《激光原理及应用》陈家璧第二版 - 第七章
陈家璧版-光学信息技术原理及应用习题解答(4-7章)

第四章习题4.1若光波的波长宽度为λΔ,频率宽度为νΔ,试证明:λλννΔΔ=。
设光波波长为nm 8632=.λ,nm 8-10⨯2=λΔ,试计算它的频宽νΔ。
若把光谱分布看成是矩形线型,那么相干长度?=c l 证明:参阅苏显渝,李继陶《信息光学》P349,第4.1题答案。
421.510c λνλ∆∆==⨯赫,32010()c c cl ct m ν===⨯∆4.2设迈克尔逊干涉仪所用的光源为nm 0589=1.λ,nm 6589=.2λ的钠双线,每一谱线的宽度为nm 010.。
(1)试求光场的复自相干度的模。
(2)当移动一臂时,可见到的条纹总数大约为多少?(3)可见度有几个变化周期?每个周期有多少条纹?答:参阅苏显渝,李继陶《信息光学》P349,第4.2题答案。
假设每一根谱线的线型为矩形,光源的归一化功率谱为()^1212rect rect νννννδνδνδν⎡--⎤⎛⎫⎛⎫=+ ⎪ ⎪⎢⎥⎝⎭⎝⎭⎣⎦G (1)光场的复相干度为^1()()exp(2)1sin ()exp(2)[1exp(2)]2r j d c j j τνπντνδντπντπντ∞==+∆⎰G 式中12ννν-=∆,复相干度的模为ντπδνττ∆=cos )(sin )(c r 由于νδν∆ ,故第一个因子是τ的慢变化非周期函数,第二个因子是τ的快变化周期函数。
相干时间由第一个因子决定,它的第一个零点出现在δντ1=c 的地方,c τ为相干时间,故相干长度δλλδλλδντ22≈===cc l c c 。
(2)可见到的条纹总数589301.05893====δλλλcl N (3)复相干度的模中第二个因子的变化周期ντ∆=1,故可见度的变化周期数601.06==∆=∆==δλλδννττc n 每个周期内的条纹数9826058930===n N 4.3假定气体激光器以N 个等强度的纵模振荡,其归一化功率谱密度可表示为()()()()∑21-21--=+-1=N N n n NνννδνΔgˆ式中,νΔ是纵模间隔,ν为中心频率并假定N 为奇数。
陈家璧版_光学信息技术原理及应用习题解答(1-3章)

第一章习题1.1 已知不变线性系统的输入为()()x x g com b = 系统的传递函数⎪⎭⎫⎝⎛b f Λ。
若b 取(1)50=.b (2)51=.b ,求系统的输出()x g '。
并画出输出函数及其频谱的图形。
答:(1)()(){}1==x x g δF 图形从略,(2)()()()()()x s co f f δf δx g x x x πδ232+1=⎭⎬⎫⎩⎨⎧1+31+1-31+=F 图形从略。
1.2若限带函数()y x,f 的傅里叶变换在长度L 为宽度W 的矩形之外恒为零, (1)如果La 1<,Wb 1<,试证明()()y x f y x f bx a x ab ,,sinc sinc =*⎪⎭⎫⎝⎛⎪⎭⎫ ⎝⎛1证明:(){}(){}(){}()()(){}(){}()y x,f bxsinc a x sinc ab bf afrect y x f y x,f bfaf rect y x f W f L f rect y x f y x,f yxyx y x *⎪⎭⎫⎝⎛⎪⎭⎫ ⎝⎛1==∴=⎪⎪⎭⎫⎝⎛=,,F F,,F ,,F F 1-(2)如果La 1>, Wb 1>,还能得出以上结论吗?答:不能。
因为这时(){}(){}()yx yx bf af rect y x f Wf L f rect y x f ,,F ,,F ≠⎪⎪⎭⎫ ⎝⎛。
1.3 对一个空间不变线性系统,脉冲响应为()()()y x y x h δ77=sinc ,试用频域方法对下面每一个输入()y x f i ,,求其输出()y x g i ,。
(必要时,可取合理近似) (1)()x y x f π4=1cos ,答:()(){}(){}{}{}()(){}{}{}{}{}xcos x cos f rect x cos y 7x sin x cos y x h y x fy x g x πππδπ4=4=⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛74=74==1-1-1-11-1F F F FF F F ,F ,F F,(2)()()⎪⎭⎫ ⎝⎛75⎪⎭⎫ ⎝⎛754=2y rect x rect x cos y x f π, 答:()(){}(){}{}()()(){}{}()()()()⎪⎭⎫⎝⎛75⎪⎭⎫⎝⎛754≅⎭⎬⎫⎩⎨⎧⎪⎭⎫⎝⎛77575⋅75*4=⎭⎬⎫⎩⎨⎧7⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛75⎪⎭⎫ ⎝⎛754==1-1-11-2y rect xrect x cos f rect f sinc 75f sinc x cos y 7x sin y rect xrect x cos y x h y x fy x g x yxππδπF FF F F ,F ,F F,(3)()()[]⎪⎭⎫⎝⎛758+1=3x rect