连续退火炉内带钢跑偏和热瓢曲研究进展
连续退火炉炉内带钢纠偏系统分析与建模

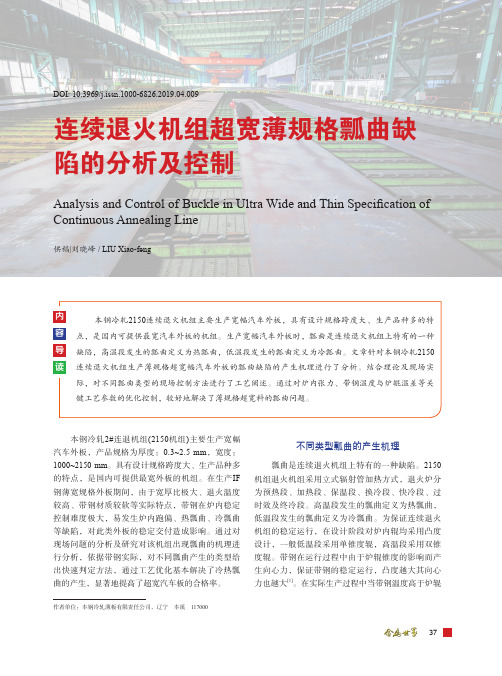
统 、H—N及脱氧系统等组成 。1 #连 续退火炉机组 退火炉
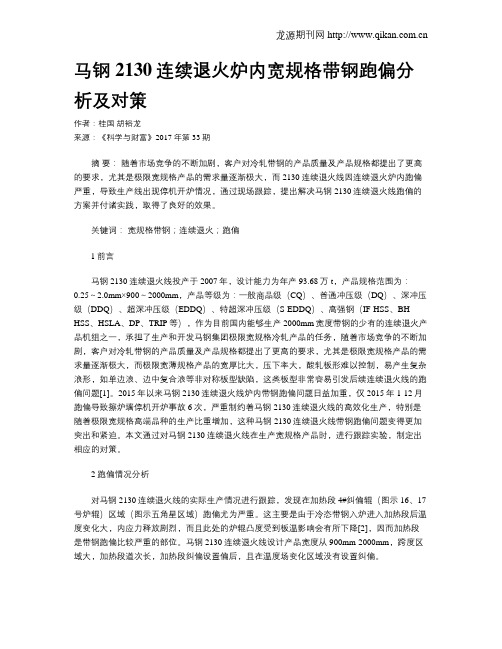
设置 了 9套纠偏 系统 ,其示意 图如 图 1 所示 。
t
. ..
~
瞒 / / ^ \ 一 \压 礴 星
/ 舀 一 c 0 c
,
1
_
,
一
一
…
鳓 \ l 一 , 彝
【 ]0 0 0 J 0 0
l o - 张力辊4 . 1 ;1 1 - 张力辊4 . 2 ;1 2 一 带 钢 偏移位置 检测装 置 ;1 3 一 人 口密封辊 ;l 4 - 张力计
图1 立式退火炉 纠偏 系统设置示意图
*作者简介 :范尔建 ( 1 9 8 6 一) ,男 ,助理1 二 程师 ,主要从 事冷轧设备点检和维护方面的T作 。E - ma i l :f a n l y 1 5 2 0 @1 6 3 . c o m
火炉 中的炉 内纠偏 系 统不但 已必 不可少 ,而且 有时 需多套 系统组合才能保证机组的高速运行 。
2 退 火炉 内纠偏 系统 的布 置
2 . 1 炉 内纠偏系统的设置
攀钢 2 0 3 0 连续退火炉机组连退炉为立式退 火炉 ,采用 3 6 5个全辐射 管加热 ,其 主体 组成 为炉体 钢结 构 、炉壳 及 其附属设备 、中间各介质 管道 、事故水 系统 、甘油润 滑系
心 点 在 平 面 内转 动 ] 。 由 于 炉 内 纠 偏 系 统 摆 动 中心 在 带 钢
4 . 1伺 服 电动 缸 建 模
纠偏装置中 的电动 伺服 缸采 用 E MG公 司 的产 品 ,该 伺服电动缸采用行星齿轮系螺纹 ( P GT) ,将 相交 流伺 服 电机产生的旋转运动转变为直线行走移动 。
连续退火炉内辊型对带钢瓢曲张力影响的试验研究

0 概 述
影 响连续 退 火 炉 内带 钢 瓢 曲 的 因素 很 多 , 主
要有 : 型 、 面粗 糙 度 、 钢 规 格 等 。为 了 能够 辊 辊 带 设计 良好 的炉辊 辊 型 , 确 预 测 带 钢 在 炉 内 发生 准
1 模 拟 试 验 方法 及 试 验 设 备
1 1 试 验 方法 .
