、标准:美国(ANSI)、日本(JIS)、欧洲(FEPA)、中国(GB)矿砂大小尺寸如400# 23.6μ40μ35μ35μ二、选择要求1、磨料的选择要求:(1)天然磨料:石榴石(2)合成磨料:氧化铝(A刚玉)碳化硅(S矽)2、磨材使用时选择的要求:(1)硬度;(2)锋利度;(3)韧性;(4)适当的破碎性;3、氧化铝与碳化硅之比较:(1)氧化铝:氧化铝具有很好的耐磨性、硬度适当、切削性强、矿砂自锐性好,性能价格比优越,采用多,主要适用于铁、不锈钢、铜、合金等金属切削和木工上的各种砂光、抛光。
(2)碳化硅:碳化硅具有极高硬度和易碎性特点,耐磨性不及氧化铝,主要适用于铜、铝、不锈钢、钛、漆面抛光。
三、磨料的硬度和韧度的比较:矿砂硬度(Kg/cm)韧性1、石榴石8200.42、刚玉(氧化铝)2100 1.03、碳化硅2500 0.7-1.04、氧化锆1600 1.5-2.55、陶瓷氧化铝1800 2.0-2.56、金钢石7000 0.97、天然刚玉------ -----砂号一、概念砂号:表示颗粒的精细的化分。
例:4#、5#~~~20#、22#(振动研磨或砂轮)24#、36#~~~800#(涂附或不织布磨具)1000#~~~~2500#(涂附或不织布磨具)二、砂号与粒度标准砂号由砂粒尺寸决定,三种方法:1、砂网分类-适用中、粗粒度(12#-220#)。
2、气流分类-适用细粒度(240#-600#)。
3、沉降分级-适用细于15µ以下的磨料(1000#、1200#)。
磨具磨料工艺技术

磨具磨料工艺技术磨具磨料工艺技术是一门关于磨具和磨料的制备、选择和使用的技术,它对于提高加工效率和提高产品质量起着重要的作用。
下面是我对磨具磨料工艺技术的一些了解和总结,希望对大家有所帮助。
首先,磨具的制备是磨具磨料工艺技术的重要内容之一。
磨具通常是由金刚石或氧化铝等硬度较高的材料制成,制备过程需要使用类似于电解铸造的工艺方法。
磨具的制备过程包括磨具模具的设计和制造、磨料悬浮液的制备和磨具的成型等步骤。
这些步骤对于磨具质量的控制和磨具性能的提升都有着重要的作用。
其次,磨料的选择是磨具磨料工艺技术的另一个重要内容。
磨料种类繁多,选择适合的磨料对于提高磨削效率和加工质量至关重要。
一般来说,根据被加工材料的硬度和适用的磨削方式,选择合适的磨料。
例如,对于硬度较高的材料,可以选择金刚石磨料,而对于磨削要求较高的精密零件,可以选择氧化铝磨料。
此外,磨料的粒度和颗粒形状也会影响磨削效果,需根据具体情况进行选择。
最后,磨具磨料工艺技术在使用过程中也需要注意一些关键问题。
首先是磨削参数的调整和控制,包括磨削速度、磨削压力和磨削液的使用等。
这些参数的合理调整不仅可以提高磨削效率,还可以降低磨具磨料的磨损和加工表面的质量。
其次是磨具和磨料的保养和维护工作。
磨具和磨料在长期的使用过程中会受到磨损,需要定期更换和修复。
此外,在使用过程中需要注意磨具磨料的清洁和防潮,以延长其使用寿命。
总的来说,磨具磨料工艺技术对于提高加工效率和产品质量具有重要的作用。
通过合理的磨具制备、磨料选择和磨削参数调控,可以达到更高的加工精度和更好的表面质量。
磨具磨料工艺技术的发展也不断推动着磨削加工技术的进步和创新,为各行各业的生产加工提供强有力的支持。
磨料,磨具及研磨材料行业相关知识汇总!很实用

磨料 :
磨具使用的磨料主要有棕刚玉、白刚玉、黑碳化硅和绿碳化硅等。
棕刚玉韧性高,适宜磨削碳钢、合金钢、可锻铸铁、硬青铜等抗张强度高的材料。白刚玉比棕刚玉有较高的硬度,切削性能较好,适于淬火钢、高碳钢、高速工具等材料的精磨工序。
Diamond abrasive products , CBN abrasive products , electroplated super abrasive
product , others
研磨剂 :研磨液、研磨膏、其他
lapping compound products:
lapping compound ( lapping paste ) , others
磨具按其原料来源分,有天然磨具和人造磨具两类。机械工业中常用的天然磨具只有油石。人造磨具按基本形状和结构特征区分,有砂轮、磨头、油石,砂瓦和涂附磨具五类。此外,习惯上也把研磨剂列为磨具的一类。
磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。
P12 P16 P20 P24 P30 P36 P40 P50 P60 P80 P100 P120 P150 P180 P220 P240 P280 P320
P360 P400 P500 P600 P800 P1000 P1200 P1500 P2000
磨具:
磨具是用以磨削、研磨和抛光的工具。大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。
友情提示:天津市瑞达鑫华研磨材料(磨料,磨具,冷胶,化工)有限公司生产销售各型号磨料以及优质黑刚玉、棕刚玉,白刚玉,黑碳化硅,绿碳化硅,玻璃微珠等粒度砂产品及精细研磨,抛光用微粉为主的各种规格的金刚砂,粗砂及微粉。可根据客户需求定量生产,各种规格及型号。
磨料磨具选择与磨削基本知识概述——适宜磨工知识技能培训ppt课件
返回目录
第9页
⑶.磨粒切削刃温度: 可用下式表达:θg∝
v v a 0.24 0.29 0.64 s we
由上式可看工件转速比砂轮转速影响要大。这是因为vw增加,使单位时间磨除工件体积增加,
磨粒切入深度显然也增加,所以磨削力和比磨削能消耗增加,热源强度虽之增加,温度进一
步升高。而砂轮速度增加,使单位时间内参与磨削的磨粒数增多,磨粒的切入深度减小,这
上页
第3页
磨削及磨削机理
一、磨削概述 1.磨削:
指用磨具进行去除材料的加工方法。 2.分类:
按其加工对象可分六种基本类型:平面磨削、外圆磨削、内圆磨削、无心磨削、自由磨削、 环端面磨削。按砂轮与工件相对运动关系又可分往复式、切入式及综合磨削。按工件与砂 轮干涉处运动方向又可分顺磨和逆磨两种方式。轴承行业采用无心夹具磨削轴承套圈,常 用顺磨方式,即砂轮与工件在切向处旋转方向相同。 3.磨削主要运动参数: 磨削主运动即砂轮高速回转。不同类型的进给形式又有不同的运动参数。外圆及内圆磨削 除主运动外,还有径向进给(砂轮及工件沿其半径方向的运动)运动、轴向进给(砂轮及 工件沿其轴线方向)运动、圆周运动。其中工件转速的选择原则:在保证工件表面粗糙度 要求的前提下,应使砂轮在单位时间内切下最多的磨屑而砂轮磨耗最少。一般取 υ砂:υ工 =80~160。 4.磨削加工的特点:
1.连续切刃间隔:
通常把实际参加切削的切刃示为有效切削刃,它不仅跟砂轮表面几何参数有关,它也随υ砂、 υ工或a厚的变化而变化。
返回目录
第5页
2.磨粒最大切入深度:指单颗磨粒最大切入深度对磨削加工的力和热有着直接影响,进而影 响整个加工质量、砂轮耐用度、磨削效率及磨削能的消耗。单颗磨粒最大切入深度g为:
磨料磨具产品培训

磨料磨具产品培训磨料磨具是用来进行切削、挤压、抛光和研磨等加工工艺的工具和材料。
在工业生产和日常生活中都有广泛的应用,如金属加工、木材加工、玻璃加工以及石材加工等。
为了能够更好地理解和应用磨料磨具产品,下面将对磨料部分进行详细的培训。
一、磨料的基本概念磨料作为磨削的介质,是用来进行物体表面加工的材料。
常见的磨料有砂轮、砂带、砂纸、砂布等。
磨料一般由磨矿物和粘结剂两部分组成。
磨矿物的硬度决定了磨料的磨削性能,而粘结剂则决定了磨料的强度和耐磨性能。
磨料的选择应根据被加工材料的硬度、形状和加工要求等进行综合考虑。
二、磨料的分类与特点1.磨矿物的分类:磨矿物可分为天然矿物和人工矿物两大类。
天然矿物包括氧化铝、碳化硅、碳化硼等。
人工矿物则包括合成金刚石、合成立方氮化硼等。
2.粘结剂的分类:粘结剂可分为有机粘结剂和无机粘结剂两大类。
有机粘结剂主要有树脂、橡胶等。
无机粘结剂则有石膏、陶瓷等。
3.磨料的特点:磨料的特点主要包括硬度、韧性、断裂强度、耐热性和耐磨性等。
硬度决定了磨料的磨削能力,韧性则决定了磨料的耐冲击性能。
断裂强度越高,磨料的使用寿命越长。
耐热性和耐磨性则是磨料在高温和大负荷条件下的重要性能。
三、常见磨料产品的应用1.砂轮:砂轮是目前应用最广泛的磨料产品之一,可用于金属加工、木材加工、石材加工等行业。
砂轮有不同的形状和尺寸,可根据加工要求进行选择。
2.砂带:砂带适用于曲面和平面的磨削加工,常用于金属加工、木材加工等行业。