x cos y x f π, 答:()()[]()(){}(){}()()()()()()()()()()()(){}⎪⎭⎫⎝⎛75=75≅⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛775≅⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛7⎪⎭⎫ ⎝⎛75*⎪⎭⎫⎝⎛4+81+4-81+=⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛775*8+1=⎭⎬⎫⎩⎨⎧7⎭⎬⎫⎩⎨⎧⎪⎭⎫⎝⎛758+1=1-1-1-1-1-3x rect f 75f sinc f rect f 75f sinc f rect f δ75fsinc f f x f rect f δ75f sinc x cos y 7x sin x rect x cos y x g yxx y xx y xx x x y xδδδδδπδπF FFF FF F F,(4)()()()()()y rect x rect x comb y x f 22*=4, 答:()()()()(){}()(){}{}()()()()()()()()()()()()(){}()()x π6cos x π2cos f f f f f f f f f ff rect f f δf f δf f δf f δf rect f sinc 2f sinc f f comb y 7x sin y rect x rect x comby x g y x y x y x y x y xx y x y x y x y x xy x y x 1060-3180+250=3+0530-3-0530-1+1590+1-1590+=⎭⎬⎫⎩⎨⎧⎪⎭⎫ ⎝⎛7⎪⎭⎫⎝⎛-3-2120-1+6370+1-6370+41=⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧⎪⎭⎫ ⎝⎛7⎪⎪⎭⎫ ⎝⎛⎪⎪⎭⎫ ⎝⎛2⎪⎭⎫ ⎝⎛41=722*=1-1-1-1-2...,.,.,.,.,F,.,.,.,F FF F F,δδδδ0.25δδδ1.4 给定一个不变线性系统,输入函数为有限延伸的三角波 ()()x x rect x comb x g i Λ*⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛50⎪⎭⎫⎝⎛331=对下述传递函数利用图解方法确定系统的输出。
激光原理及应用陈家璧主编习题解答

思考练习题11. 试计算连续功率均为1W 的两光源,分别发射λ=μm ,ν=3000MHz 的光,每秒从上能级跃迁到下能级的粒子数各为多少?答:粒子数分别为:188346341105138.21031063.6105.01063.61⨯=⨯⨯⨯⨯=⨯⨯==---λνc h q n 239342100277.51031063.61⨯=⨯⨯⨯==-νh q n2.热平衡时,原子能级E 2的数密度为n 2,下能级E 1的数密度为n 1,设21g g =,求:(1)当原子跃迁时相应频率为ν=3000MHz ,T =300K 时n 2/n 1为若干。
(2)若原子跃迁时发光波长λ=1μ,n 2/n 1=时,则温度T 为多高?答:(1)(//m n E E m m kTn n n g e n g --=)则有:1]3001038.11031063.6exp[2393412≈⨯⨯⨯⨯⨯-==---kT h e n n ν(2)K T Te n n kTh 3623834121026.61.0]1011038.11031063.6exp[⨯=⇒=⨯⨯⨯⨯⨯⨯⨯-==----ν3.已知氢原子第一激发态(E 2)与基态(E 1)之间能量差为×l0-18J ,设火焰(T =2700K)中含有1020个氢原子。
设原子按玻尔兹曼分布,且4g 1=g 2。
求:(1)能级E 2上的原子数n 2为多少?(2)设火焰中每秒发射的光子数为l08 n 2,求光的功率为多少瓦?答:(1)1923181221121011.3]27001038.11064.1exp[4----⨯=⨯⨯⨯-⨯=⇒=⋅⋅n n e g n g n kTh ν且202110=+n n 可求出312≈n(2)功率=W 918810084.51064.13110--⨯=⨯⨯⨯4.(1)普通光源发射λ=μm 波长时,如受激辐射与自发辐射光功率体密度之比q q 激自1=2000,求此时单色能量密度νρ为若干?(2)在He —Ne 激光器中若34/100.5m s J ⋅⨯=-νρ,λ为μm ,设μ=1,求q q 激自为若干? 答:(1)3173436333/10857.31063.68)106.0(2000188m s J h h c q q ⋅⨯=⇒⨯⨯⨯=⇒=---ννννρρπρπλρνπ=自激(2)943436333106.71051063.68)106328.0(88⨯=⨯⨯⨯⨯⨯==---πρπλρνπννh h c q q =自激5.在红宝石Q 调制激光器中,有可能将全部Cr 3+(铬离子)激发到激光上能级并产生巨脉冲。
