送料机的PLC控制系统设计
使用PLC设计一个简易货用轨道送料车控制系统概要
使用PLC设计一个简易货用轨道送料车控制系统1、功能要求系统有一台4.0KW的三相交流异步电动机拖动,具体的工作过程是:送料车开始停止左边SQ0处,按住右行按钮SB1,制动抱闸线圈得电,抱闸松开,同时正转接触器线圈得电(并不自锁),电动机正转,送料车右行,到达右限位开关SQ1处(或松开右行按钮),制动抱闸线圈失电,抱闸抱紧,同时正转接触器线圈失电,电动机停止,送料车停止运动。
左行时,按住左行按钮SB2,制动抱闸线圈得电,抱闸松开,同时反转接触器线圈得电(并不自锁),电动机反转,送料车左行,到达左限位开关SQ0处(或松开左行按钮),制动抱闸线圈失电,抱闸抱紧,同时反转接触器线圈失电,电动机停止,送料车停止运动。
系统设置一个紧急停止按钮SB0,(该按钮具有自锁功能),按下SB0,随时停止提升机。
系统需要使用一个热继电器进行过载保护。
系统的工作方式为轻载断续运行。
2、控制系统主电路设计主电路包括的主要电气设备为:断路器、熔断器、交流接触器、热继电器和电动机等,试根据控制要求绘制出该主电路的电路图。
3、主要设备选型(1)PLC选型根据系统的功能要求,系统需要的输入点6个,需要的输出点至少有3 个,输出点类型为晶体管输出。
在保留一定裕量的前提下,故可以选择三菱FX2N-16MR。
(2)低压电器选型若使用工程经验公式,电动机的工作电流数值约为其额定功率数值的2倍,则本系统中的电动机的工作电流约为8A。
试根据该电流选择如下的电气元件。
A.小型高分断断路器选型使用DZ47-63系列小型高分断断路器作为总电源开关,该系列断路器的电流等级为1A,10A,16A,20A,25A,32A,40A,50A,63A等。
极数为1P、2P、3P和4P。
如型号DZ47-63/3P,10A,表示额定工作电流为10A,极数为3极的断路器。
本系统中,可以选择使用的DZ47-63系列小型断路器型号为DZ47-63/3P,10A。
使用DZ47-63系列小型断路器作为PLC电源开关,已知该开关电源使用交流220V电源供电,功率50W,则可以选择使用的断路器型号为DZ47-63/1P,1A或DZ47-63/2P,1A。
基于PLC的自动送料小车系统设计
基于PLC的自动送料小车系统设计
PLC(可编程逻辑控制器)可以用于设计和控制自动送料小车
系统。
下面是基于PLC的自动送料小车系统的设计步骤:
1. 确定系统需求:首先确定自动送料小车系统的功能和性能要求,包括料仓容量、送料速度、送料精度等。
2. 设计电气布置:根据系统需求,设计自动送料小车系统的电气布置图,包括PLC、传感器、执行器(如电机、驱动器等)、电源等的连接关系。
3. 编写PLC程序:根据系统需求和电气布置,编写PLC程序。
PLC程序包括控制逻辑、输入输出设备的配置、控制算法等。
4. 系统控制:根据PLC程序,实现自动送料小车系统的控制
功能,包括送料开始、停止、调速等操作。
5. 传感器和执行器的连接:将传感器和执行器与PLC进行连接,以实现对系统的实时监测和控制。
6. 调试和测试:对自动送料小车系统进行调试和测试,确保系统的正常工作。
7. 优化和改进:根据实际使用情况,对系统进行优化和改进,提高系统的工作效率和稳定性。
8. 文档编写和培训:编写自动送料小车系统的操作文档和维护
手册,并进行相关人员的培训,以确保系统的可操作性和可维护性。
以上是基于PLC的自动送料小车系统的设计步骤,通过PLC 的控制,可以实现自动化的送料过程,提高生产效率和产品质量。
自动送料装车系统PLC控制设计

自动送料装车系统PLC控制设计在设计自动送料装车系统的PLC控制时,需要考虑以下几个方面。
首先是系统的硬件设计。
自动送料装车系统的硬件设备包括传感器、执行器、电机控制器等。
传感器用于检测物料的位置和状态,如光电传感器可以检测物料的到位和离开状态,压力传感器可以检测物料的重量和压力等。
执行器用于控制物料的移动和装载,如气缸可以用于推动物料的移动,电机可以用于驱动输送带的运动。
电机控制器用于控制电机的启停和速度调节。
在PLC控制设计中,需要根据实际需求选取合适的硬件设备,并配置相应的输入输出端口。
其次是系统的逻辑控制。
自动送料装车系统的逻辑控制包括物料的检测、移动和装载的逻辑控制。
通过光电传感器等传感器检测物料的位置和状态,PLC可以根据这些信号对电机和执行器进行控制,实现物料的移动和装载。
例如,当光电传感器检测到物料到位时,PLC可以控制执行器将物料推动到指定位置;当光电传感器检测到物料离开时,PLC可以控制电机停止运动。
在逻辑控制设计中,需要根据实际流程和要求,编写PLC的逻辑程序,明确各个信号的处理方式和相应的控制动作。
最后是系统的安全设计。
在自动送料装车系统中,安全性是一个非常重要的考虑因素。
系统设计应该考虑到可能出现的故障和意外情况,并采取相应的安全措施。
例如,可以在输送带上设置紧急停止按钮,一旦发生紧急情况,可以立即停止输送带的运动;可以在执行器上设置限位开关,一旦执行器超过了安全范围,可以自动停止运动。
同时,还应考虑到保护设备的安全性设计,如安装防护罩,避免人员接触到危险部位。
在安全设计中,需要充分考虑系统的各个环节和可能的风险,并采取相应的措施保障工作人员的安全。
综上所述,自动送料装车系统的PLC控制设计主要包括硬件设计、逻辑控制和安全设计。
通过科学合理地设计PLC控制系统,可以提高自动送料装车系统的稳定性和效率,实现工业生产的自动化控制。
基于PLC的自动送料小车的控制系统设计

基于PLC的自动送料小车的控制系统设计自动送料小车是一种常见的物流设备,可以用于在仓库中实现自动化的物料搬运和送料任务。
该系统的核心是PLC(可编程逻辑控制器),通过编程控制小车的运动和各种操作。
设计一个基于PLC的自动送料小车控制系统时,需要考虑以下几个方面:1.系统结构设计:首先,需要设计系统的硬件结构,包括小车的运动系统、送料装置、传感器和PLC控制器等。
根据实际需求,选择适当的电机和传动装置,确保小车能够平稳、高效地运动。
同时,安装传感器来检测货物位置、安全障碍等信息,并将其与PLC连接起来,实现数据的传输和交互。
2.控制逻辑设计:在PLC控制器中,需要编写程序实现小车的控制逻辑。
根据实际应用场景,编写适当的算法,控制小车的启动、停止、加速、减速以及转弯等动作。
同时,根据传感器的反馈信息,判断货物的位置,确保小车能准确地将货物送到目的地。
此外,还可以添加一些安全措施,如碰撞检测、急停装置等,保障人员和设备的安全。
