第一章 现场总线概述
第1章现场总线概述
控制系统的发展史
控制系统的发展史
控制系统的发展史
3. 50年代末60年代初:集中控制方式
计算机用于生产过程直接数字控制,造价高,一台
计算机控制全厂的生产过程,整个系统控制任务的
集中。
特点:控制集中、管理集中
缺点:受硬件水平限制,计算机可靠性低,一旦发
生故障,全厂生产瘫痪。
集中控制系统
-传输延迟大小
响应时间
-对突发事件的处理能力
系统巡回时间
-系统总体控制周期
传输速度快
指单位时间内传输的信息
-通常以每秒钟传输的位数,即bps(bits per second)表示
不同的现场总线传输速率不一样
-看主要的应用场合 -如FF H1用于连续、慢变化过程变量与控制信号的传 输,为31.25Kbps -HSE则应用于大量信息流传输、响应速度要求很高的 场合,为100Mbps或更高
与一般通信技术的区别
一般通信技术只是能实现信息的传输
现场总线是一种控制系统框架
一种全新的控制系统结构,即:
现场总线控制系统FCS(Fieldbus Control System)代替传统控制系统DCS
现场总线还包括网络上的所有设备能够进行信 息互访与互换 总线上的设备之间能够进行互操作和系统集成
1.1.1 什么是现场总线
现场总线是应用在生产现场、ห้องสมุดไป่ตู้接智
能现场设备和自动化测量控制系统的 数字式、双向传输、多分支结构的通
信网络
双向 多节点 开放标准 全数字 自动化领域的计算机局域网
现场总线在企业信息网络中的位置
企业信息网络的功能层次:现场总线是底层 通信控制网络
现场总线总结
河海大学计算机与信息学院(常州)课程总结报告题目现场总线课程总结专业、学号授课班号学生姓名指导教师完成时间2011年12月28第一章:概述一、现场总线基本概念1、现场总线的基本概念(原始思想):用一个开放的、互可操作的、多点的数字通信系统代替已使用很久的4~20mA 标准。
(4-20mA信号是国际通用标准信号,是连接仪表、变送设备、控制设备、计算机采样设备的一种标准。
与此相对应的信号有:0-10mA、0-5V、0-10V等)2、现场总线的由来:1、数据采集与处理系统;2、直接数字控制系统;3、监督计算机控制系统;4、集散控制系统;5、现场总线控制系统(Field Control System)。
二、现场总线的定义1、现场总线的定义:安装在制造或过程区域的现场装置与控制室内的自动控制装置之间的数字式、双向、串行、多点通信的数据总线称为现场总线。
是一种用于底层工业控制和测量设备,如变送器(transducers)、执行器(actuators)和本地控制器(local controllers)之间的数字式、串行、多点通信的数据总线。
现场总线是一种串行的数字数据通信链路,它沟通了生产过程领域的基本控制设备(现场设备)之间以及更高层次自动控制领域的自动化控制设备(车间级设备)之间的联系,现场总线一般应被看作是一个系统、一个网络或一个网络系统,它应用于现场测量和/或控制目的。
2、现场总线的特点(1)、开放性;(2)、互可操作性与互换性;(3)、现场设备的智能化与功能自治性;(4)、系统结构的高度分散性;(5)、对现场环境的适应性;(6)、系统可靠性;(7)、信息一致性;(8)、经济性;(9)、易于安装维护。
3、现场总线与计算机网络区别(1)实时性;(2)环境适应性和安全性;(3)额外开销;(4)逻辑链路控制形式;(5)通信要求;三、现场总线的现状按照国际标准化组织(ISO)制定的开放系统互连(OSI)参考模型建立的。
1第一章现场总线技术概述2024定稿

1第一章现场总线技术概述2024定稿现场总线(Fieldbus)技术是一种用于自动化控制系统的通信协议和网络体系结构。
它通过在工厂设备和控制器之间建立数据通信通道,实现工业自动化过程中的传感器、执行器和控制器之间的信息交换。
现场总线技术的出现,使得工业自动化系统更加智能、可靠和高效。
现场总线技术的主要特点和优势之一是实时性。
与传统的串行通信方式相比,现场总线技术可以实现高速、实时的数据传输。
通过使用实时总线协议,传感器和执行器可以与控制器之间进行快速的数据交换,以满足对实时性要求较高的工业自动化过程。
现场总线技术的另一个特点是通信能力。
传感器和执行器通过现场总线可以实现双向的信息交换,即不仅可以将数据发送到控制器,还能够接收控制器发送的指令和参数。
这种通信能力使得工业自动化设备的配置和调试更加灵活和简化。
除了实时性和通信能力,现场总线技术还具有可扩展性和可靠性。
现场总线网络可以适应不同的工业环境和应用需求,通过添加或删除节点实现系统的可扩展。
同时,现场总线网络还具备冗余和故障恢复功能,能够快速检测和处理通信故障,提高工业自动化系统的可靠性和稳定性。
在现场总线技术中,常见的协议和网络体系结构包括Profibus、CANopen、DeviceNet、Modbus等。
每种协议和网络结构都有其特点和适用领域,可以根据具体的工业自动化需求选择合适的协议和网络结构。
总之,现场总线技术是工业自动化领域中的一种重要通信协议和网络体系结构。
它通过实现传感器、执行器和控制器之间的信息交换,使得工
厂设备和系统能够实现高速、实时的数据传输,提高工业自动化系统的智能性、可靠性和效率。
现场总线技术 CH1B-现场总线

中国矿业大学机电工程学院-张有忠 ©版权所有 2012-08
6
现场总线引论(续5)
CAN BUS 1983,t Bosch GmBH公司,针对汽车开发 到目前为止唯一有国际标准的现场总线 多主方式,任意节点可在任意时刻向线上其它设备发 送信息-无主方式 CAN上节点分成丌同优先级,可满足丌同的实时要求 采用非破坏性总线仲裁技术
美国Fisher-Rosemount, Foxboro, 横河, ABB, 西门子、Honeywell 等200余家公司,致力于开发国际上统一的现场总线协议 分低速H1,高速H2两种通信速率 H1:31.25Kbps,1900m(可加中绠延长),支持总线供电,支持本质 安全防爆环境 H2:1Mbps,2.5Mbps两种,750m或500m 支持双绞线、光缆、无线 加工自动化,过程控制….
