锡膏的选择标准
无卤锡膏和有卤锡膏分类标准

无卤锡膏和有卤锡膏分类标准
无卤锡膏和有卤锡膏的分类标准主要依据无卤锡膏是否含有卤素元素。
无卤锡膏是指不含有卤素元素的锡膏,主要成分是锡(Sn),常用的无卤锡膏有Sn96.5Ag3.0Cu0.5、Sn99Cu1等。
有卤锡膏是指含有卤素元素(如氯、溴)的锡膏,常见的有卤锡膏包括Sn63Pb37(63%Sn、37%Pb)、Sn62Pb36Ag2等。
在电子制造行业中,由于对环境保护的要求越来越严格,无卤锡膏逐渐替代有卤锡膏成为主流,因为无卤锡膏对环境友好、无挥发性有机溶剂,且不会产生有毒有害气体。
此外,无卤锡膏的焊接性能和可靠性也得到了大幅提升。
锡膏粘度标准
锡膏粘度标准嘿,朋友们!今天咱来聊聊锡膏粘度标准这个事儿。
你说这锡膏粘度,就像是做菜时放调料的那个度一样重要。
要是锡膏的粘度不合适,那可就好比炒菜盐放多了或者放少了,味道肯定不对劲呀!锡膏太稀了,就像那没筋骨的面条,印刷的时候容易坍塌,根本没法好好工作;要是太稠了呢,又像那硬邦邦的馒头,根本流不动,那还怎么把电子元件牢牢地粘在电路板上呀!咱平常生活中也有类似的情况呀。
就好比骑自行车,速度太快了容易摔倒,速度太慢了又骑不动,得找到那个刚刚好的速度,才能顺顺利利地骑下去。
锡膏粘度也是这样,得有个标准来规范它,让它处在一个合适的范围里。
你想想看,要是没有这个标准,那生产线上不就乱套啦!不同批次的锡膏粘度相差巨大,那生产出来的电子产品质量能有保障吗?这可不是闹着玩的呀!这就好像盖房子,要是砖头的大小都不一样,那这房子能盖得稳当吗?所以说呀,锡膏粘度标准可太重要啦!那这个标准具体是怎么回事呢?其实啊,就是规定了锡膏在一定温度、一定压力等条件下,应该具有什么样的流动性和粘性。
这就像是给锡膏画了个框框,让它只能在这个框框里活动,不能乱跑。
而且不同的应用场景,这个标准还不一样呢!就好比跑步比赛,短跑和长跑的要求能一样吗?肯定不一样呀!那怎么保证锡膏的粘度符合标准呢?这可得靠我们的细心和认真啦!从锡膏的采购开始,就得严格把关,选那些符合标准的产品。
在使用过程中,也要时刻留意锡膏的状态,要是发现不对劲,赶紧调整。
这就像照顾小孩子一样,得时刻关注着,不能有一点儿马虎。
而且呀,还得定期对锡膏进行检测呢!不能说今天测了合格,以后就不管啦!就像我们的身体,还得定期体检呢,锡膏也需要呀!这检测可不能马虎,得用专业的设备和方法,不然怎么能知道锡膏到底合不合格呢?哎呀,说了这么多,总之就是一句话,锡膏粘度标准太重要啦!我们可不能小瞧它,得认真对待,严格遵守。
只有这样,我们才能生产出高质量的电子产品,让我们的生活更加便利和美好呀!你们说是不是这个理儿呢?。
锡膏质量的判定标准
锡膏质量的判定标准我认为我们在购买焊锡膏是要供应提供承认书,基本上要包括以下几点:1锡膏性能、2成分及其比例3 SGS报告4黏稠度5使用期限6在存放温度存放时间7解冻时间8存放温度9使用温度10生产车间的温度存放时间一个锡膏品牌及开型号的使用,必需要经过一系列的前期测试和实际生产测试,以下为常用前期测试方法与测试作用:分两大块测试项目:(1)锡膏特性测试:1.粘度测试:该测试结果对锡膏印刷及贴装影响较大;2.坍塌测试:3.锡球测试:锡球测试是测试锡膏回流后,在PCB板面及元件引脚是否出现的小锡球现象;4.粘着力测试:粘着力测试非常重要,对于测试在高速贴片过程中,锡膏对电子元件的粘接能力;`(2)助焊剂特性测试:1.扩展率测试:衡量锡膏活化性能的一个指标;2.铜镜测试(助焊剂引起的腐蚀)测试助焊剂的腐蚀性;3.铬酸银试纸测试:测试方法是用铬酸银试纸来测试助焊剂中是否含有Cl-及Br-4.氟点测试:通过往锆茜紫的颜色变化来判断助焊剂剂中是否含有氟化物;5.铜板腐蚀测试:测试助焊剂残留在极端条件下的腐蚀性;6.表面绝缘阻抗:测试印上助焊剂之后的线路板在高温、高湿条件下的电绝缘性;7.锡膏的水溶性电阻测试:测试助焊剂系统的电导率, 反映出助焊剂的种类.8.电子迁移测试:测试焊点的绝缘阻抗是否下降,测试在高温和潮湿的环境中,在外电压的作用下,焊点是否生长出毛刺状的金属丝:---其实以上锡膏测试为通用测试,有些项目锡膏供应商附上的测试报告就已经有测试结果,作为使用我们厂商来说只有看附上的测试报告的数据,真正做的只有锡膏特性的测试及焊后的效果检验;但依此来评价一品牌型号的好坏比较片面,而且每一种产品所适用或使用效果需经过一系列试验及焊接后期稳定性等测试方可定论,没有好坏,只有合不合适或更佳。