3.用户界面设计:为了便于操作和监控,可以设计一个人机界面(HMI),通过触摸屏或键盘等设备,与PLC进行交互。
在界面上,显示小车的状态、当前任务、货物数量等信息,同时还可以设置一些操作按钮,如启动、停止、重置等,方便用户进行操作。
4.网络通信设计:为了进一步提高系统的自动化程度,可以将PLC与上位机或其他设备进行网络通信。
通过网络通信,可以实现远程监控、数据传输、故障诊断等功能,提高系统的可靠性和效率。
最后,为了保证系统的可靠性和稳定性,需要进行充分的测试和调试。
对小车的运动、控制逻辑、传感器等进行全面测试,并进行相应的优化和调整,直到系统能够正常工作。
总之,基于PLC的自动送料小车控制系统设计,需要考虑系统结构、控制逻辑、用户界面和网络通信等方面,确保系统能够稳定、高效地运行,提高物流作业的自动化水平。
PLC自动送料小车控制系统

7.6 PLC的基本应用7.6.2 PLC应用系统设计自动送料小车控制系统送料小车控制要求如图7.43(b)所示,I/O地址分配及功能如表7.12所示,主电路如图7.43(a)所示,控制电路如图7.43(c)所示。
在限位开关SQ1处装料,5s后装料结束,开始右行。
碰到SQ2后停下来卸料,5s 后左行。
碰到SQ1后又停下来装料。
这样不停地循环工作。
直到按下停止按钮SB3。
按钮SB1和SB2分别用来起动小车右行和左行。
在电动机正反转控制梯形图的基础上,设计出的小车控制梯形图如图7.44所示。
为了使小车自动停止,将I0.4和I0.3的常闭触点分别串入Q0.0和Q0.1的线圈电路。
为了使小车自动起动,将控制装、卸料延时的定时器T40和T41的常开触点分别与手动起动右行和左行的I0.1和I0.0的常开触点并联。
并用两个限位开关的常开触点分别接通装料、卸料电磁阀和相应的定时器。
设小车左行,碰到限位开关SQ1(I0.3)时,它的常闭触点使Q0.1断开,小车停止左行。
它的常开触点使Q0.2和T40线圈接通,开始装料和延时。
5s后T40的常开触点闭合,启动小车右行。
SQ1(I0.3)断开后停止装料。
右行和卸料过程的分析与上面的基本相同。
按下停止按钮SB3(I0.2)后小车将停止运动。
表7.12 自动送料小车控制系统PLC I/O地址分配功能名称动作器件I / O地址右行启动SB1 I0.0左行启动SB2 I0.1停止SB3 I0.2左限位SQ1 I0.3右限位SQ2 I0.4 电机过载保护FR1 I0.5右行KM1 Q0.0左行KM2 Q0.1装料YV1 Q0.2卸料YV2 Q0.3图7.43 自动送料小车控制电路。
最新PLC控制自动送料系统设计
P L C控制自动送料系统设计精品好资料-如有侵权请联系网站删除泰山学院本科毕业论文(设计)PLC控制自动送料系统设计所在学院机械与工程学院专业名称机械设计制造及其自动化申请学士学位所属学科工科年级二〇一〇级学生姓名、学号指导教师姓名、职称完成日期二〇一二年五月三十日精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除摘要可编程序控制器(PLC)以其高可靠性和操作简便等特点,目前已广泛应用于自动化控制的各个领域。
运料小车在现代化的工业生产中普遍存在。
运用PLC 控制运料小车,可以实现生产自动化,智能化,提高生产效率,降低劳动成本。
此次设计的任务是利用PLC实现对两个小车对四个仓送料的控制。
首先对PLC的工作原理和构成进行了简要分析,然后分析了送料控制系统的原理和结构,完成了系统方案选择。
在此基础上重点对送料小车的接线图和梯形图进行了设计,对送料控制系统系统节点进行了分配,完成了系统程序的分段设计和调试。
本控制系统具有编程简单、控制灵活,调试和维护简便的特点。
关键词:可编程控制器,送料系统,控制精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除ABSTRACProgrammable controller ( PLC ) for its high reliability and easy to operate, has been widely used in automatic control field. Material transport trolley in the modern industrial production exists. The use of PLC control of material transport trolley, can realize production automation, intelligent, improve production efficiency, reduce the labor costThe design of the task is the use of PLC to achieve the two car on a four barn feeding control. Firstly the working principle of PLC and form undertook brief analysis, then analyzed the feeding control system principle and structure, completed a system options. On the basis of this focus on the feeding trolley wiring diagram and ladder diagram was designed, the feeding control system node allocated, completed a system program design and debugging. The control system has simple programming, flexible control, convenient debugging and maintenance characteristics. Keywords:Programmable controller, a feeding system, control;精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除目录1 可编程控制器的概述 (2)1.1PLC的定义 (2)1.2PLC的发展 (2)1.3PLC的特点 (4)1.4PLC的基本组成及各部分作用 (6)1.5 PLC的应用领域 (9)2 送料控制系统控制要求与方案选择 (10)2.1控制系统在送料小车中的作用与地位 (10)2.2控制系统介绍 (11)3 基于PLC的送料小车控制系统设计 (14)3.1送料小车PLC的I/O分配表 (14)3.3梯形图分段设计 (19)3.4程序运行调试与完善 (26)4 结论 (31)参考文献 (32)致谢 (34)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除1 可编程控制器的概述1.1 PLC的定义国际电工委员会1987年对PLC作了如下定义: PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
