超临界机组参数确定及选型
680MW超超临界机组热力系统计算及其选型

680MW超超临界机组热力系统计算及其选型随着能源需求的增长和环保意识的不断加强,超超临界机组的应用在发电行业中逐渐得到广泛关注。
而其中热力系统的设计与选型则是影响机组效率和经济性的关键因素。
本文将介绍680MW超超临界机组热力系统的计算方法以及选型建议。
1. 蒸汽发生器及辅助设备计算主蒸汽发生器的计算一般基于能量平衡原理,其中考虑到主蒸汽和给水中的换热以及燃料燃烧中产生的热能。
在计算过程中,需要确定主蒸汽发生器的输入参数和输出参数,包括燃料热值、燃料消耗量、进出口温度、压力、流量等。
辅助设备的计算如加热器、汽轮机进汽和排气加热器、发电机冷却器和泵等的选择与计算较为简单,一般根据现有的设计规范进行选型即可。
如果需要优化系统设计,还可以结合流体力学、热力学和控制理论等方法进行计算分析。
2. 烟气脱硝及脱硫设备计算烟气脱硝与脱硫设备的选择与计算也是热力系统设计的重要环节。
脱硫设备以湿法石灰石法为主,通过喷射液体石灰或石灰石制备成石灰乳浆,在喷雾器与烟气混合反应,将SO2吸收到石灰乳浆中并形成硫酸钙。
脱硝设备则主要采用SCR脱硝催化剂,通过在催化剂表面上发生催化反应,将NOx转化成氮和水蒸气。
在进行设备选择和计算时,需要考虑设备的效果、投资成本、运行费用和维护难度等方面因素。
3. 高温区设备计算高温区设备的计算包括高温区加热器的设计和透平的热力计算。
高温区加热器一般采用的是强迫循环,对流传热系数可以根据实验数据进行估算,辐射传热系数则取决于加热器的结构和材料。
透平的热力计算则需要考虑透平的参数、效率以及实际运行条件等多方面因素,在此不再赘述。
4. 热力系统选型在确定各个设备的参数和计算结果后,热力系统的选型也变得更加明确。
在选型过程中,需要综合考虑设备的性能、效率、价格和可靠性等因素,确定最优的组合方案。
此外,还需对不同方案的经济性和环保性进行评估和比较。
总之,680MW超超临界机组热力系统的设计与选型是一个相对复杂的过程,需要综合考虑多方面因素。
超超临界发电机组参数
超超临界发电机组参数全文共四篇示例,供您参考第一篇示例:超超临界发电机组是指在超过临界点之后继续提高压力和温度的发电机组,其性能和效率更高,被广泛应用于发电厂。
超超临界发电机组的参数包括机组型号、额定功率、额定电压、额定频率、燃料类型、热效率等。
本文将对超超临界发电机组参数进行详细介绍,以便更深入地了解这一先进的能源技术。
超超临界发电机组的机组型号是区分不同型号发电机组的重要标志,通常由制造厂商根据产品特性和规格设计确定。
每种型号的超超临界发电机组都有其独特的参数和性能表现,以满足不同发电需求的应用。
额定功率是超超临界发电机组的重要参数之一,指的是在标准工况下,发电机组能够输出的最大功率。
通常以兆瓦(MW)为单位,不同型号的超超临界发电机组额定功率有所不同,可根据实际需要选择合适的型号。
额定电压和额定频率是超超临界发电机组的另外两个重要参数,分别指在额定工况下的输出电压和频率。
额定电压通常以千伏(kV)为单位,额定频率通常为50Hz或60Hz。
这两个参数对于发电系统的稳定运行和电力传输有着至关重要的作用。
燃料类型是指超超临界发电机组使用的燃料种类,包括燃煤、燃气、生物质能等。
不同的燃料类型会直接影响到发电机组的运行成本、环保性能以及对应的发电效率。
热效率是指超超临界发电机组将燃料转化为电能的效率。
高热效率意味着更少的燃料消耗和更低的排放,对于节能减排和保护环境具有重要意义。
超超临界发电机组以其高效、清洁的特点而备受青睐,其热效率通常可达到40%以上。
超超临界发电机组的参数是影响其性能和应用领域的关键因素。
了解这些参数对于选择合适的发电方案、提高发电效率以及保护环境都具有重要意义。
希望本文对超超临界发电机组参数的介绍能够使读者对这一先进的能源技术有更深入的了解。
第二篇示例:超超临界发电机组是一种新型高效节能的发电设备,具有高效、环保、经济等优点。
超超临界发电机组参数直接影响着其性能和运行效果,下面将就超超临界发电机组参数的重要性及其相关内容进行详细介绍。
我国超超临界发电机组容量和蒸汽参数选择探讨
我国超超临界发电机组容量和蒸汽参数选择探讨国电热工研究院(西安 710032)李续军安敏善[摘要]根据各国超超临界发电机组容量和蒸汽参数的演绎及发展历史的回顾,对一个超超临界发电机组的热力系统的不同蒸汽参数下的机组热效率进行了计算,并对目前超超临界机组的主要用钢进行了介绍和分析,提出了我国超超临界发电机组机组容量和蒸汽参数的选择方案。
[主题词]超超临界机组容量蒸汽参数0.前言从历史发展的过程来看,蒸汽动力装置的发展和进步就一直是沿着提高参数的方向前进的。
提高蒸汽参数并与发展大容量机组相结合是提高常规火电厂效率及降低单位容量造价最有效的途径[11。
根据我国的能源资源状况和电力技术发展的水平,发展高效、节能、环保的超超临界火力发电机组则势在必行。
为此,国家有关部委已经制定了超超临界火力发电机组的研发计划和示范工程的试点。
1.国外超超临界发电机组发展历史和研发计划1.1 世界主要发达国家超超临界机组的发展概况[11 [21 [31前苏联限于燃料成本与奥氏体钢价格之间的关系,苏联的超临界机组蒸汽参数大多为常规超临界参数,选用24.12MPa、545/545℃。
俄罗斯目前正在开发二次中间再热机组,今后计划研制功率为800~1 000MW,参数为31.5MPa、650/650℃的汽轮机,同时将研制单机功率等级为1600MW的汽轮机。
日本1989年日本投运了世界上第一台采用超超临界参数的川越电厂1号机组,该机组为中部电力公司设计制造的700MW机组,燃液化天然气,主蒸汽压力为31MPa,主蒸汽温度和再热蒸汽温度为566/566/566℃,机组热效率为41.9%。
日本在通过吸收美国技术,成功发展超临界技术的基础上,进一步自主开发超超临界机组。
日本投运的超超临界机组蒸汽参数逐步由566℃/566℃提高到566/593℃、600/600℃,蒸汽压力则保持24~25MPa,容量为1000MW为多。
