金锡合金钎料
直升机设计所用GJB目录参考(材料、热处理、导线)

直升机GJB涉及目录(材料、热处理、特种检查100项)金属材料铝合金(19项)1.GJB 2507A-2008 航空航天用铝合金挤压型材规范2.GJB 2662A-2008 航空航天用铝合金厚板规范3.GJB 2053A-2008 航空航天用铝合金结构板规范4.GJB 1742-1993 舰用LF15、LF16铝合金板材规范2010-10-21 5.GJB 1745-1993 航天用LD10铝合金热挤压管材规范6.GJB 3539-1999 锻件用铝合金棒材规范7.GJB 2379-1995 航空航天用铝及铝合金拉制(轧制)管材规范2010-10-21 8.GJB 2507-1995 航空航天用铝合金挤压型材规范2010-10-21-9.GJB 6470-2008 航空航天用铝合金蒙皮板规范2010-10-21 10.GJB 6472-2008 航天用铝合金三角形锻环规范2010-10-21 11.GJB 2351-1995 航空航天用铝合金锻件规范2010-03-27 12.GJB 1694-1993 变形铝合金热处理规范2010-10-20 13.GJB 1695-1993 铸造铝合金热处理规范14.GJB 1536-1992 LC19铝合金板材规范2009-07-29 15.GJB 2054-1994 航空航天用铝合金棒材规范2010-03-12 16.GJB 1057-1990 LC9铝合金过时效锻件2010-10-20 17.GJB 1134-1991 LY19铝合金板材规范2010-10-20 18.GJB 1741-1993 铝合金预拉伸板材规范2010-10-21 19.GJB 390-1987 LF6铝合金2010-10-19结构钢(12项)1.GJB 2608A-2008 航空用结构钢厚壁无缝钢管规范2.GJB 2297A-2008 航空用高温合金冷拔(轧)无缝管规范3.GJB 3165A-2008 航空承力件用高温合金热轧和锻制棒材规范4.GJB 3019A-2008 航空防弹钢板规范5.GJB 2608-1996 航空用结构钢厚壁无缝钢管规范2010-10-216.GJB 2611-1996 航空用高温合金冷拉棒材规范2010-10-217.GJB 3165-1998 航空承力件用高温合金热轧和锻制棒材规范2010-10-218.用高纯洁度合金结构钢棒规范2010-10-219.GJB 3583-1999 航空用重要受力连接螺栓钢锻件规范10.GJB 5307-2004 航空航天用高温合金成品化学成分允许偏差11.GJB 3317A-2008 航空用高温合金热轧板规范12.GJB 1952A-2008 航空用高温合金冷轧板规范不锈钢(4项)1.GJB 2294-1995 航空用不锈钢及耐热钢棒规范2010-10-212.GJB 2296-95 航空用不锈钢无缝钢管规范3.GJB 2610-1996 航天用不锈钢极薄壁无缝管规范2010-10-214.GJB 2295A-2006 航空用不锈钢冷轧板规范1.GJB 2921-1997 超塑成形用TC4钛合金板材规范2.GJB 2218A-2008 航空用钛及钛合金棒材和锻坯规范3.GGJB 3423A-2008 航空用钛合金管材规范4.GJB 2505-1995 航空用钛及钛合金板、带材规范2010-03-275.GJB 2505A-2008 航空用钛及钛合金板材和带材规范6.GJB2218-1994 航空用钛和钛合金棒材及锻胚规范2010-10-217.GJB 2220-1994 航空发动机用钛合金饼、环坏规范8.GJB 6471-2008 航天航空用TB5钛合金板材规范2010-10-219.GJB 2744-1996 航空用钛及钛合金自由锻件和模锻件规范2010-04-2610.GJB 2896A-2007 钛及钛合金熔模精密铸件规范2010-03-1911.GJB 1538A-2008 航空结构件用钛合金棒材规范2010-03-0612.GJB 3763A-2004 钛及钛合金热处理贵金属(5项)1.GJB 2513A-2008 铍化学分析方法2.GJB 953-1990 航空航天用贵金属及其合金板、带材3.GJB 1740-1993 航空航天用银镁镍合金带(片)材规范2010-10-214.GJB 