锡膏管理规范

锡膏管理规范一、引言锡膏是电子制造过程中常用的焊接材料,对于确保产品质量和生产效率具有重要作用。
为了规范锡膏的管理,提高生产效率和产品质量,制定本文档,明确锡膏的选购、存储、使用和废弃等方面的规范要求。
二、锡膏选购1. 供应商选择(1)供应商应具备合法的经营资质,有良好的信誉和口碑。
(2)供应商应提供产品的质量认证和相关证明文件。
(3)供应商应提供稳定的供货能力,确保及时供应。
(4)供应商应提供优质的售后服务,能够及时解决问题。
2. 锡膏质量要求(1)锡膏应符合国家相关标准或行业标准要求。
(2)锡膏应具备良好的可焊性和可靠性,确保焊接质量和连接强度。
(3)锡膏应无铅或低铅,符合环保要求。
(4)锡膏应具备一定的粘度和流动性,便于施焊。
三、锡膏存储1. 存储环境(1)存储室温度应控制在5℃~25℃之间,相对湿度应控制在30%~60%之间。
(2)存储室应保持清洁、干燥,避免阳光直射和潮湿环境。
(3)存储室内应设置专门的储存架或柜,将锡膏分类存放。
2. 包装和标识(1)锡膏应使用原包装或密封容器进行存储。
(2)锡膏包装上应标明生产日期、批次号、有效期等信息。
(3)存储架或柜上应标明锡膏的种类、规格和数量,便于管理和使用。
四、锡膏使用1. 锡膏领用(1)领用人员应核对锡膏的种类、规格和数量,确保与领用单一致。
(2)领用人员应填写领用单,并由相关负责人签字确认。
2. 锡膏使用(1)使用前应检查锡膏的包装是否完好,如有破损应立即更换。
(2)使用锡膏前应将其搅拌均匀,确保其中的颗粒分布均匀。
(3)使用锡膏时应控制施焊厚度和施焊面积,避免浪费和不必要的成本。
(4)使用完毕后,应将锡膏容器密封,避免其受潮或污染。
五、锡膏废弃1. 废弃分类(1)废弃锡膏应按照环保要求进行分类,如有有害物质应特殊处理。
(2)废弃锡膏容器应进行分类,如有回收价值的应进行回收利用。
2. 废弃处理(1)废弃锡膏应由专门的处理单位进行处理,确保环境不受污染。
锡膏的型号和分类

锡膏的型号和分类锡膏是一种常用的焊接辅助材料,它能提供良好的导电性和热导性,广泛应用于电子设备的焊接工艺中。
根据锡膏的不同型号和特性,可以将其分为多种分类。
本文将从锡膏的型号和分类两个方面进行详细介绍。
一、型号分类1. 焊接工艺型锡膏焊接工艺型锡膏是根据不同的焊接工艺需求而设计的,主要包括手工焊接、波峰焊接、无铅焊接等。
手工焊接型锡膏适用于手工焊接工艺,具有良好的可焊性和抗氧化性能。
波峰焊接型锡膏适用于波峰焊接工艺,能够提供稳定的焊接质量和良好的润湿性。
无铅焊接型锡膏则是为了满足环保要求而开发的,不含有害物质,适用于无铅焊接工艺。
2. 成分型锡膏成分型锡膏是根据锡膏的成分分布而进行分类的。
主要包括无铅锡膏、铅锡膏和混合型锡膏。
无铅锡膏是目前环境保护要求下的主流产品,由于不含有害物质,被广泛应用于电子设备的生产中。
铅锡膏是传统的焊接材料,具有良好的焊接性能,但由于含有铅元素,使用受到限制。
混合型锡膏是无铅锡膏和铅锡膏的混合物,可以在一定程度上兼顾二者的性能。
二、分类介绍1. 纯锡膏纯锡膏是由纯度高的锡粉制备而成,无任何添加剂。
它具有良好的导电性和热导性,适用于高精度焊接工艺,例如电路板上的微小焊点。
纯锡膏的熔点较低,易于熔化,但由于没有添加剂的润湿性较差,需要在焊接前进行表面处理。
2. 功能性锡膏功能性锡膏是在纯锡膏的基础上添加了一定的添加剂,以提高其润湿性、抗氧化性等功能。
常见的功能性锡膏包括抗氧化锡膏、高温锡膏、低温锡膏等。
抗氧化锡膏能够在焊接过程中有效抵抗氧化,提高焊点的可靠性。
高温锡膏具有较高的熔点,适用于高温环境下的焊接工艺。
低温锡膏具有较低的熔点,适用于对焊接温度要求较低的电子元器件。
3. 粘度分类根据锡膏的粘度不同,可以将其分为高粘度锡膏和低粘度锡膏。
