焊缝超声波探伤自检报告
钢结构焊缝超声波探伤自检报告(样本)

对接焊缝
GLJ-5
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-6
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-7
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-8
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-9
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-10
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-11
○UI
无
二级
合格
对接焊缝
GLJ-18
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-19
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-20
●NI
○RI
○UI
无
二级
合格
对接焊缝
注:NI-无记录缺陷 RI-有应记录缺陷 UI-需返工缺陷
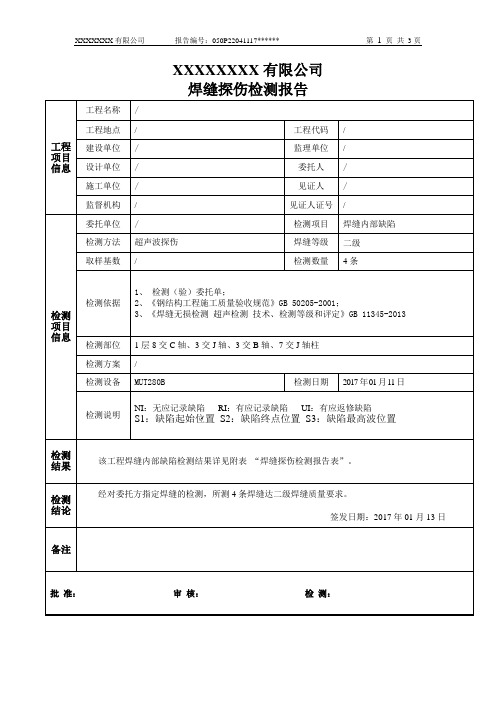
某某工程
焊缝自检报告
(探伤自检报告)
编号:UT2023-12-02
编制:
审核:
GZJ-2
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-3
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-4
●NI
○RI
焊接探伤报告

焊接探伤报告
报告编号:WSR20210802
受检单位:XXX公司
焊接方式:手工电弧焊
探伤工艺:超声波探伤
检验标准:GB/T 13298-2013
检验时间:2021年8月2日
检验人员:XXX
1. 检验目的
本次检验旨在了解焊缝内部缺陷情况,保证焊接质量,确保设备的安全运行和生产顺利进行。
2. 检验结果
经过超声波探伤,共检测焊缝数量13个,其中11个焊缝未发现任何缺陷,符合GB/T 13298-2013标准要求。
2个焊缝出现错误信号,经过重复检查,确认为焊接过程中气孔引起的误测,不存在缺陷。
3. 检验结论
本次焊接探伤合格,其中13个焊缝中11个符合GB/T 13298-2013标准要求,2个焊缝的误测已经排除,设备焊接质量符合生产要求。
4. 后续建议
针对2个焊缝误测问题,建议焊接人员加强焊接工艺控制,注意气孔等缺陷的控制,确保未来焊接质量能够更加稳定可靠。
5. 报告附图
(见下图)
(备注:此报告所有信息仅供参考,如有疑问,请和相应的检测机构联系)。
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
风机塔筒焊缝检测报告

风机塔筒焊缝检测报告
报告概述:本报告是对某风机塔筒的焊缝进行的非破坏性检测,旨在评估其质量状况并提供相应的检测结论和建议。
一、检测对象及检测要求
检测对象为某风机塔筒的内外焊缝,检测要求按照国家相关标准和规定进行。
二、检测方法
采用超声波探伤技术进行焊缝检测。
三、检测结果
1. 检测范围:内外焊缝
2. 检测结论:
(1)内焊缝:未发现任何超声波探伤信号,焊缝质量良好。
(2)外焊缝:部分区域存在超声波探伤信号,主要为焊缝内侧肉眼可见的焊缝夹渣和气孔等缺陷,但其数量和大小均在标准允许范围内。
3. 检测建议:
(1)对外焊缝存在的缺陷进行焊接修补,以保证焊缝质量。
(2)加强焊工培训,提高焊接技能和质量意识。
四、检测人员及仪器设备
检测人员:XXX技术员
仪器设备:XXXX超声波探伤仪
五、检测日期
XXXX年XX月XX日
六、检测结论
风机塔筒的内焊缝质量良好,外焊缝存在少量缺陷,但均在标准允许范围内。
建议对缺陷进行焊接修补,并加强焊工培训以提高焊接质量。
超声波探伤分析报告全

