汽轮机调节级动叶片断裂事故分析及处理
汽轮机叶片断裂分析与解决方案
汽轮机叶片断裂分析与解决方案广西机械高级技工学校广西柳州摘要:分析汽轮机叶片断裂问题,找出最佳解决方案。
关键词:汽轮机叶片断裂修理方案1.概述柳州某纸业公司是专业的纸浆生产企业,其热电分厂的主要生产设备是锅炉和汽轮发电机组,实行热电联产,为企业提供蒸汽和电力供应,分厂中的一台C6-35纯凝汽轮发电机在进行大修,揭盖检查后发现转子次末级叶片的一片动叶片断裂缺失,把转子吊出检查后,在缸体内发现了掉落的半截叶片。
2.汽轮发电机大修前运行状况与叶片断裂时间判断2.1汽轮机在大修前基本处于长期稳定运行状态,从运行记录了解到,机组运行的进汽量和所带负荷都控制在规程要求范围内。
蒸汽压力和温度也符合要求,基本排除机组外因造成叶片断裂。
进汽量基本维持30吨,负荷4300~4500kwh,蒸汽压力3.4MPa左右,温度425℃左右。
2.2外观检查观察转子,除断裂叶片外,其余部分外观完整。
断裂叶片的断口已有锈迹,基本和转子其余部分表面锈迹一致,没有太大差异。
由此可知断裂时间比较长。
通过查阅机组日常巡检记录发现,在本次大修前4个月,机组振动值偏大,由原来的0.05mm变化为0.09mm,略高于正常值(正常值为0.03mm~0.07mm),此后基本维持在0.09mm左右。
由此判断,叶片断裂脱落时间应该在大修前4个月。
3.叶片断裂的原因分析与讨论由于转子整体外观基本正常,除断裂叶片所处次末级叶轮有轻微刮痕外,其余各级叶轮无明显外伤。
另外,在缸体内部和机组冷凝器内部也没有发现其他异物,基本可以分析叶片断裂原因是:(一)断裂叶片在制造时本身材料内部有缺陷,估计有细微裂纹,在转子长期负荷工作中逐渐发展扩大所致。
但由于机组运行年限将近30年,加上对转子其他叶轮叶片进行探伤检查没有发现其他叶片存在裂纹,所以这个原因可能性最大。
(二)机组在5年前进行过一次大修(正常大修周期为24~36个月),但修理项目中没有对叶轮叶片进行探伤检查,可能存在修理过程中发生外力损伤叶片的因素(如吊装碰撞),造成叶片产生裂纹,最后断裂脱落。
汽轮机叶片断裂原因分析及防范措施
汽轮机叶片断裂原因分析及防范措施伍爵技术协作信息技术推广与应用汽轮机叶片断裂原因分析及防范措施武有军李恒坤/蒙华泰热电厂摘要:由于汽轮机叶片工作务件恶劣,受力情况比较复杂,断裂事故较常发生,且后果又比较严重,所以对叶片断裂的原因进行分析, 同时提出相关防范措施就显得尤为重要,文章就此进行分析.关键词:汽轮机;叶片断裂一,引言在汽轮机发生的事故中,由于汽轮机叶片损坏而发生的占主要部分,而这其中汽轮机叶片的断裂,对机组的运行来说是一种危害甚大且较多发生的故障.叶片断裂事故的防止,又因单机容量日益增大,叶片长度增加,叶片的工作应力上升而变得13趋复杂.因此,找出叶片断裂的原因并提出预防措施,这对汽轮机的安全运行是很有必要的.二,汽轮机叶片的组成1.叶型:叶片的主要工作部分,汽流通过由相邻叶片的型线部分构成的通道,完成能量转换.2.叶根:将叶片固定在转子叶轮上的装配部分.3.围带,拉筋等:属于连接件,把几只或整圈叶片连成叶片组,并可调整叶片的自振频率和减少叶片所受的动应力.三,叶片断裂的主要现象分析1.汽轮机内或凝汽器内产生突然的声响.2.机组振动突然增大或抖动,轴向位移显示增大或摆动.3.叶片损坏较多时,同样负荷下蒸汽流量增加,监视段压力上升.4.断裂的叶片可能进入抽汽管道,造成逆止门卡涩等.5.停机惰走或盘车状态能听到金属摩擦声.6.可能引起轴瓦温度和回油温度升高,这是因转子平衡遭到破坏而造成的,同时推力瓦温度上升.7.停机过程经过临界转速区时振动明显增加.四,汽轮机叶片断裂的原因分析众所周知,热电厂汽轮机叶片,特别是动叶片,所处的工况条件及环境极为恶劣.主要表现在应力状态,工作温度,环境介质等方面.汽轮机在工作时,动叶片承受着最大的静应力及交变应力.静应力主要是转子旋转时作用在叶片上的离心力所引起的拉应力,叶片愈长, 转子的直径及转速愈大,其拉应力愈大.所以处于次末级的这两失效叶片,受到了相当大的拉应力.此外,由于蒸汽流的压力作用还产生弯曲应力和扭力,叶片受激振力的作用会产生强迫振动;当强迫振动的频率与叶片自振频率相同时即会引起共振,振幅进一步加大,交变应力急剧增加,会导致叶片发生疲劳断裂.汽轮机的每一级叶片工作温度都不相同,第一级叶片所处的温度最高,大约535~C左右;随后由于蒸汽逐级做功,温度逐级降低,直到末级叶片将降低到IO0~E以下.这两片次末级失效叶片所处的温度是95℃,在这个部位会有游离水分子存在,游离水分子由于过冷凝结成水滴,冲击动叶片进汽侧背弧面,造成水冲蚀.叶片在水蒸汽介质中工作,其中多数是在过热蒸汽中工作,末级叶片是在潮湿蒸汽中工作;过热蒸汽中含有氧,会造成高温氧化腐蚀,生成腐蚀性盐而影响叶片的疲劳强度;湿蒸汽区,可溶性盐垢(如钠盐)吸收水珠成为电解液,造成电化学腐蚀.汽轮机叶片的点蚀是一个电化学的过程.金属与电解质相互作用,阳极发生溶解,铁原子失去电子成为Fe.叶片表面钝化膜的不均匀或破裂,微区化学成分的差异,残余应力较高均为产生点蚀的原因,当介质中含有活性阴离子(c1]时,它们被吸附在金属表面某些点上,形成微电池.膜破坏处成为阳极,而未破坏处为阴极.由于阳极面积比阴极小得多,阳极电流密度大,很快被腐蚀成小孔,溶液中的cl—随着电流向小孔里迁移,使小孔内金属氯化物浓度升高.由于氯化物的水解,小孔内溶液的酸度增加,加上小孑L内氧的供应困难,阻碍孔内金属的再钝化,使孑L内金属处于活化状态,不断受到腐蚀.在交变应力的作用下,在点蚀坑底部会有应力集中而促进裂纹的萌生,形成微裂纹,继而扩展成宏观裂纹,当裂纹扩展到一定的程度时,叶片发生最终的断裂,整个过程是一个腐蚀疲劳断裂过程.此外,由于叶片根部松动,叶根参加振动,使叶根之间或叶片与叶轮机接触面产生往复微量相对摩擦运动而造成机械损坏.同时摩擦表面材料晶体滑移和硬化,使硬化区内产生许多平行的显微裂纹,并不断扩展,从而引起疲劳断裂.五,防范措施探讨1.机组启动前必须对来汽管道充分疏水,启动中蒸汽须保持较高的过热度,当启动或运行中蒸汽温度突然直线下降50%或lOmin内下降50~C时,应立即打闸停机或者发现汽温突然下降,并且来汽管道,主汽门,调节汽门冒白汽时,也应立即果断打闸停机.2.机组启动前应将轴向位移保护投入,运行中不得将轴向位移保护退出,特别是启动中,进行主汽门,调节汽门严密性试验时,轴向位移保护动作后不得以怀疑其误动为理由退出保护强行挂闸.在轴向位置指示达到定值,如保护不动作时,应立即打闸停机.3.并列运行的机组要有串联截止门,保证减温水管路切断可靠,以防止停机状态或启动给水泵后水漏入热态的汽轮机.锅炉打压时,要采取严密的措施阻隔水进入母管.4.采取防止加热器满水返人汽缸的措施,尤其是抽汽逆止门不严密或者加热器铜管易破裂的机组,要经常监控水位变化.5.