第七章陈家璧版_光学信息技术原理及应用习题解答

第七章 习题解答7.1 某种光盘的记录范围为内径80mm,外径180mm 的环形区域,记录轨道的间距为2um.假设各轨道记录位的线密度均相同,记录微斑的尺寸为0.6um,试估算其单面记录容量. (注: 内、外径均指直径)解: 记录轨道数为 25000002.0280180=⨯-=N 单面记录容量按位计算为∑=⨯≈⨯+=N n n M 110107.10006.0)002.040(2π bits = 17 Gb.按字节数计算的存储容量为 2.1GB.7.2 证明布拉格条件式(7-1)等效于(7-17)式中位相失配δ = 0的情形, 因而(7-18)式描述了体光栅读出不满足布拉格条件时的位相失配。
证明: 将体光栅读出满足布拉格条件时的照明光波长(介质内) 和入射角 (照明光束与峰值条纹面间夹角)分别记为λ0和θ0, 则根据布拉格条件式(7-1)有:2Λsin θ0= λ 0其中Λ为峰值条纹面间距.对于任意波长λa (空气中) 和入射角θr (介质内), 由(7-17)式, 位相失配 δ 定义为:24)c o s (n K K a r πλθφδ--= 其中n 0为介质的平均折射率, K = 2π/Λ为光栅矢量K 的大小,φ为光栅矢量倾斜角,其值为 22πθθφ++=sr ,θr 为再现光束与系统光轴夹角 (参见图7-9).当 δ = 0 时,有2422cos n K K a r s r πλθπθθ=⎪⎭⎫ ⎝⎛-++ 即: Λ=Λ=⎪⎭⎫ ⎝⎛-2422sin 0λππλθθn srλ为介质中的波长. 由于角度2s r θθ-恰为照明光与峰值条纹面的夹角θ, 以上结果亦即布拉格条件2Λ sin θ = λ. 当读出光偏离布拉格角θo 和布拉格波长λo 的偏移量分别为∆θ和∆λ时,有[]0200200002044sin )sin(cos )cos( 4)()(cos n K n K K K n K K πλπλθθφθθφπλλθθφδ∆--∆--∆-=∆+-∆+-=利用布拉格条件式(7-17), 以及∆θ和∆λ很小时的近似关系 cos ∆θ≈1 和 sin ∆θ≈∆θ, 立即可得:δ =∆θK sin(φ-θ0) - ∆λK 2/4πn 0 即(7-18)式原题得证。
一 激光基本性质

1958: 美国汤斯与肖洛(A.L.Schawlow)提出了利用开放式 光学谐振腔实现光振荡的新思想;布隆伯根(N.Bloembergen) 提出利用光泵浦三能级系统实现粒子数反转分布的新构思
(1)定义
A21
dn 21 dt
sp
1 n2
E1
dn21:dt时间内由E2跃迁到E1的粒子数密度
n2:E2能级的粒子数密度
(2)大小
1 A21 2
2:能级寿命(E2能级上的粒子数 由初始值减至其1/e所用时间)
(3)单位:s-1
证
A21
dn 21 dt
sp
1 n2
n2(t)=n2(0)-n21(t)
dn 2 dt
dn 21 dt
A21n 2
dn 2 n2
A21dt
dn n2 (t)
2
n n2 (0) 2
A21
t
dt
0
ln
n2 (t) n2 (0)
A21t
lne A21t
n2 (t) n2 (0)eA21t
令
n2 (t)
1 e
n2 (0)
A212=1
则
1 e
n2
(0)
n
2
(0)eA212
4k
2dk
k x k y k z
1 8
4k 2dk 3
k 2dkV
2 2
k 2 2 c
dk 2 d c
dk 2 d c
V
-+d内的模式数:dM
激光原理与应用课试卷试题答案
激光原理及应用[陈家璧主编]一、填空题(20分,每空1分)1、爱因斯坦提出的辐射场与物质原子相互作用主要有三个过程,分别是(自发辐射)、(受激吸收)、(受激辐射)。
2、光腔的损耗主要有(几何偏折损耗)、(衍射损耗)、(腔镜反射不完全引起的损耗)和材料中的非激活吸收、散射、插入物损耗。
3、激光中谐振腔的作用是(模式选择)和(提供轴向光波模的反馈)。
4、激光腔的衍射作用是形成自再现模的重要原因,衍射损耗与菲涅耳数有关,菲涅耳数的近似表达式为(错误!未找到引用源。
),其值越大,则衍射损耗(愈小)。
5、光束衍射倍率因子文字表达式为(错误!未找到引用源。
)。
6、谱线加宽中的非均匀加宽包括(多普勒加宽),(晶格缺陷加宽)两种加宽。
7、CO2激光器中,含有氮气和氦气,氮气的作用是(提高激光上能级的激励效率),氦气的作用是(有助于激光下能级的抽空)。
8、有源腔中,由于增益介质的色散,使纵横频率比无源腔频率纵模频率更靠近中心频率,这种现象叫做(频率牵引)。
9、激光的线宽极限是由于(自发辐射)的存在而产生的,因而无法消除。
10、锁模技术是为了得到更窄的脉冲,脉冲宽度可达(错误!未找到引用源。
)S,通常有(主动锁模)、(被动锁模)两种锁模方式。
二、简答题(四题共20分,每题5分)1、什么是自再现?什么是自再现模?开腔镜面上的经一次往返能再现的稳态场分布称为开腔的自在现摸2、高斯光束的聚焦和准直,是实际应用中经常使用的技术手段,在聚焦透镜焦距F一定的条件下,画出像方束腰半径随物距变化图,并根据图示简单说明。