以三菱、东芝、日立等公司为代表的制造业,将发展超超临界汽轮机参数的计划分为三个阶段,第一阶段24.5MPa、600/600℃已完成。
5 湖南湘潭电厂二期600MW超临界机组选型
Ω·cm
/
6.51011
7.651012
180℃ 500V
R180
Ω·cm
/
4.21011
7.111011
3超临界参数机组的工程应用与设计制造水平
3.1 国际上超临界参数机组的工程应用与设计制造水平
超临界参数机组在国外发展开始于上世纪50年代。美国早在50年代末便投运了2台具有代表性超临界参数机组,一台为125MW机组,其参数为31MPa、621/566/538℃;一台为325MW机组,其参数为31MPa、610/557/557℃。美国超临界机组发展较快,到1982年美国超临界机组已投运近182台,机组容量为125MW~1300MW,参数为31MW、566~593℃。
ALSTOM
1999
15
LIPPENDORFR
25.9/550/580
930
德国
ALSTOM
1999
16
BOXBERG BLOCK Q
26/540/580
910
德国
SIEMENS(KWU)
1999
17
敦贺#2
24.1/593/593
700
日本
东芝/三菱
2000
18碧南#424./566/5931000
25.02/538/566
700
日本
日立/IHI
1992
4
Noshiro P.S.No1
25.02/537/564
600
日本
日立/IHI
1993
5
AMWER 9
25/535/563
650
荷兰
ALSTOM
1993
6
HEMWEG 8
680MW超超临界机组热力系统计算及其选型

目录摘要 (Ⅰ)ABSTRACT (Ⅱ)绪论 (1)第一章主设备选型 (3)1.1主要设备选择原则 (3)1.2 主设备选择 (3)第二章原则性热力计算 (4)2.1发电厂原则性热力系统的拟定 (4)2.2全厂原则性热力系统计算 (5)第三章辅助热力系统 (18)3.1 补充水系统 (18)3.2 轴封蒸汽系统 (19)第四章主蒸汽再热蒸汽系统 (21)4.1 主蒸汽再热系统的设计................................. 错误!未定义书签。
4.2主蒸汽系统的计算 (23)第五章旁路系统 (28)5.1旁路系统的选择 (28)5.2 旁路系统的容量 (28)5.3 旁路系统的管径和壁厚计算 (28)5.4旁路系统及其管道阀门的拟定 (30)第六章给水系统 (32)6.1 给水系统的选择 (32)6.2 给水泵的配置 (33)6.3给水系统管道的计算 (34)第七章回热抽汽系统 (36)7.1本设计回热加热系统确定 (36)7.2加热疏水系统的确定 (37)7.3加热疏水系统图 (37)7.4回热抽气系统管道计算 (37)7.5 阀门的选择 (42)第八章其他系统 (43)8.1主凝结水系统及其管道阀门的确定 (43)8.2除氧系统的确定 (44)第九章总结 (48)结束语 (49)致谢 (50)参考文献 (51)附录 (52)外文原文 (52)外文译文 (62)毕业设计任务书 (68)开题报告 (71)摘要热力系统是将热力设备按照热力循环的顺序用管道和附件连接起来的一个有机整体。
根据使用的目的不同,发电厂热力系统又可分为发电厂原则性热力系统和发电厂全面性热力系统。
我国作为煤炭的资源大国,如何提高燃煤发电机组的效率,减少有害气体的排放成为放在决策与科研部门面前的非常迫切的问题。
高参数大容量凝汽式机组是目前新建火电机组的主力机型,大力发展超超临界火电机组对于提高燃煤发电机组的效率,减少有害气体的排放成为放有着重大意义。
600MW等级超临界和超超临界空冷汽轮机简介及选型浅析

600MW等级超临界和超超临界空冷汽轮机简介及选型浅析摘要:简要介绍了三大主机厂600MW等级超临界和超超临界空冷汽轮机的设计特点和性能参数,对空冷汽轮机选型进行了初步论证并提出了建议。
关键词:600MW;超临界;超超临界;空冷汽轮机随着国家“十五”重大技术装备研制计划“600MW超临界火电机组成套设备研制”项目的成功实施,带动了我国超临界燃煤火电机组的快速发展,目前国产600MW级超临界燃煤火电机组已经成为我国在建火电工程的主力机型。
这对于优化我国电网中火电机组的装机结构、提高我国火电机组技术发展的整体水平和节能降耗及减排工作等方面都起到了积极的推动作用。
其中超临界和超超临界空冷汽轮机由于具有非常显著的节水效果,在我国北方缺水地区也已有了快速的发展。
下面对三大主机厂600MW等级超临界和超超临界空冷汽轮机的设计特点和性能参数进行简要介绍,对空冷汽轮机选型进行初步论证并提出建议。
1哈尔滨汽轮机厂有限责任公司哈尔滨汽轮机厂有限责任公司(以下简称哈汽)通过引进并吸收日本三菱技术,现已具有独立开发600MW等级超临界和超超临界空冷机组的能力。
哈汽600MW等级超临界和超超临界空冷汽轮机组采用模块化的设计方法,主要有两种机型:两缸两排汽机型和三缸四排汽机型。
超临界和超超临界参数汽轮机的关键部分在高中压部分,空冷汽轮机的关键部分在低压部分,600MW等级超临界和超超临界空冷汽轮机分别采用600MW等级超临界和超超临界湿冷汽轮机的高中压模块及600MW等级亚临界空冷汽轮机的低压模块,无论是两缸两排汽机型,还是三缸四排汽机型,均采用具有成熟运行业绩的模块,从而保证超临界和超超临界空冷汽轮机组的安全可靠。
哈汽600MW等级超临界和超超临界空冷汽轮机组主要有两种机型:两缸两排汽机型和三缸四排汽机型。
两缸两排汽机型为高中压合缸,一个低压缸、两个排汽口,低压缸末级叶片长度为940mm,高中压缸采用双层缸,支持轴承采用可倾瓦式,低压缸采用落地轴承、内缸,汽轮机总长约19m(汽轮机长度指汽轮机一号轴承中心线至发电机前轴承中心线的距离,下同)。
百万千瓦等级超超临界机组汽轮发电机参数选型