完善调节各抽汽门等可能有水进入汽缸的温度测点,以便于及时监视汽缸进水或进冷汽并定期试验,确保抽汽逆止门动作可靠,严密不漏.6.改进疏水系统使其管道,联箱,容器的断面或容积适应疏水量的需要,并按压力合理布置进入联箱,容器的位置顺序,确保各级疏水畅通,不发生疏水压力升高返入汽缸.在机组整体布局设计上,一定要注意疏水联箱的底部标高应高于凝汽器热水井最高点的标高,必要时可开大级间疏水孔或取消疏水环,抽汽机组要保证抽汽口间的联络疏水常通.7.确保门杆漏汽管道和汽机溢汽管道上的逆止门动作可靠,截止门严密不漏,防止除氧器满水返入汽缸.8.新机组验收时应检查确定叶片经探伤,测频合格.投产后大修中应对叶片进行损伤检查,发现问题及时解决.9.经常保持系统频率在合格范围内运行,并尽可能减少机组在偏离正常频率下的运行时间.1O.机组运行中振动突然增加,听到甩脱叶片的撞击声,机组内部有摩擦声以及出现凝汽器铜管突然泄漏等情况,是掉叶片故障的征兆, 应按规程规定果断停运机组进行检查,切不可拖延时机,否则将造成设备严重损坏.l1.发生个别叶片断落故障后,可对断裂叶片采取对称切割叶片技术措施,还应对未断落的叶片全面进行探伤,测频检验,确认无问题后方可恢复机组运行.此外,应加强机组运行中的监视,尤其是在机组启,停,加减负荷过程中,必须加强对汽压,汽温,出力,真空,胀差,串轴,振动等的监视,精心调整,不允许这些参数剧烈变化,严格执行规程规定.启,停机过程应按照操作票和启,停机睦线逐步进行操作;同时还要加强汽,水品质的监督,防止叶片结垢,腐蚀;另外,若停机时间较长,应做好保养工作,现经常用的方法是真空干燥法,有效地防止了通流部分锈蚀.充分利用机组大修,小修机会对叶片进行重点检查和探伤,及时发现问题,从而把事故消灭在萌芽之中.参考文献【1】谢永慧,孟庆集:汽轮机叶片疲劳寿命预测方法的研究Uj,西安:西安交通大学,2002;【2】王江洪,齐琰,苏辉等:电站汽轮机叶片疲劳断裂失效综述01,汽轮机技术,2004;【3】程绍兵,刁伟辽:300MW汽轮机叶片点蚀损伤机理分析及预防措施UJ,热力发电,2003;【4】韩彦波:汽轮机叶片裂断事故剖析[1],黑龙江科技信息,2007.?l35?。
某电厂#3机叶片断裂故障分析及处理
某电厂 #3机叶片断裂故障分析及处理摘要:某电厂#3汽轮机叶片大修时发现一叶片断裂,为了避免机组重大事故发生,电厂对断裂原因进行了分析并制定了防范措施关键词:汽轮机、叶片,断裂,疲劳,振动1.机组概况#3机是上海汽轮机厂制造的单缸、冲动、抽汽冷凝式具有一级调整抽汽汽轮机,型号:C60-8.83/1.275-2。
机组额定功率50MW(已扩容至60MW),主蒸汽压力:8.83MPa,主蒸汽温度:535℃,低压调整抽汽压力:1.27 MPa。
2004年,由哈尔滨哈汽电站设备有限公司改造扩容,由50MW扩容至60MW。
机组上次大修时间2013年5月。
二、故障介绍2017年9月10日热电站3#机组因发电机差动保护动作联锁停机,因发电机转子需出厂抢修,#3汽轮机转大修,同步开展寿命评估工作。
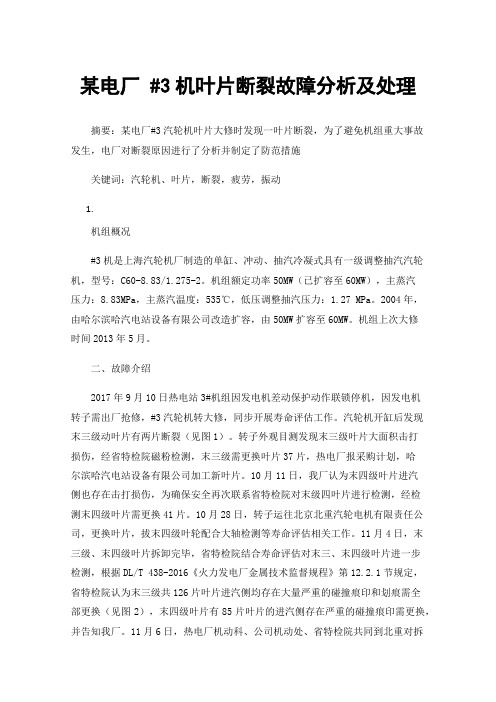
汽轮机开缸后发现末三级动叶片有两片断裂(见图1)。
转子外观目测发现末三级叶片大面积击打损伤,经省特检院磁粉检测,末三级需更换叶片37片,热电厂报采购计划,哈尔滨哈汽电站设备有限公司加工新叶片。
10月11日,我厂认为末四级叶片进汽侧也存在击打损伤,为确保安全再次联系省特检院对末级四叶片进行检测,经检测末四级叶片需更换41片。
10月28日,转子运往北京北重汽轮电机有限责任公司,更换叶片,拔末四级叶轮配合大轴检测等寿命评估相关工作。
11月4日,末三级、末四级叶片拆卸完毕,省特检院结合寿命评估对末三、末四级叶片进一步检测,根据DL/T 438-2016《火力发电厂金属技术监督规程》第12.2.1节规定,省特检院认为末三级共126片叶片进汽侧均存在大量严重的碰撞痕印和划痕需全部更换(见图2),末四级叶片有85片叶片的进汽侧存在严重的碰撞痕印需更换,并告知我厂。
11月6日,热电厂机动科、公司机动处、省特检院共同到北重对拆卸的叶片进行检查确认,同意按照特检院建议的叶片更换数量进行更换,热电厂提报紧急采购计划,哈汽电站设备有限公司加工新叶片,对上述叶片更换。
800MW汽轮机末级叶片断裂原因分析及措施
800MW汽轮机末级叶片断裂原因分析及防范措施[ 关闭窗口]俄罗斯超临界800MW燃煤机组,低压缸末级960mm叶片第43和84号叶片断裂事故进行讨论。
会议前我们编写的800MW汽轮机末级叶片断裂的原因分析及防范措施作为此次会议的交流材料也进行了研讨。
一、动叶片简介1、动叶的作用:将蒸汽的动能和部分热能在由动叶组成的环形叶栅汽道内转换为转子上的机械能。
2、设计制造动叶片主要考虑如下方面的要求:⑴叶片应具有足够的强度和良好的振动特性,即避开共振区以保证叶片安全运行。
⑵应具有良好的空气动力特性,以达到较高的效率。
⑶应有合理的结构和良好的工艺性,便于制造和安装。
3、叶片的组成:⑴叶型:叶片的主要工作部分,汽流通过由相邻叶片的型线部分构成的通道,完成能量转换。
⑵叶根:将叶片固定在转子叶轮上的装配部分。
⑶围带、拉筋等:属于连接件,把几只或整圈叶片连成叶片组,并可调整叶片的自振频率和减少叶片所受的动应力。
4、800MW汽轮机低压缸布置及叶片型式本机共有三个低压缸,每个缸前后各设有5级叶片。
蒸汽由中压缸末级排汽经二根Φ1196mm 的管道进入三个低压缸,低压缸蒸汽作功后,排汽进入两台纵向布置的凝汽器。
800MW汽机低压缸叶片是带有一定反动度的冲动式叶片,叶片为型线沿叶高变化的变截面扭曲叶片。
末级长度为960mm,末级叶轮平均直径2480mm,末级叶片环形排汽面积6×7.48m2,三个低压缸合计出力236MW(高压缸出力260MW,中压缸出力304MW)。
低压缸各级叶片反动度:低压第一级0.33低压第二级0.40低压第三级0.46低压第四级0.55低压第五级0.69二、汽轮机叶片断裂现象1. 汽轮机内或凝汽器内产生突然的声响。
2. 机组振动突然增大或抖动,轴向位移显示增大或摆动。
3. 叶片损坏较多时,同样负荷下蒸汽流量增加,监视段压力上升。
4. 凝结水导电度、Na离子、Cl根增加、凝汽器水位上升,凝泵电流增加。
汽轮机叶片断裂故障诊断及处理分析
汽轮机叶片断裂故障诊断及处理分析摘要:在工业生产中,汽轮机作为重要设备,与工业生产有着密切的关系。
为了保障工业良好生产,需要保障汽轮机稳定运行,本文以汽轮机叶片为例,分析汽轮机叶片断裂的故障和原因,然后根据具体原因提出建设性防治措施,降低汽轮机叶片断裂发生的概率,从而保证汽轮机稳定运行。
关键词:汽轮机;断裂;故障诊断;处理引言汽轮机在工业生产中占有重要的地位,直接关系着工业是否能够稳定生产,因此在实际生产中需要保证汽轮机稳定运行。
