公差与配合图解手册
合集下载
公差与配合手册24页PPT

6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
Thank you
公差与配合手册
1、合法而人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
公差与极限配合PPT课件

实际被测要素对理想直线的允许变动量。
60
精选PPT课件
1. 直线度公差
1)在给定平面内的直线度公差带
图2-21 给定平面内的直线度公差带
61
精选PPT课件
1. 直线度公差
2)在给定一个方向上的直线度公差带
图2-22 给定一个方向上的直线度公差带
62
精选PPT课件
1. 直线度公差
3)在给定相互垂直的两个方向上的直线度公差 带
34
精选PPT课件
1. 标准公差系列
(3)基本尺寸分段
i0.453 D0.00D 1
标准公差的值T= a i
35
精选PPT课件
1. 标准公差系列
(3)基本尺寸分段
例:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)
的IT6与IT7的公差值。
计算基本尺寸 D 30 503.873(mm)
36
27
精选PPT课件
图2-11 基孔制配合与基轴制配合
(3)配合公差
允许间隙或过盈的变动量称为配合公差。 间隙配合:配合公差=最大间隙—最小间隙 过盈配合:配合公差=最大过盈—最小过盈 过渡配合:配合公差=最大间隙+最大过盈
29
精选PPT课件
(3)配合公差
配合公差=轴公差+孔公差
30
精选PPT课件
三、公差与配合的基准制与公差等级
2. 基准制的选用 一般情况下,应优先选用基孔制。
51
精选PPT课件
三、公差与配合的基准制与公差等级
3. 公差与配合的选用
选择公差与配合的主要内容有:
1)确定基准制; 2)确定公差等级; 3)确定配合种类。
选择公差与配合的原则是在保证机械产 品基本性能的前提下,充分考虑制造的可 行性,并应使制造成本最低。
60
精选PPT课件
1. 直线度公差
1)在给定平面内的直线度公差带
图2-21 给定平面内的直线度公差带
61
精选PPT课件
1. 直线度公差
2)在给定一个方向上的直线度公差带
图2-22 给定一个方向上的直线度公差带
62
精选PPT课件
1. 直线度公差
3)在给定相互垂直的两个方向上的直线度公差 带
34
精选PPT课件
1. 标准公差系列
(3)基本尺寸分段
i0.453 D0.00D 1
标准公差的值T= a i
35
精选PPT课件
1. 标准公差系列
(3)基本尺寸分段
例:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)
的IT6与IT7的公差值。
计算基本尺寸 D 30 503.873(mm)
36
27
精选PPT课件
图2-11 基孔制配合与基轴制配合
(3)配合公差
允许间隙或过盈的变动量称为配合公差。 间隙配合:配合公差=最大间隙—最小间隙 过盈配合:配合公差=最大过盈—最小过盈 过渡配合:配合公差=最大间隙+最大过盈
29
精选PPT课件
(3)配合公差
配合公差=轴公差+孔公差
30
精选PPT课件
三、公差与配合的基准制与公差等级
2. 基准制的选用 一般情况下,应优先选用基孔制。
51
精选PPT课件
三、公差与配合的基准制与公差等级
3. 公差与配合的选用
选择公差与配合的主要内容有:
1)确定基准制; 2)确定公差等级; 3)确定配合种类。
选择公差与配合的原则是在保证机械产 品基本性能的前提下,充分考虑制造的可 行性,并应使制造成本最低。
公差与配合ppt课件

过渡配合:当孔与轴的公差带相互交叠, 既可能形成间隙配合,也可能 形成过盈配合。
3、配合公差
允许间隙或过盈的变动量称为配合公差。 间隙配合:配合公差=最大间隙—最小间隙 过盈配合:配合公差=最大过盈—最小过盈 过渡配合:配合公差=最大间隙—最大过盈