基于PLC的物料运送控制系统的设计

基于PLC的物料运送控制系统的设计一、概述物料运送控制系统是指通过使用可编程逻辑控制器(PLC)来控制物料的运输过程,以提高生产效率和减少人力成本。
本文将介绍一个基于PLC的物料运送控制系统的设计方案。
二、系统架构该物料运送控制系统主要由以下组件组成:传感器、执行器、PLC和人机界面(HMI)。
传感器用于监测物料的位置和状态,执行器用于控制物料的运输,PLC用于收集传感器数据、进行逻辑控制和发送指令,HMI 用于显示系统状态和操作。
三、系统功能1.实时监测和控制物料位置:通过安装传感器,可以实时监测物料的位置,并将该信息传输给PLC。
PLC可根据传感器数据控制执行器来实现物料的精确定位和运输。
2.自动化物料运输:PLC可以通过编写逻辑控制程序自动控制物料的运输,如启动和停止执行器、调整执行器的运行速度等。
系统可以根据任务需求和进料情况自动调整物料的运输速度,以提高生产效率和降低物料损耗。
3.报警和异常处理:系统可以通过传感器监测物料的位置和状态,一旦发现异常情况(如物料脱落、堵塞等),PLC可以发送报警信号,并通过HMI向操作员显示详细信息。
操作员可以及时采取措施进行处理。
4.可编程性和灵活性:PLC具有高度的可编程性,可以根据生产需求进行灵活调整。
通过修改控制程序,系统可以适应不同的物料类型、运输方式和生产线布局。
四、系统设计步骤1.确定物料运输需求:根据工厂的物料运输需求和生产流程,确定物料运输的起点、终点、运输距离和速度要求。
2.选择传感器和执行器:根据需要监测的物料位置和状态,选择适合的传感器。
根据物料运输的要求,选择适合的执行器,如电动滚筒、输送带等。
3.设计PLC控制程序:根据物料运输的需求和执行器的特性,编写PLC控制程序。
程序应包括物料位置监测、执行器控制、报警处理等功能。
4.设计HMI界面:根据系统需求和操作员的操作习惯,设计直观、易用的HMI界面。
界面应包括系统状态显示、参数设置、报警信息显示等功能。
基于PLC的自动送料控制系统设计
摘要自动供料系统是常见的工业生产环境,因为步进电动机的各种优点所以自动供料机的马达常选用步进电动机。
步进电动机突出的优点是它可以在宽广的频率范围内通过改变脉冲频率来实现调速,快速起停、正反转控制及制动等,并且用其组成的开环系统既简单、廉价,又非常可靠。
步进电机最大的应用是在数控机床的制造中,因为步进电机不需要A/D转换,能够直接将数字脉冲信号转化成为角位移,所以被认为是理想的数控机床的执行元件。
随着步进电动机技术的发展,步进电动机已经能够单独在系统上进行使用,成为了不可替代的执行元件。
除了在数控机床上的应用,步进电机也可以并用在其他的机械上,比如作为通用的软盘驱动器的马达,也可以应用在打印机和绘图仪中。
伴随着不同的数字化技术的发展以及步进电机本身技术的提高,步进电机将会在更多的领域得到应用。
本课题用PLC控制步进电机使步进电机动作的抗干扰能力强,它的工作的可靠性高,同时,由于实现了模块化结构,使系统构成十分灵活,便于在线修改,产品的适应性强。
关键字:可编程控制器PLC;步进电机;脉冲频率;控制目录1.绪论 (2)1.1本课题设计的背景 (2)1.2 本课题设计的内容 (4)1.3本课题设计的目的和意义 (4)2.系统控制方案的确定 (5)2.1自动供料系统步进控制的概述 (5)2.2采用PLC的自动供料系统步进控制的优点 (6)2.3系统设计的基本步骤 (6)2.5控制要求的确定 (9)2.6控制参数的确定 (10)3.系统硬件设计 (10)3.1系统硬件选型的原则 (10)3.2硬件的选型 (11)3.2.1步进电机的选型 (11)3.2.2步进电机驱动器的选型 (11)3.2.3传感器的选型 (12)3.2.4 PLC的选型 (14)3.3 PLC输入输出地址分配 (15)3.4 硬件连接图的绘制 (16)4系统控制软件设计 (17)4.1PLC梯形图概述 (17)4.2系统流程图设计 (17)4.4梯形图的设计 (18)5.系统调试及结论 (20)5.1程序运行过程记录............................................................................. 错误!未定义书签。
基于PLC的流水线自动送料控制系统设计
基于PLC的流水线自动送料控制系统设计摘要目前,在自动化领域主要的控制方式有继电器控制、微机控制和PLC控制三种。
由于PLC控制系统与继电器控制系统及微机控制系统相比,具有设计、安装、接线、调试工作量小,研制周期短,可靠性高,抗干扰能力强,鼓掌率低,对工作环境要求低,维护方便等一系列优点。
而继电器控制系统因技术性能差,功能单一,在机械控制系统中已很少使用。
微机控制系统因抗干扰能力较差,对工作环境要求较高,设计研制周期较PLC控制系统长,因此,在自动控制领域的应用呈逐渐下降的趋势。
在基于PLC的送料小车控制系统设计中,设计了基于PLC的送料小车控制系统总体方案,给出了软、硬件设计与实现方案。
在电动机电器控制线路的设计部分,阐述了电动机主电路以及辅助电路的实际过程,给出了这些电路的电器元件选择结果。
在PLC控制的设计部分中,阐述了PLC I/O接线图的设计过程,给出了PLC及其输入/输出元件的选择结果,详细的阐述了PLC用户程序的设计过程,其中包括对公用程序、手动程序、自动程序、信号显示与鼓掌报警程序的设计过程的阐述。
并结合组态王软件完成数据通信、网络管理、人机界面(HMI)和数据处理,使生产自动化,智能化,大大提高了生产效率,降低了劳动成本。
关键词:PLC,组态王,自动化,控制前言随着社会迅速的发展,各机械产品层出不穷。
控制系统的发展已经很成熟,应用范围涉及各个领域,例如:机械、汽车制造、化工、交通、军事、民用等。