高粘度锡膏的流动性较差,适用于焊接点较大、需要防止锡膏流动的场合。
低粘度锡膏的流动性较好,可以在较小的焊接点上形成均匀的焊锡,适用于焊接精度要求较高的场合。
锡膏质量的判定标准

锡膏质量的判定标准锡膏质量的判定标准我认为我们在购买焊锡膏是要供应提供承认书,基本上要包括以下几点:1锡膏性能、2成分及其比例3 SGS报告4黏稠度5使用期限6在存放温度存放时间7解冻时间8存放温度9使用温度10生产车间的温度存放时间一个锡膏品牌及开型号的使用,必需要经过一系列的前期测试和实际生产测试,以下为常用前期测试方法与测试作用:分两大块测试项目:(1)锡膏特性测试:1.粘度测试:该测试结果对锡膏印刷及贴装影响较大;2.坍塌测试:3.锡球测试:锡球测试是测试锡膏回流后,在PCB板面及元件引脚是否出现的小锡球现象;4.粘着力测试:粘着力测试非常重要,对于测试在高速贴片过程中,锡膏对电子元件的粘接能力;`(2)助焊剂特性测试:1.扩展率测试:衡量锡膏活化性能的一个指标;2.铜镜测试(助焊剂引起的腐蚀)测试助焊剂的腐蚀性;3.铬酸银试纸测试:测试方法是用铬酸银试纸来测试助焊剂中是否含有Cl-及Br-4.氟点测试:通过往锆茜紫的颜色变化来判断助焊剂剂中是否含有氟化物;5.铜板腐蚀测试:测试助焊剂残留在极端条件下的腐蚀性;6.表面绝缘阻抗:测试印上助焊剂之后的线路板在高温、高湿条件下的电绝缘性;7.锡膏的水溶性电阻测试:测试助焊剂系统的电导率, 反映出助焊剂的种类.8.电子迁移测试:测试焊点的绝缘阻抗是否下降,测试在高温和潮湿的环境中,在外电压的作用下,焊点是否生长出毛刺状的金属丝:---其实以上锡膏测试为通用测试,有些项目锡膏供应商附上的测试报告就已经有测试结果,作为使用我们厂商来说只有看附上的测试报告的数据,真正做的只有锡膏特性的测试及焊后的效果检验;但依此来评价一品牌型号的好坏比较片面,而且每一种产品所适用或使用效果需经过一系列试验及焊接后期稳定性等测试方可定论,没有好坏,只有合不合适或更佳。
锡膏选用标准

锡膏选用标准锡膏是电子焊接过程中常用的焊接材料,用于连接电子元件和电路板。
正确选择合适的锡膏对于确保焊接质量和可靠性至关重要。
本文将介绍锡膏的选用标准,包括成分、粘度、颗粒大小、挤出力、打开时间等方面的考虑。
1. 成分锡膏的主要成分是锡和流动剂。
锡的纯度和含量直接影响焊接质量,应选择高纯度的锡膏,通常为Sn60Pb40、Sn63Pb37等合金。
流动剂的成分和含量决定了锡膏的流动性和清洁度,应选择低残留、低气泡、低腐蚀性的流动剂,以确保焊接的可靠性和稳定性。
2. 粘度锡膏的粘度对于焊接工艺的稳定性和焊点质量至关重要。
粘度过高会导致焊接时锡膏无法均匀涂覆在焊接区域,粘度过低则会导致锡膏流动过度,难以控制焊接形状。
因此,应根据焊接工艺和要求选择适当的粘度范围,通常为150,000-250,000cps。
3. 颗粒大小锡膏的颗粒大小直接影响其在焊接过程中的流动性和涂覆性。
较小的颗粒大小能够提供更好的涂覆性能和焊接质量,但同时也增加了锡膏的成本。
根据具体焊接需求,应选择适当的颗粒大小范围,通常为15-25μm。
4. 挤出力锡膏的挤出力指的是在一定条件下锡膏从喷嘴中挤出的力度,它直接影响锡膏的涂覆均匀性和稳定性。
较低的挤出力会导致锡膏涂覆不均匀,较高的挤出力则会导致锡膏溢出。
因此,应选择适当的挤出力范围,通常为150-250g。
5. 打开时间锡膏的打开时间指的是锡膏在暴露在空气中能保持涂覆性能的时间。
打开时间过长会导致锡膏变干,降低其涂覆性能,打开时间过短则会导致锡膏在存储和使用过程中易干燥。
根据具体需求,应选择适当的打开时间,通常为24-48小时。
6. 存储条件正确的存储条件对于保持锡膏的性能和质量至关重要。
锡膏应存放在干燥、阴凉的环境中,避免阳光直射和高温。
在使用过程中,应避免与氧气和湿气接触,及时封闭存储,以防止锡膏的质量受到影响。
总结起来,锡膏的选用标准包括成分、粘度、颗粒大小、挤出力、打开时间等方面的考虑。
选用锡膏几号粉的标准

选用锡膏几号粉的标准锡膏是一种常见的焊接辅助材料,适用于各种电子元器件的手工焊接和表面贴装。