3、烧孔是激光原理中的一个重要概念,请说明什么是空间烧孔?什么是反转粒子束烧孔?4、固体激光器种类繁多,请简单介绍2种常见的激光器(激励方式、工作物质、能级特点、可输出光波波长、实际输出光波长)。
三、推导、证明题(四题共40分,每题10分)1、短波长(真空紫外、软X 射线)谱线的主要加宽是自然加宽。
试证明峰值吸收截面为πλσ220=。
《激光原理》教学大纲

《激光原理》课程教学大纲一、课程基本信息二、课程简介本课程是“光电器件加工”课程模块中的专业核心课程,以培养应用能力突出、能适应工作变化和具有创新素质的学生为目标,在教学内容上,将理论教学与案例教学有机地结合进行知识点讲解,注重培养学生运用基础物理知识分析解决激光相关问题的能力;在教学模式上,采用研讨式的教学模式,注重引导学生对激光技术相关领域的核心问题已有的解决方案进行分析比较,培养学生的问题分析能力。
在培养学生熟练掌握激光器结构、工作原理、调Q技术与锁模技术的基础上,提升学生的综合能力和解决复杂问题的能力,为学生成为新一代技术应用型人才奠定基础。
三、课程目标及对毕业要求(及其指标点)的支撑四、教学内容及进度安排五、课程考核六、教材及参考资料(一)课程教材1.《激光原理及应用》(第3版),陈鹤鸣等编著,电子工业出版社,2017(二)参考教材及网站1.《激光原理》(第7版),周炳琨等编著,国防工业出版社,2014。
2.《激光原理及应用》(第3版),陈家璧等编著,电子工业出版社,2013。
3.《激光原理及技术》,电子科技大学,刘志军等主讲,中国大学慕课。
编写人:审核人:审批人:审批日期:附件:各类考核与评价标准表(1)考试方式及占比:采用闭卷笔试,考试成绩100分,占课程考核成绩的60%。
(2)评定依据:考试成绩的评定根据试卷参考答案和评分标准进行。
(3)考试题型:可以包含单项选择题、填空题、简答题、计算题和设计题。
(4)考试内容:对学生综合运用激光物理的基本概念、基本原理进行问题分析能力的考核,不仅包括对各章节知识点的独立考核,还需要包括综合考虑多种激光器性能与控制的改善方案,实现技术分析和解决复杂工程问题能力的考核。
00.序再版说明前言目录(第二版)

序1960年发明激光到现在已经有近50年了。
这期间年来激光的理论与应用研究有了极大的发展,而且对人类社会产生了深刻的影响。
作为光的受激辐射,激光是一种极好的光源,它首先在测量领域得到了广泛的应用。
物理学中最基本的量值——米,改为激光在真空中的波长来定义,使有效数字提高到九位。
激光用来测长、测距、测速、测角、测量各种可以转换为光的物理量,发展出一个专门的学科——激光测量学,还使光学测量方法走出实验室成为工程测量的常规手段。
激光用于加工,始于激光打孔,很快就推广到切割、焊接、热处理、表面改性与强化,乃至激光快速成型、激光清洗和激光微加工,已经成为高科技产业不可缺少的加工方法。
激光医学近三十年来的发展和推广,给广大人民群众带来了福祉。
而激光在信息产业中的大量应用更是信息时代到来的主要原动力之一。
可以毫不夸张的说,现代社会的方方面面已经与激光的应用密不可分。
鉴于激光在现代科学技术中的如此重要作用,激光原理和它的各种应用技术已成为各行各业的技术人员都必须掌握的一门高新技术。
我国的重点高等院校从二十世纪七十年代就开设激光的理论与应用的课程,并开办了若干以激光器制造和应用为培养目标的理工科专业。
改革开放以来,推广到一般院校,目前国内高等院校不开设激光原理与应用课程的已很难找到。
各重点高校编写的涉及激光原理、技术和应用的有关教材,林林总总不下数十种。
但是其中多数激光原理的教材涉及到过多的物理原理,超越了大学普通物理的内容,教材只针对重点高校的要求,并不适于培养工程应用型人材的一般院校。
相对适用的流传较广的清华大学丁俊华先生的《激光原理和应用》是二十世纪八十年代初的讲稿,因为激光技术的快速发展,需要补充修订。
本书编者在多年为普通高校本科生讲授这门课程的基础上,重新编写《激光原理和应用》就是为了一般高等院校学生掌握应用激光技术的教学需要。
该书的特点在于着重阐明受激辐射的物理概念以及激光输出特性与激光器的参数之间的关系,以掌握激光器的选择和使用为主要目的。
陈家璧版_光学信息技术原理及应用习题解答(1-3章)

, 其傅里叶变换可表示为
, 该式右边第一项对应于置于原点的一个孔径的夫琅和费衍射,第二项对 应于个处于代表孔位置的点上的点光源在观察面上的干涉,因此该衍射 屏生成的夫琅和费衍射场是这两个因子的乘积。
.9 一个衍射屏具有下述圆对称振幅透过率函数
由题设知, 并且假定透镜孔径外的场等于零,且忽略透镜孔径 的限制,所以将上式中的积分限写成无穷,于是上述积分为
注意 于是得
再考虑到和之间的关系得到
即得到像平面上倒立的,放大倍的像。 3.7 试写出平移模糊系统,大气扰动系统的传递函数。 解:在照相系统的曝光期间,因线性平移使点变成小线段而造成图 像模糊,这种系统称为平移模糊系统,它的线扩散函数为一矩形函数
第一章习题
.1 已知不变线性系统的输入为
系统的传递函数。若b取(1)(2),求系统的输出。并画出输出函数 及其频谱的图形。
答:(1) 图形从略, (2) 图形从略。
1.2若限带函数的傅里叶变换在长度为宽度的矩形之外恒为零, (1) 如果,,试证明
证明: (2) 如果, ,还能得出以上结论吗?