PLC专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。
PLC的应用不但大大地提高了电气控制系统的可靠性和抗干扰能力,而且大大地简化和减少了维修维护的工作量。
PLC以其可靠性高、抗干扰能力强、编程简单、使用方便、控制程序可变、体积小、质量轻、功能强和价格低廉等特点,在机械制造、冶金等领域得到了广泛的应用。
送料小车控制系统采用了PLC控制。
从送料小车的工艺流程来看,其控制系统属于自动控制与手动控制相结合的系统,因此,此送料小车电气控制系统设计具有手动和自动两种工作方式。
「自动送料装车系统PLC控制设计」

「自动送料装车系统PLC控制设计」自动送料装车系统是一种可以实现自动化物料输送和装车的系统。
PLC(可编程序逻辑控制器)是一种常用于工业自动化控制的设备,用于控制和管理自动化设备的运行。
在设计自动送料装车系统的PLC控制时,需要考虑以下几个方面:1.传感器和执行器的选择:传感器用于检测物料的位置、数量和状态,执行器用于控制物料的运动。
根据具体需求,可以选择适合的传感器和执行器,并将它们连接到PLC上。
2.输入和输出界面的设计:PLC通常具有输入和输出接口,用于与外部设备进行数据交换。
输入接口可用于接收来自传感器的信号,输出接口可用于控制执行器的运动。
设计输入和输出界面时,要考虑设备连接的类型和数量,并确定合适的接口类型和数量。
3.控制逻辑的编程:PLC控制逻辑的编程是实现自动送料装车系统的关键。
根据系统的工作流程和需求,设计适当的控制算法和逻辑,编写PLC程序。
程序中应包括物料输送的控制、装车操作的控制以及故障检测和处理等功能。
4.故障检测和处理机制的设计:自动送料装车系统在运行过程中可能会出现各种故障,如传感器故障、执行器故障等。
为了确保系统的稳定和可靠性,需要设计故障检测和处理机制。
可以通过监测传感器和执行器的状态来检测故障,并采取相应的措施进行处理,例如报警、停止系统运行等。
综上所述,自动送料装车系统的PLC控制设计需要考虑传感器和执行器的选择、输入和输出界面的设计、控制逻辑的编程以及故障检测和处理机制的设计。
通过合理的设计和编程,可以实现自动化物料输送和装车,提高生产效率和质量。
送料小车控制系统的PLC设计
送料小车控制系统的PLC设计作者姓名:专业名称:电气工程及其自动化指导教师:副教授摘要可编程序控制器(Programmable Logic controller)简称PLC,由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单,所以PLC的应用领域在迅速扩大。
对早期的PLC,凡是有继电器的地方,都可采用。
而对当今的PLC几乎可以说凡是需要控制系统存在的地方就需要PLC。
尤其是近几年来,PLC的成本下降,功能又不段增强,所以,目前PLC在国内外已被广泛应用于各个行业。
本设计是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,减少了劳动力,提高了生产效率,实现了自动化生产!而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下孕育而成的。
本文从第一章送料小车的系统方案的确定为切入点,介绍了为什么选用PLC控制小车;第二章介绍了送料小车的应达到的控制要求;第三章根据控制要求进行了小车系统的具体设计,包括端子接线图、梯形图(分段设计说明和系统总梯形图)和程序指令设计;最后得出结论。
关键词:PLC 送料小车控制程序设计AbstractProgrammable controller (PLC Programmable Logic Controller) abbreviation, because the high reliability, environmental PLC adaptability is strong, flexible gm, use convenient, simple maintenance, so PLC application fields in rapidly growing. For early PLC, always have relays place, can be used. But in today's PLC almost say which require control system where it exists requires PLC. Especially in recent years, PLC to cost down, function and not of enhanced, so, at present PLC at home and abroad, have been widely applied in various sectors.This design is to realize the manual and automatic feeding dolly transformation, change in the past the pure manual feeding, car reduced labor, improve the production efficiency and achieve a automation production! And this feeding dolly design is due to working conditions, does not allow people into working environment situation developed into.This article from the first chapter the feeding dolly system scheme introduced as the breakthrough, indeed: why choose PLC control car; The second chapter presents a feeding dolly's should achieve control requirements; Chapter 3 according to the control requirements of the trolley system design, including the terminals specific hookup, ladder diagram (subsection design descriptions and the system total ladder diagram) and program instruction design; Conclusion.Keywords: PLC, feeding dolly, control, program design目录摘要 (I)Abstract ......................................................................................................... I I 目录.............................................................................................................. I II 引言. (1)1可编程控制器(PLC)概况 (2)1.1 概述 (2)1.2 PLC的定义 (2)1.3 PLC的发展阶段 (3)1.4 PLC基本原理及应用 (3)1.5 PLC的特点 (5)1.6 PLC的基本组成及各部分作用 (5)1.7 PLC的应用领域 (8)2控制系统 (10)2.1 控制系统在送料小车中的作用 (10)2.2 控制系统介绍 (11)3系统方案的选择 (13)3.1 可编程控制器的优点 (13)3.2 小车送料系统方案的选择 (14)4变速箱在小车中的应用 (15)4.1 变速箱的概述和分类 (15)4.2 自动变速器的基本组成和工作原理 (17)5基于PLC的送料小车接线图及梯形图 (20)5.1 送料小车PLC的I/O分配表 (20)5.2 PLC端子接线图 (21)5.3 梯形图分段设计 (22)5.4 程序运行原理说明调试与完善 (27)5.5 系统总梯形图设计 (27)总结 (32)致谢 (33)参考文献 (34)引言随着社会迅速的发展,各机械产品层出不穷。
自动送料装车系统PLC控制方案设计样本
一、控制要求1. 1 控制对象介绍自动送料装车系统是用于物料输送流水线设备, 关键是用于煤粉、细砂等材料运输。
自动送料装车系统通常是由给料器、传送带、小车等单体设备组合来完成特定过程。
这类系统控制需要动作稳定, 含有连续可靠工作能力。
经过三台电机和三个传送带、料斗、小车等配合, 才能稳定、有效率地进行自动送料装车过程。
以下图所表示:1. 2 控制原理自动送料装车系统是经过电机和限位开关来控制。
称重开关S2控制汽车开来或开走。
三台电机控制三个传送带。
进料开关K1控制控制进料是否。
检测开关S1控制料斗中物料空满。
另外, 在S2处增设两个七段数码管, 用来统计每日装车数。
装车数统计采取脉冲计数方法进行。
脉冲计数方法是当装料车装满时S2断开后, 开始定时放送脉冲;当S2闭合时停止发送脉冲。
一个脉冲宽度即为一辆汽车。
用两个数码管计数, 所计数即为装车数。
当S2接通时, 红灯L1亮, 绿灯L2灭, 传送电动机M3运行, 传送电动机M2延迟M3电动机2S运行, 送料电动机M1延迟M2电动机2S运行, 料斗K2延迟M2电动机2S打开出料。
当料满后(S2断开后), 料斗K2关闭, 电动机M1延时2S 后关断, M2在M1停后2S后停止, M3在M2停止后2S后停止, L2灯亮, L1灯灭, 此时汽车能够开走。
1. 3 自动送料装车系统启停过程示意图该图中从上到下是开启次序, 从下到上是停止次序。
1. 4 控制要求初始状态:红灯L1灭, 绿灯L2亮, 表示许可汽车开进装料, 料斗K2, 电动机M1, M2, M3皆为OFF。
当汽车到来时(S2接通表示), L1亮, L2灭, M3运行, 电动机M2在M3通2S后运行, M1在M2通2S后运行, K2在M1通2S后打开出料。
当物料满后(用S2断开表示), 料斗K2关闭, 电动机M1延时2S后关断, M2在M1停2S后停止, M3在M2停2S后停止, L2亮, L1灭, 表示汽车能够开走。
PLC控制冲床自动送料机的设计方案.doc
PLC控制冲床自动送料机的设计方案一、冲床自动送料机的技术状态本文介绍的冲床自动送料机是一种用于冷挤压套圈类零件的送料机器,是冲床进行技术改造的理想附机。
该送料机克服了国内外有关冲床送料机的不足。
如日本的RF20SD—0R11机械手送料装置与冲床做成一体,从横向(侧面)送料,结构复杂,装配、制造、维修困难,价格昂贵,又不适合于我国冲床的纵向送料的要求。
RF20SD—0R11的结构由冲床上的曲轴输出轴,通过花键轴伸缩,球头节部件联接机械手齿轮,由伞齿轮、圆柱齿轮、齿条、凸轮、拨叉、丝杆等一系列传动件使机械手的夹爪作伸缩、升降、夹紧、松开等与冲床节拍相同的动作来完成送料,另设一套独立驱动可移式输送机,通过隔料机构将工件输送至预定位置,这样一套机构的配置仅局限于日本设备,不能应用于国产冲床。
国内有的送料机构由冲床工作台通过连杆弹簧驱动滑块在滑道上水平滑动,将斜道上下来的料,通过隔料机构推到模具中心,并联动打板将冲好的料拨掉,往复运动的一整套机构比较简单,无输送机构,联动可靠,制造容易。
但机械手不能将料提升、夹紧,料道倾斜放置靠料自重滑下,如规格重量变动,则料道上工件下滑速度不一致,易产生叠料,推料机构没有将料夹紧,定位不正,废品率较高,使用也不安全。
结合国产冲床工作特点,采用机械手与输送机构配合为主要装置,再配合采用自动卸料安全保护,设计了具有较大应用价值和推广意义的自动送料机。
二、结构设计该送料机主要配备于3150kN冲床,也可配备于1600kN或1250kN 等冲床。
它主要由机架(包括撑脚、电器箱、角铁架)、输送机(包括电机、变速箱、滚筒、输送带、料台、料道、隔料机构、挡料机构等)、机械手(包括提升缸、夹紧缸、滑板、支架、连杆铰链等)、供油装置(包括油箱、液压泵等)、卸料机构和安全保护装置等部分组成(如图1)。
图1 冲床自动送料机结构简图1.机架2.输送带3.机械手4.隔料盘5.冲床工作台6.料仓7.挡料板8.工件9.电机10.模具机架主要联接冲床,装置机械手并使其在一定轨道上滑行,装置输送机构、电气元件。
基于PLC的自动送料装车控制系统设计本科毕业设计

基于PLC的自动送料装车控制系统设计摘要传统的运料小车大都是继电器控制,而继电器控制有着接线繁多,故障率高的缺点,且维护维修不易等缺点。
作为目前国内控制市场上的主流控制器,PLC 在市场、技术、行业影响等方面有重要作用,利用PLC控制来代替继电器控制已是大势所趋。