配合公差=轴公差+孔公差
四、标准公差系列与基本偏差系列
光滑圆柱形结合的极限与配合
形状和位置公差 表面粗糙度
例:一根轴的直径为 500.008 基本尺寸: 50 最大极限尺寸: 50.008 最小极限尺寸: 49.992 上偏差 = 50.008 - 50 =+ 0.008
下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016
φ0.01mm
0.05mm
例2、识读阶梯轴所注的形位公差的含义。
圆锥体任一截面的圆 度公差为0.04mm
0.04
A
0.05
φ18圆柱面的圆柱 度公差为0.05mm
C
60ο
60ο
φ22
+0.003
φ18 -0.001 M10
两端面
0.01 A
直径为φ22圆锥的大、小两 端面对该段轴的轴心线跳动 度公差为0.01mm
二、评定表面粗糙度的参数
★ 轮廓算术平均偏差——Ra ★ 微观不平度十点高度——Ry ★ 轮廓最大高度——Rz 优先选用轮廓算术平均偏差Ra
三、表面粗糙度的代号(符)号及其标注
1、表面粗糙度的符号
b
a1
a2
C(f)
ed
a1、a2——粗糙度高度参数代号及其数 值( μm );
b——加工要求、镀覆、表面处理或其它 说明等;
3、配合公差
允许间隙或过盈的变动量称为配合公差。 间隙配合:配合公差=最大间隙—最小间隙 过盈配合:配合公差=最大过盈—最小过盈 过渡配合:配合公差=最大间隙—最大过盈
配合公差=轴公差+孔公差
四、标准公差系列与基本偏差系列
光滑圆柱形结合的极限与配合
形状和位置公差 表面粗糙度
例:一根轴的直径为 500.008 基本尺寸: 50 最大极限尺寸: 50.008 最小极限尺寸: 49.992 上偏差 = 50.008 - 50 =+ 0.008
下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016
φ0.01mm
0.05mm
例2、识读阶梯轴所注的形位公差的含义。
圆锥体任一截面的圆 度公差为0.04mm
0.04
A
0.05
φ18圆柱面的圆柱 度公差为0.05mm
C
60ο
60ο
φ22
+0.003
φ18 -0.001 M10
两端面
0.01 A
直径为φ22圆锥的大、小两 端面对该段轴的轴心线跳动 度公差为0.01mm
二、评定表面粗糙度的参数
★ 轮廓算术平均偏差——Ra ★ 微观不平度十点高度——Ry ★ 轮廓最大高度——Rz 优先选用轮廓算术平均偏差Ra
三、表面粗糙度的代号(符)号及其标注
1、表面粗糙度的符号
b
a1
a2
C(f)
ed
a1、a2——粗糙度高度参数代号及其数 值( μm );
b——加工要求、镀覆、表面处理或其它 说明等;
公差与配合 ppt课件

轴的公差带之间的关系。
间隙或过盈: δ=孔的实际尺寸-轴的实际尺寸
δ≥0 间隙 δ≤0 过盈
2) 配合的种类
① 间隙配合 具有间隙(包括最小间隙等于零)的配合。
孔的公差带 在轴的公差 带之上
图例: 孔 轴
最大极限尺寸 最小极限尺寸
最大间隙 最小间隙 最小极限尺寸 最大极限尺寸 最大间隙 最小间隙
② 过盈配合 具有过盈(包括最小过盈等于零)的配合。
限值。 最大极限尺寸: 孔或轴允许尺寸的最大值。
最小极限尺寸: 孔或轴允许尺寸的最小值。
零件合格的条件:
最大极限尺寸≥实际尺寸≥最小极限尺寸
例:一个孔的直径为400.005 基本尺寸: 40 最大极限尺寸: 40.005 最小极限尺寸: 39.995 零件合格的条件: 40.005≥实际尺寸≥ 39.995
mm
公
尺 寸 分段
差
等 级
0.5~ > >6~ > > 3 3~6 30 30~ 120~
120 400
>
>
>
400~ 1000~ 2000~
1000 2000 4000
f(精密级)±0.05 ±0.0 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
—
5