答:不能。因为这时。
个实函数,其傅里叶变换是厄米型函数,即:
因此,所以夫琅和费衍射图样有一个对称中心。 (2)孔径对于某一条直线是对称时,以该直线为轴建立坐标系。
有:
因此 同时 所以 可见衍射图样将对于通过原点与该直线平行和垂直的两条直线对称。
.8 试证明如下列阵定理:假设在衍射屏上有个形状和方位都相同的 全等形开孔,在每一个开孔内取一个相对开孔来讲方位一样的点 代表孔的位置,那末该衍射屏生成的夫琅和费衍射场是下列两个 因子的乘积:(1)置于原点的一个孔径的夫琅和费衍射(该衍射 屏的原点处不一定有开孔);(2)个处于代表孔位置的点上的点 光源在观察面上的干涉。
激光原理及应用-陈家璧第二版
辐 2. 电子具有的量子数不同,表示有不同的电子运动状态
射 理 论
电子的能级,依次用E0,E1,E2,… En表示 基态:原子处于最低的能级状态 激发态:能量高于基态的其它能级状态 简并能级:能级有两个或两个以上的不同运动状态
概
简并度:同一能级所对应的不同电子运动状态的数目
要
与 3. 图(1-3)为原子能级示意图
激 光 产 生 的
En
激
E2
发 态
例:计算1s和2p态的简并度
条
E1
件
E0基态
第一章 上一页 回首页 下一页 回末页 回目录
第 §1.1 光的波粒二象性
一 章
1.3.1 黑体热辐射
1. 绝对黑体又称黑体:某一物体能够完全吸收任何波长的电磁辐射。自
辐 然界中绝对黑体是不存在的
射 理 2. 空腔辐射体是一个比较理想的绝对黑体
ν
d
dVdv
概
在量子假设的基础上,由处理大量光子的量子统计理论得到真空中 ν
要
与温度T及频率 ν的关系,即为普朗克黑体辐射的单色辐射能量密度公式
与 激 光
式中k为波尔兹曼常数。
8ch3ν3
1
hν
e kT1
产 生
总辐射能量密度 :
0 νdν
的
条
件
第一章 上一页 回首页 下一页 回末页 回目录
第 §1.1 光的波粒二象性
一 章
1.3.2 光和物质的作用
自发辐射
辐
光与物质的相互作用有三种不同的基本过程:受激辐射
射 1. 自发辐射
受激跃迁
理 论 概
自发辐射: 高能级的原子自发地从高能级E2向低能级E1跃迁,同时放出能
《激光原理及应用》陈家璧第版

论
复振幅U~ :模量U 0代表振幅在空间的分布,辐角(-kz)代表位相在空间的分布
概
U~ U0 expikzU U~expit
要 与 激 光
光强:光强与光矢量大小的平方成正比,即 I U 2
要
与温度T及频率 ν 的关系,即为普朗克黑体辐射的单色辐射能量密度公式
与 激 光
式中k为波尔兹曼常数。
8hν3
c3
1
hν
e kT
1
产 生
总辐射能量密度 : 0 νdν
的
条
件
第一章 上一页 回首页 下一页 回末页 回目录
第 §1.1 光的波粒二象性
一 章
1.3.2 光和物质的作用
的
m
条 件
已知A21,可求得单位体积内发出的光功率。若一个光子的能量为 hν ,某时 刻激发态的原子数密度为n2(t),则该时刻自发辐射的光功率密度(W/m3)为:
q21(t) n2 (t) A21hν
第一章 上一页 回首页 下一页 回末页 回目录
第 §1.1 光的波粒二象性
一 章
1.3.2 光和物质的作用
第 §1.1 光的波粒二象性
一 章
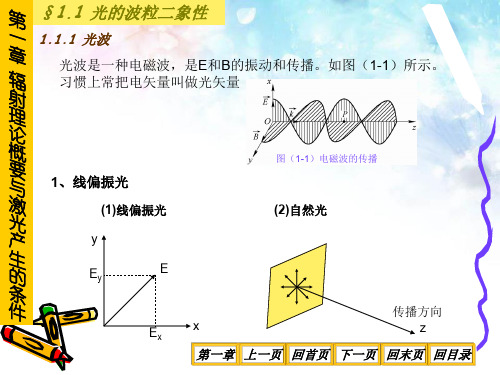
1.1.1 光波
辐
光波是一种电磁波,是E和B的振动和传播。如图(1-1)所示。 习惯上常把电矢量叫做光矢量
射
理
论
概
要
图(1-1)电磁波的传播
与 1、线偏振光
激 光
(1)线偏振光
(2)自然光
产
y
生
的
Ey
E
条
陈家璧版-光学信息技术原理及应用习题解答(9-11章)

第九章习题解答9-1. 用白光再现彩虹全息时,如果彩虹全息有实狭缝象,在狭缝实象处观察全息图,人眼将能观察到单色的全息象,试分析人眼在狭缝前后位置时的全息象的颜色分布情况。
如彩虹全息再现的是虚狭缝,再分析人眼观察到的全息象情况。