砂带具有高效、均匀的磨削效果。
3.砂纸:砂纸适用于精细加工和手工操作,常用于金属、塑料、木材等材料的表面处理。
4.砂布:砂布是一种采用布基材料制成的磨料产品,适用于金属、塑料、陶瓷等材料的抛光和研磨加工。
四、磨料产品的选用与保养1.选用磨料产品时应根据被加工材料的硬度、形状和加工要求等进行选择。
选择合适的磨石或磨头可以提高工作效率和加工质量。
2.使用磨料产品时应注意安全操作,佩戴个人防护装备,保障自身安全。
磨具,磨料系列特点解析

磨具,磨料系列特点解析磨料介绍磨料通常由天然矿产原料组成,其本身具有锐利、坚硬特性,摩擦过程削除工件粗糙,从而使工件达到整形精饰效果。
抛光一个材料就磨光其表面,反射面通过打磨能够实现绸缎般丝滑。
现磨料被广泛应用工业、家居装饰装修等方面。
磨料按照其不同化学、物理特性以及外形来区分等级。
磨料通常使用磨削、抛光、磨光以及珩磨、切割、钻孔、刃磨、精磨喷砂处理等技术应用。
磨料除了天然磨料外,人类还合成许多人造磨料。
人造磨料研磨性能稳定性均优于天然磨料。
磨削特性:磨料依靠加工材料被加工材料硬度不同从而实现磨削。
但并不只两种质地坚硬材料互相摩擦从而达到磨削掉其一个材料部分成分,例如:柔软鞋底通过日积月累摩擦也能够磨掉木材表面,还有岩石经历几十年或上百年甚至经历冰河时代后,水流冲刷下同样也会形成一个凹型槽。
磨料种类有坚硬天然磨料(注释:天然磨料均矿物原料,参照莫氏矿物硬度表其硬度值均大于、等于7。
译者注),还有人工合成磨料。
人工合成磨料一部分物理化学性质上与天然磨料相同,但不能称为矿物因为它们自然界无法通过地质演变而形成。
(注释:莫氏矿物硬度表--表示矿物硬度一种标准。
莫氏硬度表1812年由德国矿物学家莫斯提出,硬度值愈大愈硬。
这些硬度值经由互相磨挫来判断,相对关系,不呈现线性比例,不能说硬度6比硬度2硬3倍。
应用划痕法将棱锥形金刚钻针刻划所试矿物表面而发生划痕,习惯上矿物学或宝石学上都用莫氏硬度。
用测得划痕深度分十级来表示硬度:硬度值并非绝对硬度值,而按硬度顺序表示值。
莫斯提出测定矿物相对硬度10种标准矿物。
由小到大分为10级:滑石1,石膏2,方解石3,萤石4,磷灰石5,正长石6,石英7,黄玉8,刚玉9,金刚石10。
应用时作刻划比较确定硬度,如某矿物能将方解石刻出划痕,而不能刻萤石,则其莫氏硬度为3至4,其他类推。
莫氏硬度仅为相对硬度,比较粗略。
莫氏硬度应用方便,野外作业时常采用。
译者注)。
金刚石最常见磨料之一,不仅自然界当存有,而且现人们通过各种合成方法也能够生产出来。
磨具磨料常识

磨具磨料常识磨具磨料选择原则, 磨料是磨具起磨削作用的重要因素,磨料的选择主要根据工件材料的性质,如硬度、抗张强度、韧性等来确定,选择磨具磨料的基本原则是:磨削硬度高的工件材料时,应选择硬度更高的磨料;磨削抗张强度高的工件材料时,应选用韧性大的磨料;磨削抗张强度低的材料时,应选用较脆或强度高的碳化硅磨料。
具体说,棕刚玉适应磨削碳钢、铸铁合金钢、硬青铜龋话赘沼袷视δハ鞔慊鸶帧?辖鸶帧?咚俑帧?ぞ吒值龋缓谔蓟枋视δハ饔猩鹗簟?鸾骸?じ铩?芰系龋宦烫蓟枋视δハ饔仓屎辖稹?庋Р,А?沾刹牧系龋籗G、CBN 陶瓷磨具广泛用于难磨材料。
此外,为了充分发挥各种磨料在磨削中的优点,目前在磨具制造中己广泛采用混合磨料,以提高磨具磨削效率。
如:磨球墨铸铁时,一般采用 A/WA 混合磨料;棕、白刚玉两种混合磨料,磨削时既有棕刚玉高韧性的特点,又发挥了白刚玉兼有一定脆性和导热性较好的特 (如磨曲轴砂轮多采用棕、白混合,粒度60,,80,,硬度中软2到中1)点。
(粗磨钴基合金 (磨铝高速钢砂轮,采用棕刚玉、绿碳化硅混合)齿轮齿形砂轮,可用单晶和微晶两种混合)(磨球面轴承内外套圈砂轮,应采用棕、白混合,代表规格是:GZ/GB80, P600×36×305是粗磨滚道。
GZ/GB80, P600×510×355.6是终磨外径等。
2.磨具粒度选择原则,选择磨料粒度时,主要应根据加工精度、表面粗糙度和磨削效率的要求来选择。
一般原则如下: 要求被磨工件粗糙度高,应选择粗粒度;要求表面粗糙度低,应选择细粒度。
工件要求较高的几何精度和较低的表面粗糙度时,应选择混合粒度。
工件几何精度要求高,当砂轮与工件接触面积小时,应选择细粒度;接触面积大时,选择粗粒度。