Exp r m e a e e r h o fe t fhe r h r l pr fls o e i nt lr s a c n e f c s o a t o l o e n i
s rp b kl e i n i o i o nn a i ur a e t i uc i t nso n a c ntnu usa e lng f n c ng
辊 凸度 × 擦 因数 )l 正 比。 摩 成
关 键词 : 炉辊 ;凸度 ;临界 瓢 曲 张力
中图分 类 号 : G 5 . 文献标 志码 : 文章 编号 :0 8— 7 6 2 1 )2— 0 3— 5 T 15 1 B 10 0 1 (0 1 0 0 6 0
d i1 .9 9 ji n 10 0 1 .0 .2 0 3 o:0 3 6 /.s .0 8— 7 6 2 1 0 . 1 s 1
为模 拟 带钢 瓢 曲 , 制作 了图 1 示 试验设 备 。 所
瓢 曲 的临界 张力 , 须 通 过 模 拟 试 验 和 理 论 解 析 必 计算 , 析各 辊 型参 数 对 带 钢 瓢 曲临 界 张 力 的影 分 响规 律 。本文 采用 了模 拟 试验研 究 和理 论解 析相 结合 的 方法 , 析 了各 辊 型 参 数 对 带 钢瓢 曲 临界 分
tn in c n b r e u .T e fr u a s o s t a h r i a b c l g t n in i p o o t n o t e e s a e wok d o t h o l h w h t te c t l u k i e s s r p r o a t h o m i c n o i l
立式连续退火炉内带钢的热瓢曲现象及处理办法

线膨 胀系 数 ,/c; 】c
△£ — 温 度差 ; —
E —— 物 体弹 性模量 。 由式 1可见 , 温差 越大 , 越容 易产生 大 的热应 力, 也就 越 容易产 生热瓢 曲 。
带 钢温 度 在 5 0C以上 时 , 宽 度 方 向 的温 6o 沿 差 △£ 0c , 热应力 。 屈 服应 力 , 钢就 I c 则 >6 > 带
国内某 冷 轧机组 立式 连续 退火 炉 内共发生带 钢 断
热 瓢 曲是指 带钢 在炉 内被加 热时 由于板面 受 热 不均匀 而 产生 的斜 向皱褶 , 一种热 变形现 象 。 是 带 钢沿 宽度方 向由于温 度分 布不 均匀而 在带 钢 内部产 生互 相约 束 的应 力 , 此应力 就是 热应 力 。 当带 钢所 受 的热 应 力 超 过 相 同温 度 下 该 带 钢 的屈 服 应 力 时 , 会产 生热 瓢 曲 , 就是 产 生 就 这
2 热瓢曲产生的机理
白世宏 , 工程师 ,9 1年 毕业于 东北: 学 院热 能工程专 业 , 19 [ 现在鞍 钢股 份有 限公 司 冷 轧 薄 板 厂从 事热 镀 锌 线 管 理 工 作
( 10 1 。 14 2 )
-— —
会 因热瓢 曲而产生 断带 。 鞍 钢冷轧 薄 板 厂 1连 续 热 镀 锌 线 机 组 使 用
的带 钢 规 格 为 : 度 0 3~ 2 5 厚 . . mm, 度 7 0~ 宽 5
4 - 0 — —
维普资讯
鞍 钢 技 术
20 0 7年第 1 期
‘ M ● t 嘟 ^ ■‘ 删 糍 ‘ 坶 ^
ANGANG Leabharlann ECHNOLOGY 热瓢 曲 的根本原 因 。
马钢2130连续退火炉内宽规格带钢跑偏分析及对策
马钢2130连续退火炉内宽规格带钢跑偏分析及对策作者:桂国胡裕龙来源:《科学与财富》2017年第33期摘要:随着市场竞争的不断加剧,客户对冷轧带钢的产品质量及产品规格都提出了更高的要求,尤其是极限宽规格产品的需求量逐渐极大,而2130连续退火线因连续退火炉内跑偏严重,导致生产线出现停机开炉情况,通过现场跟踪,提出解决马钢2130连续退火线跑偏的方案并付诸实践,取得了良好的效果。
关键词:宽规格带钢;连续退火;跑偏1前言马钢2130连续退火线投产于2007年,设计能力为年产93.68万t,产品规格范围为:0.25~2.0mm×900~2000mm,产品等级为:一般商品级(CQ)、普通冲压级(DQ)、深冲压级(DDQ)、超深冲压级(EDDQ)、特超深冲压级(S-EDDQ)、高强钢(IF-HSS、BH-HSS、HSLA、DP、TRIP等),作为目前国内能够生产2000mm宽度带钢的少有的连续退火产品机组之一,承担了生产和开发马钢集团极限宽规格冷轧产品的任务,随着市场竞争的不断加剧,客户对冷轧带钢的产品质量及产品规格都提出了更高的要求,尤其是极限宽规格产品的需求量逐渐极大,而极限宽薄规格产品的宽厚比大,压下率大,酸轧板形难以控制,易产生复杂浪形,如单边浪、边中复合浪等非对称板型缺陷,这类板型非常容易引发后续连续退火线的跑偏问题[1]。