答:在图示的情况下,物的两个端点为A 和B 点,它们被全息记录在一条线区域上,当白光再现时,这一区域的衍射光是色散的,长波长的衍射角较大,而短波长的衍射较小,。
按图示的光路结构, A 点的长波长沿AM 方向衍射,短波长沿AN 方向衍射,B 点的长波长沿BN 方向衍射,短波长沿BM 方向衍射。
假设沿AP 和BP 方向衍射的波长相同,那么人眼在P 处观察将看到单色象,当眼睛靠近全息图时,将看到象的上方偏蓝,而下方偏红,反之则相反。
对于虚狭缝的情况,如上图所示,P 点是某一衍射波长的虚狭缝,A 和B 两点是两线全息图,象上的两点与它们对应,AM 是线全息图A 最短波长的衍射方向,BM 是线全息图B 的最长波长衍射方向。
显然,眼睛在M 点观察,将能看到A 、B 之间的所有象点,但它们的颜色呈光谱色分布,在图示情况下,上部是紫色,下部是红色。
眼睛观察到的象的范围由眼睛离全息图的距离决定,离得越远,观察到的范围越大。
9-2. 用白光点光源再现彩虹全息时,人眼将能观察到由光谱色组成的单色象。
如果用白光线光源作为再现光源,线光源的扩展方向与狭缝方向垂直,这时观察到的是消色差的黑白象,试解释其原因。
答:线光源可以看成由无数个点光源组成,每一个点光源都按光谱色排列形成一组彩色狭缝,线光源上不同点形成的狭缝的位置各不相同,它们在与狭缝垂直的方向上平移。
这无数个狭缝相互迭合在一起,使人眼在该处观察时,无数个不同波长的再现象重合在一起,这也就形成了消色差的黑白象。
9-3. 在一步法彩虹全息记录光路中,物的大小为10cm ,人双眼的瞳孔间距为6.5cm ,透镜的孔径为20cm ,对物体1:1成像,如狭缝距全息图30cm ,要求人双眼能同时看见完整的象,试计算成像透镜的焦比。
《激光原理及应用》陈家璧第二版 - 第七章

图7-15 激光切割头的结构示意图
※ 氧助熔化切割: 金属被激光迅速加热至燃点以上,与氧发生剧烈的氧化反应(即燃 烧),放出大量的热,又加热下一层金属,金属被继续氧化,并借助气体压力将氧 化物从切缝中吹掉。
7.3.2 激光切割
4. 激光切割的工艺参数及其规律 ※ 激光功率: 激光切割时所需功率的大小,是由材料性质和切割机理决定的。 ※ 切割速度: 在一定功率条件下,板厚越大,切割速度越小。切割速度对切口表 面粗糙度也有较大影响。 ※ 气体的压力:在功率和切割材料板厚一定时,有一最佳切割气体流量,这时切 割速度最快。随着激光功率的增加,切割气体的最佳流量是增大的。 ※ 光束在质量、透镜焦距和离焦量:激光器输出光束的模式为基横模时对激光切 割最为有利。光斑大小与聚焦透镜的焦距成正比。短焦距的透镜虽然可以得到较 小光斑,但焦深很小。离焦量对切割速度和切割深度影响较大,切割过程中必须 保持不变,一般离焦量选用负值,即焦点位置置于切割板面下面某一点。 ※ 喷嘴:喷嘴是影响激光切割质量和效率的—个重要部件。激光切割一般采用 同轴(气流与光轴同心)喷嘴,喷嘴出口直径大小应依据板厚加以选择。另外,喷 嘴到工件表面的距离对切割质量也有较大影响,为了保证切割过程稳定,这个距 离必须保持不变。
图7-9 激光熔凝处理后横截面组织示意图
图7-10 T10钢激光熔凝层显微硬度沿淬硬层深度的分布
7.2.3 激光熔覆技术
1.激光熔覆(Laser Cladding)技术亦称激光包覆、激光涂覆、激光熔敷,是一种新 的表面改性技术。它通过在基材表面添加熔覆材料,利用高功率密度的激光束使 之与基材表面一起熔凝的方法,在基材表面形成与其为冶金结合的添料熔覆层, 以改善其表面性能的工艺。 2.激光熔覆技术具有如下优点 3.激光熔覆工艺依据材料的添加方式不同,分为预置涂层法和同步送料法。 4.同步送料法指在激光束照射基材的同时,将待熔覆的材料送入激光熔池,经 熔融、冷凝后形成熔覆层的工艺过程。激光熔覆材料包括金属、陶瓷或者金属 陶瓷,材料的形式可以是粉末、丝材或者板材,工艺过程如图7-11所示。 激光熔覆技术
激光原理及应用(第2版)(陈家璧)课后答案(全)