百万千瓦等级超超临界机组汽轮发电机参数选型作者:顾守录单位:上海汽轮发电机有限公司PARAMETERS SELECTION FOR 1000MW CLASS SUPER CRITICAL TURBINE GENERATORS SHOULU GUGU Shou-lu(Shanghai Turbine Generator Co. Ltd, Shanghai 200240)ABSTRACT: The 1000MW class super critical turbine generators are becoming the key developing points dew to their excellent economical performances. This article is the analyzing and comprising to the design parameters of deferent capacities of 1000MW class super critical turbine generators.KEY WORDS: 1000MW class fossil power plant; Turbine generator摘要:百万等级超超临界机组由于具有良好的经济性而成为电力工业和电机制造业的发展重点。
文K 对我国发展百万等级超超临界机组汽轮发电机的容量参数和技术选型进行了分析,并对各方案进行了比较。
关键词:火电百万级;汽轮发电机;1 世界百万千瓦级超临界火电机组装机情况国外发展超临界机组已有40余年的历史,超临界机组比亚临界机组的煤耗低,在一定范围内,汽机的进汽温度或再热温度每提高10℃,机组热耗一般可下降0.25%~0.3%。
在温度和其他条件相同情况下,初压23.5MPa与16.2MPa比较,300MW、600MW、1000MW 机组净热耗下降分别约为1.3%、1.6%、1.8%,由此可见机组容量愈大,采用超临界参数的效益越明显。
关于超超临界1000MW机组参数选型的报告(锅炉)

关于沙洲二期超超临界机组参数选型的报告一、百万超超临界机组材料选型范围1、锅炉方面目前百万超超临界机组锅炉受热面管材选型主要考虑奥氏体钢TP347HFG、Super304、HR3C、NF709,材料方面国内外均没有新的突破。
表1-1奥氏体钢Super304、HR3C主要规格及使用条件*数据来源于北京科技大学《新型奥氏体耐热钢HR3C的研究进展》2010.10 再热器出口管道目前百万超超临界机组全部采用P92,P92的温度使用上限为650℃。
2、汽机方面汽轮机叶片、转子、汽缸、阀体选用材料为铁素体9-12%Cr耐热钢,目前主要形成两个等级,600℃/625℃。
上表数据来源:上海发电设备成套设计研究院《超超临界机组材料》我公司二期工程主机参数选型目前涉及到两大方案,即600℃/600℃型和600℃/620℃型。
1)600℃的9-10%Cr耐热钢汽轮机至今已运行10年以上,无论含W或不含W都能在600℃下安全运行,属于有成熟运行业绩产品。
2)625℃的9%Cr钢已完成用于产品前的全部试验,试验数据表明“625℃的超超临界参数”汽轮机已不存在材料技术问题。
但目前此参数机组国内仅有产品订单但无投运业绩(安徽田集660MW机组)。
国外德国达特尔恩有产品业绩,无投运业绩。
仅日本有投运业绩,时间不长。
二、再热器出口603℃提升到623℃技术1、技术上的实现手段主要是增加低温再热器和高温再热器的受热面面积2、材料使用情况:从选材上可以看出,为了确保再热蒸汽温度提高至623℃后锅炉再热器的安全性,将高温再热器的出口散管由T92材料提升至SA-213 S 304H,高温段的材料仍然采用Super304、HR3C。
三、选用623℃参数后,管壁温度的运行情况分析:1、根据AMSE的标准一般炉内管壁温度取蒸汽温度+(25 ~ 39)℃,国内计算取50℃,选用623℃参数后,高温再热器出口段平均壁温在(648 ~ 662)℃,HR3C的允许管壁温度672℃,上限壁温还有10℃的安全余量,但是由于并列管排的热偏差的存在,炉内可能有局部管壁超过672℃。
1000MW超超临界机组简介
2、锅炉的特点 锅炉的特点 • 2.1炉型 炉型 欧洲的锅炉采用塔式布置 优点: 塔式布置, 欧洲的锅炉采用塔式布置,优点:水冷 壁回路简单, 壁回路简单,不仅炉膛各墙水冷壁间热力 与水动力偏差小, 与水动力偏差小,而且水冷壁回路特别简 烟气自下向上垂直流动,消除了π型锅 单,烟气自下向上垂直流动,消除了 型锅 炉中因有两次90°转弯而导致的烟侧偏差, 炉中因有两次 °转弯而导致的烟侧偏差, 此外对减轻对流受热面结渣和烟侧磨损也 是有利的;缺点:锅炉安装高,增加安装 是有利的;缺点:锅炉安装高, 高度和锅炉房地基的费用。 高度和锅炉房地基的费用。
2.4锅炉受压件钢材 锅炉受压件钢材 • 由于超超临界机组主汽和再热汽温度由 超临界锅炉的538℃~566℃提高到 超临界锅炉的 ℃ ℃提高到580℃以 ℃ 至近几年的600℃及600℃以上,因此锅炉 至近几年的 ℃ ℃以上, 高温受热面不仅要求有高热强性 高热强性即高温下 高温受热面不仅要求有高热强性即高温下 的高蠕变强度和持久强度, 的高蠕变强度和持久强度,而且还应具有 优良的抗烟侧高温腐蚀 抗烟侧高温腐蚀和 优良的抗烟侧高温腐蚀和抗蒸汽侧高温氧 的性能。 化的性能。
max.0.20
V
奥氏体钢
X3CrNiMoN1713
16.016.0-18.0
12.012.0-14.0
2.02.0-2.8
N
Super304H
17.017.0-19.0
7.57.5-10.5
0.300.30-0.60
Cu,N
ATempaloy A-1
17.517.5-19.5
9.09.0-12.0
• 凝汽器下部: 凝汽器下部: 是凝汽器的核心,包括管束和热井。 是凝汽器的核心,包括管束和热井。 当循环泵和真空泵等附属设备均能正常 运行时,凝汽器能否维持额定的真空, 运行时,凝汽器能否维持额定的真空,取 决于管束是否具有较高的凝缩力。 决于管束是否具有较高的凝缩力。 • 热井: 热井: 整个凝汽器底部为热井, 整个凝汽器底部为热井,热井的容积足 以满足3分钟额定负荷排汽凝结量 分钟额定负荷排汽凝结量。 以满足 分钟额定负荷排汽凝结量。热井下 设有集水器,以保证凝结水消旋, 设有集水器,以保证凝结水消旋,及恒定 的汽蚀压头。 的汽蚀压头。