2015年以来马钢2130连续退火线炉内带钢跑偏问题日益加重,仅2015年1-12月跑偏导致擦炉墙停机开炉事故6次,严重制约着马钢2130连续退火线的高效化生产,特别是随着极限宽规格高端品种的生产比重增加,这种马钢2130连续退火线带钢跑偏问题变得更加突出和紧迫。
本文通过对马钢2130连续退火线在生产宽规格产品时,进行跟踪实验,制定出相应的对策。
2 跑偏情况分析对马钢2130连续退火线的实际生产情况进行跟踪,发现在加热段4#纠偏辊(图示16、17号炉辊)区域(图示五角星区域)跑偏尤为严重。
连退炉带钢跑偏的分析与控制

连退炉带钢跑偏的分析与控制摘要:目前科技高速发展进步,连续退火装置在一定程度上满足了高速、自动化、连续化的生产需求。
采用活套装置可以有效地控制带钢的张力,在保障科学、合理的速度基础上提高产量、提高高质量,这对于带钢的生产非常重要。
然而,在连续退火生产线中常会出现带材跑偏现象,如果带钢在炉膛中出现跑偏,很可能会造成停机,严重时会造成带钢断裂,给连铸生产造成很大的麻烦。
基于这一现状,针对连退炉带钢跑偏的原因进行分析,并提出相应的防治措施,以供相关人员参考。
关键词:连退炉;带钢跑偏;控制引言:目前,在高端生产中,全辐射管、H-Nx保护气体、全辐射管的连续退火炉,产品广泛用于汽车、家电、装潢等高档行业,是目前世界上最先进、最具竞争力的高强度钢制造设备。
由于连续生产,要求长期稳定运行,导致温度制度、钢种、规格等频繁变化,导致产品稳定性波动,特别是在气温系统发生改变的时候。
因此,采用科学合理的工艺转化技术对减少带材跑偏的影响是不可替代的。
一、连退炉带钢跑偏随着工业技术的进步与革新,退火炉逐渐应用于冷轧连回生产线,使生产的连续性大大提高,产量也大大提高。
虽然连续退火技术具有连续生产的特征,但生产线较长,钢种品种繁多,生产过程中,带钢很难沿着炉区中心线进行操作,在有缺陷的情况下,炉内带材的跑偏现象较为普遍,尤其是宽、薄、硬钢材更是如此。
如果带钢在炉膛中出现跑偏还可能会会造成带钢断裂,给连铸生产造成很大的麻烦。
在此基础上,针对连续退火带钢跑偏的问题,提出相应的改进方案。
采取适当的控制措施,可以有效地控制带钢的跑偏现象,增强设备的精度,从而在今后的先进工艺中,有效地解决了带钢跑偏的问题,从而减少了企业的成本,提高了生产的效率。
二、跑偏原因分析(一)来料板型单边浪型严重或存在镰刀弯在板条宽度方向上,轧辊表面与带材之间的接触较好,使带材沿宽度方向受力均匀,不会发生偏移。
在板宽方向上有对称波形时,尽管带材在宽度上的受力不均,但对称波形位置的应力互相抵消,使带材没有跑偏的情况。
连续退火过程中带钢热瓢曲产生的机理
连续退火过程中带钢热瓢曲产生的机理钢是一种具有很高的强度和延展性的金属,是工业生产中基础性而重要的材料,也是建筑、交通设施、医疗仪器等领域的重要材料。
然而,由于钢的特殊性,某些特殊压力下会产生一种叫做热瓢曲的现象。
热瓢曲是指钢在温度过高和受压力的情况下,由于内应力行为形成的变形现象。
当钢在正常时,其中的细腻微粒会因为内应力而受到拉伸,这时钢的表面就会发生变形。
连续退火是一种特殊的冷却技术,它能够控制钢的凝固温度,从而达到在保持钢的最佳性能的同时,使钢尽可能地脆化。
然而,连续退火的存在也会引发热瓢曲的出现,这就是带钢热瓢曲的机理。
带钢热瓢曲的机理可以从钢的结构上来分析。
在钢中,氢原子作用是横向应力传递的体现。
因为连续退火技术,氢原子在钢中产生了大量的横向应力,这使得钢受压力时产生变形。
此外,钢中还存在着氢原子族,它也能产生横向应力,而且比其他族更多。
氢原子族与氢原子之间产生的细微碰撞产生的应力会使钢中的细腻微粒拉伸,从而形成变形。
此外,钢的内部温度也会影响钢的变形,如果钢的整体温度过高,钢的内部应力就会增大,这也会加剧钢的变形。
上述是带钢热瓢曲产生的机理分析,它主要涉及到内应力、横向应力、温度等因素。
这些因素配合使用,便可以说明连续退火过程中带钢热瓢曲的机理。
钢在连续退火过程中,变形的程度大小主要取决于钢的变形率,因此,如何控制钢的变形率,以获得良好的变形效果,也是非常重要的。
钢的变形率可以通过改变变形的水平和速率来实现,但是冷却的温度也是很重要的,过高的温度可能会导致钢的变形率增加。
总而言之,带钢热瓢曲产生的机理与内应力、横向应力和温度之间的相互作用有关,关于如何控制这些参数和变形率,也是影响钢的变形效果的重要因素。
因此,对于钢材表面热瓢曲的问题,需要通过改变加工参数等方法来解决。
连续退火炉内炉辊热变形的有限元分
文章编号:1671-7872(2023)01-0024-06连续退火炉内炉辊热变形的有限元分析苏步新1,何 飞2( 1. 冶金工业出版社, 北京 100009; 2. 安徽工业大学 冶金工程学院, 安徽 马鞍山 243032)摘要:炉辊热变形是影响连续退火炉内带钢瓢曲和跑偏的关键因素之一,合理控制热态辊形变化对连续退火过程高效稳定通板至关重要。