不同规格的锡膏粉末适用于不同的焊接需求,选用锡膏几号粉应根据以下标准来确定:1. 焊点大小焊点大小是选用锡膏几号粉的首要考虑因素。
一般来说,焊点越小,需要使用的锡膏粉末就越细。
对于微型元器件的焊接,建议使用0.3-0.5mm的锡膏粉末,而对于较大的元器件,可选用1.0-1.2mm的锡膏粉末。
2. 焊接温度不同规格的锡膏粉末在焊接温度上也有不同的适用范围。
一般来说,锡膏粉末的熔点与其粒径成正比,因此粒径较小的锡膏粉末需要更高的焊接温度。
一般而言,使用0.3-0.5mm的锡膏粉末时,焊接温度应在240-260℃之间;使用1.0-1.2mm的锡膏粉末时,焊接温度可适当降低至220-240℃。
3. 焊接材料选用锡膏几号粉还应考虑焊接材料的种类。
对于不同种类的焊接材料,需要使用不同规格的锡膏粉末。
例如,在焊接铜线时,应使用较细的锡膏粉末,而在焊接铁线时,则可以使用较粗的锡膏粉末。
此外,在焊接不同种类的电子元器件时,也需要选择适合其尺寸和特性的锡膏粉末。
4. 焊接环境最后,选用锡膏几号粉还需要考虑焊接环境。
如果在高温、高湿度或高氧气环境下进行焊接,应选用具有更好氧化稳定性和抗氧化剂能力的锡膏粉末。
同时,在选择锡膏粉末时,还要考虑其对环境的影响,尽可能选择环保、无毒、无害的产品。
综上所述,选用锡膏几号粉需要根据焊点大小、焊接温度、焊接材料和焊接环境等多种因素来确定。
在实际应用中,还应根据具体情况进行调整和优化,以达到最佳的焊接效果。
锡膏粘度标准

锡膏粘度标准
锡膏是电子制造中常用的焊接材料,它的粘度对焊接质量有着
重要的影响。
因此,确定锡膏的粘度标准是非常关键的。
本文将对
锡膏粘度标准进行详细介绍,以便读者更好地了解和掌握相关知识。
首先,锡膏的粘度是指其在一定温度下的流动性能。
一般来说,锡膏的粘度越高,其流动性能越差,焊接质量也会受到影响。
因此,确定合适的锡膏粘度标准对于保证焊接质量至关重要。
其次,国际上对于锡膏粘度标准的规定主要是通过ISO标准进
行的。
ISO 1229标准规定了锡膏的粘度测试方法,包括使用粘度计
进行测试,以及测试温度和剪切速率的要求等。
这些标准的制定旨
在保证锡膏的粘度符合国际标准,从而保证焊接质量的稳定性。
另外,不同的焊接工艺对于锡膏的粘度要求也有所不同。
例如,对于手工焊接来说,锡膏的粘度可以适当偏高一些,以便于焊接工
人的操作。
而对于自动化焊接来说,锡膏的粘度则需要更加精确地
控制,以保证焊接质量和生产效率。
除此之外,锡膏的粘度还会受到环境温度的影响。
在高温环境
下,锡膏的粘度会降低,而在低温环境下则会增加。
因此,在实际应用中,需要根据具体的环境温度对锡膏的粘度进行调整,以保证其焊接性能。
综上所述,锡膏粘度标准是保证焊接质量的重要因素,国际上对于锡膏粘度标准的规定主要是通过ISO标准进行的。
在实际应用中,需要根据不同的焊接工艺和环境温度对锡膏的粘度进行合理调整,以保证焊接质量和生产效率。
希望本文能够对读者有所帮助,谢谢!。
锡膏粉号的划分
锡膏粉号的划分
锡膏粉号是指锡膏中锡粉颗粒的大小,通常以目数或粒度来表示。
锡膏粉号的划分是根据不同的标准和用途进行的。
以下是一些常见的锡膏粉号划分方式:
1. 目数:目数是指每英寸(25.4 毫米)长度上的筛网孔数。
目数越大,锡粉的颗粒越细。
常见的锡膏粉号目数包括200 目、300 目、400 目等。
2. 粒度:粒度是指锡粉颗粒的大小。
粒度通常以微米(μm)或纳米(nm)为单位表示。
常见的锡膏粉号粒度包括20μm、30μm、40μm 等。
锡膏粉号的选择取决于具体的应用和要求。
较细的粉号适用于高精度的焊接,例如SMT(表面贴装技术)焊接。
较粗的粉号适用于一些一般性的焊接需求。
在选择锡膏粉号时,需要考虑焊接的精度要求、电路板的设计、焊点的大小和形状等因素。
同时,还需要根据焊接工艺和设备的要求来选择合适的锡膏粉号。
需要注意的是,不同的制造商可能会使用不同的标准和方法来划分锡膏粉号,因此在选择锡膏时,最好参考制造商提供的规格和建议,以
确保选择适合特定应用的锡膏粉号。
锡膏红胶印刷品质检验规范标准
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