超临界机组参数确定及选型

锅炉容量 目前,螺旋管圈单炉膛布置型式的最大单炉容量为 1050MW ,可滑压运行的垂直管屏布置型式的最大单炉容 量为1000MW。从我国现有设计制造基础及技术可行性 上考虑,1000MW及以下容量的超超临界锅炉在技术上都 是可行的。
汽轮机容量 汽轮机大容量化需要很大的排汽面积,增加排汽面积有两种途径:增大末 级叶片高度,使单个排汽口的面积增加;或增加低压缸的数量,使低压排 汽口的数量增多。单个排汽口的面积取决于末级叶片的高度,末级叶片 高度受限于合金钢或钛合金的强度极限。低压缸的数量也不能无限制 的增加,低压缸的数量越多,轴系越长,轴系稳定性越差。目前大容量单 轴汽轮机有业绩的汽缸总数最多为5 个,即分流低压缸数不超过3个,排 汽口数不超过6 个。背压影响汽轮机排汽面积,从而影响机组容量。 我国各地气侯差异很大(冬夏),发展超超临界机组,应有不同排汽口与不 同高度的末级叶片组合来适应不同背压及不同功率的机组,并通过技术 经济比较以达到最佳的综合经济性。解决汽轮机大容量化的矛盾还可 采用汽轮机双轴设计方案。 从我国现有设计制造基础及技术可行性上考虑,选择1000MW等级和 600MW等级超超临界汽轮机都是可行的。
当压力低于30MPa 时,机组热效率随压力提高上升很快,当 压力高于30MPa时,机组热效率随压力提高上升幅度较小。
2)再热次数 采用二次再热可进一步提高机组热效率,并满足机组低压缸
最终排汽湿度的要求。在所给参数范围内,采用二次再热使 机组热经济性得到提高,其相对热耗率改善值约为1.43%~ 1.60%。 有两个再热器使锅炉结构复杂化,增加一个超高压缸,增加 一根再热冷管与再热热管,增加一套超高压主蒸汽调节阀, 机组长度增加,轴系趋于复杂,使汽轮机结构复杂化。 除了早期美国的3 台机组外,只有日本川越电站2 台 700MW机组(31MPa/566℃ 566℃/566℃/1989 年)和丹 麦2台415MW(28.5MPa/ 580 ℃/580℃/580℃/1998年) 机组为二次再热的超超临界机组。近5 年来新投运的超超 临界机组均未采用二次再热。
1000mw超临界机组主设备选型及全面性热力系统初步设计说明
题目1000MW超超临界机组主设备选型及全面性热力系统初步设计目录目录 (1)摘要 (3)ABSTRACT (4)绪论 (5)0.1 超超临界的概念 (5)0.2 发展超超临界火电机组的战略意义 (5)0.3 超超临界火电机组国内外现状 (5)0.4 中国发展超超临界火电机组的必要性和迫切性 (5)0.5 论文的结构介绍 (5)第一章主设备选型 (5)1.1发电厂类型和容量的确定 (5)1.2主要设备选择原则 (6)1.2.1汽轮机组 (7)1.2.2锅炉机组 (8)1.3 主设备选择 (9)第二章原则性热力计算 (10)2.1发电厂热力系统计算目的 (10)2.2热力系统计算方法与步骤 (11)2.3发电厂原则性热力系统的拟定 (13)2.4全厂原则性热力系统计算 (13)2.4.1原始数据 (13)2.4.2热力计算过程 (17)第三章辅助热力系统 (24)3.1 补充水系统 (24)3.1.1工质损失 (24)3.1.2补充水引入系统 (25)3.2 轴封蒸汽系统 (25)3.3辅助蒸汽系统 (26)第四章主蒸汽再热蒸汽系统 (28)4.1 主蒸汽系统的类型与选择 (28)4.1.1主蒸汽管道系统的特点和形式 (28)4.1.2主蒸汽系统形式的比较和应用 (29)4.1.3 主蒸汽再热蒸汽系统的设计 (30)4.2主蒸汽系统的设计注意的问题 (31)4.2.1温度偏差及对策 (31)4.2.2主蒸汽管道阀门的选定 (32)4.2.3管道设计参数的确定 (32)4.2.4管径和壁厚的计算 (33)第五章旁路系统 (36)5.1旁路系统的概念及其类型 (36)5.2旁路系统的作用 (37)5.3 旁路系统及其管道阀门的拟定 (38)5.4 旁路系统的容量 (38)5.5直流锅炉启动旁路系统 (39)5.5.1直流锅炉与汽包锅炉的启动区别 (39)5.5.2直流锅炉启动特点 (39)5.5.3启动系统 (42)5.5.4启动旁路系统的选择 (44)第六章给水系统 (44)6.1 给水系统型类型的选择 (45)6.1.1给水系统的类型 (45)6.1.2给水系统的选择 (46)6.2 给水泵的配置 (47)6.2.1给水泵的选择 (47)6.2.2给水泵的连接方式 (48)第七章回热抽汽系统 (49)7.1回热加热器的型式 (49)7.1.1混合加热器 (50)7.1.2表面式加热器 (50)7.2本设计回热加热系统确定 (53)7.3加热疏水系统的确定 (54)7.4主凝结水系统及其管道阀门的确定 (54)7.5 除氧系统的确定 (55)7.5.1给水除氧 (55)7.5.2除氧器的类型和选择确定 (57)7.6 回热抽汽隔离阀与止回阀 (58)7.7回热蒸汽管道的初步设计 (59)7.7.1设计要求 (59)7.7.2 设计参数 (59)7.7.3管径的计算 (60)第八章疏放水系统 (62)8.1疏放水系统的组成 (62)8.2发电厂的疏水系统 (62)结束语 (65)致谢 (66)参考文献 (67)附录 (67)外文原文 (67)外文译文 (74)毕业设计任务书 (78)开题报告 (80)摘要论证1000MW发电厂原则性热力系统的新方案,新型锅炉、汽轮机等主设备的选型,通过发电厂原则性热力系统计算确定在阀门全开工况下各部分汽水流量及其参数、发电量、供热量及全厂性的热经济指标,由此可衡量热力设备的完善性,热力系统的合理性,运行的安全性和全厂的经济性。
超超临界机组参数选择和结构选型

电力 公司 日本 Tohoku 日本 EPDC 日本 Chugok u 日本 Tohoku 日本 Chubu 日本 Chubu 日本 EPDC 日本 EPDC 日本 Tokyo 德国 RWE
