模具维修联络单
模具维修通知单(完整版)

备注
维修审批表编号
模具维修通知单
填表日期
No: 填表人
模具编号
模具名称
型号规格
生产厂家
模具维修 事项
维修单位
联系人
联系电话
提供图纸
图纸数量
图纸编号
维修结果
备注
维修审批表编号
模具维修通知单
填表Байду номын сангаас期
No: 填表人
模具编号
模具名称
型号规格
生产厂家
模具维修 事项
维修单位
联系人
联系电话
提供图纸
图纸数量
图纸编号
维修结果
备注
维修审批表编号
模具维修通知单
填表日期
No: 填表人
模具编号
模具名称
型号规格
生产厂家
模具维修 事项
维修单位
联系人
联系电话
提供图纸
图纸数量
图纸编号
维修结果
模具维修申请单
产品编号 Product Code 正常磨损 Normal wear 非正常损坏 Abnormal damage 设计型改 Change the mold design 新模具配模
New mold fitting
损坏原因 Damage reason :
改善计划 Improvement plan :
担当 Applicant
委托部 模具编号 门填写 Mold Code
Entrust departme nt fill in
模具腔号 Cav. No. 日期 Date 接受 Accept
批准 Approver
模具情况 满板粒数 CNF总粒数 Cavities full Total Cav plate in CNF
sectio n fill in
外修 repair on commission 模具修理说明/示意图 Mold r instructions/Schematic plot: 外修地点
备注 Note
生产技 术科填 写 内修 Internal repair Product ion 日期Date Technol 担当 批准 ogy Applicant Approver fill in
Mould information 待修 Wait for repair 在修 being repaired
确认者
模具库 填写 Mold shop fill in
可 Yes 否 No
可用 Normal
待型检 wait for inspection
委托部门同意 计划科同意 未来三个月产量 修理模具确认 修理模具确认 Entrust 计划科 Production in the Plan sec agree to department agree 填写 next three months repair mold to repair mold Plan
联络单模板

联络单
编制/日期 类型:质量方面(
)生产方面(
)物流方面(
审批/日期 )其它( )
部门/科室/部长/高层 高层(董事长/总经理/副总)
总监/副总监 材料加工科
联络人员
请知晓√
需配合部门 请回复意见
√
√
部门/科室/部长
工
总监
程
技
工程工艺科
术
部
技术及标准化科
异形件管理部总监
异 异形件管理部项目科 形
件 异形件管理部制造科 及
模 异形件管理部物流科
具
事
模具部总监
业
部
模具部设计科
模具部制造科
人力资 源部
财务管 理部
采购外 协与供 应链管 理部
总监 经理 总监 经理 总监 采购外协科 物资仓管科
设备事 业部
总监 设备维护科
回复意见(回复部门人员必须明确意见,是同意还是不同意,不同意请说明原因,涉及变更、产品品质以品质部意见作为最终意见,其他意见以对应部门负责人意见作为最终批准意见):
联络人员
请知晓√
需配合部门 请回复意见
√
√
冷镦制造科 生
产
螺纹加工科
制
造
热处理科
部
表面处理科
总监/副总监 物
流
全检包装科
管
理
仓储运输科
部
计划管理科生产计划科来自安全环境总监 质
量
体系运行科
管
理
质量保证科
部
质量改进科
实验中 心及客 户服务
部
市场开 发部
总经办
总监 测试科 客户服务科 销售总监 项目总监
要求客户把模具调走的联络函怎么写