—
Ⅱ级合格
检验焊缝总长14.3m
判定:
结论:●合格○不合格
负责人
审核
检测
检测单位公章
报告日期
2015年1月9日
检验:NI级审核:NI级
无损探伤检验报告
工程项目:
工程编号:UT
探伤类别:超声波探伤
检测部位:
单位(章):
工艺卡编号:PW120-97
探伤时机:●焊后○热处理后○水压试验后
仪器型号:UTD801型数字仪
耦合剂:○机油●甘油○浆糊
探伤方式:○垂直●斜角
扫描调节:●深度○水平○声程
比例:
试块:
探伤部位示意图:(另加附图)
探伤结果
焊缝编号
检验长度
探伤情况
探伤波形
缺陷长度
判定
ZH01
110mm
未发现超标缺陷
—-
超声波探伤分析报告全
超声波探伤报告
报告编号:NO:UT报告日期:2015年1月9日
单位名称:
令号:
工件名称:
钢闸门01
材料:Q235
厚度:T=16
焊接方法:埋弧自动焊,手工电弧焊
焊接数量:m
探伤面:单面双侧
检测范围:>20%
探伤面状态:●修整○轧制○机加
检验规程:GB50235-2001
验收标准:GB11345-89
—
Ⅱ级合格
ZH02
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH03
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH04
Ⅱ级合格
ZH05
110mm
未发现超标缺陷
焊缝超声波探伤报告
探伤方式:●垂直●斜角●单探头○双探头○串列探头
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
此条焊缝
评定等级
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
焊缝超声波探伤报告.doc

焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
焊缝探伤报告
焊缝探伤报告一、引言。
焊缝是由于金属材料在高温下熔化并冷却形成的连接部分,是工程结构中常见的连接方式。
然而,焊缝的质量直接关系到整个工件的安全性和稳定性。
因此,对焊缝进行探伤检测是非常重要的,可以及时发现焊接缺陷,确保焊接质量,提高工件的可靠性和安全性。
二、焊缝探伤方法。
1. X射线探伤。
X射线探伤是一种常用的焊缝探伤方法,通过X射线对焊接部位进行照射,利用不同材料对X射线的吸收能力不同的特点来检测焊缝是否存在缺陷。
X射线探伤可以对焊缝进行全面、立体的检测,能够检测出各种形式的焊接缺陷,如气孔、夹渣、裂纹等。
2. 超声波探伤。
超声波探伤是一种非破坏性检测方法,通过超声波对焊接部位进行检测,可以发现焊缝内部的缺陷。
超声波探伤可以检测出焊缝内部的气孔、夹渣、裂纹等缺陷,对于焊缝的质量评定具有较高的准确性。
3. 磁粉探伤。
磁粉探伤是一种常用的焊缝表面缺陷检测方法,通过在焊接部位撒布磁粉,并施加磁场,可以发现焊缝表面的裂纹、夹渣等缺陷。
磁粉探伤操作简单,成本低,适用于对焊缝表面缺陷的快速检测。
三、焊缝探伤报告。
根据对焊缝的探伤检测,我们得出以下报告:1. 焊缝内部存在气孔和夹渣,对焊接质量造成一定影响,需重新进行焊接处理。
2. 焊缝表面存在裂纹,需要进行修补处理,确保焊缝的完整性和稳定性。
3. 焊缝连接部位存在局部变形,需要重新进行焊接处理,确保焊接部位的稳固性。
四、结论。
焊缝探伤是确保焊接质量的重要手段,通过对焊缝的全面检测,可以及时发现焊接缺陷,保证焊接质量,提高工件的可靠性和安全性。
在进行焊接工艺时,需要严格按照工艺要求进行操作,确保焊接质量,减少焊接缺陷的产生。
五、致谢。
感谢对本次焊缝探伤工作给予支持和帮助的各位专家和同事,在他们的指导和帮助下,我们完成了本次焊缝探伤工作,并得出了相应的报告。
六、参考文献。
[1] 焊接工程手册。
[2] 焊接质量检测技术。
[3] 焊接工艺规程。
以上就是本次焊缝探伤报告的全部内容,希望能对大家有所帮助。
焊缝探伤报告