m(中等 ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 级)
借用尺寸线作为分数线
20H8 20f7
⒉零件图上极限的标注
1) 标注公差带代号
优点: 配合精度明确,标注简单,便于与 装配图对照。
缺点:数值不直观。 用途:适用于量规检测的尺寸和大量生产。
-0.020 -0.041
20+00.032
2)标注极限偏差
间隙或过盈: δ=孔的实际尺寸-轴的实际尺寸
δ≥0 间隙 δ≤0 过盈
2) 配合的种类
① 间隙配合 具有间隙(包括最小间隙等于零)的配合。
孔的公差带 在轴的公差 带之上
图例: 孔 轴
最大极限尺寸 最小极限尺寸
最大间隙 最小间隙 最小极限尺寸 最大极限尺寸 最大间隙 最小间隙
② 过盈配合 具有过盈(包括最小过盈等于零)的配合。
限值。 最大极限尺寸: 孔或轴允许尺寸的最大值。
最小极限尺寸: 孔或轴允许尺寸的最小值。
零件合格的条件:
最大极限尺寸≥实际尺寸≥最小极限尺寸
例:一个孔的直径为400.005 基本尺寸: 40 最大极限尺寸: 40.005 最小极限尺寸: 39.995 零件合格的条件: 40.005≥实际尺寸≥ 39.995
mm
公
尺 寸 分段
差
等 级
0.5~ > >6~ > > 3 3~6 30 30~ 120~
120 400
>
>
>
400~ 1000~ 2000~
1000 2000 4000
f(精密级)±0.05 ±0.0 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
—
5
m(中等 ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 级)
借用尺寸线作为分数线
20H8 20f7
⒉零件图上极限的标注
1) 标注公差带代号
优点: 配合精度明确,标注简单,便于与 装配图对照。
缺点:数值不直观。 用途:适用于量规检测的尺寸和大量生产。
-0.020 -0.041
20+00.032
2)标注极限偏差
最新国家标准规定的公差带与配合课件PPT
2、轴颈和外壳孔径公差带的选择
✓ 向心轴承和轴、外壳孔的配合,轴、孔的 公差带见表2.22、表2.23;
✓ 推力轴承和轴、外壳孔的配合,轴、孔的 公差带见表2.24、表2.25;
✓ 轴颈和外壳孔的几何公差、表面粗糙度见 表2.27、表2.28。
轴颈和外壳孔公差带选择考虑因素
(1)负荷种类 ① 局部负荷:套圈与其上作用的径向负荷
轴承配合设计实例.1
解:① 一般传动机械,转速不高,选0级 轴承。
② 负荷种类:内圈随轴转动,承受循环载 荷;外圈固定,承受局部载荷。
③ 负荷大小:查机械工程手册,额定动负 荷C=33354N,P/C=0.086,即 0.07C<P<0.15C,属于正常负荷。
轴承配合设计实例.2
④ 公差等级: 轴颈公差查表2.22,初选φ55k5;
2.自愿(不违反法律及道德) 如人体器官买卖,《九品芝麻官》,生死契约,拳击比赛 3.公平 (1)当事人双方利益公平 (2)己方与第三方利益公平 小狗丁丁,吉娃娃,照片附,于5月10号在本小区丢失,
拾获者赠3万!电话:123456
基本原则
4.诚实守信 如:东航集体返航事件;卖衣服的商家说辞 5.遵守法律,不损害公序良俗 如:借腹生子
(一)概念 格式条款是当事人为了重复使用而预先拟定,并在订立合
同时未与对方协商的条款。 (二)限制规定(中国) 1.提供方义务(说明,提醒注意免责条款) 2.某些条款无效(三点) 如工伤免责,免费停车场 3.对格式条款的解释(不利于订立方)
案例
赵先生外出,将汽车停放在甲停车场,并交了停车场 ,停车管理员提醒赵先生关注停车收费单上印有“丢 车不管”的字样,赵先生锁好车便离开了,5个小时 后,当他返回停车场取车时,车不见了。赵先生便要 求甲停车场赔偿,可甲停车场管理人员以当已声明“ 丢车不管”为由拒绝承担赔偿责任。试分析甲停车场 的说法是否合法?为什么?