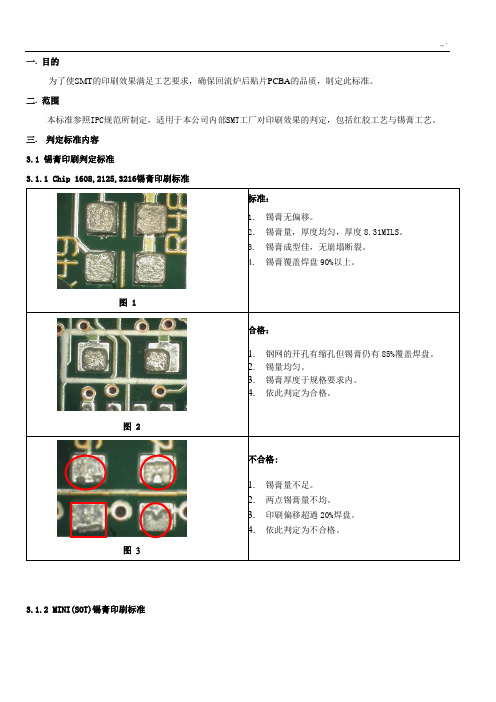
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 4标准:1.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图8 合格:1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。
锡膏厚度ipc标准
锡膏厚度ipc标准锡膏厚度IPC标准。
锡膏是电子焊接中常用的焊接材料,其厚度对焊接质量有着重要的影响。
IPC标准是国际电子行业的标准之一,对于锡膏厚度也有着详细的规定。
本文将对IPC标准中关于锡膏厚度的要求进行介绍,希望能对相关从业人员有所帮助。
IPC标准中对于锡膏厚度的要求主要包括两个方面,分别是最小厚度和最大厚度。
首先,IPC标准规定了锡膏的最小厚度,这是为了保证焊接的可靠性和稳定性。
在焊接过程中,如果锡膏的厚度过薄,容易导致焊接不良,甚至出现焊接点开路的情况。
因此,IPC标准规定了锡膏的最小厚度,以确保焊接质量。
另一方面,IPC标准也对锡膏的最大厚度进行了规定。
过厚的锡膏不仅会增加成本,而且在焊接过程中也容易出现问题。
过厚的锡膏在回流焊过程中,可能会导致焊料的溢出,从而影响电路板的正常工作。
因此,IPC标准对于锡膏的最大厚度也有着明确的规定,以确保焊接的稳定性和可靠性。
除了最小厚度和最大厚度的规定外,IPC标准还对锡膏厚度的测量方法进行了详细的说明。
在实际生产中,准确测量锡膏的厚度对于控制焊接质量至关重要。
IPC标准中介绍了多种测量方法,包括激光测量、X射线测量、光学测量等,以满足不同情况下的测量需求。
在实际生产中,为了确保锡膏厚度符合IPC标准的要求,需要严格控制生产工艺。
首先,选择合适的锡膏,确保其粘度和流动性符合要求。
其次,需要合理设计印刷工艺,确保锡膏能够均匀地覆盖在焊接点上。
最后,需要建立完善的检测机制,对焊接点的锡膏厚度进行实时监测,及时发现并纠正问题。
总之,IPC标准对于锡膏厚度有着详细的规定,这些规定旨在保证焊接质量和稳定性。
生产企业应当严格遵守IPC标准的要求,确保锡膏厚度符合规定,并且建立完善的质量控制体系,以提高焊接质量和可靠性。
同时,相关从业人员也应当加强对IPC标准的学习和理解,不断提升自身的专业能力,为电子行业的发展贡献自己的力量。
锡膏选用标准

锡膏选用标准
一般情况下,首先选择焊锡膏大类,再根据合金组成、颗粒度、粘度等指标来选择。
(二)、选择标准:
1、合金组份:一般情况下,选择Sn63/Pb37焊料合金组份即可满足焊接要求;对于有银(Ag)或钯(Pd)镀层器件的焊接,一般选择合金组份为Sn62/Pb36/Ag2的焊锡膏;对于有不耐热冲击器件的pcb焊接选择含Bi的焊粉。
2、锡膏的粘度(VISCOSITY):
在SMT的工作流程中,因为从印刷(或点注)完锡膏并贴上元件,到送入回流焊加热制程,中间有一个移动、放置或搬运PCB的过程;在这个过程中为了保证已印刷好(或点好)的焊膏不变形、已贴在PCB 焊膏上的元件不移位,所以要求锡膏在PCB进入回流焊加热之前,应有良好的粘性及保持时间。
A、对于锡膏的粘性程度指标(即粘度)常用“Pa·S”为单位来表示;其中200-600Pa·S的锡膏比较适合用于针式点注制式或自动化程度较高的生产工艺设备;印刷工艺要求锡膏的粘度相对较高,所以用于印刷工艺的锡膏其粘度一般在600-1200 Pa·S左右,适用于手工或机械印刷;
B、高粘度的锡膏具有焊点成桩型效果好等特点,较适于细间距印刷;而低粘度的锡膏在印刷时具有较快下落、工具免洗刷、省时等特点;
C、锡膏粘度的另一特点是:其粘度会随着对锡膏的搅拌而改变,在
搅拌时其粘度会有所降低;当停止搅拌时略微静置后,其粘度会回复原状;这一点对于如何选择不同粘度的锡膏有着极为重要的作用。
另外,锡膏的粘度和温度有很大的关系,在通常状况下,其粘度将会随着温度的升高而逐渐降低。
锡膏粘度标准
锡膏粘度标准锡膏是一种常用的焊接材料,用于电子元件的表面粘接。