送料装车控制系统的工作环境通常比较恶劣,所以对送料装车控制系统工作的安全性、可靠性、维护简便性要求较高。
采用可靠性较高的S7- 200 PLC 软件来控制该系统,实现送料装车系统的自动控制过程,可满足系统可靠性、稳定性和实时性的要求。
本设计是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,减少了劳动力,提高了生产效率,实现了自动化生产!而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下孕育而成的。
关键词:PLC,送料小车,控制,程序设计,组态王Design of Automatic Send Materials and Load Control SystemBased on PLCABSTRACTTraditional transport materials are mostly car relay control, relay control wiring has numerous shortcomings of the high failure rate, and the repair is not easy to maintain the shortcoming. As a control of the current domestic market, the mainstream controller, plc in the market, technology, industry has an important role in the impact of the use of PLC control to replace the relay control has become a trend.The working environment of the feeding and loading control system was usually more severe. Therefore, the requirements for the security, reliability and easy main tenance are more demanding. With a more reliable S7-200 PLC softw are to control the system so as to achieve the process of automatically controlled feeding and loading can meet the requirements of reliability, stability and real-time for the system.In order to achieve the design of the car feed the transformation of manual and automated,simple to change the past,car manual feed,a reduction of the workforce,increased productivity,automated production! Feeding and the car is designed to be as a result of bad working conditions are not allowed to enter the working environment of the circumstances formed.KEY WORDS:PLC , Feeding car, Control, Program design, monitoring目录前言 (1)第1章绪论 (3)1.1 方案论证 (3)1.2可编程控制器概况 (4)1.2.1PLC的定义 (4)1.2.2PLC的发展 (4)1.2.3PLC的基本组成及各部分作用 (5)1.2.4 送料装车控制系统PLC的选择 (8)1.2.5PLC的应用领域 (9)1.3组态王概况 (10)1.3.1 组态王软件 (10)1.3.2组态王在本设计中的应用 (10)1.4基于PLC的自动送料装车控制系统的概括 (10)第2章硬件设计 (12)2.1系统结构的组成 (12)2.1.1 小车自动控制系统构成图 (12)2.1.2 硬件选型 (13)2.2硬件设计 (15)2.2.1控制系统主电路 (15)2.2.2I/O分配表 (16)2.2.3I/O外部接线图 (16)第3章软件设计 (18)3.1PLC的编程语言 (18)3.1.1梯形图语言 (18)3.1.2助记符语言 (18)3.2PLC控制系统的构成、设计原则及步骤 (19)3.3小车自动装车送料控制系统程序设计 (21)3.3.1系统流程图 (21)3.3.2系统梯形图 (23)第4章组态监控程序设计 (29)4.1建立新工程 (29)4.2设计画面 (29)4.3定义设备和变量 (31)4.4变量词典的定义 (32)4.5动画连接 (34)第5章程序模拟调试与运行 (38)5.1PLC程序调试 (38)5.1.1程序的输入 (38)5.1.2程序的编译及上、下载 (39)5.1.3程序的监视、运行、调试 (39)5.2组态调试 (40)5.2.1 组态参数设置 (40)5.2.2组态监控 (41)结论 (46)谢辞 (47)参考文献 (48)外文资料翻译 (49)前言送料小车控制系统采用了PLC控制,从自动装车送料小车的工艺流程来看,它的控制系统属于自动和手动控制相结合的系统。
自动送料装车系统PLC控制设计

自动送料装车系统PLC控制设计自动送料装车系统主要由送料机构、输送线、装车台和控制系统等组成。
PLC作为整个系统的核心控制设备,负责接收和处理各个传感器、执行器的信号,并根据预设的程序控制装车过程的各个环节。
PLC控制设计的关键目标是提高系统的运行效率、安全性和可靠性。
首先,PLC控制设计需要合理规划系统的硬件结构。
根据自动送料装车系统的特点和需求,选择适合的PLC设备和通信模块,确保系统的稳定性和可扩展性。
同时,还需考虑各个设备之间的连接方式和通信协议,确保数据的可靠传输和实时监控。
其次,PLC控制设计需要编写合适的控制程序。
程序设计应考虑系统的工作流程和逻辑关系,设置合理的传感器触发条件和执行器动作。
同时,还需考虑异常情况的处理,如传感器故障、执行器堵塞等,以确保系统的安全性和可靠性。