中国矿业大学机电工程学院-张有忠 ©版权所有 2012-08
5
现场总线引论(续4)
现场总线技术
PROFIBUS
德国国家标准DIN19245和欧洲标准EN50170定义的现场总线 9.6Kbps-12Mbps 100m/12Mbps,400m/1.5M,可用中绠器延长至10Km 双绞线,光缆 最多127站点 总线供电 支持本质安全防爆环境 加工自动化,过程自动化,纺织,楼宇自动化,可编程控制器, 低压开关
现场总线技术
第一章 概述
教材: 作者: 现场总线CAN原理不应用技术 绕运涛、邹绠军、郑勇荟
中国矿业大学/机电学院 2012-08
现场总线引论
现场总线技术
一、现场总线 什么是现场总线?
现场总线是应用在工业现场、工业设备最底层的一 种总线型拓扑结构 特性
现场总线课件第1章PPT课件

02
现场总线技术的体系结构
现场总线的技术体系
现场总线的技术体系包括物理层、数据链路层和应用层。其中,物理层定义了总线的物理特性,如总 线的传输介质、电气接口等;数据链路层定义了数据传输的规则,如数据帧格式、流量控制等;应用 层定义了设备之间的通信协议和信息交换方式。
现场总线的技术体系还包括设备描述层和系统管理层。设备描述层用于描述设备的功能和属性,以便 于其他设备识别和连接;系统管理层则负责整个系统的调度和管理,包括设备的配置、监控和维护等 。
现场总线课件第1章 ppt课件
目 录
• 现场总线概述 • 现场总线技术的体系结构 • 现场总线技术的应用领域 • 现场总线技术的发展趋势与未来
展望 • 总结
01
现场总线概述
现场总线的定义
总结词
现场总线是一种用于工业自动化系统的通信协议,它允许不同设备之间进行实时 、双向、多节点通信。
详细描述
现场总线是一种通信协议,专门为工业自动化系统设计。它允许多个设备或节点 在同一个网络上进行实时、双向的数据交换。通过现场总线,各种传感器、执行 器、控制器等设备可以相互连接,形成一个完整的自动化系统。
现场总线的主要特点
要点一
总结词
现场总线具有实时性、可靠性和开放性等特点。
要点二
详细描述
现场总线作为一种通信协议,具有实时性、可靠性和开放 性等重要特点。实时性是指现场总线能够快速地传输数据 ,满足工业控制系统的实时需求。可靠性则是指现场总线 具有很强的抗干扰能力,能够保证数据传输的准确性和稳 定性。开放性则意味着现场总线遵循国际标准,不同厂商 的设备可以相互连接和集成,提高了系统的可扩展性和互 操作性。
化的市场需求和工业环境。
现场总线技术概述

信息量大、易操作、容错性好等。
组成:由操作站、管理机和外部设备(如打印机)等组 成,相当于车间操作管理级和全厂优化及调度管理级, 实现人机接口。
1.2.1 DCS的结构
3.通信系统部分
连接分散过程控制装置以及集中操作和管理系统等 进行信息交换和数据共享的计算机通信网络,是DCS 控制系统的中枢。
由于嵌入式技术的发展,许多测量变送仪表和执行机构等现场设 备实现了智能化,即内置微处理器,完成诸如线性化、量程转换、 数字滤波甚至回路调节等功能。
因此,对于这些智能现场设备增加一个串行数据接口(如RS232/485)是非常方便的。有了这样的接口, 控制器就可以按其 规定协议,通过串行通信方式(而不是并行I/O方式)完成对现场 设备的监控。
的模拟量接口(4~20mA) 双向通信方式使传输的信息量大大丰富
1.1 自动控制系统的发展及体系结构
(4)现场总线控制系统Fieldbus Control System
操作站
通信接口
现场总线
监控网络
通信接口 现场总线接口
控制回路
1.1 自动控制系统的发展及体系结构
(4)现场总线控制系统Fieldbus Control System
FCS的新特征 FCS用现场总线替代DCS中的I/O总线,并且直接用
于生产现场; FCS用现场总线数字仪表替代DCS中的现场模拟仪表,
实现更复杂的功能。
1.1 自动控制系统的发展及体系结构
传统控制系统的主要缺点
(1)信息集成能力不强 控制器与现场设备之间通过I/O连线连接,传送4~20mA模拟量信 号或24VDC开关量信号,并以此监控现场设备。 控制器获取信息量有限,如设备参数、故障记录等有用数据很难 得到。
现场总线技术概述

二、几种典型的现场总线介绍
WorldFIP 传输媒体可以是屏蔽双绞线或光纤。 传输速率为: 31.25K bps用于过程控制;1M bps 用于加工制造系统;2.5M bps用于驱动系统。 标准速率为1M bps,使用光纤时最高速率可达5M bps。 目前WorldFIP的总线产品有法国Schneider公司的 Modicon-TBXplc系统;ALSTHOM公司的S-900 SCADA系统等。
二、几种典型的现场总线介绍
PROFIBUS现场总线 PROFIBUS有三个部分组成:
PROFIBUS-FMS(Field Message Specification):主要 是用来解决车间级通用性通讯任务。可用于大范围和复杂的 通讯。总线周期一般小于100ms。 PROFIBUS-DP(Decentralized Periphery):经过优化的 高速和便宜的通信总线,它的设计是专门为自动控制系统与 分散的I/O设备级之间进行通信使用的。总线周期一般小于 10ms。 PROFIBUS-PA(Process Automation):专门为过程自 动化设计的,它可使传感器和执行器按在一根共用的总线 上,甚至在本质安全领域也可接上。根据IEC1158-2标 准,PROFIBUS-PA用双绞线进行总线供电和数据通信。