在电子制造业中,焊接质量直接影响产品的可靠性和稳定性,而锡膏的粘度是影响焊接质量的重要因素之一。
因此,对锡膏的粘度进行标准化管理是非常重要的。
首先,我们需要了解什么是锡膏的粘度。
锡膏的粘度是指在一定温度下,锡膏的流动性能。
通俗来说,就是锡膏的“稠度”,粘度越高,锡膏的流动性越差,粘度越低,锡膏的流动性越好。
那么,为什么需要对锡膏的粘度进行标准化管理呢?首先,锡膏的粘度直接影响焊接质量。
如果锡膏的粘度过高,焊接时可能会出现焊料不易流动的情况,导致焊接不良;如果锡膏的粘度过低,焊料可能会过度流动,也会影响焊接质量。
其次,标准化管理可以保证生产过程的稳定性和一致性,提高生产效率,降低生产成本。
针对锡膏的粘度标准,国际上通常采用的是ASTM D2196标准测试方法。
该方法利用粘度计对锡膏的粘度进行测试,通过测量锡膏在一定温度下的流动性能来确定其粘度。
在实际生产中,我们可以根据ASTM D2196标准测试方法,结合生产工艺和产品要求,确定适合的锡膏粘度范围,并进行相应的管理和控制。
在管理锡膏的粘度时,首先需要建立相应的标准化管理体系,包括确定测试方法、建立测试标准、确定合格范围、制定监控措施等。
其次,需要配备相应的测试设备,如粘度计、恒温槽等,保证测试的准确性和可靠性。
同时,还需要对生产过程进行监控,及时发现并处理锡膏粘度超出标准范围的情况,确保产品质量。
除了管理和控制,我们还需要关注锡膏粘度的影响因素。
锡膏的粘度受温度、时间、剪切速率等因素的影响,因此在实际生产中,需要根据不同的工艺要求和产品特性,对这些影响因素进行合理的控制和调整,以确保锡膏的粘度在合适的范围内。
总的来说,锡膏的粘度标准化管理是电子制造业中非常重要的一环。
通过建立标准化管理体系、配备相应的测试设备、对生产过程进行监控,并合理控制锡膏粘度的影响因素,可以保证锡膏的质量稳定,提高焊接质量,确保产品的可靠性和稳定性。
锡膏检验标准

日本錫膏工業標準一日本工業標準JIS錫膏Z3284-19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上.註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
2.等級A之錫膏是用在一般普通的電路、電氣設備中。
锡膏厚度上下限标准

锡膏厚度上下限标准锡膏是电子制造中常用的焊接材料,其厚度的控制对于焊接质量至关重要。
锡膏厚度的上下限标准是指在实际生产中,对于锡膏的厚度应该控制在一个合理的范围内,以确保焊接质量和生产效率。
本文将就锡膏厚度上下限标准进行详细介绍。
锡膏厚度的上下限标准是根据实际生产需求和焊接质量要求而确定的。
一般来说,锡膏的厚度应该在一定的范围内,既不能太厚,也不能太薄。
如果锡膏厚度过厚,容易造成焊接后的焊点过高,影响元器件的安装和连接;如果锡膏厚度过薄,容易造成焊接后的焊点不饱满,影响焊接的可靠性和导电性。
因此,制定锡膏厚度的上下限标准是非常必要的。
首先,我们来看一下锡膏厚度的上限标准。
一般来说,锡膏的厚度上限标准是根据焊接工艺和元器件要求来确定的。
在实际生产中,一般会根据焊接工艺的要求,结合元器件的封装形式和尺寸,确定锡膏的厚度上限。
通常情况下,锡膏的厚度上限一般不会超过元器件焊盘的高度的50%。
这样可以确保焊接后的焊点不会过高,从而保证元器件的安装和连接质量。
其次,我们来看一下锡膏厚度的下限标准。
锡膏的厚度下限标准是指锡膏在实际生产中的最小厚度要求。
一般来说,锡膏的厚度下限标准是根据焊接工艺和元器件要求来确定的。
在实际生产中,一般会根据焊接工艺的要求,结合元器件的封装形式和尺寸,确定锡膏的厚度下限。
通常情况下,锡膏的厚度下限一般不会低于元器件焊盘的高度的30%。
这样可以确保焊接后的焊点饱满,从而保证焊接的可靠性和导电性。
综上所述,锡膏厚度的上下限标准是非常重要的。
制定合理的锡膏厚度上下限标准,可以确保焊接质量和生产效率。
在实际生产中,我们需要根据具体的焊接工艺和元器件要求,合理制定锡膏厚度的上下限标准,从而保证焊接质量和生产效率的同时,也可以提高产品的质量和可靠性。