容量 MW 1000 1000 1000 1000 1000 1000 1050 1050 1000 1025
压力/温度 MPa/℃/℃ 34.4/649/56 6/566 34.4/649/56 6/566 31/566/566/ 566 31/566/566/ 566 28.4/580/58 0/580 29/582/580/ 580
背 压 kPa 3.4 47 3.4 47 5.0 7 5.0 7
1 2 3 4 5 6
EDDYSTONE 1 EDDYSTONE 2 川越KAWAGOE 1 川越KAWAGOE 2 SKERBAEKSVA ERKET 3 NORDJYLLAND 3
WH/CE WH/CE 东芝/三菱 东芝/三菱 FLS MILJφBWE FLS MILJφBWE
19 98
TPRI
技术经济性 机组造价高10%— 15% 电站投资增加4%— 6.8% 采用一次再热是适宜的 采用二次再热存在大量需要解决的技术问题 国外制造运行业绩少 技术经济性较差 我国在发展超超临界机组的阶段采用一次再热是 适宜的
制造厂 (炉/机) 三菱/东芝 BHK/三菱 三菱/三菱 BHK/日立 IHI/东芝 IHI/东芝 IHI/东芝 BHK/三菱 BHK/日立 ALSTOM/ 西 门子
转速 r/min 3000/1 500 3600/1 800 3600/1 800 3000/1 500 3600 3600 3600/1 800 3600/1 800 3000/1 500 3000
19-超超临界机组参数与容量的选择-16
超超临界机组参数与容量的选择李殿成,叶东平(哈尔滨汽轮机厂有限责任公司,黑龙江省哈尔滨150046)摘要: 结合国外超超临界机组发展情况,通过对不同压力温度的方案计算和材料比较,建议目前我国超超临界机组宜采用25MPa,主蒸汽温度600℃,一次中间再热温度600℃参数。
百万等级机组可以采用单轴,四缸四排汽1000MW。
600~700MW机组应该成为我国超超临界的主力机组。
关键词:超超临界;汽轮机;蒸汽参数;容量0前言随着国民经济的持续增长,电力的需求也在不断增加。
我国以煤电为主,采用超临界和超超临界参数机组,提高燃煤机组的效率,实现节能降耗、减少CO2和NO x排放,是我国今后的发展方向。
研制超超临界机组的科研课题已经列入了国家863计划。
作者参加了课题的研究和几台高效超临界机组的投标工作。
本文根据课题报告,对超超临界机组的参数和容量选择做一阐述。
1国外超临界和超超临界技术的发展现状和发展趋势世界上最早的大型超超临界机组是美国1958年12月投运的Eddystone电厂的#1机组,功率为325MW,参数为34MPa/649/566/566℃,汽轮机由西屋公司制造,双轴、双排汽。
由于在发展初期选用了过高的蒸汽参数,超越了当时材料应用技术的发展水平,导致了机组可靠性差、事故频繁、成熟期过长。
经过了反复后,参数降低到24.1MPa,538/566℃水平。
这个参数一直到80年代。
从70年代起,美国将超临界技术分别转让给日本和欧洲,同时,美国也在不断改进和完善超临界技术,使超临界机组可靠性问题得到解决。
90年代以来,由于环保和节能的需要,超超临界参数机组又进入了一个新的发展时期。
采用更高温度和压力是目前超超临界机组发展的主要特点。
从投运的超超临界机组来看,压力在24.1~25MPa居多,提高温度一般按27.78℃(50℉)一档增加,相当于538℃(1000℉),566℃(1050℉),593℃(1100℉)。
华能玉环电厂1000MW超超临界机组的选型与特点
华能玉环电厂1000MW超超临界机组的选型与特点0概述超超临界发电技术在国外已有十多年的发展历史,原国家电力公司2001年将超超临界燃煤机组计划列为“十五”国家重点科技攻关项目即863项目。
华能公司和原国家电力公司一起承担了子课题技术选型的攻关。
通过在浙江玉环建设我国首台1000MW超超临界机组作为项目的依托开展探讨与实践,目前已取得阶段性成果。
在玉环超超临界工程可行性方面通过大量的实际调研、参数比选以及技术论证,我们在3大主机的选型上最后确定玉环机型为1000MW,26.25MPa,600℃/600℃。
所选参数与863课题组推荐值相似。
华能在玉环确定使用的机组,其参数在压力上高于日本,温度上超过欧洲,尤其又是单轴,世界上并无一台完全相同的机型可供借鉴。
为了提高我国火电机组的总体技术水平,3大主机全部国内订货,通过4台机组的逐台制造,使得制造厂家逐步掌握关键技术并提高国产化率。
锅炉由哈尔滨锅炉有限责任公司中标,技术支持方为日本三菱公司,汽轮机、发电机则分别由上海汽轮机有限公司、上海汽轮发电机有限公司供货,其技术支持方为德国西门子公司。
1锅炉结构特点华能玉环电厂锅炉为超超临界参数变压垂直管圈直流炉、一次再热、平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构Π型锅炉。
炉膛断面尺寸为(宽×深×高)32.08m ×15.67m×66.40m,炉膛容积28000m3。
锅炉的最大连续蒸发量(B-MCR)2950t/h。
锅炉出口蒸汽参数27.56MPa/605℃/603℃。
炉膛上、下部水冷壁均采用内螺纹垂直管。
上下部水冷壁之间设有混合集箱,在由各水冷壁下集箱引出的水冷壁入口管段上,按不同的回路装有不同孔径的节流孔圈。
为防止锅炉结渣,慎重地选择炉膛容积热负荷为82.7kW/ m3,炉膛断面热负荷为4.59MW/m2。
锅炉采用带启动循环泵的内置式启动系统。
燃烧方式采用无分隔墙的八角双火焰切圆燃烧方式。
350MW超临界空冷汽轮机选型
350MW超临界空冷汽轮机选型自直接空冷汽轮机问世至今,基本上都是以已有的湿冷汽轮机为原型机,根据电厂环境的具体运行条件将湿冷汽轮机改造设计而成。
从1986年开始引进ALSTOM亚临界湿冷330MW机组,至今合同近百台,并且在引进纯凝湿冷机组基础上,完成了亚临界330MW汽轮机的系列化工作,机组系列在功率方面涵盖了300MW~360MW(其中空冷300MW~330MW、湿冷330MW~360MW),在冷却方式方面涵盖了湿冷、直接空冷、间接空冷,在功能方面涵盖了纯凝、单级抽汽(0.3~0.6Mpa.a、0.98~1.27Mpa.a、3.92~5.88Mpa.a)、两级抽汽(三种单抽的组合)、三级抽汽(三种单抽的组合)。