第一章 现场总线技术概述
主要内容
第一节 现场总线的产生 第二节 现场总线的概念及分类 第三节 现场总线的特点和优点 第四节 现场总线标准的制定 第五节 现场总线的现状
第一节 现场总线的产生
在过程控制领域: 从20世纪50年代至今的信号标准:4-2OmA (0-5V)的 模拟信号。 20世纪70年代,数字式计算机引入到测控系统中,进行 集中式控制处理。 20世纪80年代,微处理器在控制领域得到应用,嵌入到 各种仪器设备,形成分布式(DCS)控制系统。
现场总线课后答案
现场总线课后答案第一章现场总线技术概述1.自动控制系统的发展经历了哪几个阶段?大致经历了四个发展阶段,具体如下:20世纪50年代以前是模拟仪表控制系统;直接数字控制系统;70年代中期出现集散控制系统;90年代后期现场总线控制系统。
2.DCS控制系统的结构包括哪几部分?包括三部分:分散过程控制装置部分,操作管理装置部分,通信系统部分3.现场总线的基本定义?现场总线(Fieldbus):是用于过程自动化或制造自动化中的,实现智能化现场设备(例如,变送器、执行器、控制器)与高层设备(例如主机、网关、人机接口设备)之间互联的,全数字、串行、双向的通信系统。
5.现场总线控制系统的技术特点。
1.开放性;2.全数字化;3.双向通信;4.互可操作性与互用性;5.现场设备的智能化与功能自治性6.系统结构的高度分散性7.对现场环境的适应性6. FCS相对于DCS具有哪些优越性?1.FCS实现全数字化通信2.FCS实现彻底的全分散式控制3.FCS实现不同厂商产品互联、互操作4.FCS增强系统的可靠性、可维护性5.FCS降低系统工程成本7.分析现场总线的现状,展望其发展前景。
第二章数据通信基础与网络互联1.何谓现场总线的主设备、从设备?可在总线上发起信息传输的设备叫做“总线主设备”,又称命令者。
不能在总线上主动发起通信、只能挂接在总线上、对总线信息进行接收查询的设备称为总线从设备(bus slaver),也称基本设备。
2.总线操作过程的内容是什么?总线上命令者与响应者之间的连结→数据传送→脱开,这一操作序列称为一次总线“交易”(transaction),或者叫做一次总线操作。
3.寻址方式有几种?物理寻址逻辑寻址广播寻址4.通信系统由哪几部分组成?各自具有什么功能?通信系统是传递信息所需的一切技术设备的总和。
它一般由信息源和信息接收者,发送、接收设备,传输媒介几部分组成。
信息源和接收者是信息的产生者和使用者发送设备的基本功能是将信息源和传输媒介匹配起来,即将信息源产生的消息信号经过编码,并变换为便于传送的信号形式,送往传输媒介。
第1章现场总线概述

1、1现场总线简介 、 现场总线简介
• 什么是现场总线 现场总线技术将专用微处理器置入传统的测量控制仪表, 现场总线技术将专用微处理器置入传统的测量控制仪表, 使它们各自都具有了数字计算和数字通信能力, 使它们各自都具有了数字计算和数字通信能力,采用可进 行简单连接的双绞线等作为总线, 行简单连接的双绞线等作为总线,把多个测量控制仪表连 接成的网络系统,并按公开、规范的通信协议, 接成的网络系统,并按公开、规范的通信协议,在位于现 场的多个微机化测量控制设备之间以及现场仪表与远程监 控计算机之间,实现数据传输与信息交换, 控计算机之间,实现数据传输与信息交换,形成各种适应 实际需要的自动控制系统。简而言之, 实际需要的自动控制系统。简而言之,它把单个分散的测 量控制设备变成网络节点,以现场总线为纽带, 量控制设备变成网络节点,以现场总线为纽带,把它们连 接成可以相互沟通信息、 接成可以相互沟通信息、共同完成自控任务的网络系统与 控制系统。 控制系统。
1,2 现场总线的发展背景与趋势 ,
• 2 、智能仪表为现场总线的出现奠定了基础 • 3、现场总线将朝着开放系统、统一标准的方向发展 、现场总线将朝着开放系统、 不同厂商所提供的设备之间的通信标准不统一, 不同厂商所提供的设备之间的通信标准不统一,束缚了 工厂底层网络的发展。 工厂底层网络的发展。从用户到设备制造商都强烈要求形成 统一的标准,组成开放互连网络。 统一的标准,组成开放互连网络。开放意味着对同一标准的 共同遵从, 共同遵从,来自不同厂商而遵从相同标准的设备可互连为一 致通信系统。从这个意义上说, 致通信系统。从这个意义上说,现场总线就是工厂自动化领 域的开放互连系统。 域的开放互连系统。开发这项技术首先必须制定相应的统一 标准。各大公司均已清醒地认识到, 标准。各大公司均已清醒地认识到,现场总线应该有一个统 一的国际标准。 一的国际标准。由于行业与地域发展历史等在今后一段时期 会出现几种现场总线标准共存、 内,会出现几种现场总线标准共存、同一生产现场有几种异 构网络互连通讯的局面。发展共同遵从的统一的标准规范, 构网络互连通讯的局面。发展共同遵从的统一的标准规范, 真正形成开放互连系统,是大势所趋。 真正形成开放互连系统,是大势所趋。
现场总线