思考练习题11. 试计算连续功率均为1W 的两光源,分别发射λ=0.5000μm ,ν=3000MHz 的光,每秒从上能级跃迁到下能级的粒子数各为多少?答:粒子数分别为:188346341105138.21031063.6105.01063.61⨯=⨯⨯⨯⨯=⨯⨯==---λνc h q n 239342100277.51031063.61⨯=⨯⨯⨯==-νh q n2.热平衡时,原子能级E 2的数密度为n 2,下能级E 1的数密度为n 1,设21g g =,求:(1)当原子跃迁时相应频率为ν=3000MHz ,T =300K 时n 2/n 1为若干。
(2)若原子跃迁时发光波长λ=1μ,n 2/n 1=0.1时,则温度T 为多高?答:(1)(//m n E E m m kTn n n g e n g --=)则有:1]3001038.11031063.6exp[2393412≈⨯⨯⨯⨯⨯-==---kT h e n n ν(2)K T Te n n kT h 3623834121026.61.0]1011038.11031063.6exp[⨯=⇒=⨯⨯⨯⨯⨯⨯⨯-==----ν3.已知氢原子第一激发态(E 2)与基态(E 1)之间能量差为1.64×l0-18J ,设火焰(T =2700K)中含有1020个氢原子。
设原子按玻尔兹曼分布,且4g 1=g 2。
求:(1)能级E 2上的原子数n 2为多少?(2)设火焰中每秒发射的光子数为l08 n 2,求光的功率为多少瓦?答:(1)1923181221121011.3]27001038.11064.1exp[4----⨯=⨯⨯⨯-⨯=⇒=⋅⋅n n e g n g n kTh ν且202110=+n n 可求出312≈n(2)功率=W 918810084.51064.13110--⨯=⨯⨯⨯4.(1)普通光源发射λ=0.6000μm 波长时,如受激辐射与自发辐射光功率体密度之比q q 激自1=2000,求此时单色能量密度νρ为若干?(2)在He —Ne 激 光器中若34/100.5m s J ⋅⨯=-νρ,λ为0.6328μm ,设μ=1,求q q 激自为若干? 答:(1)(2)943436333106.71051063.68)106328.0(88⨯=⨯⨯⨯⨯⨯==---πρπλρνπννh h c q q =自激5.在红宝石Q 调制激光器中,有可能将全部Cr 3+(铬离子)激发到激光上能级并产生巨脉冲。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图7-2 等离子云变化的过程
7.2.1 激光淬火技术的原理与应用
1.激光淬火技术,又称激光相变硬化,它利用聚焦后的激光束照射到钢铁材料表 面,使其温度迅速升到相变点以上。当激光移开后,由于仍处于低温的内层材料 的快速导热作用,使表层快速冷却到马氏体相变点以下,获得淬硬层。 2.图7-3 为一台柔性激光加工系统的示意图。它通过五维运动的工作头把激光照 射到被加工的表面,在计算机控制下直接扫描被加工表面完成激光淬火 3. 激光淬火可以使工件表层0.1到1.0mm范围内的组 织结构和性能发生明显变化。图7-4所示为45钢表 面激光淬火区横截面金相组织图
图7-5该淬火区显微硬度沿深度方向的分布曲线图
图7-6 基材含碳量与激光淬火层显微 Nhomakorabea度的关系
7.2.1 激光淬火技术的原理与应用
5.依据激光器的特点不同,激光淬火可分为CO2激光淬火和因素YAG激光淬火。 但两者中影响淬硬性能的主要基本相同 2) 激光工艺参数:激光淬火层的宽度主要决定于光斑直径;淬硬层深度由激光功 率、光斑直径和扫描速度共同决定;描述激光淬火的另一个重要工艺参数为功率 密度,即单位面积注入工件表面的激光功率。为了使材料表面不熔化,激光淬火 的功率密度通常低于104W/cm2,一般为1000-6000W/cm2。 3)表面预处理状态:一是表面组织淮备,即通过调质处理等手段使钢铁材料表面 具有较细的表面组织,以便保证激光淬火时组织与性能的均匀、稳定。如图7-7 为原始组织及扫描速度对激光淬硬层深度的影响;二是表面“黑化”处理,以便 提高钢铁表面对激光束的吸收率。