要求客户把模具调走的联络函一、背景介绍在工业生产中,模具是重要的生产工具,它的制造和调试通常需要大量的时间和资源投入。
然而,在一些情况下,客户可能会要求将模具调走,这可能会对生产线的稳定性和效率造成一定的影响。
因此,需要编写一份联络函,与客户进行沟通,并解决这个问题。
二、联络函内容1. 引言尊敬的客户,我们衷心感谢您对我们公司的支持与合作。
我们通过这封联络函,希望就您要求调走模具的事项进一步进行沟通和解决。
2. 确认客户需求首先,我们需要确认您要求调走模具的具体原因和时间。
请您详细说明这一需求的背景,以便我们更好地了解您的需求,并为您提供更准确的解决方案。
3. 模具调走对生产线的影响模具在生产线上具有重要的作用,它们直接关系到产品的质量和生产效率。
一旦模具被调走,可能会对生产线的正常运行和订单交付时间造成一定的影响。
我们需要进一步评估和分析这些影响,以便我们能够更好地应对并提供解决方案。
4. 合作方案讨论为了降低模具调走对生产线运行的影响,我们提出以下几个合作方案供您参考:方案一:临时替代我们可以为您提供临时的模具替代方案,确保生产线的稳定运行和订单的按时交付。
这将需要进一步讨论和调整,以确保新的模具替代方案能够满足您的需求。
方案二:快速制造新模具如果调走的模具是无法替代的关键模具,我们可以尽快启动新模具的制造过程。
请提供与新模具制造相关的技术要求和规格,以便我们尽快安排和启动制造工作,并确保新模具的质量符合您的需求。
方案三:外包模具制造如果我们无法在短期内制造新模具,我们可以考虑与外部合作伙伴合作进行模具制造。
请提供您对外包模具制造的要求和期望,以便我们与合作伙伴进行沟通和协商。
5. 解决方案确认经过我们的进一步沟通和讨论,我们将依据您的需求和具体情况,制定出最合适的解决方案。
我们将进一步明确方案的具体内容、时间和成本,并与您进行确认和协商。
我们将竭尽全力解决您的问题,并确保模具调走对您的生产线运营影响降到最低。
模具研发品质异常联络单
接单时间: 临时处理措施
分析人:
第
一
联
:
品
审核人:
管 存
负责人
签名日期
档
(
白 )
改善完成日期: 改善措施
分析人:
第
二
联
:
责
任
位
(
红 )
培训时期:
组长签名:
主管审核:
分管总监审核:
异常单走向:发现单位—本单位科长—工程师确认方案—计划工艺编制—方案实施—品质存档
(注:所有品质异常联络单由责任人自行分析,组长协助填写改善方案并完成培训工作,接单三日内完成结案,填写不完整品质拒收并给予通报 。)
发现单位: 异常模号: 零件名称
模具研发中心品质异常联络单
年月日
零件编码: 异常数量:
异常单编号:
开单时间: 时
分
异常现象 描述
□一般异常
异常发现人:
□重大异常 异常科室:
异常组:
审核人: 异常责任人:
异常原因 分析(责
任人填 写)
相关工段
计划/工艺 工程 组立 设计
预防改 善措施
相关单位 改善方案
模具修理日程联络

外出修理时间为 至 。
外出修理时间为 至 。
電話: FAX: 住所:
POST:
塑料製品有限公司 報告書 連絡書 通知 日 付: 発行部署:
承認
Page:
月 日
議事録
無
金型课
確認 作成
要(回答希望日:
TO:成形课 收文单位: CC: 方课长
生管课 赖课长
事务员: 何转 景
件名: 关于量产中模具修理日程联络
模具号为
的模具需要外出修理,
修理的前期工作(方案、报价、纳期等)已完成 。外出修理时间为 工作日(星期日
不算工作日)请生管课及成形课安排模具外出时 间。谢谢!
备注:1、修理过程中的具体情报,请在以下共享地址查 看: J:/共有金型课/模具修理日程表 2、修理担当收到此书后,联络模具外出事宜。
确认 生管课: 担当 成形课: 确认 担当
模具维修通知单
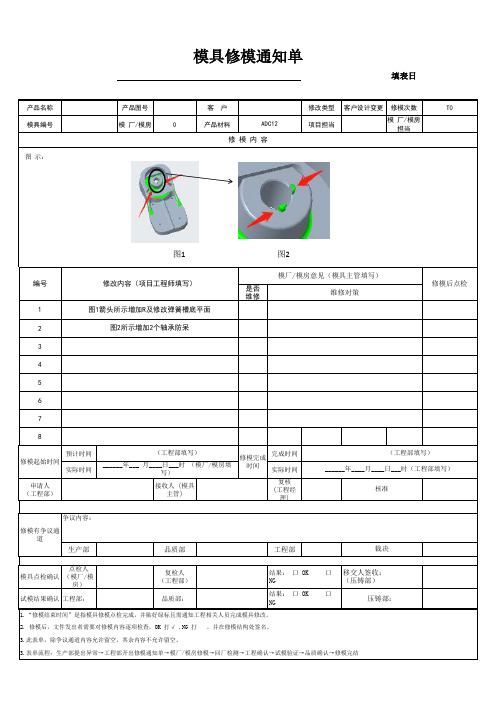
填表日产品名称产品图号客 户修改类型客户设计变更修模次数T0模具编号模 厂/模房产品材料项目担当模 厂/模房担当是否维修12345678预计时间完成时间实际时间实际时间申请人(工程部)接收人 (模具主管)复核(工程经理)生产部品质部工程部模具点检确认点检人(模厂/模房)复检人(工程部)试模结果确认工程部:品质部:2. 修模后,文件发出者需要对修模内容逐项检查,OK 打√ .NG 打 × 。
并在修模结构处签名。
3.此表单,除争议通道内容允许留空,其余内容不允许留空。
3.表单流程:生产部提出异常→工程部开出修模通知单→模厂/模房修模→回厂检测→工程确认→试模验证→品质确认→修模完结编号修模起始时间修模有争议通道修模完成时间修模后点检修改内容(项目工程师填写)结果: 口 OK 口NG压铸部:1.“修模结束时间”是指模具修模点检完成,并贴好绿标且需通知工程相关人员完成模具修改。
结果: 口 OK 口NG移交人签收:(压铸部)争议内容:裁决______年___ 月____日___时 (模厂/模房填写)______年____月____日___时(工程部填写)核准(工程部填写)(工程部填写)图2所示增加2个轴承防呆修 模 内 容模厂/模房意见(模具主管填写)维修对策图1箭头所示增加R及修改弹簧槽底平面模具修模通知单ADC12图示::图2图1。
模具维修保养联络单