工件材质硬而脆,应选择细粒度;工件材料软而韧,应选择粗粒度。
工件的导热性差,易发热变形,易烧伤,应选择较粗粒度。
3.磨具硬度选择原则, 选择磨具硬度时,主要根据工件材料的性质、磨削方式来选择。
打磨抛光常用机床磨料和磨具的介绍

打磨抛光常用机床磨料和磨具的介绍打磨抛光是一种重要的表面处理技术,用于提高零件的表面质量和光洁度。
在打磨抛光过程中,常用的机床、磨料和磨具起到至关重要的作用。
下面将介绍几种常用的机床、磨料和磨具。
一、常用机床1.手工研磨机:手工研磨机是一种常见的打磨抛光机床,操作简单,适合对小零件进行打磨抛光。
其通过手工或机械操作将磨料与零件接触,来实现对零件表面的打磨。
2.电动研磨机:电动研磨机是一种利用电力驱动的机床,通过电机带动磨石或砂轮对零件进行打磨。
电动研磨机通常具有较大的功率和转速,适用于对较大或较硬的零件进行打磨抛光。
3.数控研磨机:数控研磨机是一种自动化程度较高的机床,通过计算机控制系统来实现对零件的自动化加工。
数控研磨机能够实现高精度和高效率的打磨抛光,广泛应用于精密机械制造等领域。
二、常用磨料1.砂轮:砂轮是一种常见的磨料,由磨料粒子、粘结剂和孔隙等组成。
根据砂轮的不同材质和制造工艺,可以分为金刚石砂轮、刚玉砂轮、蓝宝石砂轮等。
不同的砂轮适用于不同的零件材料和打磨抛光要求。
2.砂带:砂带是一种由砂粒和带状基材组成的磨料,可配合磨具使用。
砂带的长度和宽度可以根据实际需要进行调整,适用于对大面积零件进行打磨抛光。
3.砂纸:砂纸是一种用于手工打磨的磨料,由磨粒和纸基组成。
根据砂纸的磨粒大小,可以实现对不同粗糙度表面的打磨抛光。
三、常用磨具1.磨轮:磨轮是一种用于支撑和固定磨料的工具,具有不同的形状和类型,如平磨轮、碟磨轮、圆柱磨轮等。
磨轮的选择应根据零件形状和打磨要求进行。
2.磨头:磨头是一种用于手工打磨的工具,通常由磨粒和磨具组成。
磨头的形状多样,如球形、圆柱形等,可以根据需要进行选择。
3.研磨棒:研磨棒是一种用于手工打磨的工具,由磨料和磨具组成。
研磨棒适用于对孔内表面进行打磨,例如管道内壁的抛光。
总结:打磨抛光常用的机床有手工研磨机、电动研磨机和数控研磨机;常用的磨料有砂轮、砂带和砂纸;常用的磨具有磨轮、磨头和研磨棒。
模具打磨知识点总结

模具打磨知识点总结一、模具打磨的基本概念模具打磨是指利用磨料对模具表面进行磨削,以改善其表面质量、提高精度和延长使用寿命的方法。
模具打磨的主要目的是:1、消除模具表面的划痕、气孔、氧化皮等缺陷,提高表面质量;2、改善模具的几何形状,提高精度;3、增加模具的耐磨性和抗腐蚀能力。
模具打磨是模具制造过程中非常重要的一环,直接影响着模具的使用效果和使用寿命。
一个优质的模具产品,离不开精细、精密的打磨工艺。
二、模具打磨的工艺流程模具打磨工艺流程一般包括以下几个主要步骤:1、磨前准备:包括清洁模具表面、检查模具表面缺陷和测量尺寸等工作,为后续的磨削作准备。
2、粗磨:采用较粗砂轮对模具表面进行初步磨削,去除表面较大的麻痕、凸起等。
3、精磨:采用砂带、磨石等工具对模具表面进行精细磨削,将表面的砂眼、划痕等缺陷去除,达到较高的表面光洁度和精度。
4、超精磨:采用超精磨工艺,进一步提高模具表面的光洁度和精度,使其达到更高的要求。
5、抛光:采用抛光工艺,对模具表面进行抛光处理,使其达到镜面效果。
以上是模具打磨的一般工艺流程,实际操作中还需要根据不同模具的具体情况和要求来确定具体的工艺路线和磨削方法。
三、模具打磨的材料和工具模具打磨所需要的磨具和工具主要包括砂轮、砂带、磨石、抛光膏等。
这些工具的选择要根据模具的具体情况和工艺要求来确定。
1、砂轮:砂轮是模具打磨过程中使用最广泛的磨具之一,主要用于粗磨和精磨工序。
根据模具的材料和磨削要求,可以选择不同粒度的砂轮进行磨削。
2、砂带:砂带的使用可以使磨削更加平稳、均匀,适合用于长条形模具的磨削。
3、磨石:磨石主要用于模具的精密磨削,可以去除细小的砂眼和瑕疵,提高表面质量。
4、抛光膏:抛光膏用于抛光工艺,可以使模具表面达到较高的光洁度和镜面效果。
以上这些工具和材料的选择要根据具体的模具材料、磨削要求、工艺路线等因素进行合理选择,以保证磨削效果的质量。