但在实际中,由于工作环境等因素,汽轮机在运行过程中经常会出现叶片断裂的情况,严重影响了汽轮机正常运行,给工业生产带来了不良的影响。
基于此,需要对汽轮机叶片断裂问题展开探究,分析叶片断裂出现的原因,然后制定有效的解决措施。
1汽轮机叶片发生断裂故障的现象及原因1.1汽轮机叶片发生断裂故障的现象当汽轮机叶片发生断裂故障时,会伴随着以下一些现象发生,技术人员可以根据这些现象来判断汽轮机叶片是否出现断裂,其中具体内容有以下几点:①当听到汽轮机内部或凝汽器内部出现金属碰撞的声音,则表明有异物进入到汽轮机内部或者凝汽器内部,而汽轮机一般都有做密封处理,因此外来异物进入可能性比较低,很有可能就是汽轮机叶片发生断裂;②机组突然出现激烈的振动或者振幅突然增加,则可以检查汽轮机叶片情况,观察其是否出现断裂的问题;③当出现倒止门卡涩的情况,可以检查是否是汽轮机断裂的叶片进入到抽气管中引起的[1];④当在盘车时,听到设备里面有金属摩擦声音,这也有可能是汽轮机叶片发生断裂引起的;⑤当汽轮机叶片出现损伤时,相同载荷下,蒸汽流量会变大,而且监控区段的压力也会增大。
1.2汽轮机叶片发生断裂故障出现原因工业汽轮机叶片发生断裂故障是多方面因素引起的,因此在对汽轮机叶片断裂故障进行处理,需要确定故障发生的原因,其中比较常见的原因有以下几点。
第一,机械损伤。
在汽轮机运行时,如果有外来的杂质随蒸汽进入汽轮机内,就会给叶片造成损伤。
300MW机组汽轮机调节级动叶围带裂纹分析与处理
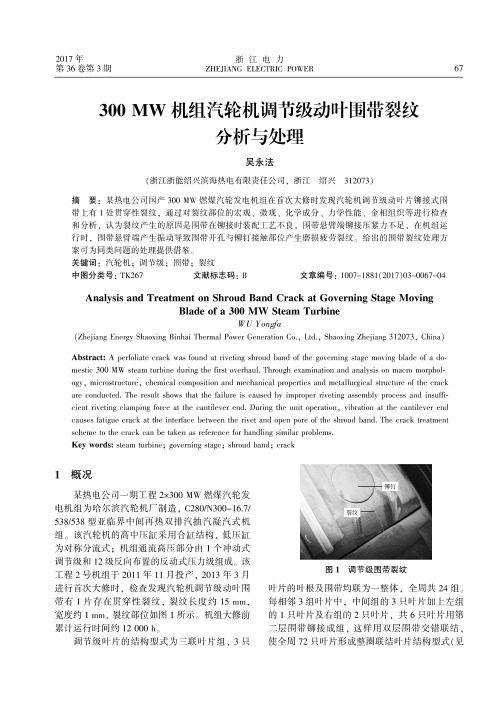
2017 年第36卷第3期浙江电力ZHEJIANG ELECTRIC POWER67300 M W机组汽轮机调节级动叶围带裂纹分析与处理吴永法(浙江浙能绍兴滨海热电有限责任公司,浙江绍兴312073)摘要:某热电公司国产300 MW燃煤汽轮发电机组在首次大修时发现汽轮机调节级动叶片铆接式围 带上有1处贯穿性裂纹,通过对裂纹部位的宏观、微观、化学成分、力学性能、金相组织等进行检查 和分析,认为裂纹产生的原因是围带在铆接时装配工艺不良,围带悬臂端铆接压紧力不足,在机组运 行时,围带悬臂端产生振动导致围带开孔与铆钉接触部位产生磨损疲劳裂纹。
给出的围带裂纹处理方 案可为同类问题的处理提供借鉴。
关键词:汽轮机;调节级;围带;裂纹中图分类号:TK267 文献标志码:B文章编号院1007-1881(2017)03-0067-04 Analysis and Treatment on Shroud Band Crack at Governing Stage MovingBlade of a300 MW Steam TurbineWU Yongfa(Zhejiang Energy Shaoxing Binhai Thermal Power Generation Co.,Ltd.,Shaoxing Zhejiang 312073,China)Abstract:A perfoliate crack was found at riveting shroud band of the governing stage moving blade of a domestic 300 MW steam turbine during the first overhaul. Through examination and analysis on macro morphology,microstructure,chemical composition and mechanical properties and metallurgical structure of the crack are conducted. The result shows that the failure is caused by improper riveting assembly process and insufficient riveting clamping force at the cantilever end. During the unit operation,vibration at the cantilever end causes fatigue crack at the interface between the rivet and open pore of the shroud band. The crack treatment scheme to the crack can be taken as reference for handling similar problems.Key words:steam turbine;governing stage;shroud band;crack1概况某热电公司一期工程2x300 MW燃煤汽轮发电机组为哈尔滨汽轮机厂制造,C280/N300-16.7/538/538型亚临界中间再热双排汽抽汽凝汽式机组。
汽轮机叶片断裂故障诊断及处理分析
汽轮机叶片断裂故障诊断及处理分析摘要:由于机组设计、制造精度和正常运行等技术问题,汽轮机组在运行过程中,叶片断裂等事故时有发生。
叶片本身的断裂和二次损坏直接威胁到汽轮发电机组的安全稳定运行。
基于此本文就汽轮机叶片断裂故障诊断及处理进行阐述,以供参考。
关键词:汽轮机组;叶片故障;故障诊断;故障诊断系统;1汽轮机叶片断裂机理1.1工作温度对汽轮机叶片的影响在汽轮机叶片处于工作状态中,叶片特别是动叶片,一般会工作在非常恶劣的条件里,例如,温度和热应力,就会导致叶片受到电化学腐蚀和水珠的侵蚀,正如人们都知道的电化学腐蚀是这些腐蚀中最严重的,电化学腐蚀甚至会损害汽轮机叶片,使叶片会出现裂纹。
有时候,汽轮机叶片需要在特定的高温环境下工作,这对于汽轮机叶片来说是最需要克服的困难。
汽轮机各阶段的叶片在运行过程中的温度不同,首先,前一阶段的叶片处于高温状态,随后的各个阶段叶片的温度会逐渐下降,直至最后一阶段的温度也会下降,最后一阶段的叶片中会有大量的水分,这些水分凝结成水珠,然后撞击汽轮机的动叶片,导致严重水蚀现象发生。
1.2应力状态对汽轮机叶片的影响汽轮机启动时,其下方的风机叶片通常会受到一些大面积的热静应力和热交变应力。
高静应力是因为发电机转子叶片在旋转操作期间需要在叶片方向上承受较大的机械离心力而旋转。
汽轮机旋转叶片旋转越长,转子叶片的最大速度应力变化越大,承受的离心力越大,产生的拉应力越大。
此外,在实际工作或循环使用期间,汽轮机转子上总会有一定量的高温蒸汽流。
在这些巨大高压蒸汽流的强烈作用下,将带来汽轮机巨大的高温压力流,叶片表面也将承受自然运动产生的具有一定强度的径向弯曲应力场和径向扭转。
当该振动的波频与汽轮机叶片上产生的固有振动波频完全一致时,叶片将在该径向激振力场产生的强大作用下被迫弯曲和振动,一定频率振幅变化的电磁共振现象会自动发生,振幅会增加,交变应力会逐渐增加,导致汽轮机叶片因过度疲劳而断裂。