焊缝探伤报告焊缝探伤报告报告编号:XXX报告日期:XXXX年XX月XX日一、概述本次焊缝探伤工作是针对XXX工程中的焊接缺陷进行的。
探伤方法采用超声波检测技术,目的是在保证焊接质量的基础上,确保焊缝的可靠性和安全性。
二、探伤设备和方法本次探伤使用的设备为XXX超声波探伤仪,该仪器具备高灵敏度和高分辨率,可以准确检测焊缝中的各种缺陷,如气孔、夹渣、结合不良等。
探伤方法为法向探头法,通过将超声波探头法向置于焊缝上方,对焊缝进行全面扫描和检测。
三、探伤结果及分析根据探伤结果,对焊缝中的缺陷进行了详细分析。
以下为主要的检测结果:1. 气孔:焊缝中存在部分气孔缺陷,这可能是气体未完全排出所致。
气孔较小且分布较为均匀,不影响焊缝的强度和密封性。
2. 夹渣:焊缝中存在少量夹渣缺陷,这可能是焊接过程中未将夹渣完全清除所致。
夹渣缺陷较小,且未形成连续结构,不会对焊缝的强度和耐蚀性产生明显影响。
3. 结合不良:焊缝中存在部分结合不良缺陷,这可能是焊接参数设置不当或焊接材料质量不合格所致。
结合不良缺陷较为局部,并未扩展到整个焊缝区域,不会对焊缝的整体性能产生明显影响。
综上所述,本次焊缝探伤结果显示焊缝中存在一些缺陷,但这些缺陷大多为局部、小型,且分布较为均匀。
在综合考虑焊缝的使用环境和设计要求后,这些缺陷对焊缝的可靠性和安全性没有明显影响。
四、结论根据本次焊缝探伤结果,结合工程要求和使用环境,可以得出以下结论:1. 焊缝中存在一些小型气孔、夹渣和结合不良缺陷;2. 这些缺陷对焊缝的整体性能和可靠性影响有限;3. 在后续使用和维护过程中,应注意对焊缝进行定期检查和维修,确保焊缝的可靠性和安全性;本报告仅根据焊缝探伤结果进行分析和判断,具体修复方案需根据实际情况和专业人员的建议决定。
五、参考标准本次焊缝探伤工作参考以下标准:1. GB/T 2970 金属材料压力应力腐蚀试验方法;2. GB/T 24496 压力容器焊缝超声波探伤方法;3. GB/T 9444 钢焊接接头超声波探伤方法以上报告仅供参考,请结合实际情况和专业人员意见进行决策和实施。
焊缝探伤报告