四、模具打磨的常见问题及解决方法在模具打磨的过程中,有时会遇到一些常见问题,如表面粗糙、砂眼、磨痕等。
磨具磨料常识
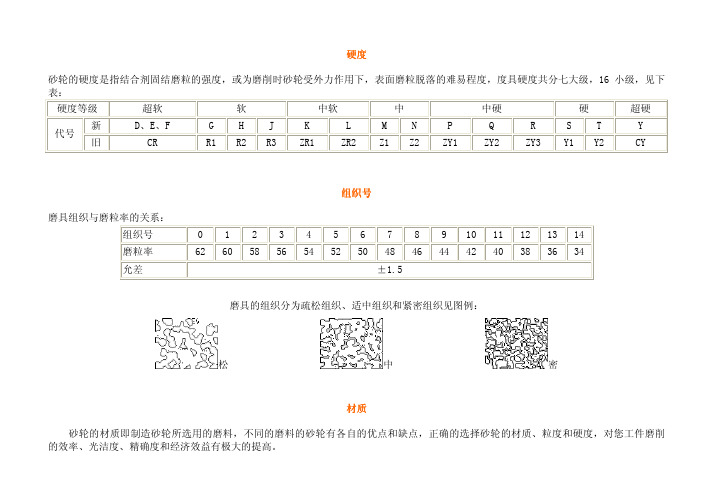
砂轮的硬度是指结合剂固结磨粒的强度,或为磨削时砂轮受外力作用下,表面磨粒脱落的难易程度,度具硬度共分七大级,16 小级,见下 表:
硬度等级
超软
软
中软
中
中硬
硬
超硬
新 代号
旧
D、E、F CR
GHJ
K
L
MN
P
Q
R
ST
Y
R1 R2 R3 ZR1
ZR2 Z1 Z2 ZY1
ZY2
ZY3 Y1 Y2
CY
磨具组织与磨粒率的关系: 组织号 磨粒率 允差
※※
※
※※※※
※※
※ ※→
结合剂
结合剂的主要作用是将磨粒固结在一起,使之具有一定的形状和强度;不同的加工工件对结合剂的选择见下表:
工件
结合剂及代号
与 加工
普通碳 素钢
合金钢
工具钢
不锈钢
铸铁
有色金 属
硬质合 金
热传导 性差的 材料
接触面 积大的 加工
忌避磨 削裂纹 的加工
切断用
导轮⌒ 无心磨
用
干式磨 削
中号
16 20
24
30 36 46 54
60
硬 硬度
软
大 延伸率
小
※※
※
※
※※※
※※
※
※
※※※
很精密
精密
加工
精加工
※
※
普通加工 g
※※※
※
粗加工 ←※ ※
※
※
※
注:在此表中,←※或※→符号表示选择比该粒度更粗或更细的粒度
细号 80 100 120 150 180 220 ※
磨料石材生产加工中磨料磨具的知识
磨料石材生产加工中磨料磨具的知识磨料是工业生产中重要的材料之一,磨料石材生产加工中,磨料磨具也是必不可少的工具。
本文将从以下几个方面介绍磨料磨具的一些基本知识,包括磨料磨具的分类、常用磨料和磨具的性质及选择、以及磨具的基本结构。
一、磨料磨具的分类磨料磨具按照不同的分类方法,可分为不同的类型。
按照磨具的使用方式可分为手动磨具和机械磨具;按照磨料固定方式可分为双面磨和单面磨;按照结构可分为平板磨具、碗形磨具、锥形磨具和杯形磨具等。
手动磨具包括手工磨盘、手工水磨和磨刀石等。
机械磨具则可以进一步分为平面磨床、圆形磨床、带磨床和砂带磨床等。
相对于双面磨具,单面磨具比较常用。
单面磨具的磨料只能固定在一面,工作时通常与工件相贴合。
双面磨具则可以同时加工两个工件,大大提高了工作效率。
平板磨具是常用的一种磨具,主要用于平面加工、外圆磨削和内孔磨削等。
碗形磨具适用于曲面加工和线状表面加工。
锥形磨具适用于内外锥面加工。
杯形磨具适用于大尺寸表面加工、圆锥面加工等。
二、常用的磨料和磨具的性质及选择1. 常用磨料和性质磨料是磨具的关键部分,会直接影响到工件加工的精度和表面质量。
常用的磨料有氧化铝磨料、碳化硅磨料、石英砂、金刚石和立方氮化硼等。
不同的磨料具有不同的硬度、韧度、耐磨性和磨粒形状等性质。
氧化铝磨料是一种广泛应用的磨料,具有高硬度、高耐热性和高耐磨性等特点。
碳化硅磨料耐热耐磨性较高,但硬度较低,适用于加工质量要求不是特别高的工件。
金刚石磨料是现代高精度磨削加工中应用最广泛的磨料之一,具有高硬度、高强度、高耐磨性和高导热性等特点。
2. 常用磨具和性质常用的磨具包括金属结合剂、树脂结合剂和陶瓷结合剂磨具。
金属结合剂磨具是一种广泛应用的磨具,具有优良的切削性能和高耐热性,适用于高效率、高要求的加工。
树脂结合剂磨具价格较便宜,适用于中、小型磨具或要求不是特别高的磨削。
陶瓷结合剂磨具是结合剂磨具中一种新型的磨具,具有优良的剛韧性、抗弯强度等优点,适用于高精度磨削加工、超精密磨削加工和高速磨削加工等。
磨料磨具专业词汇名词解释

磨料磨具专业词汇名词解释1.磨料:具有颗粒形状的和切削能力的天然或人造材料。
磨具:凡是用结合剂将磨料粘结成不同的形状,用于磨削、研磨和抛光作用的工具同称为磨具。
2. 棕刚玉(A):由矾土冶炼而成,主要成份是α-Al 2 O 3 。
外观为棕褐色,韧性好,能承受很大压力,还具有耐高温、抗氧化性、抗腐蚀及化学稳定性等特点。
被广泛应用与普通磨具制造。
3 .白刚玉(WA):由铝氧粉冶炼而成,成份与A相同。
外观为白色晶体,性脆,硬度略高于棕刚玉,具有良好的切削能力。
4 .黑刚玉(BA):由矾土冶炼而成,主要成份除了Al 2 O 3 外还有一定量的FeO 3 。