某电厂汽轮机叶片断裂事故分析
某电厂汽轮机叶片断裂事故分析摘要:本文通过对某电厂汽轮机叶片断裂事故的分析,找出失效的原因,为汽轮机的安全运行提出可行性的建议,为电厂排除安全隐患。
希望结合该电厂的此次事故,为其它电厂提供借鉴。
关键词:汽轮机;叶片;失效事故1.概述汽轮机是发电厂主设备之一,而叶片是其最关键的部件,运行中若稍有不慎则极易对叶片造成损害,轻则造成汽轮机振动过大使机组效率降低,重则造成叶片的断裂让整台机组因事故停机造成更大的经济损失。
叶片断裂发生在某电站,事故当天凌晨1点20分,该电站1号机组正常运行,集控系统上突然显示#1~#6轴瓦的振动异常增大。
值班员发现情况后立即降低负荷,但轴瓦振动值无明显下降,只能停机检查。
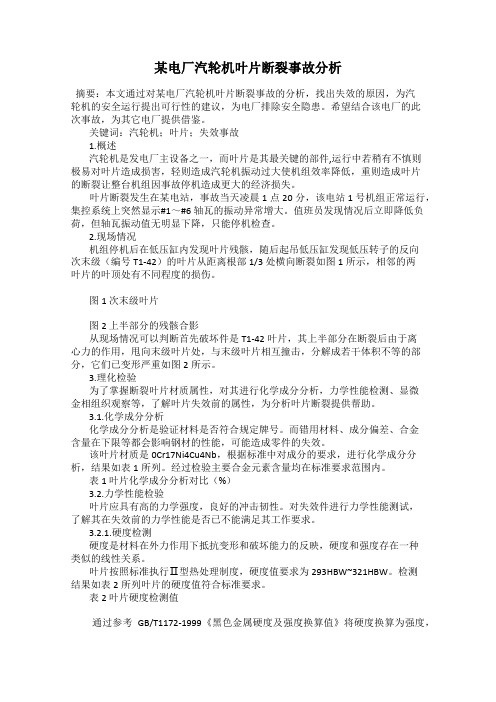
2.现场情况机组停机后在低压缸内发现叶片残骸,随后起吊低压缸发现低压转子的反向次末级(编号T1-42)的叶片从距离根部1/3处横向断裂如图1所示,相邻的两叶片的叶顶处有不同程度的损伤。
图1 次末级叶片图2 上半部分的残骸合影从现场情况可以判断首先破坏件是T1-42叶片,其上半部分在断裂后由于离心力的作用,甩向末级叶片处,与末级叶片相互撞击,分解成若干体积不等的部分,它们已变形严重如图2所示。
3.理化检验为了掌握断裂叶片材质属性,对其进行化学成分分析,力学性能检测、显微金相组织观察等,了解叶片失效前的属性,为分析叶片断裂提供帮助。
3.1.化学成分分析化学成分分析是验证材料是否符合规定牌号。
而错用材料、成分偏差、合金含量在下限等都会影响钢材的性能,可能造成零件的失效。
该叶片材质是0Cr17Ni4Cu4Nb,根据标准中对成分的要求,进行化学成分分析,结果如表1所列。
经过检验主要合金元素含量均在标准要求范围内。
表1 叶片化学成分分析对比(%)3.2.力学性能检验叶片应具有高的力学强度,良好的冲击韧性。
对失效件进行力学性能测试,了解其在失效前的力学性能是否已不能满足其工作要求。
3.2.1.硬度检测硬度是材料在外力作用下抵抗变形和破坏能力的反映,硬度和强度存在一种类似的线性关系。
关于汽轮机轴瓦震动分析与处理及汽轮机调节级叶片断裂事故分析及处理
关于汽轮机轴瓦震动分析与处理及汽轮机调节级叶片断裂事故分析及处理摘要:汽轮机为各种机械的设备动力供给,所以对汽轮机的维修保养十分重要。
其轴瓦、轴颈、叶片磨损对于整个系统都有着影响,为加强汽轮机组日常保养与维护,文章就汽轮机轴瓦、轴颈磨损及调节叶片断裂的分析与预防进行了简要的论述。
关键词:汽轮机轴瓦震动叶片断裂机械事故分析处理一、轴瓦震动分析汽轮机轴瓦振动是汽轮发电机组运行中常见的主要故障,严重影响着机组的安全运行和使用寿命。
轴瓦垂直方向的振动,由于是机组运行直接监控的重要参数,另外由于多年来无数专家和科研人员的努力,在振动的分析和处理上已经形成了一套行之有效的办法。
而轴瓦水平方向的振动,由于缺乏监控手段,往往在发现时已造成重大影响,导致不得不停机消除。
本文结合处理消除轴瓦水平振动的经过,分析水平振动大产生的原因以及处理措施,得出处理水平振动大的几个结论,希望能在机组检修阶段注意消除导致振动的潜在因素,以避免运行中因水平振动大而导致停机或事故的发生。
1、200MW汽轮机#5, #4轴瓦水平振动大处理经过某电厂#1汽轮机#5轴瓦水平振动的解决。
其#1汽轮机系东方汽轮机厂生产的N200-130/535/535型汽轮机,于12月进行了通流部分改造。
次年3月15日,该机在负荷从170MW升至220MW的过程中,#5轴瓦处突然响声异常,同时瓦盖振动明显.在线监测表计显示垂直振动为35μm,就地用测振表测量#5轴瓦瓦振值如下:垂直方向:37μm,水平方向:201 μm,轴向:189μm 。
测量轴承箱结合面及汽缸和台板连接处差别振动均不大,都在30wm以下,被迫打闸停机。
停机后检查#5轴瓦及瓦箱内各部件。
该机组#5轴瓦为椭圆轴瓦,靠四块垫铁固定在轴承箱内。
检查发现#5轴瓦上垫铁接触很差,右侧仅角部有两个接触点,其余无接触痕迹。
翻出轴瓦检查,轴瓦钨金良好,无磨损痕迹;下垫铁接触良好。
检查低发转子联轴器各连接螺栓,各螺栓联结紧密,伸长值均符合要求,无松动现象。
快速处理15MW汽轮机断叶片事故分析
快速处理15MW汽轮机断叶片事故分析摘要:一台15MW汽轮机末级叶片断落事故,因缺电严重,采用打断180°方向另一片叶片的方式,快速恢复了正常运行。
关键词:汽轮机叶片事故这是一次很有创造性的汽轮机断叶片事故处理方式:将断落叶片180度方向的另一片叶片打掉。
整个处理过程在两天内完成,机组恢复正常运行,企业减少了经济损失并得到地方政府的赞赏。
1 处理过程1.1 事故发生运行人员报告一台15MW抽凝机的凝结水质不合格,作者立即联系化学,化学核实了凝结水质的化验结果,并说明除盐水质始终正常。
作者立即到现场检查汽轮机,靠近机组时感到运行层地坪的抖动稍有增加,但机组噪音未变,其它无异常。
立即取振动表测所有轴承的各方向振动,发现汽机前轴承的垂直双振幅振动(注:本文中的双振幅振动,此后全部简称为“振动”)已接近50μm,汽机后轴承的水平振动已达65μm,其它轴承各方向的振动仅轻微变化。
该机组正常运行时的各轴承所有方向的振动都小于30μm。
根据现象判断,作者确定为汽轮机末级断叶片事故,断落叶片已击断凝汽器铜管,于是申请停机处理。
现场的争议点是:如果是末级叶片断落,为什么汽机后轴承垂直振动未变?当时是夏季,地方电网严重缺电,企业售电收入丰厚,地方政府又要求企业尽可能多供电,所以误判设备状况导致停机操作对企业不利。
鉴于凝结水水质劣化与振动突增同时出现、锅炉水质控制成本明显增加,总经理批准停机检查,根据检查结果确定处理方法。
1.2 设备损伤情况停机后,排汽缸喷水降温,检查人员立即穿雨衣进入凝汽器汽侧,然后上爬到排汽缸检查,发现末级叶片断了两片,一片根部断裂;另一片被断落叶片击断了1/4,还有一片的出汽刃边有少量长度1 mm 左右的微细裂纹。
下爬检查凝汽器,发现铜管被击断、击破和击弯各一根。
1.3 处理方法揭缸拆转子换叶片约需半个月时间,企业效益损失大,而且地方上已因15MW汽轮机停机,停了数家纳税先进企业。
紧急商量之后,决定进行一次无法保证成功的尝试:用手枪钻打掉断落叶片180°方向的另一片叶片,使转子基本恢复动平衡。
汽轮机叶片断裂故障诊断及处理分析
图1 汽轮机高压转子气流受力分析图汽轮机启动时,其下方的风机叶片通常会受到一些大面积的热静应力和热交变应力。
高静应力是因为发电机转子叶片在旋转操作期间需要在叶片方向上承受较大的机械离心力而旋转。
汽轮机旋转叶片旋转越长,转子叶片的最大速度应力变化越大,承受的离心力越大,产178研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2022.12 (下)术。