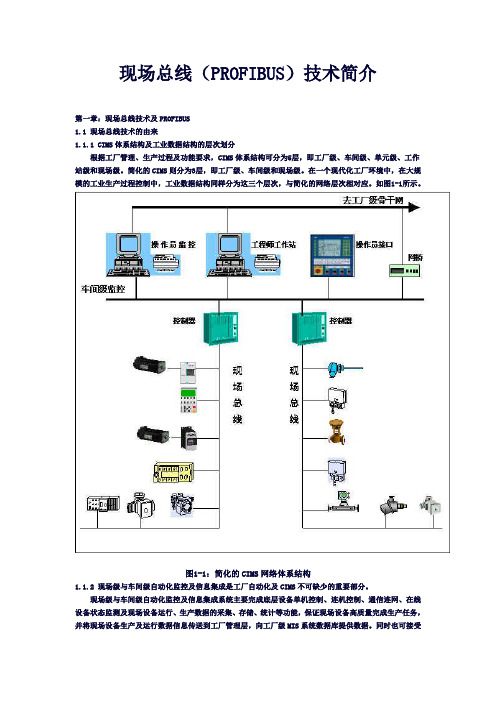
现场总线(PROFIBUS)技术简介第一章:现场总线技术及PROFIBUS1.1 现场总线技术的由来1.1.1 CIMS体系结构及工业数据结构的层次划分根据工厂管理、生产过程及功能要求,CIMS体系结构可分为5层,即工厂级、车间级、单元级、工作站级和现场级。
简化的CIMS则分为3层,即工厂级、车间级和现场级。
在一个现代化工厂环境中,在大规模的工业生产过程控制中,工业数据结构同样分为这三个层次,与简化的网络层次相对应。
如图1-1所示。
图1-1:简化的CIMS网络体系结构1.1.2 现场级与车间级自动化监控及信息集成是工厂自动化及CIMS不可缺少的重要部分。
现场级与车间级自动化监控及信息集成系统主要完成底层设备单机控制、连机控制、通信连网、在线设备状态监测及现场设备运行、生产数据的采集、存储、统计等功能,保证现场设备高质量完成生产任务,并将现场设备生产及运行数据信息传送到工厂管理层,向工厂级MIS系统数据库提供数据。
同时也可接受工厂管理层下达的生产管理及调度命令并执行之。
因此,现场级与车间级监控及信息集成系统是实现工厂自动化及CIMS系统的基础。
1.1.3 传统的现场级与车间级自动化监控及信息集成系统传统的现场级与车间级自动化监控及信息集成系统(包括:基于PC、PLC、DCS产品的分布式控制系统),其主要特点之一是,现场层设备与控制器之间的连接是一对一(一个I/O点对设备的一个测控点)所谓I/O接线方式,信号传递4-20mA(传送模拟量信息)或24VDC(传送开关量信息)信号。
如图1-2所示:图1-2:传统的现场级与车间级自动化监控及信息集成系统1.1.4 系统主要缺点(1)信息集成能力不强:控制器与现场设备之间靠I/O连线连接,传送4-20mA模拟量信号或24VDC 等开关量信号,并以此监控现场设备。
这样,控制器获取信息量有限,大量的数据如设备参数、故障及故障纪录等数据很难得到。
底层数据不全、信息集成能力不强,不能完全满足CIMS系统对底层数据的要求。
网络总线与技术题目与答案

题目与解答第一章现场总线概述1简述FCS的主要技术特点和优点是什么?(FCS名词解释见34背页)(1)现场总线系统(FCS)的技术特点:①系统的开放性。
相关标准的公开、一致性,通过现场总线构筑自动化领域的开放互连系统具备互可操作性与互用性。
不同生产厂家性能类似的设备可实现互换性。
互可操作性:实现互联设备间的信息传输;互用性:不同厂家性能类似设备可实现互换性。
②现场设备的智能化与功能自治性。
仅靠现场总线设备即可完成自动控制的基本功能,并可随时诊断设备运行状态。
包括传感测量、补偿计算、数据处理与控制等③系统的实时性与确定性。
测控任务具有严格的时序和实时性要求,否则可能造成控制系统的灾难性后果。
这也要求通信机制能够保证时间发布和数据传输的实时性。
④现场环境的适应性。
现场总线是专为生产现场环境设计的,支持多种传输介质,具有较强的抗干扰能力,满足本质安全防爆等各种环境要求。
⑤采用成熟先进技术、系统结构的高度分散性。
设备描述语言DDL、技术等。
现场总线可构成全分散性控制系统,简化了系统结构,提高了可靠性。
(2)现场总线的优点:由于现场总线具有以上突出的特点,它使控制系统从设计、安装、投运到正常生产运行以及检修维护,都体现出巨大的优越性。
①节省系统投资、安装费用和维护费用。
②设计、组态、安装、调试简便,系统维护、设备更换和系统扩充方便。
③用户具有高度的系统集成主动权,系统易于重构。
④提高了控制系统的安全性、可靠性和准确性。
⑤完善了企业信息系统,为实现企业综合自动化提供了基础。
2为什么说Fieldbus是底层控制网络Infranet(从Fieldbus的结构特点分析说明)。
(1)•现场总线将单个分散的现场设备变成网络节点,相互之间连接成可以互通信息、共同完成测量控制任务的网络控制系统。
•每个节点实际上是一个智能设备,能够独立完成从控制、检测,到运算、显示、报警等多种任务。
(2)现场总线是低层控制网络Infranet(或者3(3))• Infranet(Infrastructure Network),使工厂底层网络系统的底层现场设备之间以及生产现场与外界能够实现信息交换,满足企业综合自动化的发展需要。
第1章 现场总线概述1(2012)
在DCS形成过程中,由于受计算机系统早 期存在的系统封闭这一缺陷的影响,各厂家的 产品自成系统,不同厂家的设备不能互连,难 以实现互换与互操作,并且在组成更大范围信 息共享的网络系统时存在很多困难。
新型的现场总线系统: 现场总线系统克服了DCS中采用专用网络 的缺陷,把基于封闭、专用的解决方案变成了 基于公开化、标准化的解决方案。即可以把来 自不同厂商而遵守同一协议规范的自动化设备, 通过现场总线网络连成系统,实现综合自动化 的各种功能(就像带有网卡的戴尔、联想等品 牌的计算机都能连到同一个网络中一样)。 同时,把DCS的模拟数字混合系统的结构 形式,变成了新型的全分布式网络结构形式。 把控制功能彻底下放到现场,在生产现场实现 PID等基本控制功能。