因此,我们在生产过程中,务必严格按照锡膏厚度的上下限标准进行控制,以确保焊接质量和生产效率的同时,也可以提高产品的质量和可靠性。
锡膏尺寸的选择标准

锡膏尺寸的选择标准
在电子制造中,选择合适的锡膏尺寸对于焊接质量和可靠性至关重要。
以下是一些需要考虑的因素:
1. 零件尺寸:
* 零件的尺寸和形状会影响锡膏的涂抹和焊接效果。
一般来说,对于小尺寸零件,使用小直径的锡膏可以更好地控制焊接质量。
* 对于大尺寸零件,使用大直径的锡膏可以确保足够的润湿和连接。
2. 零件间距:
* 零件之间的间距会影响锡膏的印刷效果。
如果间距较小,使用小直径的锡膏可以更好地控制位置和量。
* 如果间距较大,使用大直径的锡膏可以确保足够的连接面积。
3. 印刷效果:
* 锡膏的印刷效果是影响焊接质量的关键因素之一。
选择合适的锡膏尺寸可以确保良好的印刷效果,从而获得更好的润湿和连接。
* 一般来说,使用小直径的锡膏可以更好地控制印刷效果,如线条的宽度和深度。
4. 粘度:
* 锡膏的粘度是影响其印刷和涂抹效果的重要因素。
如果粘度过高,可能会导致锡膏难以涂抹和印刷。
* 如果粘度过低,可能会导致锡膏容易流淌和滴落,从而影响焊接质量。
5. 成分:
* 锡膏的成分也会影响其尺寸的选择。
一些锡膏含有较少的助焊剂,因此可能需要使用较小的直径以便更好地控制焊接质量。
* 而另一些锡膏含有较多的助焊剂,可能会更容易流淌和滴落,因此可能需要使用较大的直径。
综上所述,选择合适的锡膏尺寸需要考虑多个因素,包括零件尺寸、零件间距、印刷效果、粘度和成分等。
根据实际情况进行选择可以获得更好的焊接效果和可靠性。
锡膏厚度和面积标准_概述说明以及解释

锡膏厚度和面积标准概述说明以及解释1. 引言1.1 概述在电子制造领域中,锡膏是一种常见的焊接材料,被广泛应用于印刷电路板(PCB)组装过程中。
锡膏的质量对于产品性能和可靠性具有重要影响。
其中,锡膏的厚度和面积是两个关键参数。
本文将详细介绍锡膏厚度和面积标准,并对其进行概述、解释和说明。
首先,我们将阐述锡膏厚度标准的定义、测量方法及其重要性。
接下来,我们会探讨这些标准在不同应用范围下的具体要求和限制。
此外,文章还将涵盖锡膏面积标准的定义、计算方法以及与质量控制之间的关系。
最后,本文还将讨论锡膏厚度和面积测量技术以及仪器评估,并给出技术选择和评价指标解析。
通过全面讨论这些主题,本文旨在为读者提供对于锡膏厚度和面积标准有深入了解的基础知识,并帮助读者更好地理解它们在电子制造行业中的重要性和应用。
1.2 文章结构本文将按照以下结构进行讨论:第2部分将详细介绍锡膏厚度标准。
首先,我们将给出锡膏厚度标准的定义,并介绍常用的测量方法。
接着,我们会探讨为什么锡膏厚度标准如此重要,并阐述其在不同情景下的应用范围。
第3部分将专注于锡膏面积标准。
我们会解释该标准的定义以及计算方法,并分析面积标准与质量控制之间的关系。
此外,文章还会对面积标准对产品性能的影响进行深入分析。
第4部分将涵盖锡膏厚度和面积测量技术与仪器评估。
我们会介绍常用的厚度测量技术和仪器,并深入探讨面积测量技术和仪器的特点及选型。
同时,我们也会提供相关评价指标来帮助读者在选择合适的技术和仪器时做出明智决策。
最后,在第5部分中,本文将总结主要研究发现,并指出当前存在的问题。
同时,未来研究方向也将被提出,以促进锡膏厚度和面积标准的进一步发展与改进。
1.3 目的本文的目的在于全面介绍和解释锡膏厚度和面积标准,在电子制造领域中对这些参数进行准确控制的重要性。
通过深入分析锡膏厚度和面积的定义、计算方法以及测量技术,希望读者能够更好地理解这些标准对产品质量、性能和可靠性所产生的影响。
锡膏的标准与测试方式
锡膏特性
▪ 粘着力测试 ▪ 粘着力测试非常重要,对于测试在高速贴
片过程中,锡膏对电子元件的粘接能力 ▪ 粘着力的测试方法依照650 的 2.4.44
助焊剂特性
▪ 扩展率测试 ▪ 扩展率是衡量锡膏活化性能的一个指标 ▪ 测试方法依照571E的4.7.7.2.2
助焊剂特性
▪ 铜镜测试(助焊剂引起的腐蚀) ▪ 测试目的是测试助焊剂的腐蚀性 ▪ 测试依照650 的 2.3.32
Thank You!