超临界350MW汽轮机是在引进ALSTOM公司330MW凝汽式亚临界汽轮机基础上,通过近几年与ALSTOM公司在600MW超临界机组方面的合作以及与其他国外公司技术交流,结合目前国内对超临界汽轮机要求的基础上设计开发的机型。
机组设计采用成熟先进的通流技术,保证具有较高的经济性;在结构设计上充分采用成熟可靠的技术,确保机组的安全可靠性,以及快速启、停及变负荷的能力。
自主研发的超临界350MW机组已经于2012年1月在国电大连开发区顺利完成168小时的试运行,目前运行稳定。
的350MW直接空冷汽轮机就是在超临界350MW湿冷汽轮机的基础上,维持高中压模块结构不变,增加高中压通流面积,提高机组配汽能力,配套成熟的亚临界空冷低压模块,优化气动通流设计而来。
直接空冷350MW汽轮机组的设计,保留了ALSTOM公司原湿冷机型的全部优点。
同时,又根据直接空冷机组的特点和运行需要,对低压模块、低压轴承箱进行了优化设计。
对原机型的高中压通流能力进行了全三维的计算、设计、改造,提高高中压部分的通流能力和效率,以此提高空冷机的容量,确保其300MW的容量等级,并降低机组热耗,提高效率。
机组为单轴、双缸双排汽型式,高压通流和中压通流采用反向合缸布置,低压为对称的双流布置。
1200 MW超超临界参数锅炉的炉型选择、容量及参数确定
1 200 MW超超临界参数锅炉炉型选择、容量及参数确定毕业设计说明书(论文)中文摘要毕业设计说明书(论文)外文摘要目录前言 (III)第一章绪论 (1)1.1 我国锅炉发展概况 (1)1.1.1 超超临界百万机组的简介 (1)1.2 锅炉本体设计方法 (3)1.3热力计算主要内容 (4)1.4 锅炉设计应提供的必备资料 (4)1.5 整体热力计算过程的顺序 (5)1.6 设计计算方法 (5)1.7 基本资料 (6)1.7.1 锅炉规范 (6)1.7.2 过量空气系数和漏风系数 (7)第二章锅炉辅助计算 (8)2.1 燃料的燃烧计算 (8)2.2 空气和烟气的焓 (8)2.3 锅炉热效率及燃料消耗量的估算 (10)2.3.1 锅炉热效率及燃料消耗量计算步骤 (10)2.3.2焓温表计算 (11)2.3.3锅炉热平衡计算 (12)第三章炉膛的选型与设计及辐射受热面的计算 (14)3.1设计步骤 (14)3.2 各种炉型的说明 (14)3.2.1Π型布置的简介 (14)3.2.2塔型布置的简介 (15)3.3Π型布置和塔型布置的比较与锅炉的选型 (18)3.3.1塔型锅炉的选择 (18)3.3.2 塔式锅炉的安全性高 (19)3.3.3 1200MW塔式锅炉的优点 (20)3.3.4 炉膛类型的确定 (21)3.4 炉膛几何特征的计算 (21)3.5 炉膛设计计算 (25)3.6 塔式锅炉各个系统的简介 (27)3.7 一级过热器屏管辐射受热面吸热量及工质焓增计算 (29)第四章对流受热面的设计计算 (31)4.1 概述 (31)4.1.1 对流受热面计算方法 (31)4.1.2 对流受热面计算步骤 (31)4.1.3对流传热系数的处理 (31)4.2 各种对流受热面热力计算 (32)4.2.1 一级过热器悬吊受热面 (32)4.2.2 二级过热器(a) (35)4.2.3 二级过热器(b) (38)4.2.4 三级过热器 (42)4.2.5 一级再热器 (45)4.2.6 二级再热器 (49)4.2.7省煤器 (52)4.2.8空气预热器 (56)4.3 锅炉总体设计总结 (59)第五章锅炉设计计算误差检查和结果汇总 (63)第六章结论 (66)致谢 (67)参考文献 (68)附录 (70)前言我国是以煤炭为主要一次能源的国家,煤电在电力生产中占主导地位。
1000MW超超临界燃煤发电机组选型研究与应用
1000MW超超临界燃煤发电机组选型研究与应用摘要我国作为煤炭的资源大国,如何提高燃煤发电机组的效率,减少有害气体的排放成为放在决策与科研部门面前的非常迫切的问题。
根据技术统计,九十年代以来投产的超超临界机组的机组效率高达43%-48%,供电煤耗为260g/kw.h-290 g/kw.h,比同容量的常规超临界机组效率提高了4%-5%,比亚临界机组效率高约8%-10%。
所以,大力发展超超临界火电机组已经是刻不容缓众望所归,是我国重大的能源发展战略。
本文从全面性热力系统方面论证1000MW发电厂的新方案,新型锅炉、汽轮机等主设备的选型,为新建项目主设备选型提供研究参考依据。
关键词超超临界机组热力系统设备参数绪论一、超超临界的概念火力发电厂的工质是水,在常规条件下水加热蒸发产生蒸汽,当蒸汽压力达到22.129MPa时,汽化潜热等于零,该压力称为临界压力。
水在临界压力及超过临界压力时没有蒸发现象,即变成蒸汽,并且由水变成蒸汽是连续的,以单相形式进行。
蒸汽压力大于临界压力的范围称为超临界区,小于临界压力的范围称为亚临界区。
从水的物性来讲,只有超临界和亚临界之分,超超临界是人为的一种区分,也称为优化的或高效的超临界参数。
目前超超临界与超临界的划分界限尚无国际统一的标准,一般人为蒸汽压力大于25MPa蒸汽温度高于580摄氏度的称为超超临界。
二、发展超超临界火电机组的战略意义2003年7月中国机械联合会根据对我国能源结构、国家能源政策和未来发电用能源供应状况的分析,在充分考虑水电、天然气、核电和新能源资源的开发基础上,再考虑煤电的开发,经过分析、测算,推荐的全国发电能源需求预测方案见表1。
可以看出,虽然煤电所占比重从2000年到2020年在逐年下降(从72.7%下降到64.4%),但煤电在电源结构中的主导地位没有改变。
由于超超临界机组与常规火电机组相比,超临界机组的可用率与亚临界机组相当,效率比亚临界机组约提高2%。
超超临界1000MW汽轮机主机参数选型的报告
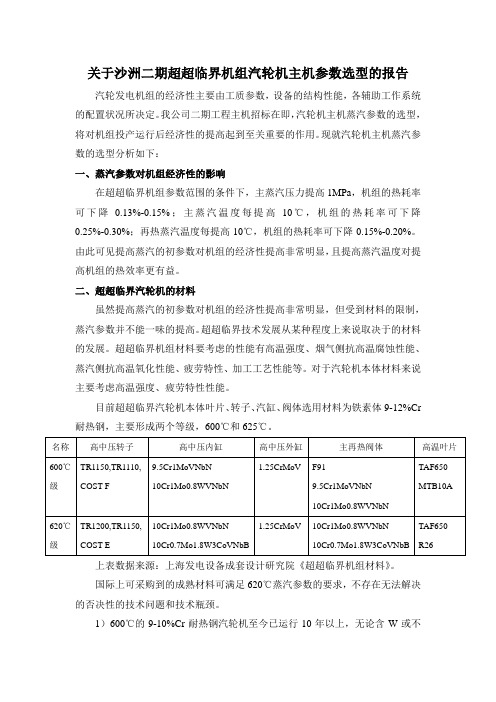