在控制程序的编写过程中,需要充分利用PLC的各种功能模块和指令,如计时器、计数器、比较器等,以实现对系统任务的准确控制。
此外,还需考虑对系统运行状态的监测和记录,以便及时分析和排除故障。
除了基本的控制功能外,PLC控制设计还需要考虑人机界面的设计。
通过合理设置触摸屏或按钮等人机界面元素,方便操作员对系统进行监控和控制。
同时,还需提供相应的故障诊断和报警功能,以及操作员对系统参数进行设置和调整的接口。
最后,PLC控制设计还需要进行系统的仿真和调试。
通过利用PLC的仿真软件或专门的仿真设备,对控制程序进行模拟运行和调试,以确保系统的准确性和稳定性。
同时,还需进行实际系统的调试和优化,不断完善和提高系统的性能。
总之,自动送料装车系统PLC控制设计是一个复杂而关键的工作,需要考虑系统的硬件结构、控制程序、人机界面以及系统的仿真和调试等方面。
只有合理规划和设计,才能实现系统的高效、安全和可靠运行。
自动送料装车系统PLC控制设计
自动送料装车系统PLC控制设计一、引言PLC是一种可编程的数字逻辑控制设备,早期用于开关量的逻辑控制,多用作控制电动机正反转和电磁阀的开关动作,从而控制机械设备的运转。
只要合理分配输入、输出点,根据控制要求设计梯形图,采用基本指令和步进指令就可达到控制目标。
随着控制要求的不断提高,许多PLC生产厂家进一步优化和完善PLC的功能,增加了功能指令,大大拓宽了PLC 的应用范围 ,使PLC在某种程序上可以代替控制器和计算机的协同工作系统,为工业生产和民用控制设计提供方便。
PLC的具有可靠性高、功能性强和编程简单等优点,所以深受设计人员的喜爱。
PLC就如同一部计算机与继电器控制设备相结合的新型高性能控制装置。
PLC的基本单元包括中央控制器(CPU)、存储器、输入单元和输出单元。
除了基本单元,PLC还可以追加许多扩展模块,从而增强其功能和性能。
二、PLC介绍可编程序控制器简称PLC机。
可编程控制器是一种专为在工业环境下应用而设计的数字运算操作的电子系统,它采用一种可编程序的存储器,在其内部存储执行逻辑运算,顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备和生产过程。
可编程控制器及其有关设备的设计原则是他易于与工业控制系统连成一个整体和具有扩充功能。
2.1 PLC 的发展历程第 1 页/共 11 页可编程序控制器于60年代末在美国问世,1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称(PC)。
个人计算机(简称PC)发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为PLC。
到70年代中期,随着半导体技术的发展,各种位片机和八位微处理器相继问世,由于CPU的引入,使可编程序控制器技术产生了飞跃发展,成为工业控制计算机的一个重要分支。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
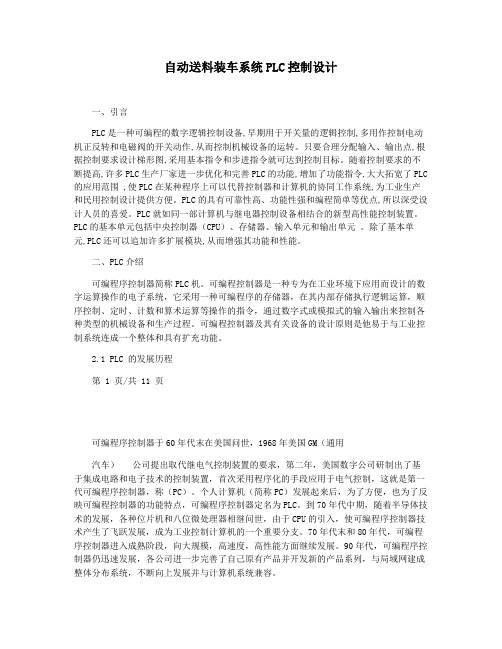
22 控 制 系 统 的 设 计 l ‘ 料机 的控 制 系 统结 构 如 图 2所 示 。 送
伺 服驱 动器
1 开 卷 机 是 负责 将 卷 料 展 开 。 ) 开卷 机 本 身 没 有动 力 装 置 , 由
送 料机 带 动 开 卷 放 料 。
f ) 准备 好 3t .b t 伺服 报警
( \/ C )在 P C 程 序 中采 用 两 条 定 速定 位 指 令 DD V 来 C^ C W , 『 L R l 发 出 C Ⅳ C W 脉 冲 ,如 图 4所 示 。 反 转 时 使 用 指 令 D V \/ C DR I K 9 99 K 0 0Y 0 9 9 9 1 0 0 M1 ,反 转 主 要 用 于 送 料 机 工 作 开始 时 , 由操作员点动操作进行慢速调 整 , 时, Y 此 从 0输 出脉 冲到 伺 服 驱 动 器 的 反 转 脉 冲 手 动
驱动 器的正 转脉冲 L 』 动 _ j
P C发脉冲到伺服驱动器 l 手动送料 L
和 端。放… 竺 5中 D 入0苎 ,1 D, 存输 5 出
一 脉 输 图 速 冲 一… 出 4高 …一
计 算 公式 为 : P L  ̄/Lx 。 = x ( G )
其 中 , 为 所 求 脉 冲 P
.
a X1 PL a t u pa e1 s r o F S C. o ch n . e v dr rs v motr n oh c a i / ero ve o a d ter ompo en sAc or n t t e et g v le f h fedi n t . c dig o h s ti n au o t e e ng l gt h ou p el C lult s h p s m b , d s ds t e pus s o t evo dr e , en onr l h mo e— en h on t e t ch an , PL cac a e te ule nu er an en h le t he s r i rt c tos t e v h v men fte s v oorf e dig. r utp e s st nig s r l ed.an h c r c an e up t l +001 m . to h ero m t orf e n As a es l r cie po io n i eai , i z d t e a cu a y c b o m . m
工 生 产 过程 的 自动化 程 度 , 有 十 分 广 阔 的应 用 前 景 。 具 1 自动剪 切 生 产 线 组 成 自动剪 切 生 产 线 是 由开 卷 机 、 料 机 和 剪 切 机 三 部 分 组 成 , 送
如 图 1所 示 。
4 紧急 停 止 。 当 出现 紧 急 情 况 时 , 下 急 停 按 钮 , 在 运 行 ) 按 正
李 玉 兰 徐 世 许 ( 青岛大学自动化工程学院, 山东 青岛 26 7 ) 60 1
摘 要
自动 剪 切 生 产线 将 金 属 卷料 加 工成 板 料 , 由开 卷 机 、 料 机 、 切机 三部 分 组成 , 料 机 是 其 关键 设 备 。 设 计 了送料 它 送 剪 送
机 的 P C 控 制 系统 , 用三 菱 F 1 型 P C, L 选 XS L 还有 触摸 屏 、 服 驱 动 嚣/ 服 电机 等部 件 。P C 根 据 触摸 屏 上 设 置 的送 料 长 伺 伺 L 度 , 算 出脉 冲 数 后 , 计 向伺 服 驱 动 器发 送 , 制 伺 服 电机 送 料 , 而 实现 精 确 的伺 服 定 位 . 定 位精 度 可达 1 00 mm 。 控 从 其 m+ .1