外观为黑褐色,纯度低,韧性特别好,但硬度较差。
5 .锆刚玉(ZA):分两种,一种是熔融锆刚玉,是现有磨料中最韧的磨料,在重负荷粗磨涂附磨具中,其他磨料都不能与性能耐磨的锆刚玉相比。
主要成份40%ZrO 2 ,Al 2 O 3 60%,锆刚玉的小结晶强度高于大结晶。
另一种是烧结锆刚玉,主要成份除ZrO 2 和Al 2 O 3 外,还有MgO,其韧性是刚玉的2.3倍,磨削能力比普通刚玉高1—3倍。
6 . 单晶刚玉:具有良好的多棱切削刃,硬度高、韧性值高,磨削力强,磨削热小,磨粒切削寿命长,可加工较硬且较韧的钢材,如不锈钢、高钒高速钢等,还特别适用于变形、易烧伤工件的磨削加工和大进给磨削加工。
7 . 微晶刚玉:晶体尺寸小,强度高,自锐性好,可作深度磨削。
在磨削过程中,微晶刚玉磨料呈现微破碎状态,又有良好的自锐性,所以适宜用于磨削深度大的重负荷缓进给磨削。
8. 铬刚玉:玫瑰色,因此有人称之为玫瑰色刚玉。
它的脆性适中,切削性能良好,适合于各种高光洁度的表面加工或成型磨削。
9 . 碳化硅:是用高纯度的石英砂及优质精洗无烟煤经过电阻炉还原反应而生成的碳硅结晶体化合物。
其特点化学性能稳定.硬度高.耐高温,是磨料及耐火材料等行业优质原料。
1 0 .黑碳化硅(C):黑碳化硅是以石英砂(SiO2 )和石油焦为主要原料,加锯末作为辅料,在电阻炉内冶炼而成的。
磨料磨具基本知识

磨料磨具基本知识磨削工具简称为磨具.磨具有固结磨具、涂附磨具及超硬磨具三个大系列.各有特点,独立存在,各有所长,使用于世界各国国民经济之中.除涂附磨具另立篇章叙述之外,此处仅对固结磨具作简要的介绍.1. 固结磨具固结磨具是用磨料(磨削材料)与结合剂制成的具有一定形状和一定磨削能力的工具.固结磨具的标记示例:形状尺寸磨料粒度结合剂硬度组织35M/S GB/T2485形状代号300×50×75 磨料种类磨料粒度结合剂磨具硬度组织号最高工作速度磨具技术条件所在标准号除最高工作速度和磨具技术条件所在的标准号之外,其余各项为固结磨具的特征.固结磨具的磨料已在本文之(一)详细说明.磨料粒度是指磨料粗细大小,固结磨具的磨料采用下一系列标准,这7个特征均依据1998年全国磨料磨具标准化技术委员会编制由中国出版社出版的机械工业标准中每项规定.本篇除对固结磨具的硬度结合剂和组织三个特征加以叙述外,其余不再赘述.(1) 硬度:此处的硬度是指固结磨具在外力作用下,结合剂与磨料结合的强度,根据粒度的粗细分别采用喷砂硬度计和洛氏硬度测定. 硬度分超软(超软1、超软2)、软(软1、软2)、中软(中软1、中软2)、中(中1、中2)、中硬(中硬1、中硬2、中硬3)、硬(硬1、硬2)、超硬(超硬1、超硬2)等7个大级共15个小级. (2) 结合剂:结合剂是指固结磨具中各类结合剂与磨料粘结的材料.固结磨具通常采用陶瓷、树脂、橡胶、菱苦土四大类别结合剂。
这四类结合剂以陶瓷结合剂磨具的比例最大。
陶瓷结合剂主要材料有粘土、长石、黄土、石英石等组成按不同磨料、不同用途及不同制法(浇注或压制)等不同的陶瓷结合剂.树脂结合剂主要是酚醛类型的树脂,分粉状树脂和液状树脂两大类,也是根据不同的制法和不同用途划分为各种不同树脂结合剂.橡胶结合剂目前采用人造丁苯胶、丁钠胶及液体橡胶三大类,根据制法的不同和用途的不同又划分为各种不同的橡胶粘结剂。
磨料磨具基本知识
磨料磨具基本知识一、磨削加工的发展历史(一)第一阶段我国是采用磨削加工方法的最古老的国家之一,如在古代科学巨著《天工开物》中就有“切、磋、琢、磨”的成语,而其中“磨”就是指的磨削加工。
其实人类最早使用磨削要追溯到原始社会,在母系社会,人们就已经开始使用最简单的石器,而这些最简单的石器是用简单的石头之间互相摩擦得来的。
人们用这些最简单的工具捕猎,耕种。
那时人们的衣着虽然简单,但仍然要有刃器的辅助,这也离不开磨削。
北魏时一个叫崔亮的创造了水磨,用来加工粮食,晋代刘景宣创造了可同时运行八盘天然岩石磨盘的石磨;唐朝时又出现了陶磨及磨碾,这些磨具均在山西长治县“王琛”墓中出土。
经过专家考察在宋朝也早存在九转速的磨;十三世纪时即在元朝时候,中国人已开始用天然树胶将贝壳粉粘在羊皮纸上制成摩擦工具,这是世界上已知的最早的涂附磨具,几乎与此同时,在地中海沿岸的意大利人也开始使用简单的涂附磨具。