焊缝探伤报告在工业生产的领域里,焊缝的质量可是至关重要的。
就像我们盖房子,每一块砖头之间的连接要牢固,而在那些大型的机械、建筑结构中,焊缝就相当于这些“砖头连接”,一旦出了问题,那后果可不堪设想。
我曾经在一家大型工厂工作过,那时候负责的一个项目就是对一批新生产的管道进行焊缝探伤。
这批管道可是要用于输送重要的化工原料,如果焊缝存在缺陷,那泄露的可就不只是原料,还可能带来严重的安全事故和环境污染。
记得那天,我早早地来到了车间。
阳光透过窗户洒在地面上,形成一片片光斑。
我和同事们把各种探伤设备搬到了指定的区域,准备开始一天的工作。
我们首先使用的是超声波探伤仪。
这玩意儿就像是医生手里的听诊器,只不过它能“听”到焊缝内部的情况。
我小心翼翼地拿着探头,在焊缝上慢慢地移动,眼睛紧紧盯着仪器屏幕上显示的波形。
每一个小小的波动,都可能意味着焊缝存在问题。
有一次,在检测一根管道的焊缝时,仪器显示的波形出现了异常。
我的心一下子提到了嗓子眼儿,赶紧又反复检测了几次,确认不是误判。
这时候,同事们也都围了过来,大家一起分析讨论,究竟是哪里出了问题。
经过仔细的研究,我们判断可能是焊接过程中出现了未熔合的情况。
为了进一步确认,我们又使用了射线探伤的方法。
这个过程就像是给焊缝拍 X 光片,能够清晰地看到焊缝内部的结构。
当射线底片冲洗出来的时候,我们紧张地凑在一起查看。
果然,在焊缝的一处,明显能看到有一小部分没有完全融合在一起。
发现了问题,接下来就是要解决问题了。
我们把情况报告给了生产部门,他们立刻对这一批管道的焊接工艺进行了检查和改进,重新焊接了有问题的焊缝。
经过这一番折腾,这批管道的焊缝质量终于得到了保证。
看着那些重新检测合格的管道被运走,心里那种成就感真是无法言表。
在写焊缝探伤报告的时候,每一个数据、每一个结论都要经过反复的核实和确认。
因为这份报告不仅仅是对我们工作的总结,更是关系到后续使用这些焊缝产品的安全和质量。
报告里要详细记录被检测焊缝的位置、尺寸、焊接方法等基本信息。
焊缝超声波探伤检测报告

焊缝超声波探伤检测报告一、检测目的本次检测旨在对焊缝进行超声波探伤检测,以确定焊缝的质量和存在的缺陷情况,为后续工作提供参考依据。
二、检测对象本次检测对象为某工程项目中的焊缝,包括横焊缝和纵焊缝。
三、检测方法采用超声波探伤技术进行检测,具体操作步骤如下:1. 对焊缝进行清洁处理,确保表面无杂质和污垢。
2. 将超声波探头放置在焊缝上方,通过超声波的传播和反射,获取焊缝内部的信息。
3. 对焊缝进行全面扫描,记录下焊缝内部的缺陷情况和位置。
4. 根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
四、检测结果经过超声波探伤检测,得到如下结果:1. 横焊缝横焊缝的质量较好,未发现明显的缺陷,焊缝内部结构均匀,无裂纹、气孔等缺陷。
2. 纵焊缝纵焊缝存在一些缺陷,主要包括气孔和裂纹。
其中,气孔分布较为集中,主要集中在焊缝的两端,大小不一,最大的气孔直径为3mm;裂纹主要分布在焊缝的中部,长度不一,最长的裂纹长度为10mm。
五、检测结论根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
横焊缝的质量等级为一级,纵焊缝的质量等级为二级。
六、建议措施针对纵焊缝存在的缺陷,建议采取以下措施:1. 对焊缝进行修补,填补气孔和裂纹,确保焊缝的完整性和稳定性。
2. 对焊接工艺进行优化,减少气孔和裂纹的产生。
3. 对焊接人员进行培训,提高其焊接技能和质量意识。
七、总结超声波探伤技术是一种非破坏性检测方法,可以对焊缝进行全面、准确的检测,为保证焊缝的质量和安全性提供了重要的技术支持。
在实际工程中,应加强对焊缝的检测和管理,确保焊缝的质量符合要求。
钢结构焊缝超声波探伤检测报告