公差与配合详细图解
返回文挡 B
28
任意方向上的直线度(P82)
返回文挡 B
29
平行度(以面为基准、面/面)(P80)
返回文挡
B
30
平行度(以面为基准、线/面)(P80)
返回文挡
B
31
平行度(以轴线为基准、面/线)(P87)
返回文挡
B
32
平行度(以轴线为基准、线/线1)(P81)
B
返回文挡 33
平行度(以轴线为基准、线/线2)(P88)
返回文挡
B
40
倾斜度(线/基准平面)(P83)
返回文挡
B
41
被测轴线对基准轴线同轴度(P88)
返回文挡B
42
点的同心度
返回文挡
B
43
对称度(面/基准平面)(P91)
返回文挡
B
44
对称度(面/基准中心平面)
返回文挡
B
45
对称度(面/基准公共中心平面)
返回文挡
B
46
线的位置度1(P83)
B
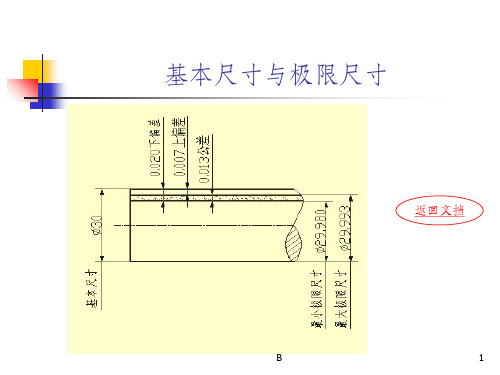
基本尺寸与极限尺寸
返回文挡
B
1
公差与配合示意图(P10)
返回文挡
B
2
公差带图(P9)
返回文挡
B
3
间隙配合(P10)
最大间隙: Xmax=Dmax-dmin=ES-ei 最小间隙: Xmin=Dmin-dmax=EI-es 平均间隙: Xav=1/2( Xmax+Xmin)
B
返回文挡
4
过盈配合(P10)
公差等级 IT01 IT0 IT1
公式 0.3+0.008D 0.5+0.012D 0.8+0.020D
普通螺纹的公差与配合(共28张PPT)

外螺纹:M20—5g6g—S
内螺纹:M20×1.5左—6H 内外螺纹配合时:M20×2—6H/5g6g—S
外螺纹:
内螺纹:
d 2 m d 2 sfp f/2
D 2 m D 2 s fp f/2
中径公差:
对于普通螺纹,影响其互换性的主要参数是中径、螺距和牙 型半角。由于螺距偏差和牙型半角偏差对螺纹互换性的影 响均可以折算成中径当量,并与中径尺寸偏差形成作用中 径。考虑到作用中径的存在,可以不单独规定螺距公差和 牙型半角公差,而仅规定一项中径公差,用以控制中径本 身的尺寸偏差、螺距偏差和牙型半角偏差的综合影响。
螺距累积偏差对旋合性的影响例如:
图8-2
2.螺距偏差的影响〔3〕: 同理,假设外螺纹具有根本牙型,与仅存在螺距偏差的内螺纹 与其结合。设在N个螺牙的旋合长度内,内螺纹存在ΔPΣ。为 保证旋合性,就必须将内螺纹中径增大一个数值fp。fp就是为 补偿螺距累积误差而折算到中径上的数值,称为螺距误差的中 径当量。两种情况下的当量计算公式为:
fP 1.732P
3.牙型半角偏差的影响〔1〕:
牙型半角偏差是指牙型半角的实际值对公称值的代数差,是螺 纹牙侧相对于螺纹轴线的位置误差。对螺纹的旋合性和联接 强度均有影响。牙型半角偏差对旋合性的影响如图8-3所示 。
牙型半角偏差对旋合性影响例如:
图8-3
3.牙型半角偏差的影响〔2〕
外螺纹:外螺纹存在牙型半角偏差时,必须将外螺纹牙型沿 垂直螺纹轴线的方向下移,从而使外螺纹的中径减小一个
2.传动螺纹 这类螺纹通常用于传递运动或动力。螺纹联接的使用要
求是传递动力的可靠性或传递位移的准确性
3.紧密螺纹:
这类螺纹用于密封联接。螺纹的使用要求是结合紧密,
内螺纹:M20×1.5左—6H 内外螺纹配合时:M20×2—6H/5g6g—S
外螺纹:
内螺纹:
d 2 m d 2 sfp f/2
D 2 m D 2 s fp f/2
中径公差:
对于普通螺纹,影响其互换性的主要参数是中径、螺距和牙 型半角。由于螺距偏差和牙型半角偏差对螺纹互换性的影 响均可以折算成中径当量,并与中径尺寸偏差形成作用中 径。考虑到作用中径的存在,可以不单独规定螺距公差和 牙型半角公差,而仅规定一项中径公差,用以控制中径本 身的尺寸偏差、螺距偏差和牙型半角偏差的综合影响。
螺距累积偏差对旋合性的影响例如:
图8-2
2.螺距偏差的影响〔3〕: 同理,假设外螺纹具有根本牙型,与仅存在螺距偏差的内螺纹 与其结合。设在N个螺牙的旋合长度内,内螺纹存在ΔPΣ。为 保证旋合性,就必须将内螺纹中径增大一个数值fp。fp就是为 补偿螺距累积误差而折算到中径上的数值,称为螺距误差的中 径当量。两种情况下的当量计算公式为:
fP 1.732P
3.牙型半角偏差的影响〔1〕:
牙型半角偏差是指牙型半角的实际值对公称值的代数差,是螺 纹牙侧相对于螺纹轴线的位置误差。对螺纹的旋合性和联接 强度均有影响。牙型半角偏差对旋合性的影响如图8-3所示 。
牙型半角偏差对旋合性影响例如:
图8-3
3.牙型半角偏差的影响〔2〕
外螺纹:外螺纹存在牙型半角偏差时,必须将外螺纹牙型沿 垂直螺纹轴线的方向下移,从而使外螺纹的中径减小一个
2.传动螺纹 这类螺纹通常用于传递运动或动力。螺纹联接的使用要
求是传递动力的可靠性或传递位移的准确性
3.紧密螺纹:
这类螺纹用于密封联接。螺纹的使用要求是结合紧密,
第1章公差配合

9
ES Dmax D, EI Dmin D
es dmax d , ei dmin d
a Da D,a da d
上、下极限偏差可以为正、负或零。偏差值除零外,前面必须冠 以正负号。极限偏差用于控制实际偏差。实际偏差若介于上极限 偏差与下极限偏差之间,则该尺寸合格。
公差配合与测量技术
1
第1章 公差配合
本章主要内容为 : •公差配合的基本术语及定义 •公差配合标准的基本知识 •公差与配合的选用
2
公差配合设计包括零件精度,零件与零件之间、 部件与部件之间的相互位置精度。零件的公差 配合分为尺寸公差、形状(宏观和微观) 公差 以及同一零件上各要素之间的位置公差,这三 者往往又是相互关联的。零件在制造过程中, 由于工艺系统本身存在误差,加上操作者的主 观原因,最后所获得的尺寸不可能正好等于设 计值,这样就存在尺寸误差。尺寸误差必须限 制在尺寸公差带之内,而尺寸公差带的大小和 位置是否合格又直接取决于尺寸公差的大小。 为了保证零件的互换性便于设计、制造、检测 与维修,需要对零件的尺寸公差与它们之间的 配合实行标准化。
基孔制和基轴制中两个基准件的公差带都是按向体原则分布的,即 按加工时尺寸变化的方向分布的,它们均处于工件的实体之内。基
26
图1-12 基准制配合
1.2 公差配合标准的基本知识
公称尺寸不大于500 mm的零件在产品中应用最广,因此,这 一尺寸段称为常用尺寸段。为了使极限与配合实现标准化,规 范尺寸精度设计,我国国家标准GB/T 1800.1—2009中规定了两 个基本系列,即标准公差系列和基本偏差系列。其中,标准公 差决定公差带的大小,基本偏差决定公差带的位置。
Ymax EI es (0 61)μm 61μm
ES Dmax D, EI Dmin D
es dmax d , ei dmin d
a Da D,a da d
上、下极限偏差可以为正、负或零。偏差值除零外,前面必须冠 以正负号。极限偏差用于控制实际偏差。实际偏差若介于上极限 偏差与下极限偏差之间,则该尺寸合格。
公差配合与测量技术
1
第1章 公差配合
本章主要内容为 : •公差配合的基本术语及定义 •公差配合标准的基本知识 •公差与配合的选用
2
公差配合设计包括零件精度,零件与零件之间、 部件与部件之间的相互位置精度。零件的公差 配合分为尺寸公差、形状(宏观和微观) 公差 以及同一零件上各要素之间的位置公差,这三 者往往又是相互关联的。零件在制造过程中, 由于工艺系统本身存在误差,加上操作者的主 观原因,最后所获得的尺寸不可能正好等于设 计值,这样就存在尺寸误差。尺寸误差必须限 制在尺寸公差带之内,而尺寸公差带的大小和 位置是否合格又直接取决于尺寸公差的大小。 为了保证零件的互换性便于设计、制造、检测 与维修,需要对零件的尺寸公差与它们之间的 配合实行标准化。
基孔制和基轴制中两个基准件的公差带都是按向体原则分布的,即 按加工时尺寸变化的方向分布的,它们均处于工件的实体之内。基
26
图1-12 基准制配合
1.2 公差配合标准的基本知识