(3)由于采用数字信号替代模拟信号,因 而可实现一对电线上传输多个信号(包括多个 运行参数值、多个设备状态、故障信息),同 时又为多个设备提供电源;现场设备以外不再 需要模拟/数字、数字/模拟转换部件。这样就为 简化系统结构、节约硬件设备、节约连接电缆 与各种安装、维护费用创造了条件。
1.2.2 现场总线系统的技术特点 现场总线系统在技术上具有以下5个特点。 (1)系统的开放性 开放是指对相关规范的一致与公开,强调 对标准的共识与遵从。 系统的开放性体现在通信协议公开,不同 厂商提供的设备之间可实现网络互连和信息交 换。用户可按自己的需要,把来自不同供应商 的产品组成适合控制应用需求的系统。 现场总线的出现,就是要致力于建立统一 的工厂底层网络的开放系统。通过现场总线构 筑自动化领域的开放互连系统。
电动单元组合式模拟仪表控制系统: 随着生产规模的扩大,操作者需综合掌握 多个测控点的运行参数与信息,同时按多点的 信息实行操作控制,于是出现了气动、电动系 列的单元组合式仪表,出现了集中控制室。 生产现场各测控点的参数通过统一的模拟 信号(如0.002~0.01MPa的气压信号,0~ 10mA、4~20mA的直流电流信号,1~5V 直 流电压信号等)送往集中控制室。操作人员可 坐在控制室纵观生产流程各测控点的状况,同 时,可把各单元仪表的信号按需要组合成复杂 控制系统。
《现场总线技术及应用》课件1现场总线技术概述
随着生产规模的扩大,操作人员需要同时按多点的信息 对生产过程实行操作控制,于是出现了气动、电动系列的 单元组合式仪表,这些仪表采用统一的模拟信号。
3、集中式数字控制系统
模拟控制系统中的模拟信号的传递需一对一的物理 连接,信号变化缓慢,很难提高控制系统的速度和精度, 随着计算机技术的发展,控制系统实现了集中数字控制。
• 数字信号的精确性:数字信息可排除模拟信息传输和转换中 所产生的误差。
• 由于现场总线是双向的,因此能够从中心控制室对现场智能 仪表进行控制,使远程调整、诊断和维护成为可能,甚至能 够在故障发生前进行预测。
四、现场总线控制系统的技术特点
系统的开放性 2. 互操作性与互用性 3. 现场设备的智能化与功能自治性 4. 系统结构的高度分散性 5. 对现场环境的适应性
第一章 现场总线技术概述
现场总线的发展背景 现场总线控制系统 几种有影响的现场总线 现场总线技术的现状及其发展前景
第一节 现场总线的发展背景
自动控制系统:在无人直接参与下可使生产过程或其他过 程按期望规律或预定程序进行的控制系统。自动控制系统 是实现自动化的主要手段。自动控制系统已被广泛应用于 人类社会的各个领域。在工业方面,对于冶金、化工、机 械制造等生产过程中遇到的各种物理量,包括温度、流量、 压力、厚度、张力、速度、位置、频率、相位等,都有相 应的控制系统;在农业方面的应用包括水位自动控制系统、 农业机械的自动操作系统等。在军事技术方面,自动控制 的应用实例有各种类型的伺服系统、火力控制系统、制导 与控制系统等。在航天、航空和航海方面,除了各种形式 的控制系统外,应用的领域还包括导航系统、遥控系统和 各种仿真器。
现场总线的发展趋势
网络结构趋向简单化
第一章 现场总线概述

• (11)1998年9月30日经过投票表决,结果是68赞 成,32反对,由于反对率又超过25,因此又被否 决了。
• 1998年10月在IEC/TC65于美国休斯敦召开的年会 上,IEC/SC65/WG6组长R· Caro以投反对票中的6 H· 个国家 (丹麦、波兰、斯洛伐克、罗马尼亚、卢 森堡与捷克)所附的意见为非技术性意见为由, 要求TEC在统计最终投票表决结果时, 不计入上 述6国的反对票。
3.2 现场总线和一般通信网络的 区别
• 自动化控制的现场范围可以从一台电气设 备到整个车间甚至是整个工厂。 • 受控设备和网络的环境可能很复杂,对信 号的干扰往往是多个方面的,而要求的控 制对实时性的要求较强。这决定了现场总 线有别有一般的通信网络。
4 多种总线协议共存
• 4.1 现场总线的现状 • 4.2 总线标准的制定 • 4.3 几种主流的总线标准介绍 • 4.4 DeviceNet、ControlNet 和 EtherNet/IP 的比较
4.1 现场总线的现状
(1)多种总线共存 (2)每种总线各有其应用领域 (3)每种总线各有其国际组织 (4)每种总线均有其支持背景 (5)设备制造商参加多个总线组织 (6)多种总线均作为国家和地区标准 (7)工业以太网引入工业领域
4.2 总线标准的制定
• 一、制订标准的机构 • 二、制订现场总线标准的机构 • 三、制订现场总线的程序和阶段 • 四、有关投票表决的规定 • 五、制订国际标准的历程 • 六、现有的现场总线国际标准 • 七、产生多标准的原因 • 八. 多种现场总线标准并存带来的问题
2 工业控制系统的发展
• 随着微处理器的快速发展和广泛应用,数 字通信网络延伸到工业过程现场成为可能, 使用集成电路代替常规电子线路,实施信 息采集、显示、处理传输以及优化控制等 功能的智能设备。设备之间彼此通信、控 制,在精度,可靠性、可维护性等都有更 高的要求,由此导致了现场总线的产生。
现场总线概述(第1讲)

仪表内部结构对比
人 机 接 口 微 处 理 器 A/D D/A V/I V/I 4~20mA 4~20mA 4~20mA I/V D/A 微 处 理 器 放 大 调 理 传 感 器