UMAX 姜华
ቤተ መጻሕፍቲ ባይዱ
坍塌测试
印刷网板的厚度为8 (0.2),上有四行平行的3.0 X 0.7狭缝。 狭缝间距以0.1的增量从0.4增至1.2
锡膏特性
▪ 锡球 ▪ 锡球测试是测试锡膏回流后,在未润湿的
底板上出现的小锡球 ▪ 测试方法依照650 的 2.4.43 ▪ 回流后将样板放在10X或20X的显微镜下观
察 ▪ 无成簇或大锡球 6.75
型R和 ▪ 型锡膏的水溶性电阻> 45 000 助焊剂类型
助焊剂特性
▪ 电子迁移 ▪ 测试依照 78 ▪ 测试焊点的绝缘阻抗是否下降,测试在高
温和潮湿的环境中,在外电压的作用下, 焊点是否生长出毛刺状的金属丝 ▪ 在21天后焊点的绝缘阻抗()测量值 > 0.1 (4 天) ▪ 毛刺状的形成物 < 20% 空间分布
高湿条件下的电绝缘性 ▪ 测试依照650 的2.6.3.3 ▪ >100 ▪ 测试完成24小时内将测试板放在10X 到
30X的显微镜下观察枝长和腐蚀状况
助焊剂特性
▪ 型锡膏的水溶性电阻 ▪ 查明助焊剂系统的电导率, 反映出助焊剂
的种类. ▪ 测试方法依照571E的4.7.3.2 ▪ 型锡膏的水溶性电阻> 100 000 助焊剂类
锡膏检验标准

日本錫膏工業標準一『更新时间:2004-6-24 10:06:28 』『点击数:2452 收藏』『作者:佚名| 来源:网络』日本工業標準 JIS錫膏 Z 3284 -19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上。
註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡膏的选择标准
一般情况下,首先选择焊锡膏大类,再根据合金组成、颗粒度、粘度
等指标来选择。
(二)、选择标准:
1、合金组份:一般情况下,选择Sn63/Pb37焊料合金组份即可满足焊接要求;对于有银(Ag)或钯(Pd)镀层器件的焊接,一般选择合金组份为Sn62/Pb36/Ag2的焊锡膏;对于有不耐热冲击器件的pcb焊接选择含Bi的焊粉。
2、锡膏的粘度(VISCOSITY):
在SMT的工作流程中,因为从印刷(或点注)完锡膏并贴上元件,到送入回流焊加热制程,中间有一个移动、放置或搬运PCB的过程;在这个过程中为了保证已印刷好(或点好)的焊膏不变形、已贴在PCB 焊膏上的元件不移位,所以要求锡膏在PCB进入回流焊加热之前,应有良好的粘性及保持时间。
A、对于锡膏的粘性程度指标(即粘度)常用“Pa·S”为单位来表示;其中200-600Pa·S的锡膏比较适合用于针式点注制式或自动化程度
较高的生产工艺设备;印刷工艺要求锡膏的粘度相对较高,所以用于印刷工艺的锡膏其粘度一般在600-1200 Pa·S左右,适用于手工或机械印刷;
B、高粘度的锡膏具有焊点成桩型效果好等特点,较适于细间距印刷;而低粘度的锡膏在印刷时具有较快下落、工具免洗刷、省时等特点;
C、锡膏粘度的另一特点是:其粘度会随着对锡膏的搅拌而改变,在
搅拌时其粘度会有所降低;当停止搅拌时略微静置后,其粘度会回复原状;这一点对于如何选择不同粘度的锡膏有着极为重要的作用。
另外,锡膏的粘度和温度有很大的关系,在通常状况下,其粘度将会随着温度的升高而逐渐降低。
3、目数(MESH):
在国内焊锡膏生产厂商多用锡粉的“颗粒度”来对不同锡膏进行分类,而很多国外厂商或进口焊锡膏多用“目数(MESH)”的概念来进行不同锡膏的分类。
目数(MESH)基本概念是指筛网每一平方英寸面积上的网孔数;在实际锡粉生产过程中,大多用几层不同网眼的筛网来收集锡粉,因每层筛网的网眼大小不同,所以透过每层网眼的锡粉其颗粒度也不尽相同,最后收集到的锡粉颗粒,其颗粒度也是一个区域值;
A、从以上概念来看,锡膏目数指标越大,该锡膏中锡粉的颗粒直径就越小;而当目数越小时,就表示锡膏中锡粉的颗粒越大;参考下表对照:
B、如果锡膏的使用厂商按锡膏的目数指标选择锡膏时,应根据PCB 上距离最小的焊点之间的间距来确定:如果有较大间距时,可选择目数较小的锡膏,反之即当各焊点间的间距较小时,就应当选择目数较大的锡膏;一般选择颗粒度直径约为模板开口的1/5以内。