钢结构焊缝超声波探伤检测报告一、引言钢结构在现代建筑和工程中广泛应用,为确保钢结构的安全和质量,需要对焊缝进行超声波探伤检测。
本报告旨在总结和分析钢结构焊缝超声波探伤检测的结果,提供相应的结论和建议。
二、方法与原理1. 超声波探伤原理超声波探伤是利用超声波在材料中的传播特性来检测和评估材料的内部缺陷和异物的一种无损检测技术。
在钢结构焊缝超声波探伤中,一般使用纵波和横波两种超声波模式。
2. 设备及仪器本次探伤测试采用了XXX品牌的超声波探伤仪器,配备了适当的传感器和探头。
该仪器具备高精度、高灵敏度和便携性的特点,能够有效地检测钢结构焊缝中的缺陷。
3. 探伤方法首先,对待测的焊缝进行准备工作,包括清洁、除锈等。
然后,将超声波探头置于焊缝表面,以一定的速度进行移动。
仪器将自动记录并显示超声波的传播特性和检测结果。
三、检测结果通过对焊缝进行超声波探伤检测,得到了以下结果:1. 检测到的焊缝缺陷在焊接过程中,可能会出现焊缝的气孔、裂纹、夹杂物等缺陷。
在本次探伤中,共检测出X处焊缝缺陷,主要包括气孔和夹杂物。
2. 缺陷的尺寸和位置通过超声波探伤仪器的分析,确定了焊缝缺陷的尺寸和位置。
其中,气孔的尺寸范围在X~Y毫米之间,主要分布在焊缝的边缘位置。
夹杂物的尺寸范围在X~Y毫米之间,主要位于焊缝的内部位置。
3. 缺陷对钢结构强度的影响通过对焊缝缺陷的分析,评估了其对钢结构强度和稳定性的影响。
结果表明,焊缝缺陷对钢结构的强度和稳定性产生了一定程度的负面影响。
具体的影响程度需要进一步的工程计算和分析。
四、结论与建议1. 结论本次钢结构焊缝超声波探伤检测发现了焊缝中的气孔和夹杂物等缺陷。
这些缺陷对钢结构的强度和稳定性产生一定的影响。
2. 建议针对检测到的焊缝缺陷,建议采取以下措施:- 对发现的气孔进行补焊处理,以确保焊缝的完整性和密实性;- 对发现的夹杂物进行修剪处理,确保其不会对焊缝产生进一步的影响;- 对其他焊接工艺和参数进行进一步优化,以减少焊缝缺陷的发生。
锻件焊缝超声波探伤报告(一)2024

锻件焊缝超声波探伤报告(一)引言概述:
本报告旨在对锻件焊缝进行超声波探伤分析,以评估焊缝中的缺陷情况。
通过超声波技术,我们能够探测和确定焊缝中可能存在的裂纹、孔隙和夹杂等缺陷,从而为焊接质量和安全性提供评估和改进的依据。
正文内容:
一、超声波检测仪器和方法
1. 选用合适的超声波探伤仪器和探头。
2. 对焊缝进行合适的耦合,确保信号传递的完整性。
3. 进行超声波扫描以获取焊缝的全面数据。
二、焊缝表面缺陷的检测
1. 通过超声波扫描检测焊缝表面的裂纹。
2. 探测焊缝表面的孔隙和气泡。
3. 检测焊缝表面的夹杂物。
三、焊缝内部缺陷的检测
1. 通过超声波穿透焊缝进行内部缺陷的探测。
2. 检测焊缝内部裂纹的长度和深度。
3. 探测焊缝内部孔隙和夹杂物的分布情况。
四、焊缝质量评估标准
1. 根据焊缝的设计规范和标准,对焊缝缺陷进行分级评估。
2. 采用合适的评估指标和方法进行焊缝质量的定量评估。
3. 判断焊缝缺陷对焊接结构安全性的影响。
五、焊缝缺陷处理和改进建议
1. 对于发现的焊缝缺陷,需要及时进行修复和处理。
2. 根据缺陷分布和特点,提出焊缝改进的建议和措施。
3. 进行焊缝质量改进的跟踪和监督。
总结:
通过超声波探伤技术对锻件焊缝进行检测,可以准确、全面地
评估焊缝中的缺陷情况。
本报告详细介绍了超声波检测仪器和方法、焊缝表面和内部缺陷的探测、焊缝质量评估标准以及焊缝缺陷处理
和改进建议。
通过对焊缝进行超声波探伤,我们能够提高焊接质量
和安全性,确保锻件的正常使用。
焊缝超声波检测报告