刀片错误模式也可以直接以刀片错误树的形式表示。
3.2 叶片故障诊断系统(1)汽轮机叶片裂纹检测是旋转机械故障诊断的重要组成部分,在国内外得到了广泛的研究。
目前,国外已经开发了基于声多普勒信号的刀具裂纹缺陷监测系统。
该系统沿叶轮圆周布置两个高灵敏度传感器,在激光鉴相器的控制下采集叶片振动的声信号,利用裂纹扩展引起的叶片频率波动引起的共振事件监测叶片振动的产生,并采用时域同步平均值来降低噪声,在国内外已有较多的研究。
目前,国外已研制出一套基于多普勒信号的刀具裂纹检测系统。
这个系统将在叶轮周围设置两个高灵敏度的传感器,通过激光鉴相仪对叶片的振动进行检测,从叶片缠身过的机理入手监测叶片产生振动的过程并对其进行时间同步处理,然后利用平均值降低噪声。
(2)在美国西屋公司研究小组的支持下,研制了一种基于双探头叶片结构的汽轮机振动和不平衡振动接触试验监测与补偿检测装置,并成功应用。
它不仅可以直接、连续地测量汽轮机叶片向顶部水平方向的平衡同步偏转,还可以对不平衡同步旋转偏转振动和扭转振动进行现场综合评价,分析汽轮机叶片和汽轮机自身的各种机械损伤和变形,评估汽轮机叶片修复最佳方案的优缺点,并在调整和设计后进一步检查叶片结构的性能。
3.3 叶片故障诊断技术的发展趋势随着国内计算机技术基础理论研究方向的进一步发展,计算机辅助系统监测与分析手段逐渐被越来越广泛地应用于叶片系统的各种故障检测、分析、诊断和监测技术中,通过采用各种计算机信号检测以及计算机识别的新方法,大大提高了系统监测和处理的质量,以及系统监测和诊断工作过程中信息的动态可靠性。
某汽轮机断叶片故障案例分析(2)
某汽轮机断叶片故障案例分析(2)叶片断裂是大型旋转机械中典型的不平衡类故障,同时也是会给机组带来非常严重后果的故障之一。
我们再来回顾一下:机组振值的突然跳变有三种可能:叶片断裂、异物进入和垢层脱落。
它们的故障机理和不平衡故障是相同的,主要特征有三条:1.振动的通频振幅在瞬间突然变化;2.振动的特征频率是转子的工作频率;3.工频振动的相位也会发生突变。
第一部分:设备概况首先我们还是来看一下本期所要讲述的设备的基本情况。
该合成气机组由汽轮机驱动压缩机。
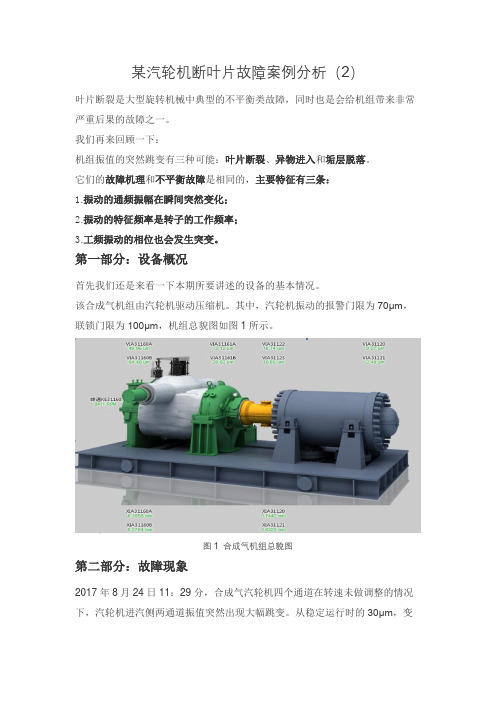
其中,汽轮机振动的报警门限为70μm,联锁门限为100μm,机组总貌图如图1所示。
图1 合成气机组总貌图第二部分:故障现象2017年8月24日11:29分,合成气汽轮机四个通道在转速未做调整的情况下,汽轮机进汽侧两通道振值突然出现大幅跳变。
从稳定运行时的30μm,变化至60μm左右,变化时间在2s以内;排汽侧也同步小幅变化了10μm左右。
随后机组运行过程中,汽轮机各通道振值随转速变化始终比较同步,见图2。
图28月24日振动通频趋势图由于没有到达报警值,用户研究决定继续观察运行。
机组运行至11月30日21:20时,汽轮机四个通道振值再次出现大幅跳变。
表现为进汽侧两个通道下降(我们在第一讲的时侯说明过,振动突然下降也是非常危险的),排汽侧两个通道大幅上升,最大达到80μm,见图3,随后机组降转速运行,振值最大达到95μm,不得不停机检修。
图311月30日振动通频趋势图第三部分:原因分析2017年8月24日汽轮机第一次出现振值跳变时刻,各通道GAP电压趋势稳定,说明传感器系统正常,为真实信号;对比相关工艺量数据,均无明显同步关系,因此可排除工艺调整方面的原因。
结合振动图谱,发现引起振值变化的主要特征频率为1X,且1X相位同步发生大幅变化(见图4、图5)。
图4 第一次突变时1X幅值趋势图5第一次突变时1X相位趋势在振值突变时刻,波形图清晰地记录了这一时刻的突变过程,频谱图上丰富、活跃的低频成分表征了振动跳变的过程中出现了碰摩(见图6)。
汽轮机叶片断裂事故原因分析及完善化改造
【 关键 词 】 汽 轮 机 调 节级
I前 言
叶 片 断裂
完善 化 改造
㈢ 振 动 特 性 与 分 析 第 二 次 断 叶 片 后 , 调 节 级 叶 片 振 动 特 性 进 行 了 测 量 。 量 结 果 对 测 调 节 级 叶 片一 一叶 轮 系 统 振 动
G S 电 厂 8 号 汽 轮 机 系 某 汽 轮 机 厂 生 产 的 C 0 、3 l2 C级 3mm 叶 片 改 造 投 产 后 运 行 8 0 小 时 于 2 0 l 9 0 3年 l 1月 2 日 第 一 次 发 生 损 坏 , 落 8 片 , 号 为 : 2、 3 2 2 、 8、 O、 l 4 断 编 2 2 、 4、 5 4 7 7 、 7 号 叶 片 , 换 装 拆 卸 叶 片 时 又 发 现 裂 纹 4、 8、 3、9、 0、 9号 叶 2 1 3 3 5 8
叶 轮 — — 叶 片 系 统 振 动 m= 4或 m= 时 轮 系 频 率 与 喷 嘴 扰 力 频 5 率 N e避 开 较 小 。 Z ㈢ 叶 片 损 坏 原 因 分 析
00 、 2
0 b
6 % 5
1% l r
Au k
1 11 8 5 4
1 314 8 7 12 12 8 8
进 行 了 分 析 , 据 机 组 在 设 计 上 存 在 的 问 题 , 过 仔 细 研 究 后 提 出 了 完 善 化 改 造 方 案 并 实 施 。 实 施 后 效 果 显 根 经
著 。 除 了 汽 轮 机 调 节 级 断 叶 片 安 全 隐 患 。 对 于 汽 轮 机 设 计 制 造 及 汽 轮 机 增 容 降 耗 改 造 提 供 了借 鉴 。 根
维普资讯
一
中国高新 技术企 业
汽动引风机叶片断裂故障分析与处理

汽动引风机叶片断裂故障分析与处理
《汽动引风机叶片断裂故障分析与处理》
汽动引风机叶片断裂是一种常见的故障,它会对汽动引风机的正常运行造成严重影响。
因此,对叶片断裂故障的分析和处理显得尤为重要。
首先,需要进行故障分析,主要有以下几点:1、叶片断裂的原因,可能是由于叶片材质、结构设计不合理,或者是叶片受到外力损坏;2、叶片断裂的位置,叶片断裂的位置会影
响汽动引风机的正常运行;3、叶片断裂的程度,叶片断裂的程度越大,汽动引风机的效
率就越低。
其次,需要根据故障分析结果,采取合理的处理措施,主要有以下几点:1、更换新的叶片,以恢复汽动引风机的正常运行;2、对叶片进行润滑,以减少叶片的磨损;3、检查叶片的结构设计,以确保叶片的质量和结构合理;4、限制叶片受到外力损坏的可能性。
综上所述,叶片断裂故障的分析和处理是非常重要的,只有正确分析故障原因,采取合理的处理措施,才能有效地保证汽动引风机的正常运行。
典型事故实例分析“叶片断裂”分析ppt课件
损坏的主要缘由
叶片围带上的硬质合金块存在裂纹,在运转中断 落是叶片材质存在不允许的枝间疏松缺陷;叶片的围 带构造薄弱,其上的硬质合金块小;燃用轻柴油中的 硫化物和运转环境的海边空气中Na离子偏高,使叶片 受低温热腐蚀,降低了叶片的疲劳强度,促进了叶片 断裂损坏发生。