A/D
调节器
变送器
a) 4~20mA标准 4~20mA标准
人 机 接 口
微 处 理 器
通 讯 接 口
数字双向传输
通 讯 接 口
Байду номын сангаас
互换性与互可操作性
不同设备间,除了能实现信息互访外,还能理解 信息的含义,并能根据信息要求进行操作,即互 信息的含义,并能根据信息要求进行操作,即互 操作性 不同厂家的相同类型的设备可以互相替换,即互 不同厂家的相同类型的设备可以互相替换,即互 换性 可统一组态,无需专用的驱动程序 解决了设备的垄断性和产品故障处理的时效性 为系统集成的自主性提供了产品保障,用户可选 择性价比高的产品
全数字通信
操作员在控制室即可了解现场设备或现场 仪表的工作状况 可对现场设备进行工艺参数调整、零点量 程调校、组态信息调整等 通过对现场设备状态趋势分析预测故障 发生故障时能及时找到故障点,及时替换 新的设备,即:现场设备始终处于操作员 的远程监视与可控状态,提高了系统的可 靠性和可维护性。
多分支结构, 多分支结构,一对多的总线型结构
由于当时计算机价格昂贵,人们企图用一台计算机 由于当时计算机价格昂贵,人们企图用一台计算机 取代尽可能多的控制室仪表, 取代尽可能多的控制室仪表,于是出现了集中式数 字控制系统; 但当时计算机可靠性较差,这种危险集中的系统结 但当时计算机可靠性较差,这种危险集中的系统结 构很难为企业所接受。
集散控制系统DCS、 集散控制系统DCS、PLC
0~10mA,4~20mA的直流电流信号, 10mA,4~20mA的直流电流信号, 1~5V直流电压信号等。 5V直流电压信号等。
现场总线

第一章现场总线概述一、现场总线是用于现场仪表与控制系统和控制室之间的一种全分散、全数字化、智能、双向、互联、多变量、多点、多站的通信网络。
二、IEC对现场总线的定义:现场总线是一种应用于生产现场,在现场设备之间、现场设备与控制装置之间实行双向、串行、多节点数字通信的技术。
它不仅是一个基层网络,而且还是一种开放式,新型全分布式的控制系统。
三、经历了几代控制系统第一代控制系统:以20世纪50年代前的气动信号控制系统PCS为主;第二代控制系统:把4~20mA等电动模拟信号控制系统;第三代控制系统:把数字计算机集中式控制系统称为第三代;第四代控制系统:把70年代中期以来的集散式控制系统DCS(Distributed Control System)称作第四代。
四、现场总线的本质含义主要表现在以下6个方面:1、现场通信网络:用于过程以及制造自动化的现场设备或现场仪表互连的通信网络2、现场设备互连:现场设备或现场仪表是指传感器、变送器和执行器等,这些设备通过一对传输线互联,传输线可以使用双绞线、同轴电缆。
光纤和电源线等,并可根据需要因地制宜地选择不同类型的传输介质。
3、互操作性,4、分散功能块,5、通信线供电,6、开放式互联网络。
五、现场总线的特点与优点:1,结构特点:现场总线控制系统(FCS)打破了传统控制系统的(DCS)的结构形式。
FCS: 一对多:一对传输线接多台仪表,双向传输多个信号;DCS: 一对一:一对传输线接一台仪表,单向传输一个信号。
1),系统的开放性;2),互可操作性与互用性;3),现场设备的智能化与功能自治性;4),系统结构的高度分散性;5),对现场环境的适应性。
3,优点:1)节省硬件数量与投资;2)节省安装费用;3)节约维护开销;4)用户具有高度的系统集成主动权;5)提高了系统的准确性与可靠性。
六、基金会现场总线(FF),CAN,DeviceNet,LonWorks,PROFIBUS,HART,INTERBUS,CC-Link,ControlNet,WorldFIP,P-Net,SwiftNet.第二章数据通信系统与网络互联一、总线的基本术语:1,总线与总线段。
现场总线概论

第1章现场总线概述现场总线技术是当今世界各国关注的热点课题。
它是计算机技术、通信技术、网络技术以及自动控制技术不断发展的结果。
由于现场总线采用的现场仪表以网络协议开放、节点独立工作、信息传输全数字化的双向通信,所以代替了传统的0-10mA和4-20mA的模拟信号传输,实现了控制系统的全数字化。
这种以现场总线为基础的全数字控制系统将是21世纪自动控制系统的主流系统。
自20世纪80年代开始,世界各主要的自动化仪器仪表厂商和公司都投入了大量的人力物力财力进行开发研究,形成了各具特点的现场总线标准。
研制开发现场总线标准的目的是形成统一的工业标准,但实际情况是很多企业集团出于自身利益的考虑开发了自成系统的现场总线标准。
目前流行的现场总线标准有十几种之多。
本书在简单介绍十多种有影响的现场总线的基础上,重点介绍Profibus、CAN总线、LonWorks和工业以太网的原理及应用。
1.1 现场总线概念就现场总线一词的含义而言,现场是指工作环境处于过程设备底层一端,而总线则意味着须遵循同一技术规范的连线系统,意味着这些遵守同一技术规范的各设备之间可实现互连和互操作。
现场总线技术就是将微处理器芯片嵌入到位于控制现场的检测仪表和执行机构中,使这些设备都具有了智能化的运算和通信能力,成为能独立承担各种检测、控制和通信任务的网络节点。