针对连续退火炉内最重要的加热段和冷却段工序,采用ANSYS 软件建立炉辊有限元模型,基于软件的热力耦合分析,模拟不同工况下加热段和冷却段炉辊的热变形,比较分析冷态和热态工况下辊形曲线变化,讨论炉辊温度分布和轴向温差对炉辊辊形变化的影响规律。
结果表明:加热段炉辊较大的轴向温差会使单锥度辊变为平辊,不起防跑偏的作用;冷却段炉辊较大的轴向温差会使平辊变为具有一定凸度的炉辊,增加带钢的冷瓢曲风险。
炉辊轴向温差控制在≤50 ℃时,热变形对炉辊形状的影响较小。
关键词:连续退火炉;炉辊;带钢;热变形;温度分布;有限元中图分类号:TG 335;TG 156.2 文献标志码:A doi :10.12415/j.issn.1671−7872.22236Finite Element Analysis of Thermal Deformation of Hearth Rollers inContinuous Annealing FurnaceSU Buxin 1, HE Fei2(1. Metallurgical Industry Press, Beijing 100009, China; 2. School of Metallurgical Engineering, Anhui University ofTechnology, Maanshan 243032, China)Abstract :The thermal deformation of the hearth rollers is one of the key factors affecting the buckling and deviation of the strip steel in the continuous annealing furnace. Reasonable control of hot roll shape change is very important for high efficiency and stability of pass plate technology in continuous annealing process. For the most important heating section and cooling section in the continuous annealing furnace, the finite element model of the hearth roller was established by ANSYS software. Based on the thermal mechanical coupling analysis of the software, the thermal deformation of the hearth roller in the heating section and cooling section under different working conditions was simulated. The change of the roll shape curve under cold and hot working conditions was compared and analyzed.The influence of the temperature distribution of the hearth roller and the axial temperature difference on the change of the roller shape were discussed. The results show that the large axial temperature difference of the hearth roller in the heating section will change the single taper roller into a flat roller, which does not play a role of preventing the strip deviation. The large axial temperature difference of the hearth roller in the cooling section will change the flat roller into a roller with a certain crown, which increases the cold buckling risk of the strip. When the axial temperature difference of the hearth roller is controlled at ≤50 ℃, the thermal deformation has less influence on the roller shape.收稿日期:2022-09-14基金项目:安徽省自然科学基金项目(2008085QE225)作者简介:苏步新(1985—),男,安徽合肥人,博士,高级工程师,主要研究方向为钢铁冶金。