改良措施
强化燃油质量管理和质量的化学监视。运转中加 强振动监视,根据监测系统,在带负荷运转中一旦发 现轴瓦振动数值忽然添加3~4mm/s,及时分析缘由。 必要时应停机揭缸检查。一旦发现质量碎片,立刻改 换改良的新型叶片。
燃气轮机—— 运转中发生的缺点
概述
从前面的描画热悬挂景象对叶片的热冲击
呵斥叶片产生裂纹可以看到叶片损坏后对机组 的影响。
一旦叶片体破碎,质量的改动将引起转子
体的不稳定转动,破碎的质量块撞击转子上的
部件将损伤金属资料,导致机组的猛烈振动,
而振动程度的加剧影响到机组运转。叶片体上
发生几何大变形还将引发转子的摩碰。
由振动超限引起的零部件损坏
运转中发生的叶片断裂事故
从断口截面可以看出是,深黑色断口属于早期振 动损坏的围带。首先折断的叶片质量引发击断相邻的 叶片,后损坏的叶片断口呈现新颖金属外表。沟槽附 近的裂纹是由于腐蚀呵斥的沟槽在应力集中或者断裂 碎块撞击所呵斥的。
该机组事故特点是围带断裂前机组产生振动,围 带的断裂改动了叶片振动特性,振动幅值加剧,增大 叶片的动应力。加上在高温燃气介质碱金属硫酸盐对 叶片资料腐蚀的共同作用,导致叶片的振动疲劳极限 降低,在叶型中部断裂。断裂损坏性质属于腐蚀疲劳 损坏。
因此,燃机设计对叶片的强度与振动数据 有非常严厉的控制目的。
运转中发生的叶片断裂事故
某燃机电厂第三级叶片三年中延续三次发生断 裂事故[11]。叶片损坏时的运用时间同设计寿 命相比,相差甚远。叶片远远没有到达设计规 定运用期限就发生了断裂缺点。机组在发生缺 点的运转中表现出的显著特性是具有较大理振动超限 问题。经检查发现第三级叶片上有明显的点腐蚀 坑,有4个叶片在叶型中部折断。断口出气侧呈蓝 黑色,有的断口呈现新颖金属光泽。叶片围带上 的硬质合金块存在裂纹并在运转中断落。有多片 叶片部分被击伤、痕迹新颖。还有12个断口呈深 黑色叶片的围带断落。此外,发现叶片外表腐蚀 的沟槽以及在沟槽附近的小裂纹。
汽轮机叶片断裂案例分析-091229
大型汽轮机叶片事故原因分析在火电厂、核电厂机组运行过程中,汽轮机叶片工作在高温、高压、高转速或湿蒸汽区等恶劣环境中,经受着离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区高速水滴冲蚀的共同作用,再加上难以避免的设计、制造、安装质量及运行工况、检修工艺不佳等因素的影响,常会出现损坏,轻则引起汽轮发电机组振动,重则造成飞车事故。
因此,汽轮机叶片的安全可靠直接关系到汽轮机和整个电厂的安全、满发。
汽轮机叶片事故长期困扰电厂机组的安全经济运行。
从国内统计数据看,叶片损坏事故占汽轮机事故的30%。
叶片损坏的位置,从围带到叶根都有。
据日本历年的统计资料,各部位出现损坏的百分率见表1。
此外,汽轮机各级叶片的损坏机会是不均匀的,据美国对50台大型机组的统计,叶片事故几乎全发生在低压缸内,其中末级占20%,次末级占58%,而且集中区是高压第一级,即调节级。
据日本的统计,也有20%的事故发生于此。
因此,在汽轮机设计和运行时,均应注意这些部位。
叶片损坏的原因是多方面的,可以从不同角度加以分析。
例如,从发生的机理区分,60%~80%的损坏原因是振动;从责任范围区分,可归纳为设计、制造、安装、运行和老化等。
在实际工作中,如果能及时找出主要原因,掌握叶片事故前后的征兆,采取相应措施,就能避免事故的发生,提高机组的使用寿命和安全可靠性。
1、近年来大型机组叶片损坏概况从近年来发生的17例叶片故障统计中,笔者分析了上海汽轮机有限公司、哈尔滨汽轮机有限责任公司、东方汽轮机厂、北京重型电机厂(表中简称上汽、哈汽、东汽、北重)生产的以及美国、日本、前苏联和欧洲一些国家引进的200 MW以上超高压、亚临界及超临界压力大功率汽轮机叶片故障。
这些故障造成叶片损坏的形式分为损坏(丧失基本功能,危及安全)和损伤(降低经济性,能安全使用)。
叶片损坏形式:折断、裂纹、扭弯、二次损坏及其它;叶片损伤形式:蜂窝状、开焊、麻点、锈蚀、擦伤。
2、叶片故障原因分析2.1 叶片故障的特点(1) 叶片故障发生在低压缸的有13例,占统计总数的82.35%,而末级叶片损坏又为多发部位,有9例,占统计总数的52.94%,调速级有2例,占统计总数11.76%,中间级所占比例很小。
汽轮机调节级动叶片断裂事故分析及处理
收稿日期:2006201209 作者简介:孙为民(19662),男,河南郑州人,副教授,现从事汽轮机设备的教学和科研。
汽轮机调节级动叶片断裂事故分析及处理孙为民1,李留轩2(1郑州电力高等专科学校,郑州450004;2洛阳华润热电有限公司,洛阳471900)摘要:针对50MW 汽轮机调节级动叶片断裂的事故原因进行了分析和研究,并根据当前机组情况选用了合理的处理方案。
关键词:汽轮机;叶片断裂;处理方案分类号:TK267 文献标识码:B 文章编号:100125884(2006)0620458202Processing and Fault Analysis ofMoving B lades Cripp ing of Steam Turbine Governing StageS UN W ei 2m in 1,L IL iu 2xuan2(1Zhengzhou Electric Power College,Zhengzhou 450004,China;2Luoyang China Res ourcus Ther moelectric Company L i m ited,Luoyang 471900,China )Abstract:The fault reas ons of moving blades cri pp ing of steam turbine governing stage were analyzed and studied,and based on the unit state,the paper choosed reas onable sche mee of treat m ent .Key words:steam turb i n e;bl ades cr i pp i n g;schem ee of trea t m en t0 前 言某发电厂有两台50MW 汽轮发电机组,机组型号为C50-8.83/1.3。
汽轮机轴瓦震动及汽轮机调节级叶片断裂事故与处理措施研究
汽轮机轴瓦震动及汽轮机调节级叶片断裂事故与处理措施研究摘要:汽轮机在实际使用过程中如若出现轴瓦振动现象,不仅会降低设备的运行性能,甚至还会影响到整个工业的生产效率。
也正因如此,本文笔者在梳理了相关参考文献的基础上,结合个人研究经验,指出汽轮机轴瓦振动危害,以及造成轴瓦振动问题的原因,提出相应的应对措施,以期为有效控制汽轮机轴瓦振动现象,确保汽轮机的安全运行奠定良好的基础,进而推动工业企业经济效益得以稳步增长。