(2) 材料的加热 设入射激光束的光功率密度为qi,材料表面吸收的光功率密度为q0 ,则有 q0 Aqi qi 1 R az 激光从表面入射到材料内部深度为处的光强 qz q0 e 一般将激光在材料内的穿透深度定义为光强降至I0/e时的深度,因而穿透深 度为1/a
T 0,0,
(2) 材料的熔化与汽化
AqS 0r 23 2 t
激光功率密度过高,材料在表面汽化,不在深层熔化;激光功率密度过低, 则能量会扩散到较大的体积内,使焦点处熔化的深度很小
7.1 激光热加工原理
(4) 激光等离子体屏蔽现象 激光作用于靶表面,引发蒸汽,蒸汽继续吸收激光能量,使温度升高,最后 在靶表面产生高温高密度的等离子体。等离子体迅速向外膨胀,在此过程中继 续吸收入射激光,阻止激光到达靶面,切断了激光与靶的能量耦合。 如图7-2所示,为等离子云变化的过程
7.1 激光热加工原理
(2) 材料的加热 如果光照时间为有限长(s),考察点离开表面的距离(cm)也不为零,此时圆形激 光光斑中心轴线上考察点的温度为 2 2 z r 2 AP kt z 0 ierfc T z, t ierfc r0 2 t 2 kt 2 kt 进一步假设照射激光是高斯光束,且入射到表面上的光束有效半径为,则激光 光斑的功率密度可用离开中心的距离表示为 r2 q S r q S 0 exp 2 r 持续加热得到的光斑中心的温度最大值为
图7-9 激光熔凝处理后横截面组织示意图
如果光功率的损耗全部变成热量,则有
Qx, y, z, t qx, y, z, t
从理论上讲,根据加工时的各工艺参数以及初始条件,可以解出加工过程中激 光照射区的温度场分布。但实际加工时,各方面的因素使热传导方程的求解十 分困难 简化:如果半无限大(即物体厚度无限大)物体表面受到均匀的激光垂直照 射加热,被材料表面吸收的光功率密度不随时间改变,而且光照时间足够长, 以至被吸收的能量、所产生的温度、导热和热辐射之间达到动平衡,此时圆形 激光光斑中心的温度可以由下式确定 AP T 0, r0 t
图7-7 原始组织及扫描速度对激光淬硬层深度的影响
7.2.2 激光表面熔凝技术
1.用激光束将表面熔化而不加任何合金元素,以达到表面组织改善的目的。与激 光淬火工艺相比,激光熔凝处理的关键是使材料表面经历了一个快速熔化一凝固 过程,所获得的熔凝层为铸态组织。工件横截面沿深度方向的组织依次为:熔凝 层、相变硬化层、热影响区和基材,如图7-9所示。 2.图7-10给出了激光熔凝处理后,T10钢 表面显微硬度沿深度方向的分布。
n1 1 n22 n 1 R n 1 n1 12 n22
2 2
7.1 激光热加工原理
(2) 材料的加热 为了得到加热阶段的温度分布,必须求解热传导微分方程。对于各向同性的 均匀材料,激光加热的热传导偏微分方程的一般形式为
cl
T T T T t t z t z Q x, y, z , t t x x y y
图7-4 钢表面激光淬火区横截面金相组织图
图7-3 柔性激光加工系统示意图
7.2.1 激光淬火技术的原理与应用
4.图7-5所示为该淬火区显微硬度沿深度方向的分布曲线 5.依据激光器的特点不同,激光淬火可分为 CO2激光淬火和因素YAG激光淬火。但两者 中影响淬硬性能的主要基本相同 1) 材料成分:是通过材料的淬硬性和淬透 性来影响激光淬硬层深度与硬度的。一般 说来,随着钢中含碳量的增加,淬火后马 氏体的含量也增加,激光淬硬层的显微硬 度也就越高,如图7-6所示。
7.1 激光热加工原理
1.对激光与材料的相互作用过程的物理描述可以分为以下四个方面:
(1) 材料对激光的吸收 激光热加工时首先发生的是材料对激光能量的吸收。透入材料内部的光能主 要对材料起加热作用。 不同材料对不同波长激光吸收率不同。假设材料表面反射率为R,则吸收率为 A 1 R 当激光由空气垂直入射到平板材料上时,根据菲涅尔公式,反射率为