采用可进行简单连接的双绞线等传输途径作为总线,把多个测量控制设备连接成的网络系统,并按公开、规范的通信协议,使得位于现场的多个测量控制设备之间以及现场设备与远程监控计算机之间,实现数据传输与信息交换,从而形成了各种适应实际需要的新型的自动控制系统。
1.1.1 现场总线的定义现场总线的定义有多种说法,下面给出2 种有代表性的定义:1. 现场总线是以网络为基础的全分布式控制系统,是工业设备自动控制的一种计算机局域网络。
它依靠具有检测、控制、通信功能的微控制器组成的数字化仪表设备在现场实现彻底的分散控制,并以这些分散在现场的测量、控制设备作为网络节点,以总线形式连接起来,形成了现场总线控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二节 现场总线的概念及分类
一、现场总线的定义 用于现场仪表与控制主机系统之间的一种开放的、 用于现场仪表与控制主机系统之间的一种开放的、全 数字化的、双向、多站的通信系统; 数字化的、双向、多站的通信系统; 通信系统 广义上是控制系统与现场检测仪表、 广义上是控制系统与现场检测仪表、执行装置进行双 向数字通信的串行总线系统; 向数字通信的串行总线系统; 总线系统 基于智能化仪表及现场总线的控制系统(FCS); 基于智能化仪表及现场总线的控制系统(FCS); 控制系统
现场总线仪表 现场总线技术
学习及考核要求
学习方式:教师讲课、学生自学 总评成绩=平时*20%+期末*80% 平时成绩=出勤+笔记+课堂回答问题+作业
课程主要内容
第一章 现场总线技术概述 第二章 数据通信技术基础 第三章 计算机网络体系结构与协议 第四章 现场总线的网络通信模型 控制器局域网CAN 器件、 CAN、 第五章 控制器局域网CAN、器件、开发实例
第三节 现场总线的特点和优点
现场总线的优点
一对多结构 可靠性高 操作员对仪表状态可控 互换性好 具有互操作性 综合功能强,实现仪表多用 彻底的分散控制 统一组态,简单方便 开放式系统
一、现场总线的结构特点
现场总线控制系统由于采用了现场总线设备, 能够把原先DCS系统中处于控制室的控制模块、 输入输出模块置于现场总线设备,加上现场总 线设备具有通信能力,现场的测量变送仪表可 以与阀门等执行器直接传送信号,因而控制系 统功能能够不依赖控制室的计算机或控制仪表, 直接在现场完成,实现了彻底的分散控制。
二、现场总线的技术特点
(1)系统的开放性 通信协议公开, 通信协议公开,各不同厂商的设备之间可实现 信息交换。 信息交换。 (2)互可操作性与互用性 互连设备间、系统间的信息传送与沟通; 互连设备间、系统间的信息传送与沟通;不同 制造商性能类似的设备可进行更换,实现相互 制造商性能类似的设备可进行更换, 替换。 替换。
现场总线与控制室仪表 连线效率对比
调节 器 指示 计算
配 电 安全栅 配 电
4 ~20 mA 4 ~20 mA 4 ~20 mA
控制室
a) 4 ~20mA传输标准
双向数字传输
现场
控制室仪表 手持编程器
安全栅
b) 现场总线
仪表内部结构对比
微 处 理 器 微 处 理 器
人 机 接 口
A/D D/A
I/V V/I
通信技术的发展,传送数字化信息的网络技术开 通信技术的发展,传送数字化信息的网络技术开 的发展 始得到广泛应用。 始得到广泛应用。 要求仪表能在当地处理信息, 维护管理 维护管理、 要求仪表能在当地处理信息,如:维护管理、测 仪表能在当地处理信息 试记录、环境监视等, 试记录、环境监视等,并在必要时允许被管理和 访问,这些使现场仪表与上级控制系统的通信量 访问,这些使现场仪表与上级控制系统的通信量 大增。 大增。 从实际应用性能的角度出发,控制界也不断在控 从实际应用性能的角度出发, 应用性能的角度出发 制精度、可操作性、可维护性、可移植性等方面 制精度、可操作性、可维护性、可移植性等方面 提出新需求。由此,导致了现场总线的产生。 现场总线的产生 提出新需求。由此,导致了现场总线的产生。
第一章 现场总线技术概述
Field Bus
主要内容
第一节 现场总线的产生 第二节 现场总线的概念及分类 第三节 现场总线的特点和优点 第四节 现场总线标准的制定 第五节 现场总线的现状 第六节 现场总线仪表
第一节 现场总线的产生
在过程控制领域: 在过程控制领域: 从20世纪50年代至今的信号标准:4-2OmA;0-5V; 20世纪50年代至今的信号标准: 2OmA; 5V; 世纪50年代至今的信号标准 模拟信号。 的模拟信号。 20世纪70年代,数字式计算机引入到测控系统中,进 20世纪70年代,数字式计算机引入到测控系统中, 世纪70年代 计算机引入到测控系统中 集中式控制处理 控制处理。 行集中式控制处理。 20世纪80年代,微处理器在控制领域得到应用, 20世纪80年代,微处理器在控制领域得到应用,嵌入 世纪80年代 在控制领域得到应用 到各种仪器设备,形成分布式控制系统。 分布式控制系统 到各种仪器设备,形成分布式控制系统。
(1)现场通信网络 用于过程以及制造自动化的现场设备或 用于过程以及制造自动化的现场设备或 现场仪表互连的通信网络。 现场仪表互连的通信网络。 的通信网络 (2)现场设备互连 传感器、变送器和执行器等设备通过一 传感器、变送器和执行器等设备通过一 对传输线互连。 对传输线互连。