连续退火炉中带钢跑偏分析
性, 加热炉 需 保 持 长 周 期 稳 定 运 行, 但炉内温度制 度、 钢 种、 规 格 等 频 繁 变 化, 就会带来生产稳定性的 波动, 尤其在温度制度变化过程中尤为突 出。 因此, 科学合理的工 艺 切 换 技 术 将 发 挥 不 可 替 代 的 作 用, 能够有效地减少带钢跑偏。 1 ㊀ 均匀温度时炉辊模型的受力状态 带钢的热处理 过 程 是 在 连 续 退 火 炉 内 完 成 的, 带钢、 炉内气氛、 炉辊、 炉腔、 辐射管等在炉内通 过对 流、 辐 射、 传 导 相 互 作 用, 不同工艺过程的相互作用 差别很大。为便 于 分 析, 首先讨论冷试阶段的运行 状态, 即均 匀 温 度 场 情 况 下 张 力 带 钢 运 行 的 影 响。 为便于讨论, 假设带钢凸度、 炉辊挠度、 炉辊水 平度、 炉辊加工精度等 相 对 于 张 力 的 影 响 可 忽 略, 并且炉 辊两侧张力相同, 带钢张力为底辊检测到的数据。 带钢运行中, 在张力、 炉辊形状、 炉辊粗糙 度、 带 钢板形等的共同 影 响 下, 导致带钢沿炉辊轴向发生 移动。采用合理 的 形 状 炉 辊, 以提高带钢向中心移 4 7
总第 2 6 4期 2 0 1 7年第 1 2期 HE B E I ME T A L L URG Y
T o t a l No . 2 6 4 2 0 1 7 , Nu mb e r 1 2
连续退火炉中带钢跑偏分析
杨士弘 1, 杨海水 2, 张 ㊀ 鹏 1, 白 ㊀ 硕 2, 刘㊀需1
( 1 . 河钢集团钢研总院, 河北 石家庄 0 5 0 0 2 3 ; 2 . 河钢集团邯钢公司 邯宝冷轧厂, 河北 邯郸 0 5 6 0 1 5 ) 摘要: 连续退火炉的温差、 炉辊原始辊型、 炉辊温度场、 带 钢 温 度 场、 张力及板形是影响带钢稳定运行的 主要因素。通过建立理想辊型, 探讨连续退火炉炉辊辊型对带钢运行的影响, 对热凸度和 不 同 张 力 状 态 下的带钢跑偏和自纠偏做了分析, 为炉辊布置和张力设定提供依据。 关键词: 连续退火炉; 带钢; 跑偏; 分析 中图分类号: T G 3 3 5 . 5 ㊀㊀㊀㊀㊀㊀ 文献标识码: B d o i : 1 0 . 1 3 6 3 0 / j . c n k i . 1 3- 1 1 7 2 . 2 0 1 7 . 1 2 1 1 文章编号: 1 0 0 6- 5 0 0 8 ( 2 0 1 7 ) 1 2- 0 0 4 7- 0 5
连续退火机组超宽薄规格瓢曲缺陷的分析及控制
37作者单位:本钢冷轧薄板有限责任公司,辽宁 本溪 117000连续退火机组超宽薄规格瓢曲缺陷的分析及控制Analysis and Control of Buckle in Ultra Wide and Thin Specification of Continuous Annealing Line供稿|刘晓峰 / LIU Xiao-fengDOI: 10.3969/j.issn.1000-6826.2019.04.009本钢冷轧2#连退机组(2150机组)主要生产宽幅汽车外板,产品规格为厚度:0.3~2.5 mm ,宽度:1000~2150 mm 。
具有设计规格跨度大、生产品种多的特点,是国内可提供最宽外板的机组。
在生产IF 钢薄宽规格外板期间,由于宽厚比极大、退火温度较高、带钢材质较软等实际特点,带钢在炉内稳定控制难度极大,易发生炉内跑偏、热瓢曲、冷瓢曲等缺陷,对此类外板的稳定交付造成影响。
通过对现场问题的分析及研究对该机组出现瓢曲的机理进行分析,依据带钢实际,对不同瓢曲产生的类型给出快速判定方法,通过工艺优化基本解决了冷热瓢曲的产生,显著地提高了超宽汽车板的合格率。
不同类型瓢曲的产生机理瓢曲是连续退火机组上特有的一种缺陷。
2150机组退火机组采用立式辐射管加热方式,退火炉分为预热段、加热段、保温段、换冷段、快冷段、过时效及终冷段。
高温段发生的瓢曲定义为热瓢曲,低温段发生的瓢曲定义为冷瓢曲。
为保证连续退火机组的稳定运行,在设计阶段对炉内辊均采用凸度设计,一般低温段采用单锥度辊,高温段采用双锥度辊。
带钢在运行过程中由于炉辊锥度的影响而产生向心力,保证带钢的稳定运行,凸度越大其向心力也越大[1]。