关键词:汽轮机轴瓦振动危害原因应对措施绝大多数的汽轮机组在实际运行过程中,企业都会为其配备相应的轴承与轴瓦,用来监测汽轮机组的实际运转情况。
也正因如此,对于汽轮机组而言轴瓦振动是其健康运行的重要参数体现。
尤其是面对汽轮机组的普及应用,汽轮机轴瓦振动危害日益突出,对轴瓦振动问题的改进也成为人们关注的焦点所在。
基于此,以下笔者结合个人研究经验与相关参考文献,针对汽轮机轴瓦振动原因及其应对措施展开粗浅的探讨,以期为广大同行在今后汽轮机轴瓦振动现象的有效控制上提供有益的借鉴。
1、汽轮机轴瓦振动危害与原因1.1 汽轮机轴瓦振动危害从汽轮机的实际应用情况来看,轴瓦异常振动的危险主要表现以下三个方面:首先,当汽轮机轴瓦出现异常振动现象时会产生较大的噪音,带来不同程度上的噪音污染,从而影响工业企业的生产环境;其次,当汽轮机轴瓦出现异常振动现象,且振动现象较为严重时,就会对轴系质量造成较大的影响,引发叶片脱落、大轴弯曲以及转子内部冷水路堵塞等情况。
并且在动静摩擦等因素的作用下,轴瓦振动现象还会越来越烈,继而造成恶性循坏;最后,当汽轮机轴瓦出现异常振动现象时,会影响汽轮机的实际工作效率,制约工业企业的健康发展。
1.2 汽轮机轴瓦振动大的主要原因第一,零部件出现松动以及汽轮机组内的部件发生膨胀。
对于汽轮机而言,其内部很大一部分的部件都长期处于高温运作下,一旦温度控制发生了异常问题,势必会造成汽轮机内部部件出现不均匀的膨胀问题,致使汽轮机的转子发生变形,进一步加剧汽轮机组的振幅,甚至是出现内部部件之间的碰撞。
汽轮机叶片断裂事故预案
汽轮机叶片断裂事故预案
1 防止汽轮机叶片断裂的措施
1.1 保持机组在许可周波范围内运行。
1.2 保持机组蒸汽参数正常。
1.3 保证加热器、除氧器运行正常,有关疏水畅通。
1.4 保持机组正常出力,严禁超限运行。
1.5 加强汽水品质监督,防止叶片结垢腐蚀。
2 汽轮机叶片断裂事故处理
2.1 汽轮机叶片在运行中损坏或断落,出现下述现象之一时,应破坏真空事故停机:
2.1.1汽轮机内部发现明显的金属声。
2.1.2机组发出强烈振动。
2.2 正常运行中如发现调节级或某级抽汽压力,抽汽压异常变化,应立即进行综合分析。
如伴随出现在相同工况下负荷下降,轴向位移,推力瓦块温度有明显变化,或相应轴承的振动明显增大时,若判断为叶片断裂,应立即停机。
2.3 汽轮机低压叶片断落打破凝汽器铜管,使凝结水导电率,硬度上升,如凝汽器水位上升,则应启动备用凝结水泵。
2.4 当确认叶片断裂后应揭缸重新安装叶片后才可启动。
发电厂小汽轮机叶片断裂事故分析
发电厂小汽轮机叶片断裂事故分析某发电厂给水泵小汽轮机为单缸、单流程、单轴、纯凝汽式汽轮机,运行方式为变参数、变功率、变转速,小机转子共有6级动叶,第1-5级有叶顶围带,第6级无叶顶围带中间有拉筋的自由叶片,共有5级隔板静叶,于2007年正式投运,2017年发生叶片断裂事故。
一、事故前机组及设备运行工况事故发生前机组负荷650MW,主汽压力24.8MPa,主汽温567/566℃,再热汽温565/566℃,真空-95kPa,6A-6F6台制粉系统运行,6A、6B汽泵运行,电泵备用,六大风机运行,6A、6B循环水泵运行。
二、事故详细经过事故时6A汽泵跳闸。
“A小机2号轴承轴瓦振动大跳机”、“A 小机给水泵主保护动作停机”保护动作。
RB动作,6F、6E、6D磨煤机跳闸,煤量自动减至130t/h,电泵联启,给水流量自动减至1092t/h。
20:49h 手动控制电泵勺管,电泵并入系统,维持机组煤水比正常,调整主、再热汽温参数正常,逐步启动6D、6E制粉系统,目前给水泵运行6B汽泵和6号机电泵,负荷最高带530MW。
三、事故后检查及处理情况事故后专业人员检查设备外观无异常,手动盘车正常,通过调取运行各参数曲线分析,6A小机1、2号瓦轴振、瓦振都出现突增,瓦温较正常增大5℃左右,汽动给水泵振动稍有延后也出现突增,从曲线看属振动大跳闸,初步判断转子可能出现部件脱落,需揭缸检查。
待缸温降至200℃左右,开始拆除保温和打开人孔检查,发现小机末级叶片发生断裂1片,扭曲变形1片。
揭开上缸,发现第六级末级动叶片断裂1片,碰伤6片;第五级上隔板碰伤5处静叶,下隔板碰伤7处静叶,其它有轻微碰伤现象。
检查1-5级转子叶片和围带、1-4级隔板静叶、1-2轴承乌金、推力轴承、汽封圈等无异常。
事故后计划切除碰伤较大的3个叶片,包括断裂叶片共4个叶片进行对称分4个方向进行安装,进行高速动平衡后回装继续维持运行,损伤隔板进行修复处理。
四、事故原因分析对小机断裂的叶片进行初步分析,叶片根部是应力最大的部位,容易在此处形成应力集中,在应力集中作用下产生裂纹,成为疲劳源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2006201209
作者简介:孙为民(19662),男,河南郑州人,副教授,现从事汽轮机设备的教学和科研。
汽轮机调节级动叶片断裂事故分析及处理
孙为民1
,李留轩
2
(1郑州电力高等专科学校,郑州450004;2洛阳华润热电有限公司,洛阳471900)
摘要:针对50MW 汽轮机调节级动叶片断裂的事故原因进行了分析和研究,并根据当前机组情况选用了合理的处
理方案。
关键词:汽轮机;叶片断裂;处理方案分类号:TK267 文献标识码:B 文章编号:100125884(2006)0620458202
Processing and Fault Analysis ofMoving B lades Cripp ing of Steam Turbine Governing Stage
S UN W ei 2m in 1
,L IL iu 2xuan
2
(1Zhengzhou Electric Power College,Zhengzhou 450004,China;
2Luoyang China Res ourcus Ther moelectric Company L i m ited,Luoyang 471900,China )
Abstract:The fault reas ons of moving blades cri pp ing of steam turbine governing stage were analyzed and studied,and based on the unit state,the paper choosed reas onable sche mee of treat m ent .Key words:steam turb i n e;bl ades cr i pp i n g;schem ee of trea t m en t
0 前 言
某发电厂有两台50MW 汽轮发电机组,机组型号为C50-8.83/1.3。
1号机2004年1月投入运行,2号机2004年4月投入运行。