10 O
送 料 机 的 P C控 制 系统 设 计 L
送料机的 P C控制系统设计 L
De i f PL sgn o C Co t lSy t m o e d r n r se f rF e e o
修 杰
( 青岛远洋船员职业学院, 山东 青岛 2 6 7 ) 601
机运 转 。 冲发 送 的 频率 越 高 , 服电机 就 转 得 越快 ; 冲 多 , 脉 伺 脉 伺
服 电机 转 得 角 位 移 大 , 料 长 度 大 。三 菱 F 的 脉 冲 输 出 形 式 送 Xs
为脉 冲+ 向的 ,伺 服 驱 动 器 选 定 的 脉 冲输 入 方 式 是 正/ 脉 冲 方 反
伺服 伺服 放松
X0 5 0
图2
控 制 系统 组成
P C 采 用 三 菱 F 1 MT, 晶体 管 输 出 型 , 入/ 出 点 L Xs 4 一 为 输 输
数为 86共计 1 /, 4点 , L 内置 高 速 脉 冲输 出功 能 , 以通 过伺 PC 可
服 驱 动 器 控 制 伺 服 电 机 运 行 『。 P c接 收 系统 中各 种 按 钮 及 开 1 L 1 关 的信 号 , 制 继 电器 及 电磁 阀 动作 ; 据 预 先 设 定 的参 数 , 控 根 通 过 高 速 脉 冲输 出 向伺 服 驱 动 器 发 出 定量 的 脉 冲数 ,控制 伺 服 电
机 的运 行 。
交 流 伺 服 装 置 采 用 台 达 的 A D B一 0 1型 伺 服 驱 动 器 S A— 1 2
图 1 自动 剪 切 生产 线
和E CMA G3 3 9型伺 服 电 机 。 用 前 需对 伺 服 驱 动 器 的 脉 冲 — 10 使
输入方式 、 电子 齿 轮 比等参 数 进 行 设 置 。
送 料 结 束 .剪 切
的 脉 冲数 , 2 3和 D 4 D4 2 2中存 放 输 出 脉 冲 的频 率 。 通 过 设定 长度 一 脉 冲数 、送 料 速 度一 脉 冲 频 率 等 数 据 处 理
伺服 结束 手动 正转 手动 反转 急停
XO 2 0 YO 2 0
X0 3 Y0 3 0 0 X0 4 Y0 4 0 0
3 剪切 机 负 责 对 送 料 机 传 送 过 来 的 金 属 板 料 的 剪 切 , 是 ) 这
整 个 生 产线 的最 后 一 道 工 序 。
丌卷 机 剪切 机
XO 0 0 YO 0 0
XO Y O 01 01
ASDA. 1 2 B. 0 1
2 送 料 机 由伺 服 驱 动 器/ 服 电机装 置带 动 内 部 的一 组 压辊 ) 伺 旋 转 , 速 而 又 准 确 地 给剪 切 机 送 料 。此 外 , 组 压 辊还 能对 卷 迅 这 料 进 行 压平 , 送 到 剪切 机 的料 更 加 平 整 。 使
关 键 词 : L 伺 服 驱 动 器/ 服 电机 , 摸 屏 P C, 伺 触
Absr t tac
Th a t e uoma i cut g r du t l e s s d o tc tn p o c i i on i i u e t pr e s t e ol m eal n oc s h r l t matr it s e s f eran e t t s or— e i no h et o c t i lng hI c n al i
2 送 料机 的 P C 控 制 系 统 L 2 1 系统 的控 制 要 求 .
送 料 机 具有 如下 功 能 : .
触 摸 屏 采用 三菱 的 G 1 5 T 0系 列 ,其 作 用 是 负 责 参 数 的设 1 定、 修改 , 时将 设 备 的动 作 信 息 反 映给 用 户 。 与 P C 之 间 通 同 它 L 过 R 4 2串 口通 信 实 现 数 据 交 换 , 用 户 提 供 了 良好 的 人 机 交 S2 为
Ke wor : C,e v iers v oor o h y dsPL s r o dr v / ero m t , uc pa el t n
本 文 设 计 了 自动 剪 切 生 产 线 中 的 送 料 机 控 制 系 统 ,它 以 P C 为 核 心 , 用 了 伺 服驱 动 装 置 。实 际使 用表 明 , L 使 该送 料机 具 有 控 制 精度 高 、 应 速度 快 和运 行 平 稳 等 优 点 , 开 卷 机 和 剪 切 响 与
些 按 钮 如 手 动/自动 工 作 方 式选 择 、 松 电磁 阀等 在 触 摸 屏 上 设 放 置 。信 息 实 时 显示 是 对 送 料 长 度 等 各 参 数 的实 际 值 进 行 动 态 显
示 , 方便 操 作 人 员 更 好 地 掌握 系统 的工 作 情 况 。 以 P C 程序 流 程如 图 3 L 所 示 , 程 序 主 要 由 数 据处 其 理 和脉 冲输 出等 组 成 , 面 下 对其 中部 分 情 况 加 以说 明 。 ( ) 定 长 度一 脉 冲数 1设 设 定 长 度 在 触 摸 屏 上 机 作 > T方
p e o u ol , e dera a un h.e eri h e d vi i h o c i l a d t c to s se os d fan nc i a f e er nd p c F ed s t e k y e ce n t e pr du t on i ne n i s onr l y t m c ss s f on it o
互界面 。
1 实 现 自动送 料 , 料 时 长度 及 速 度 均 可调 。 ) 送 2 有 自动 和 手 动切 换 功 能 。 自动 状 态 下 , 据 设 定 长 度 和 ) 在 根
《 业 控 制计 算 机 } 0 2年 第 2 工 21 5卷 第 4期
3 程 序 设计
11 0
( ) 速 脉 冲输 出 4高 三 菱 P C发 送 高 速 脉 冲给 伺 服 驱 动 器 , 服驱 动器 驱 动 电 L 伺
程 序设 计 有 两 部 分 : 摸 屏 画 面 和 P C 控制 程 序 。 触 L 触 摸 屏 的 画 面有 三 种 :参 数 设 置 、操 作 按 钮 和 信 息 实 时 显 示 。参 数 设 置 是指 对 送 料 长 度 、 加工 工 件 个 数 、 料 速 度 等 参 数 送 的预 先 设 定 。由 于选 用 的 P C 输 入点 数 仅 为 8点 , 量有 限 , L 数 一