说起指南针,谁都知道,可谁又能想到,那也是磨削得来的产品呢!以上所叙不仅说明了我国是最早制造陶瓷材料、机械传动的古国,而且也是最早采用对金属及非金属材料进行磨削加工的国家之一,从最原始一直持续到十九世纪的初期,可视为磨削加工历史发展的第一阶段。
这一阶段的特点是利用的磨料磨具及机械都较简单。
(二)磨削加工发展的第二阶段(1840---1900年前后)这一阶段出现了新的特点,即随着工业的发展、被加工材料的硬度越来越高,原来简单的磨料磨具满足不了发展的需要,于是人们就开始寻求硬度更高的物质来做磨料,先后找到了天然刚玉、黄宝石、天然金刚石等材料人们把这些天然材料破碎后和陶土混合后,烧成具有一定形状的磨具,以此来进行加工。
可以说,开始使用硬度较高的天然磨料是这一时期的普遍特点。
但是所有天然磨料的产量都不集中,而数量又有限质量不统一,很难保持稳定这一切局限性和飞速猛进的工业越来越不适应。
(三)磨削加工历史发展的第三阶段(十九世纪的后期到二十世纪初)这一时期的主要特点是出现并使用人造磨料。
磨料磨具专业知识

磨料磨具专业知识磨料磨具是现代工业生产中非常重要的一项技术,它应用广泛,涵盖了制造业的各个领域。
磨料磨具的主要作用是通过对工件进行磨削,使其达到所需的形状和精度。
在这篇文章中,我们将介绍一些磨料磨具的基本知识和应用。
首先,我们需要了解磨料的基本概念。
磨料是一种用于加工金属、陶瓷、塑料等材料的材料,它可以分为天然磨料和人工磨料两种。
天然磨料主要有石英砂、金刚石、刚玉等,而人工磨料主要有氧化铝、碳化硅等。
磨料的选择应根据要磨削工件的材料和形状来确定。
磨具是指用于固定磨料并进行磨削的设备,它通常有机身、磨料、绑扎材料和夹具等组成。
根据不同的磨削需求,磨具可以分为刃磨具、砂轮磨具、砂带磨具等。
刃磨具主要用于工件的切削,砂轮磨具主要用于工件的平面和圆柱的磨削,而砂带磨具则主要用于工件的平面和轮廓的磨削。
磨削是磨具对工件进行精确切削的过程,它有助于提高工件的尺寸精度、形状精度和表面质量。
磨削的方法包括外圆磨削、内圆磨削、平面磨削和轮廓磨削等。
磨削的选用应根据工件的类型和要求来确定。
在磨削过程中,磨具和磨料的选择非常重要。
一般来说,硬度高、强度大的材料适合使用刚性磨具和刚性磨料进行磨削,而便于切削的材料则适合使用柔性磨具和柔性磨料进行磨削。
此外,磨具的磨耗也是一个需要考虑的问题,磨耗过大可能会导致磨削质量下降和磨具寿命缩短。
除了磨具和磨料的选择,正确的使用方法也是保证磨削质量的关键。
在磨削过程中,应保持适当的切削速度、磨削深度和进给速度,以避免过度磨削和工件表面的损伤。
此外,磨削液的选择和使用也是非常重要的,它有助于降低摩擦、冷却工件和磨削面,并提高磨削质量和磨具寿命。
磨料磨具在制造业中应用广泛。
它可以用于金属加工、陶瓷加工、塑料加工等各个领域。
在汽车制造业中,磨料磨具被用于制造发动机零部件、刹车盘、曲轴等。
在航空航天工业中,磨料磨具被用于加工飞机发动机叶片、轴瓦等。
在电子制造业中,磨料磨具被用于加工芯片、半导体等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磨料磨具及研磨材料行业磨料磨具常识汇总
普通磨料:天然刚玉、天然金刚砂、黑刚玉、棕刚玉、白刚玉、石榴石、电熔刚玉、烧结刚玉、碳化硅、碳化硼
Conventional abrasive :
Natural corundum, emery, garnet, fused alumina, sintered alumina, silicon carbide, boron carbide, others
超硬磨料:天然金刚石、人造金刚石、CBN 其他
Super abrasive:
Natural diamond, synthetic diamond, metal clad diamond, polycrystalline diamond , polycrystalline CBN, others
普通固结磨具:普通砂轮、专用砂轮、磨石、磨头、砂瓦、滚抛磨块
Bonded abrasive products:
Grinding wheel , special purpose wheel , bricks , mounted wheel , grinding segments , tumbling chip abrasives , others
涂附磨具:砂布、砂纸、砂带、砂盘、研磨页轮、砂套
Coated abrasives:
Abrasive cloth, abrasive paper, abrasive belt, abrasive disc, flap disc, abrasive sleeve
超硬制品:金刚石制品、CBN 制品、电镀超硬制品其他
Super abrasive products:
Diamond abrasive products , CBN abrasive products , electroplated super abrasive product , others
研磨剂:研磨液、研磨膏、其他
lapping compound products:
lapping compound ( lapping paste ), others
粒度:
粒度的选择主要取决于对工件表面的加工精度和生产效率的要求。
粗粒度及中等粒度的磨具适用于粗加工及半精加工,而细粒度磨具,则应用于精加工及超精加工。
被磨削的物理机械性能也系决定粒度的因素,硬度低,延展性及韧性大的材料宜用粗粒度磨具加工,而硬度高性脆的材料宜用细粒度的磨具。
粒度规格:
1 “F”粒度规格
国标GB/T 2481--1998规定“F”粒度规格的磨料有37个粒度号,具体如下:
F4 F5 F6 F7 F8 F10 F12 F14 F16 F20 F22 F24 F30 F36 F40 F46 F54 F60 F54 F60 F70 F80 F90 F100 F120 F150 F180 F220 F230 F240 F280 F320 F360 F400 F500 F600 F800 F1000 F1200
粗粒度:F4 --F220 (颗粒在63微米以上的磨料称作“粗磨粒”,多用筛分法生产)
微粉:F230--F1200 (颗粒在63微米以下的磨料称作“微粉”,多用水选法制造)
2 “P”粒度规格
国标规定这种粒度规格的磨料共有28个粒度号,前 15个粒度号较粗,后13个粒度号较细,为微粉。
具体粒度号如下:
P12 P16 P20 P24 P30 P36 P40 P50 P60 P80 P100 P120 P150 P180 P220 P240 P280 P320 P360 P400 P500 P600 P800 P1000 P1200 P1500 P2000
磨具:
磨具是用以磨削、研磨和抛光的工具。
大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。
磨具按其原料来源分,有天然磨具和人造磨具两类。
机械工业中常用的天然磨具只有油石。
人造磨具按基本形状和结构特征区分,有砂轮、磨头、油石,砂瓦和涂附磨具五类。
此外,习惯上也把研磨剂列为磨具的一类。
磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。
磨具的主要特征包括磨料、粒度、硬度、组织和结合剂等五个因素。
根据不同用途进行适当的选择可直接提高加工质量和生产效率。
磨料:
磨具使用的磨料主要有棕刚玉、白刚玉、黑碳化硅和绿碳化硅等。
棕刚玉韧性高,适宜磨削碳钢、合金钢、可锻铸铁、硬青铜等抗张强度高的材料。
白刚玉比棕刚玉有较高的硬度,切削性能较好,适于淬火钢、高碳钢、高速工具等材料的精磨工序。
黑碳化硅硬度高,性脆而锋利,适于磨削、切割抗张强度低的材料,如:铸铁、玻璃、陶瓷、石料、耐火物等。
绿碳化硅较黑硅化硅纯度高。
适于磨削硬质合金、光学玻璃、宝石、玛瑙等硬脆材料。
组织:
磨具的组织指组成磨具的磨料,结合剂和气孔三者的体积比例关系。
磨料少、气孔率大称为松组织,反之为紧密组织。
紧密组织的磨具,宜用于精磨,成型磨及加工留间小而表面光洁度要求高的工件。
中等组织的磨具广泛用于一般留量工件的磨削工作。
松组织的磨具适用于平面,内圆等接触面大的磨削加工及磨削膨胀敏感的工件及软质材料的工件。
硬度:磨具在外力作用下从磨具表面脱落的难易程度(也可以说结合剂对磨料的把持能力)。