关于沙洲二期超超临界机组汽轮机主机参数选型的报告汽轮发电机组的经济性主要由工质参数,设备的结构性能,各辅助工作系统的配置状况所决定。
我公司二期工程主机招标在即,汽轮机主机蒸汽参数的选型,将对机组投产运行后经济性的提高起到至关重要的作用。
现就汽轮机主机蒸汽参数的选型分析如下:一、蒸汽参数对机组经济性的影响在超超临界机组参数范围的条件下,主蒸汽压力提高1MPa,机组的热耗率可下降0.13%-0.15%;主蒸汽温度每提高10℃,机组的热耗率可下降0.25%-0.30%;再热蒸汽温度每提高10℃,机组的热耗率可下降0.15%-0.20%。
由此可见提高蒸汽的初参数对机组的经济性提高非常明显,且提高蒸汽温度对提高机组的热效率更有益。
二、超超临界汽轮机的材料虽然提高蒸汽的初参数对机组的经济性提高非常明显,但受到材料的限制,蒸汽参数并不能一味的提高。
超超临界技术发展从某种程度上来说取决于的材料的发展。
超超临界机组材料要考虑的性能有高温强度、烟气侧抗高温腐蚀性能、蒸汽侧抗高温氧化性能、疲劳特性、加工工艺性能等。
对于汽轮机本体材料来说主要考虑高温强度、疲劳特性性能。
目前超超临界汽轮机本体叶片、转子、汽缸、阀体选用材料为铁素体9-12%Cr 耐热钢,主要形成两个等级,600℃和625℃。
上表数据来源:上海发电设备成套设计研究院《超超临界机组材料》。
国际上可采购到的成熟材料可满足620℃蒸汽参数的要求,不存在无法解决的否决性的技术问题和技术瓶颈。
1)600℃的9-10%Cr耐热钢汽轮机至今已运行10年以上,无论含W或不含W都能在600℃下安全运行,属于有成熟运行业绩产品。
2)625℃的9%Cr钢已完成用于产品前的全部试验,试验数据表明“620℃的超超临界参数”汽轮机已不存在材料技术问题。
但目前此参数机组国内已有产品订单但无投运业绩(安徽田集660MW机组)。
国外德国达特尔恩有产品业绩,无投运业绩。
日本有投运业绩,时间不长,没有长期服役的考验。
我国发展超超临界发电机组主要参数及容量的选择

我国发展超超临界发电机组主要参数及容量的选择“十五”国家重点科技攻关计划项目课题名称:超超临界燃煤发电技术(2002AA526010)子课题1:超超临界发电机组技术选型研究(2002AA526011)编号:密级:我国发展超超临界发电机组主要参数及容量的选择子课题1技术报告之附件六国电热工研究院2003年5月第 2 页课题名称:超超临界燃煤发电技术子课题名称:超超临界发电机组技术选型研究二级子课题名称:超超临界发电机组技术选型研究子课题编号: 2002AA526011二级子课题承担单位:国电热工研究院工作起迄日期: 2002年09月~2003年08月报告名称:我国发展超超临界发电机组主要参数及容量的选择负责人:赵毅、朱宝田、苗迺金主要工作人员:赵毅、朱宝田、苗迺金、李续军、张心、梁昌乾、张亚夫、雷兆团、刘树涛、安敏善、周荣灿、肖俊锋报告编写人:朱宝田、李续军、雷兆团、周荣灿、张亚夫报告校阅人:杨寿敏、张心、梁昌乾审核:许世森批准:赵毅第 3 页摘要在综合比较新汽压力、新汽温度、热经济性、材料、技术风险、运行灵活性、投资、当前世界发展超超临界机组主流方向及创新性的基础上,推荐现阶段我国发展超超临界机组的技术参数为:一次再热,蒸汽参数25MPa/600℃/600℃;同时,不排除(27~28)MPa/600℃/600℃蒸汽参数的可能,提高压力后,其热效率约提高0.3~0.45个百分点,其技术经济性根据实际工程而定。
在对机组背压调研分析的的基础上,推荐了机组的背压:在华东、东北沿海地区采用开式循环的机组可选择背压为4.5kPa ~4.9kPa的机组;而在华南及内地采用闭式循环的机组可选择背压为5.0kPa ~5.6kPa的机组。
考虑主蒸汽参数、排汽压力、汽轮机发电机组的单双轴布置、发电机的超大型化、技术继承性、技术经济、电网、大件运输等因素,推荐了我国超超临界机组的容量为:形成系列的1000MW等级超超临界机组及600MW等级超超临界机组。
1000MW超超临界机组主机设备选型
1000MW超超临界机组主机设备选型目录1 前言2 国外超超临界机组技术发展状况和经验教训2.1 国外主要技术流派超超临界汽轮机技术特点2.2 国外主要技术流派超超临界锅炉技术特点2.3 国外主要技术流派大功率发电机技术特点2.4 国外近期超超临界机组的主要业绩3 国内超超临界机组最新发展状况和技术特点3.1 国内1000MW超超临界汽轮机技术合作情况3.2 国内1000MW超超临界锅炉技术合作情况3.3 国内1000MW发电机技术合作情况4 超超临界机组的运行特性4.1 低负荷运行特性4.2 负荷变化的范围和变动率4.3 启动方式4.4 启动时间5 1000MW超超临界机组结构选型5.1 1000MW超超临界机组再热次数分析5.2 1000MW超超临界机组炉型选择分析5.3 1000MW超超临界机组发电机型式及电压等级选择分析5.4 1000MW超超临界机组汽轮机结构分析6 1000MW超超临界机组主要蒸汽初参数选择6.1 超超临界主要蒸汽参数对经济性的影响分析6.2 超超临界机组可靠性分析7 对主机参数的推荐意见和结论[内容提要]:结合国外超超临界机组发展情况,通过对不同压力温度的方案计算和材料比较,建议本工程采用蒸汽参数25(26.25)MPa/600℃/600℃的四缸四排汽单轴一次再热1000MW超超临界机组,其中如采用东汽、哈汽等引进日本技术的汽轮机,推荐主汽压力为25MPa,如采用上汽引进SIEMENS技术的汽轮机,推荐主汽压力为26.25MPa。
主蒸汽温度600℃,一次中间再热温度600℃参数。
1 前言我们知道,亚临界机组的工作压力低于水的临界点压力(Pc=22.129MPa),一个很明显的特征就是蒸汽循环中存在一个定温汽化的过程,并在锅炉的汽包中完成对汽水的分离。
而当机组的工作压力大于水的临界点压力时,我们就称之为超临界机组。
对于超临界机组来说,当工质被加热到某一温度后就立即全部汽化,不存在上述汽化分离的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主蒸汽压力为25MPa与28MPa方案综合比较 A 主蒸汽压力提高,蒸汽汽流对转子的激振增加;固体颗粒对