(3)互操作性 现场设备或现场仪表种类繁多,互相连 现场设备或现场仪表种类繁多, 不同制造商的产品是不可避免的 是不可避免的。 接不同制造商的产品是不可避免的。将性能 价格比最优的产品集成在一起, 集成在一起 价格比最优的产品集成在一起,实现 “即接 即接 即用”; 即用 ;用户希望对不同品牌的现场设备统一 组态,构成所需要的控制回路。 组态,构成所需要的控制回路。 (4)分散功能块 FCS废弃了DCS的输入/输出单元和控制站, FCS废弃了DCS的输入/输出单元和控制站, 废弃了DCS的输入 DCS控制站的功能块分散地分配给现场仪表 控制站的功能块分散地分配给现场仪表, 把DCS控制站的功能块分散地分配给现场仪表, 从而构成现场控制站。 从而构成现场控制站。
PLC
S
S
M
S
Traditional Analog & Discrete Instruments or Intelligent Instruments With Custom Interfaces
现代FCS控制层
分散控制系统总线
控制器
网桥
H2
H1 H1
H2
数字信号取代4~20mA 现场的管理与控制的统一 一些基本过程控制在现场完成 设备非控制信息增加
国际电工委员会(IEC)定义:
一种应用于生产现场, 一种应用于生产现场,在现场设备之 间、现场设备与控制装置之间进行双 向、串行、多节点、数字式的数据交 串行、多节点、 换的通信技术。 换的通信技术。 通信技术
二、现场总线的分类
1、按照长度分类: 按照长度分类 长度分类
(1)毫米级:芯片内总线 (2)厘米级:芯片间总线、元件总线 (3)分米级:机箱内总线(Multi-bus、STD、 PCL、ISA、PCI等) (4)十米级:机柜间总线(RS232、GPIB、VME、 VXI等) (5)千米级:现场总线(FF、Profibus等)
H1
H1——低速现场总线 31.25kbps 2~32个设备/段 供电与通信 本质安全 能利用已有的4~20mA信 号线 ……
H1
现场总线的分散控制模块
操 作 站
LAN
现 场 总 线
服务器 差压变送器 调节阀
PID 控 制 功 能 块
PID 110 FC AO 110 模拟量输出功能块
AI 110 FT 模拟量输入功能块
DCS 操作员在控制室既 不了解模拟仪表的 工作情况,也不能 对其进行参数调整, 更不能预测故障, 导致操作员对仪表 处于“失控”状态。 所有的控制功能集 中在控制站中。
FCS (5) 互换性
DCS
(6) 仪表
用户可以自由选择不 尽管模拟仪表统一了 同制造商提供的性能 信号标准(4~20mA 价格比最优的现场设 DC),可是大部分 备和仪表,并将不同 技术参数仍由制造厂 品牌的仪表互连,实 自定,致使不同品牌 现“即插即用”。 的仪表互换性差。 智能仪表除了具有模 模拟仪表只具有检测、 变换、补偿等功能。 拟仪表的检测、变换、 补偿等功能外,还具 有数字通信能力,并 且具有控制和运算能 力。
参 考 书 目
1.《现场总线技术及其应用》 1.《现场总线技术及其应用》 编著, 甘永梅 编著,机械工业出版社 2.《现场总线技术及其应用》 2.《现场总线技术及其应用》 阳宪惠 编,清华大学出版社 3.《现场总线工业工业控制网络技术》 3.《现场总线工业工业控制网络技术》 编著, 夏继强 编著,北航出版社 4.《现场总线技术》 4.《现场总线技术》 刘泽祥 编,机械工业出版社 现场总线仪表》 5. 《现场总线仪表》 编著, 杨庆柏 编著,国防工业出版社
当前控制系统(如DCS)存在的问题
决策层只能在最高层,对于下层设备很少授权。 在高层设备出故障时,下层设备只能维持现状。 下层设备间的信息交流困难
模拟仪表的缺点
一对一结构 可靠性差 操作员对仪表无法控制 互换性差
传统DCS控制层
操作站
LAN
控制站 4~20mA plus digital proprietary
(5)通信线供电 通信线供电方式允许现场仪表直接从通信 通信线供电方式允许现场仪表直接从通信 线上获取能量,对于要求本征安全 本征安全的低功耗 线上获取能量,对于要求本征安全的低功耗 现场仪表,可采用这种供电方式。 现场仪表,可采用这种供电方式。 (6)开放式互连网络 既可与同层网络互连, 既可与同层网络互连,也可与不同层网络 互连,还可以实现网络数据库的共享 网络数据库的共享。 互连,还可以实现网络数据库的共享。不同 制造商的网络实现互连, 制造商的网络实现互连,用户通过网络对现 场设备和功能块统一组态, 场设备和功能块统一组态,把不同厂商的网 络及设备融为一体,构成统一的FCS。 络及设备融为一体,构成统一的FCS。 FCS
FCS DCS (1)结构 一对多:一对传输 一对一:一对传输线 线接多台仪表,双 接一台仪表,单向传 向传输多个信号。 输一个信号。 (2) 可靠性好:数字信 可靠性差:模拟信号 可靠性 号传输抗干扰能力 传输不仅精度低,而 且容易受干扰。 强,精度高。
FCS 操作员在控制室既可以 (3) 了解现场设备和现场仪 表的工作情况,也能对 失控 状态 设备进行参数调整,还 可以预测或寻找故障, 使设备始终处于操作员 的过程监控与可控状态 之中。 (4) 控制功能分散在各个智 控制 能仪器中。