2004年6月4日,2号机组振动突然加大,12日开缸检查,发现第1级动叶片(调节级)3处共6片从根部断裂,转子返制造厂修理。
根据当时机组运行及叶片事故情况,制造厂家会同运行厂家对事故叶片进行了整级更换。
更换时根据断叶片事故分析对叶片成组焊接剖口结构进行了改进,并增加了叶根侧部剖口焊。
2004年8月5日,2号机组振动再次出现异常,再次停机开缸检查,发现第1级动叶片(调节级)又有3处共6片从根部断裂,同时有部分叶片出现裂纹。
断口形式和部位与第一次断口发生了较大变化,但断纹基本相似。
另外,第2、3、4级动叶型面部分有不同程度的损伤,末级叶片有3片顶部不同程度地向外突出变形。
1 原因分析
1.1 设计分析
该机组调节级所用叶型为3.4061,叶根为TG22,该叶片从上世纪60年代开始在我国50MW 高温高压汽轮机调节级上广泛采用,是一种成熟结构。
制造厂在50MW 抽汽式汽轮机上从上世纪90年代初期开始使用,并根据机组运行工况进行了适当调整,使用情况一直良好。
1.2 结构强度分析
该机组调节级动叶片材料为1Cr11MoV,节圆直径1100
mm,叶片数156个,汽道高度35mm,叶片宽度35mm,叶根采用TG22型T 型叶根,叶片顶部自带围带,2片叶片成组,采用上、下V 型剖口焊接,围带焊接前厚8mm,剖口深6.5mm,叶片安装好后,围带加工至中间9mm 宽,厚6.1mm,两侧厚4.3mm 。
该叶片作为调频叶片考核,其A 0型计算静频为4514Hz,所配喷嘴当量数为79.4,激振频率为3950Hz,频率避开率为14.3%,在型线底部的汽流弯应力为4.5M Pa (二阀开),其余应力均远低于标准考核值。
1.3 叶片断裂原因初步分析
第一次采用2片成组,在围带处焊接和在叶片底部开坡口焊接,叶片的振动强度基本符合有关的技术标准和行业规范要求,但叶片的切向振动频率和轴向振动与激振力频率的避开率不大,考虑到调节级叶片变工况运行条件和叶片装配在叶轮上的实际松紧状况,当振动下传时,叶片组的切向振动模态和轴向振动模态与喷嘴激振力频率发生共振或接近共振,导致叶片中的动应力过大,造成疲劳破坏。
第二次采用2片成组,增加叶根匹配面焊接,避免第一阶切向振动模态的共振,轴向振动频率与激振力频率的避开率也有所改善,但轴向振动频率与激振力频率的避开率仍不是很大。
焊接的热影响区造成叶片材料抗疲劳的能力降低和焊接原因引起的初始裂纹,加速了叶片的疲劳损坏。
因此从振动应力的来源来看第一次和第二次的断裂有不同之处。
通过对TG22型叶片根部断裂金相检验分析,结论如下:(1)叶根的断裂属于脆性断裂,裂纹扩展速度快,宏观断口上无明显塑性变形。
(2)裂纹源位于两叶根靠拢部位的焊区δ铁素体带处,
第48卷第6期
汽 轮 机 技 术Vol .48No .62006年12月
T URB I N E TECHNOLOGY
Dec .2006
这里既是强度弱化区,又是焊缝与母材截面不连续部位的应
力集中处。
(3)裂纹主要以沿晶方式扩展,且环境介质的氧化加速了裂纹的扩展与腐蚀疲劳产生。
(4)叶片断裂机制主要以解理断裂为主,并兼有准解理断裂的混合。
(5)叶片服役期间若蒸汽温度控制不当,引起了水冲击,使振动加剧,还有叶轮实际运行转速过限,都会促使裂纹的早期出现。
(6)叶片基体组织中晶界上的夹杂物也是应该控制的,这需要注意锻造时温度不能提高,且高温下停留时间也不宜过长,若控制不得当,不但晶界会出现夹杂物,δ铁素体也会增多并出现聚集,从而降低基本材料的强度和断裂韧性。
2 处理方案及分析
根据机组情况,可有3种处理方案。
(1)用3片成组焊接方式更换原有叶片;
(2)采用2片成组电子束方式更换原有叶片;
(3)采用调整喷嘴数,重新设计调节级的方式更换。
3种处理方案分析比较如下。
2.1 用3片成组焊接方式
该方案吸收了前2片断裂的教训,改进依据如下:
(1)3片成组焊接后,可将叶片的A 0型静频率从4514Hz 提高到5090Hz,在激振力频率保持不变的情况下,计算的避开率可从14.3%提高到28.9%。
(2)顶部加装了燕尾围带。
该结构可有效增加叶片顶部阻尼,这是目前各汽轮机厂广泛采用的一种减少动叶振幅的有效方法。
(3)增加叶根宽度到26mm (原为22mm )该方法可在一
定程度上增强叶根静强度和刚度,尤其增强叶片抵抗“Z ”型振动的强度。
另外可以避开第1阶切向振动频率,而且明显提高了叶片组的基本轴向振动频率。
改进时,在工艺上采取一些措施,例如提高叶片组叶根和另外叶片组叶根间的过盈,叶根和轮缘配合紧度,降低振动的下传速度。
2.2 采用两片成组电子束焊方式
电子束焊是一种真空焊,有效避开了常规焊接应力,同时在该结构顶部加装燕尾围带,强度性能较好。
该结构因与两片成组手工焊接结构是同一数学模型,对前面出现的断叶片原因没有根本改善。
2.3 采用调整喷嘴数
调整喷嘴数可有效改变激振频率,理论上是解决问题的一种有效方案,但存在以下几个方面的问题。
(1)受目前汽缸、转子结构限制,改变当量喷嘴数的幅度受到很大限制。
(2)必须从汽动和热力计算方面重新设计,对机组的热力性能可能带来不利影响,且时间较长,约需3个月~6个月。
(3)全新设计没有经过运行检验,存在较大的不确定风险。
综合以上3种方案,从时间、实际经验和现有条件,确定选用第1种方案。
3 结 论
从改造处理后运行至今,一切良好,说明用3片成组焊接方式更换原有叶片是合理的。
(上接第421页)
汽器凝结下来的凝结水及系统补水被喷出后,其含氧量的80%~90%就已经被脱离出来,完成了第一步除氧。
(2)空冷凝汽器凝结下来的凝结水及系统补水被喷出后,在排汽联合装置内淋洒下降的过程中,和引入的汽轮机低压缸排汽接触而被加热,完成了第二步除氧。
(3)空冷凝汽器凝结下来的凝结水和系统补水完成第二步除氧后,流经扰流板,被引入的汽轮机低压缸排汽进一步加热除氧,并消除了大部分凝结水过冷度。
(4)空冷凝汽器凝结下来的凝结水、系统补水与末级低压加热器的正常疏水进行热交换,完成了深度除氧。
(5)将喷嘴壳体上的抽真空管道与系统抽真空管道相连,将析出的氧气及不凝结气体抽出。
(6)在各个除氧环节设置取样装置,可以时时检测除氧结果。
经过以上的除氧措施,排汽联合装置凝结水箱的凝结水出口含氧量可控制在40ppb 以下,过冷度小于1℃。
完全满足相关的辅助设备安全运行和使用寿命的要求。
引进的ST ORK 技术率先用于通辽电厂600MW 空冷机组,目前该机组已经安装完成。
3 结束语
通过设计内置式除氧装置、凝结水箱一体化的排汽联合装置,不仅可以更好地满足用户要求,减少设计院的布置困难,减少电厂的投资成本,保证相关的辅助设备安全运行和使用寿命的要求;还可以大大提高设计、制造单位技术水平,有助于拓宽产品的应用范围;在国际、国内开拓更广阔的市场,创造可观的经济效益。
欢迎订阅《汽轮机技术》
9
54第6期孙为民等:汽轮机调节级动叶片断裂事故分析及处理 。