在实际生产过程中当带钢温度高于炉辊2019年第4期38汽车外板Metal World温度时(可近似以辊室温度表征)导致炉辊中部温度增加,实际凸度(即热凸度)增加。
炉辊运动期间向心力的产生见图1。
在退火炉中,由于带钢温度较高,材料屈服强度较低,当向心力过大,超过材料在该区域温度下的弹性变形极限时,产生塑性变形,此时产生瓢曲缺陷。
连退炉带钢跑偏的分析与控制
连退炉带钢跑偏的分析与控制刘刚; 王智增【期刊名称】《《中国金属通报》》【年(卷),期】2019(000)008【总页数】2页(P8,10)【关键词】连退炉; 原因; 措施; 跑偏【作者】刘刚; 王智增【作者单位】河钢邯钢邯宝冷轧厂河北邯郸 056000【正文语种】中文【中图分类】TG335.5邯宝冷轧厂连续退火炉采用国际先进的DREVER技术,在整个炉区当中,带钢的总长度为约为2500m,炉区内主要分为七大区域,分别为预热区、加热区、均热区、冷却区、时效区、总冷区以及水淬区。
生产规格为0.3mm~2.5mm厚度,900mm~2080mm宽度,在钢种当中由超深冲钢到高强度TRIP钢。
由于钢种规格跨度较大、连退炉生产线较长的特点,容易出现炉内带钢跑偏的问题产生,一旦发生炉内带钢跑偏的现象,轻则停车,重则炉内断带。
本文根据连退炉带钢跑偏的分析与控制,以及炉内带钢跑偏的几个主要原因进行详细分析,总结了几个处理炉内带钢跑偏的措施,为解决炉内带钢跑偏问题带来的事故。
1 跑偏原因分析1.1 来料板型单边浪型严重或者存在镰刀弯当板带宽度方向与辊面接触良好时,板带在宽度方向的受力均匀,不会出现跑偏现象;当板带宽度方向存在对称性浪型时,虽然板带沿宽度方向受力不均,但是由于对称性,对称浪型处受力相互抵消,也不会出现带钢跑偏现象;一旦带钢的某一方向出现波浪型的情况,则单边的受力不均匀,带钢就会朝向某一方向进行运动,进而使带钢产生跑偏的现象。
另外,当来料板型在轧制过程中存在镰刀弯形状时,在惯性产生的情况下,会发生机械跑偏现象。
因此,板带炉内出现跑偏现象是由于来料板型的单边浪和镰刀弯造成的,并且是最主要的原因之一,根据统计,在炉区跑偏问题当中,入口板带浪型为主要形成问题,占总跑偏问题的70%以上。
1.2 宽规格和硬钢容易导致炉内跑偏对于不同的钢种与跑偏也有不同的关系,一般情况下,软钢在生产过程中板带宽度方向与辊面接触良好,不容易发生跑偏现象,而硬钢属于加工硬化,由于材质较硬,因此在生产过程中较容易发生跑偏现象如图1。
连续退火机组炉辊辊型及表面粗糙度对带钢跑偏的影响
连续退火机组炉辊辊型及表面粗糙度对带钢跑偏的影响作者:张标来源:《科学与财富》2011年第04期[摘要] 退火炉内炉辊辊形的合理与否决定着连续退火机组能否稳定运行,同样辊面粗糙度的的大小也直接影响炉内带钢的对中,通过对二者进行分析及改进来实现连退机组的高效运行。
[关键词] 炉辊辊形粗糙度Influence of CAL furnace roll shape and roughness on strip deviationZhang Biao(Maanshan Iron & Steel Co. Ltd,maanshan 243000,China)Abstract Whether the CAL can running stably depends on the choose of furnace roll shape is good or not, also the value of roll’s roughness influence strip centering in the furna ce directly . The CAL will running with high efficiency by analyze and make improve of them.Key words furnace roll shape roughness1前言连续退火联合机组于1972年问世[1],集表面清洗、退火、平整(拉矫)、涂油等工序于一体,实现高速连续化生产,大大缩短了退火周期。
经连续退火联合机组处理的带钢在材质均匀性、板形和表面质量上都优于罩式炉退火。
目前新建的连续退火机组均趋向高产能、高速度、稳定运行,从而生产出性能稳定、表面和板形良好的冷轧产品。
连续退火炉是连续退火机组的核心部分,也是机组稳定运行的关键。
要保证退火炉内的带钢在温度、速度、张力等参数变化下稳定运行,炉辊辊型和表面粗糙度就显得尤为重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[ 3 才 朝 ,蒋 祖 信 . 4 0精 轧 机 组 主 传 动 系 统 扭 振 测 试 分 析 3朱 15
E] J .重 庆 大 学 学 报 ,0 2 ( ) 10 14 20 ,I : 2 — 2 .