叶片的冲蚀趋于严重;末级湿度增大,湿汽损失加大,末级动 叶片的水蚀趋于严重;关键零部件的疲劳损耗趋于严重。这 些问题都是能够解决的,但主蒸汽压力提高的技术风险相对 提高。主蒸汽压力25 MPa 与28 MPa 两方案均不存在无 法解决的否决性的技术问题和技术瓶颈。 B 在材料已成熟应用前提下,主蒸汽压力基本不变,提高蒸汽 温度的技术路线,是综合优点突出的技术路线。近十年来, 这类机组是主角。日本超超临界机组仍在采用25MPa左 右的主蒸汽压力; 主蒸汽压力25MPa和28MPa方案属于同 一层次。25MPa方案在技术可行性、设计制造模式、国 外业绩及与国外合作、技术经济方面稍好;28MPa方案的 热效率稍高,其技术经济性需要根据实际工程而定。
2 机组容量
大容量机组具有以下的优势:效率高、单位kW投资省、同 容量电厂(如2×900MW 与3×600MW) 建筑占地少、建 设周期短、电厂人员少、维护费用低等。单炉容量的上限 由材料强度、汽轮机末级排汽面积(叶片高度)、汽轮发电 机组(单轴)转子长度、加工制造设备及能力、运输、电网 等关键技术所决定。
当压力低于30MPa 时,机组热效率随压力提高上升很快,当 压力高于30MPa时,机组热效率随压力提高上升幅度较小。
2)再热次数 采用二次再热可进一步提高机组热效率,并满足机组低压缸
最终排汽湿度的要求。在所给参数范围内,采用二次再热使 机组热经济性得到提高,其相对热耗率改善值约为1.43%~ 1.60%。 有两个再热器使锅炉结构复杂化,增加一个超高压缸,增加 一根再热冷管与再热热管,增加一套超高压主蒸汽调节阀, 机组长度增加,轴系趋于复杂,使汽轮机结构复杂化。 除了早期美国的3 台机组外,只有日本川越电站2 台 700MW机组(31MPa/566℃ 566℃/566℃/1989 年)和丹 麦2台415MW(28.5MPa/ 580 ℃/580℃/580℃/1998年) 机组为二次再热的超超临界机组。近5 年来新投运的超超 临界机组均未采用二次再热。
在目前参数下, 二次再热的经济性得益为1.4%~1.6%左右, 但机组的造价要高10%~15%,而机组的投资一般约占电 厂总投资的40%~45%左右,电站投资要增加4%~6.8%。 二次再热机组的技术经济性较差。
采用二次再热存在大量需要解决的技术问题,国外制造、运 行业绩少,技术经济性较差。我国在发展超超临界机组的开 始阶段采用一次再热适宜。
1)超超临界机组热效率 提高蒸汽参数(蒸汽的初始压力和温度) 、采用再热系统、
增加再热次数,都是提高发电机组效率的有效方法。 常规亚临界机组的典型蒸汽参数主蒸汽压力/主蒸汽温度/
再热蒸汽温度16.7 MPa/ 538 ℃/538℃,其发电效率约为 38%。常规超临界机组的主蒸汽压力一般为24 MPa 左右, 主蒸汽和再热蒸汽温度为538℃~560 ℃,其典型参数为 24.1MPa/538℃/538℃,对应的发电效率约为41 %。超超 临界机组的主蒸汽压力为(25~31) MPa 及以上,主蒸汽和 再热蒸汽温度为580 ℃~600 ℃及以上。
3 )主蒸汽温度和再热蒸汽温度 在超超临界机组主要技术参数范围的条件下,主蒸汽温度每
提高10℃,热效率约可相对提高0.25%~0.30%;再热蒸汽 温度每提高10℃,热效率约可相对提高0.16%~0.20%。即 600℃/600℃方案比580℃/580℃方案的热效率约可相对 提高0.92% ,比580℃/600℃方案的热效率约可相对提高 0.56%。提高蒸汽温度对提高机组热效率的效果非常显著。 目前国际上可采购到已成熟应用的材料可满足620℃蒸汽 参数的要求,不存在无法解决的否决性的技术问题和技术瓶 颈。先进国家有相当数量超超临界机组的蒸汽温度参数达 到和超过600℃/600℃,已有多年的运行业绩,其可靠性与 亚临界及超临界机组处于同一水平。600℃/600℃方案与 580℃/600℃方案存在的技术问题只有微小的差别,不是左 右温度方案选择的决定性因素。 充分考虑材料的烟气侧腐蚀性能,汽水侧氧化性能,制造、 加工、热处理、异种材料焊接等工艺性能,着眼于尽量提高 蒸汽温度以期最大限度地“用足”现有材料的高温强度性 能,在温度的选择上应既考虑先进性,还应考虑成熟性,取在 600℃左右为宜。
在超超临界机组参数范围的条件下,主蒸汽压力提高1MPa, 机组的热耗率可下降0.13 %~0.15%;主蒸汽温度每提高 10℃,热耗率可下降0.25 %~0.30%;再热蒸汽温度每提高 10℃,热耗率可下降0.15%~0.20%。因此,提高蒸汽的温 度对提高机组热效率更有益。
如果增加再热次数,采用二次再热,则其热主蒸汽压力 在超超临界机组主要技术参数范围的条件下,28MPa方案
比25MPa方案的热效率约可相对提高0.45%,31MPa方案 比28MPa方案的热效率又约可相对提高0.4%。提高蒸汽 温度比提高主蒸汽压力对机组热效率提高的效果显著。 压力提高使汽轮机末级湿度增大,末级动叶片的水蚀趋于严 重。低压缸的排汽湿度最大不应超过12%。若蒸汽参数选 择28.0MPa/580℃/600℃,汽轮机排汽压力(背压)4.9kPa 时,排汽湿度将达到10.7%。在蒸汽温度600℃/600℃、主 蒸汽压力>30MPa 条件下,若不采用二次再热,汽轮机末级 的湿度已超出设计规范。近十多年投运的超超临界机组中, 主蒸汽压力>(30~31)MPa的机组台数仅3台,其中2台是 二次再热机组。鉴于技术难度、风险、技术瓶颈(汽轮机 末级的湿度)及国外业绩和经验的考虑,我国在发展超超临 界机组的开始阶段,主蒸汽压力不宜采用(30~31) MPa。
二、超临界机组参数确定及选型
1. 再热次数、主要蒸汽参数(主蒸汽压力、 温度,再热蒸汽温度)、
2. 机组容量(600 MW 或1 000 MW等级) 、 3. 锅炉主要结构和型式(炉型、燃烧方式、
水冷壁型式) 4. 汽轮机主要结构和型式(汽缸数、排汽口
数、末级叶片高度、单轴或双轴布置等)
1 再热次数、主要蒸汽参数