模具维修保养联络单表单编号:SY-7.5.1.5-16-D N0.1.冲压车间填写区模具名称:模具编号:本次生产模数:冲床型号:日常保养突发修理设计变更最后料带毛胚上修理部位标示:有无委托时间:年月日时分希望完成时间:年月日时分委托修理内容:1.毛刺 2.冲头断裂 3.尺寸异常 4.卡料 5.其他()补充要求:原因分析:1.自然损坏 2.人为原因 3.其他原因()委托人主管签字2.模具部填写区委外修理内部机上维修内部卸模维修预计完成时间:年月日时分第一次修理时间/ : ~ : 更换配件明细(表格不够请另附纸)第二次修理时间/ : ~ :序号名称/规格数量总金额第几次修模第三次修理时间/ : ~ :模具处理对策原因分析 11 22 33 44 55 6修理者:主管模具修理后检查项目(修理到符合要求时打“√”)1.导柱导套的配合2.刀口检查3.上(下)模冲头4.缷料板的导正5.等高套6.弹簧7.检测导正结论:主管签字3.冲压车间填写区模具修理后上模时间:年月日 : ~ :模具架模后检查项目(修理到符合要求时在括号内打“√”)1.各部位正常2.模具内无异物3.产品试压合模正常4.模具异常内容是否修复5.与良品对比结论主管签字4.质量部填写区(模具修理后第一模毛坯)第一次结果:合格返修下次修理检验员:主管确认:第二次结果:合格返修下次修理检验员:主管确认:第二次结果:合格返修下次修理检验员:主管确认:注:1.检测数据详见附页2.检测不合格项目用红笔圈出来3.修理时间超过2小时汇报主管协商。
模具维修异常联络单样板

开单流水号:
产品编码:返修内容:
产品名称:发行日期:申请人:批准人:要求完成日期
生产部签字
预计完成日期
工程部签字
业务跟单签字:
维修报告:
维修人员:
部门负责人:试模结果跟踪:
维修开始时间:
上机:品质:
维修完成时间:维修结果:
总确认:
维
修前
是否附样品:¨有 ¨ 无维修方式:¨立即维修;¨生产到订单完成后再维修
维修后
¨可修好完成日期: ¨报废
判定:¨可生产;¨再维修 第 次
表单编码: WG-RD-D007 B1
模具异常维修联络单
品质部确认:
开单流水号:
申请部门申请人
模具编号
申请时间
需求时间
语言描述:
是否附样件:维修项目:
维修人员:
维修方案:
维修开始时间:维修完成时间:
维修结果:
确认人:
申请部门申请人
模具编号
申请时间
需求时间
语言描述:
是否附样件:维修项目:
维修人员:
维修方案:
维修开始时间:维修完成时间:
维修结果:
确认人:
故障说明
故障原因
简图描绘:(必要时)
表单编码: SH-RD-D007 A1
状况描述
故障原因
简图描绘:(必要时)
表单编码: SH-RD-D007 A1
开单流水号:
模具维修申请单
模具维修申请单。
模具调动联络单模版