作 者 简 介 : 玉娟 ( 9 3 ) - ( 叶 1 8 一 , - 汉族 ) 河 南 开封 人 , 士 研 究 生 。 k - , 硕
c n iu u n e l g f r a e we ei t o u e .Th x s i g p o lmso h sr s a c i l i d a h ti o tn o s a n a i u n c r n r d c d n ee it r b e ft i e e r h man y a me tt e s rp n
方 面 , 中关于尽 量 减 少或 避 免 带钢 跑 偏 和热 瓢 其 曲, 提高 连续退火 炉 内带 钢生产 中的对 中性 、 通过 性 和运行 稳定性 , 开发极 限规 格带钢 的生产 能力 ,
己经更多 地被人 们所关 注 。
的 , 明了为避 免 带钢 瓢 曲必须 精 确 控制 退 火 生 证
() 2 因零 件磨 损 , 主传 动 系 统 间 隙增 大 , 使 易
产 生冲击 从 而激发 扭振 ;
() 6 控制 压下 量 和轧制 温 度 。
6 结 论
综 上所 述 , 明轧辊轴 向力 、 表 冲击负 荷 和主传
动 系统 的扭 振是 发生 工作 辊 四列 圆锥滚 子轴 承破 坏 和支 撑辊 辊 头断辊 事故 的主要原 因。基 于上述 原 因所 提 出 的改 进措 施 , 生产 实 践 验 证 是 非 常 经
() 3轧制工艺对 主传动系统动力学性 能的影 响。 根据 上 述 分 析 , 合 3 0 rm 中厚 板 轧 机 的 结 50 a 具 体情 况 , 出如 下改 进措 施 : 提 () 1 解决 滑板 间 隙 , 一个 是 支撑辊 轴 承座 与机 架滑板 的 间隙 , 另一 个 是 工 作 辊 轴 承座 与支 撑 辊
( . 南 科 技 大学 材 料 科 学 与工 程学 院 , 南 1河 河 摘 洛阳 4 10 ;.宝 山钢 铁 股 份 有 限公 司冷 轧厂 , 海 70 3 2 上 204) 0 9 1
要 : 绍 了 连 续 退 火 炉 内带 钢 跑 偏 和 热 瓢 曲产 生 原 因 与 控制 机 理 的 国 内外 研 究 成 果 , 针 对 带 钢 张 力 、 介 并 炉
连续退 火酸洗 线 , 出其 发展趋 势 : 指 先进 的炉 内带
钢 张 力 控 制 技 术 、 偏 技 术 , 可编 程 控 制 器 控 纠 及
产 生断带 。这不 仅严重影 响 了产 品质量和 生产稳 定性, 也对 机组产 量提 出了严 重挑 战口 。据 统计 , ]
制 , 现 炉 温 、 温 的 自动控 制 等 。雷 华 北L 实 带 1 介
YE Yu ja ,ZHOU —o g —u n Xud n ,LIJ , un HU a gku Gu n — i
( . He a 1 n n Uni e s t fS inc nd Te h o o y,Lu y n 71 0 v r i o ce ea c n lg y o a g 4 0 3,Ch na i ; 2 Ba s a r n a d S e l Gr u . o h n I o n t e ( o p)Co p r t n,Sh ng a 0 9 , na r o ai o a h i 0 4l Chi ) 2
绍 了美 钢 联法 退 火 炉 内各段 的温 度 、 张力 、 纠偏 、 热瓢 曲等控制 技 术 : 采取 确 保 带 钢横 向温度 均 匀 的加热 和冷却 控 制 , 及辊 子 热 凸 度控 制 等技 术 防 止 热瓢 曲 ; 采取 对 中装置 和炉辊 凸度优 化设计 , 避
由于热瓢 曲引起 带 钢 在炉 内断 带 , 占故 障时 间 的
2 0 年 8月 ・ 2 卷 ・ 4 09 第 6 第 期
A ug 2 09 . 0 Vo. 1 26 No. 4
轧
钢
・ 3 ・ 5
S TEEL R0LLI NG
・
综 述 ・
连 续 退 火 炉 内 带 钢 跑 偏 和 热 瓢 曲研 究 进 展
叶 玉娟 周旭 东 李 俊 。 胡 广魁 。 , , ,
轴承 座 Ⅱ 型架 滑板 的 间隙 ;
有效的, 明显 降低 了事故 的发 生率 。
参考文献 :
Ei 金 宇 , 占福 .考 虑 间 隙 时 粗 轧 机 主 传 动 扭 振 分 析 [ ] l周 陈 J .重
型 机 械 ,0 6 ( ) 4 — 5 . 2 0 ,3 :9 4
b
( ) 决传 动间 隙 , 2解 主要是 指万 向接 轴两端 的 又头 、 滑块 、 扁头 的 配合 间隙 和扁头 与轧 辊辊 头 的 配合 间 隙 ;
() 3 降低 咬钢 、 钢速 度 , 抛 防止 打滑 ; ( ) 保对 称轧 制 ; 4确 ( ) 制轧 辊轴 承 间隙 ; 5控