公称尺寸不大于500 mm的零件在产品中应用最广,因此,这 一尺寸段称为常用尺寸段。为了使极限与配合实现标准化,规 范尺寸精度设计,我国国家标准GB/T 1800.1—2009中规定了两 个基本系列,即标准公差系列和基本偏差系列。其中,标准公 差决定公差带的大小,基本偏差决定公差带的位置。
Ymax EI es (0 61)μm 61μm
公差与配合PPT课件

EI EI dmin
ES dmin
dmax
TTd ddemsaxedi min ei demsin dmax
Td es ei ei es
3).零线与公差带
在公差与配合图解(简称公 差带图)中,确定偏差的一 条基准直线,称为零线。 通常用零线来表示基本尺寸。 公差带:在公差带图中,由 代表上、下偏差的两条直线 所限定的一个区域,称为尺 寸公差带。
范围; 3、位置公差:零件几何要素的位置允许的变动
范围。
公差是产品设计时给定的
2.4.2 尺寸公差与配合
1 公差与配合的术语和定义 (1) 尺寸 1) 基本尺寸
设计时给定的尺寸称为基本尺寸。孔的 基本尺寸为D,轴的基本尺寸d。 孔主要指圆柱形内表面。 轴主要指圆柱形外表面。
实际尺寸和极限尺寸
标准公差与基本偏差
(1) 标准公差 标准公差是指国际的标准公差数值中 所列的、用以确定公差带大小的任一 公差值。(表2.4)
基本尺寸 mm
公差等级 um
大 至 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT1
标于 准┆ ┆
0 ┊┊┊┊┊ ┊
公 30 50 ┉ 7 11 16 25 39 62 ┉
公差与配合
1 概述
互换性的基本概念
互换性是指某一产品(包括零件、部件)与另一产品在尺 寸、功能上能够彼此互相替换的性能。
完全互换:从同一规格的一批零件中任取一件, 不经任何修配就能装到部件或机器上,而且能满 足规定的性能要求。这种互换性称为完全互换。
不完全互换:如果把一批两种互相配合的零件按 尺寸大小分成若干组,在一个组内的零件才有互 换性;或者虽不分组,但需做少量修配和调整工 作,才具有互换性,这种互换性称不完全互换。
公差配合课件
图2-28
面轮廓度公差带
(三) 位置公差和位置误差
几何要素→关联要素→基准要素 位置公差是关联实际要素的位置对基准的变动全量。 位置公差带 是限制关联实际要素变动的区域,被测实际要素 要在此区域内才合格。 位置公差包括:定位位置公差 定向位置公差 跳动位置公差
1.定向位置公差
1)平行度 被测实际要素相对于基准要素的方向成0º 的要求。
图2-24 平面度公差带
3. 圆度公差
实际被测要素对理想圆的允许变动量,其公差带是垂直于 轴线的任一截面上半径差为公差值t的两个同心圆间的区域。
图2-25 圆度公差带
4. 圆柱度公差
实际被测要素对理想圆柱的允许变动量,其公差带是半径 差为公差值t的两同轴圆柱面之间的区域。
图2-26 圆柱度公差带
径向圆跳动
径向圆跳动用于控制圆柱表面任一横截面上的跳动量。
图2-35
径向圆跳动公差带
端面圆跳动
端面圆跳动用于控制端面任一测量直径处,在轴 向方向的跳动量。
图2-36
端面圆跳动公差带
斜面圆跳动
斜面圆跳动用于控制圆锥面在法线方向的跳动量。
3.跳动位置公差—全跳动
整个被测实际要素相对于基准要素的允许跳动 总量。 根据允许变动的方向的不同,全跳动可分为: 径向全跳动 端面全跳动 斜向全跳动
(3)基本尺寸分段
i 0.45
3
D 0.001 D
标准公差的值T= a i 例:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)的IT6 与IT7的公差值。 计算基本尺寸 (mm)
D
公差单位
30 50 38.73
i
0.45 3 38.73 0.001 38.73 1.56 (mm) IT6 = 10 i = 10×1.56≈16 (mm) IT7 = 16 i = 16×1.56≈24.97≈25 (mm)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭
州通灵
杭州通灵。