部 门 会 签
工程部
生产部
资材部
审批
XXX电子有限公司
模具调动联络单调动单号:
接收单位
发出单位
接收人(签字)
发出人(签字)
用途
加工成型格
单位
数量
状态
备注
1
XXX
DVI一模二穴固定运水推板外模具
套
1
良好
2
XXX
VGA一模二穴固定运水推板外模具
套
1
良好
3
XXX
HDMI一模二穴固定运水推板外模具
套
1
良好
以下空白
模具保养及责任事项
模具发外维修通知单

模具发外维修通知单
模具名称:
维修内容
维修厂家: 责任归属
备注
压铸上的维修事宜,见试模报告
产品尺寸维修:M6螺纹孔面距C基准孔高 度要求117.8±0.25,实测117.3,请增加 0.3mm
产品尺寸维修:背面凸台厚度要求27.4 (0/-0.2),机加工余量不足,请增加余量 0.3mm
模 具 的 维 修 方 案
注.附样件: 件;
填表人/日 期:
维 修 后 的 评 定
注: 1.本 2.本
批准/日 期:
审核/日 期:
பைடு நூலகம்
版本号:A-1 保存部门: 生产部 保存期限:停产后15年
修模单
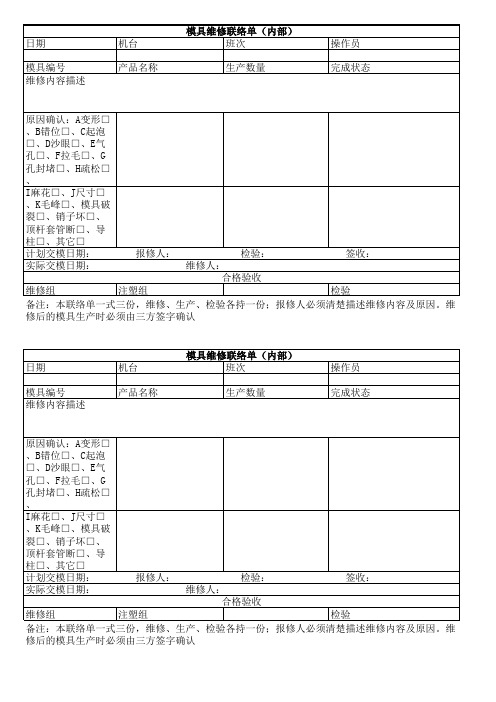
日期 模具编号 维修内容描述
机台 产品名称
模具维修联络单(内部) 班次 生产数量
操作员 完成状态
原因确认:A变形□、B错位□、C起泡□、D沙眼□、E气孔□、F拉毛□、G孔封堵□、H疏松□、 I麻花□、J尺寸□、K毛峰□、模具破裂□、销子坏□、顶杆套管断□、导柱□、其它□ 计划交模日期: 报修人: 检验: 签收: 实际交模日期: 维修人: 合格验收 维修组 注塑组 检验 备注:本联络单一式三份,维修、生产、检验各持一份;报修人必须清楚描述维修内容及原因。维 修后的模具生产时必须由三方签字确认
日期 模具编号 维修内容描述
机台 产品名称
模具维修联络单原因确认:A变形□、B错位□、C起泡□、D沙眼□、E气孔□、F拉毛□、G孔封堵□、H疏松□、 I麻花□、J尺寸□、K毛峰□、模具破裂□、销子坏□、顶杆套管断□、导柱□、其它□ 计划交模日期: 报修人: 检验: 签收: 实际交模日期: 维修人: 合格验收 维修组 注塑组 检验 备注:本联络单一式三份,维修、生产、检验各持一份;报修人必须清楚描述维修内容及原因。维 修后的模具生产时必须由三方签字确认
日期 模具编号 维修内容描述
机台 产品名称
模具维修联络单(内部) 班次 生产数量
操作员 完成状态
原因确认:A变形□、B错位□、C起泡□、D沙眼□、E气孔□、F拉毛□、G孔封堵□、H疏松□、 I麻花□、J尺寸□、K毛峰□、模具破裂□、销子坏□、顶杆套管断□、导柱□、其它□ 计划交模日期: 报修人: 检验: 签收: 实际交模日期: 维修人: 合格验收 维修组 注塑组 检验 备注:本联络单一式三份,维修、生产、检验各持一份;报修人必须清楚描述维修内容及原因。维 修后的模具生产时必须由三方签字确认