收 稿 日期 : 0 9 1 4 2 0 —0 —0
[] 2赵
林, 金国田 .轧制轴 向力 问题研究现状与发展[] J .轧钢 ,
1 9 1 1 47 5 . 9 7, 4( ): — 0
・
3 ・ 6
轧
钢
20 0 9年 8月 出版
l 引 言
冷轧板 带产 品是广泛 应用 于 国民经济各 部 门
的重 要原 材料 , 近几 年来 , 随着 汽车板 市场及 其他 相关 行业 的迅速 发 展 , 板带 产 品 的需 求 呈 快速 增
带 钢热瓢 曲产 生 的机 理 , 出 可采 用 均 匀炉 内温 指
产 线 的 加 热 系 统 。 戴 江 波 L_ 过 对 连 续 退 火 炉 1通 D
内带钢 的热态 变形 分 析 , 出根据 带 钢 横 向温差 指 配 备相应 导 向辊 辊 型 , 偿 由温差 引 起 的带 钢 横 补 向张应 力不 均 , 辊型 设 计 提供 了理论 依 据 。林 为
tn i e son, f r a e r l pr i u n c o l ofl e,t m p r t e tan v r e ds rbuto t i e e a l e e e a ur r s e s it i in ofs rp w r nayz d. M e nw hi a l t on— e, he c
8 口 , 4 ] 因此为 了实 现高 速 、 高效 、 质 量 的连续 高 退 火生产 , 内带钢 瓢 曲和跑 偏 成 为亟 待 解 决 的 炉
问题 。
免 带钢 在退 火 炉 内跑 偏 。王 德 顺口 指 出尽 量 使
带钢与 炉辊温 度 一致 , 小 带 钢通 过 炉 顶辊 时 带 减 钢变形 , 设置带 钢稳 定辊 和炉 内张力辊 , 防止 带钢 抖动 , 可保证带 钢稳 定运 行 。豆瑞 锋 口 等 研究 发
2 带 钢 跑 偏 和 热瓢 曲 的 国 内外 研 究现 状
带钢 的跑偏 和 热瓢 曲是 两种 不 同 的 现象 , 但
两 者既有 联系又 相互作 用 。带 钢在 退火炉 中偏离 原 来 的运 动 中心 线 即为跑 偏 ; 瓢 曲是 指 带 钢在 热 炉 内被加 热时 由于 某 种原 因产 生纵 向弯 曲 , 炉 经
Absr c ta t:The r s a c i i b tt a e nd c e e r h fndngs a ou he c us s a ontolm e ur s f t i m i a gn e nd bu klng i r as e or s rp s f m nt a c i n i
t o e h i u e eo me tt e d wa ic s e . r 1t c n q e d v l p n r n s d s u s d Ke o d :srp;c n i u u n e l g;h a u k ig;m iai n n yw rs ti o t o sa n ai n n e tb c l n s l me t g
长趋 势 , 时对 板带 规 格 、 同 强度 、 量 的要 求也 不 质 断提高 。而经济 建设 中使 用 的冷轧板 带产 品多是
冷 轧后又弪 后续 退 火加 工 的产 品 , 以 当今 冷轧 所
带 钢行业 之间 的竞争更 多地体 现在 如何提 高轧机 后续 机组 一连续退 火炉 内 的带 钢生产 质量 和效率
辊 发 生 塑 性 变 形 而 产 生 的 斜 向 皱 褶 , 重 时 甚 至 严
莉 军 指 出世 界 各 大公 司控 制 连 续考 虑 机 组瓶 颈 速 度 和稳 态 生 产 基 础 上 , 出 当前 机 组 最 佳 速 度 。 给 王福凯 _ 分析 研 究 了我 国 已经 投 产 的几 条 冷 轧 l 。
De eo v l pm e ft s a c n M ia i nm e nd Bu kln f nto he Re e r h o s lg nta c i g o Sti n ntnu u ne lng Fu na e rp i Co i o s An a i r c
辊 辊 型 及 带 钢 横 向温 差 等 主要 影 响 因 素 , 析 了 目前 研 究 存 在 的 问题 , 及 带 钢 跑 偏 和 热 瓢 曲 控 制 技 术 的 发 分 以
展趋势 。 关 键 词 : 钢 ; 续 退 火 ; 瓢 曲 ; 偏 带 连 热 跑 中 图分 类号 : G 3 . 5 T 3 5 5 文献 标 识 码 : A 文 章 编 号 : 0 3 9 9 ( 0 9 0 —0 3 —0 10 — 9 6 2 0 l4 0 5 4
中普及 。