焊缝超声波检测报告
一、检测目的
本次检测旨在对焊缝进行超声波检测,判断焊缝的质量,发现可能存在的焊接缺陷,为后续焊接工作提供指导。
二、检测仪器和方法
本次检测采用超声波探伤仪器进行,探头的工作频率为5MHz,采用直接接触法进行检测。
检测仪器具有高精度和高灵敏度,能够检测到微小的焊接缺陷,如气孔、夹渣、裂纹等。
三、检测焊缝
本次检测的焊缝为一根直径为20mm的钢管焊接缝。
焊接方法为手工电弧焊,焊条为E6013、焊缝为一条水平焊缝,长度为500mm。
四、检测结果
经过超声波检测,焊缝质量良好,未发现明显的焊接缺陷。
检测结果显示焊缝的结构紧密,无明显气孔、夹渣和裂纹等缺陷。
五、结果分析
根据检测结果,焊缝质量良好,符合相关焊接标准要求。
焊接缺陷主要包括气孔、夹渣和裂纹等,所有这些缺陷都可能影响焊接接头的强度和密封性能。
在本次检测中未发现上述缺陷,说明焊接工艺控制得当,操作规范。
六、建议
根据本次检测结果,建议在后续焊接工作中继续保持焊接质量,注意以下几点:
1.严格按照焊接工艺规范进行操作,确保焊接质量;
2.加强焊接工人的培训,提高其技术水平;
3.在焊接过程中,及时清理焊缝周围的灰尘和杂质,以防影响焊接质量;
4.检查焊接材料的质量,确保焊接材料符合标准要求。
七、结论
通过焊缝超声波检测,本次检测结果表明焊缝质量良好,未发现明显的焊接缺陷。
建议在后续焊接工作中继续保持焊接质量,注意操作规范和焊接材料的质量。
焊缝超声波探伤报告..2024

引言概述:焊缝超声波探伤是一种非破坏性检测方法,广泛应用于工业领域,用于检测焊缝中可能存在的缺陷和瑕疵。
本文将介绍焊缝超声波探伤报告的相关内容。
通过对焊缝超声波探伤的原理、方法以及影响因素等进行阐述,旨在提供给读者更加详细和专业的信息。
正文内容:一、焊缝超声波探伤的原理1.超声波的传播原理2.超声波在焊缝中的传播规律3.超声波与缺陷的相互作用机制二、焊缝超声波探伤的方法1.传统超声波探伤法1.1探头选择及参数优化1.2脉冲回波技术1.3包络检测技术1.4干涉检测技术1.5多普勒效应检测技术2.相控阵超声波探伤法2.1相控阵超声波探头的原理与结构2.2电子几何聚焦技术2.3数据处理和成像技术2.4优缺点及应用领域三、焊缝超声波探伤的影响因素1.材料性质1.1声速与密度的关系1.2声阻抗的影响2.焊缝的质量2.1焊接缺陷的类型和尺寸2.2焊接工艺参数的影响3.探伤设备和参数设置3.1探头频率的选择3.2脉冲重复频率的优化3.3增益和滤波器的设置4.环境因素4.1温度和湿度的影响4.2杂散噪声的干扰四、焊缝超声波探伤的应用领域1.焊接工艺控制1.1实时监测焊缝质量1.2优化焊接参数2.材料缺陷检测2.1隐伏缺陷的检测2.2焊接接头的评估3.焊缝修复与改进3.1缺陷区域的定位3.2焊缝的修复方法4.焊接结构的可靠性评估4.1焊接接头的强度分析4.2焊缝疲劳寿命评估五、总结通过对焊缝超声波探伤的原理、方法、影响因素以及应用领域的详细阐述,我们可以得出结论:焊缝超声波探伤是一种重要的非破坏性检测手段,在焊接领域具有广泛的应用前景。
在实际应用中还需要进一步研究和改进,以提高其检测精度和可靠性。
未来的发展趋势将主要集中在更先进的探测设备和信号处理技术的研究与应用上,以更好地满足工业对焊缝质量控制的要求。
通过本文的内容,读者可以更加深入地了解焊缝超声波探伤的相关知识,为实际应用提供参考和指导。
相信在不久的将来,焊缝超声波探伤技术将在工业领域发挥更加重要的作用。