6468-2008 金锡合金钎料规范2010-10-215.GJB 6469-2008 贵金属及其合金复合钎料规范2010-10-211.GJB 5264-2003 聚乙二醇(PEG)规范2.GJB 2142.1-1995 耐热阻燃型覆铜箔环氧玻璃布层压板详细规范3.GJB 502A-1998 飞机窗用单片硅酸盐玻璃规范4.GJB 2462A-2006 航空用棉线编织橡胶软管规范5.GJB 3402-1998 碳布-酚醛-高硅氧布-酚醛复合缠绕制品规范6.GJB 2321-1995 雷达天线罩用蜂窝夹层结构纤维增强塑料通用规范7.GJB 2356-1995 飞机金属结构胶接用耐热胶粘剂规范8.GJB5258-2003 航空橡胶零件及型材用胶料规范2010-06-129.GJB 227A-1996 一般用途硅橡胶胶料规范10.GJB 1058A-2003 玻璃纤维仿形织物规范11.GJB3582-1999 雷达罩人工介质夹芯材料规范2010-05-0712.GJB 910-1990 玻璃纤维增强塑料蜂窝夹层结构通用规范涂料(10项)1.GJB 385-1987 飞机蒙皮用脂肪族聚氨酯磁漆2.GJB 386-1987 飞机蒙皮用脂肪族聚氨酯磁漆的配套底漆3.GJB385A-1996 飞机蒙皮用脂肪族聚氨酯磁漆及配套底漆规范2010-11-214.GJB 563-1988 轻质航空润滑油的腐蚀和氧化安定性测定法金属片法5.GJB 2604-1996 军用电磁屏蔽涂料通用规范2010-10-216.GJB1590-1993 h61-1航空用环氧有机硅耐热漆规范2010-10-207.GJB1591-1993 h61-32航空用各色环氧有机硅耐热磁漆规范2010-10-208.GJB 1592-1993 h61-1983航空用各色环氧有机硅耐热底漆规范9.GJB 5256-2003 直升机用绝缘漆规范2010-05-3010.GJB 6256-2008 飞机迷彩涂料规范杂类(7项)1.GJB3075-1997 军用柴油规范2010-10-212.GJB 2622a-2002 航空用微滤纸规范3.GJB4477-2002 锂离子蓄电池组通用规范2010-10-214.GJB 1719-1993 铝蜂窝夹层结构通用规范5.GJB 2837-1997 聚四氟乙烯软管组件规范2010-5-296.GJB 2142-1994 印制线路板用覆金属箔层压板总规范7.GJB 3251-1998 金属氢化物镍蓄电池组通用规范导线(11项)1.GJB 76.1-1985 航空用聚酰亚胺薄膜绝缘电线电缆一般规定2.GJB 76.2-1985 航空用聚酰亚胺薄膜绝缘电线电缆镀银铜芯PI/F46绝缘PI漆护层电线3.GJB 76.3-1985 航空用聚酰亚胺薄膜绝缘电线电缆镀银铜芯PI/F46绝缘F4生带护套电线4.GJB 76.4-1985 航空用聚酰亚胺薄膜绝缘电线电缆铝芯PI/F46薄膜绝缘F4生带护套电线5.GJB 76.5-1985 航空用聚酰亚胺薄膜绝缘电线电缆镀银铜合金导体PI/F46绝缘FI漆护...6.GJB 773A-8A-2000 航空航天用镀银铜芯聚全氟乙丙烯绝缘电线电缆详细规范7.GJB 773A-9A-2000 航空航天用镀银铜合金芯聚全氟乙丙烯绝缘电线电缆详细规范8.GJB 773A-9A-2000 航空航天用镀银铜合金芯聚全氟乙丙烯绝缘电线电缆详细规范9.GJB774-1989 舰船用电缆和软线通用规范2010-11-2210.GJB 773A.12A-2000 航空航天用镀锡铜芯聚全氟乙丙烯聚偏氟乙烯组合绝缘电线电缆详...11.GJB773A-11A-2000 航空航天用镀锡铜芯聚全氟乙丙烯绝缘电线电缆详细规范2010.06.12试验方法(8项)1.GJB2033-1994 航空有机玻璃拉伸疲劳试验方法2009-07-182.GJB 2038-1994 雷达吸波材料反射率测试方法3.GJB 2028A-2007 磁粉检测4.GJB 503-1988 飞机夹层玻璃通用试验方法5.GJB 586-1988 纤维增强塑料层板拉伸型层间断裂韧性试验方法2010-10-206.GJB 92.1-1986 热空气老化法测定硫化橡胶储存性能导则第一部分试验规程7.GJB 92.2-1986 热空气老化法测定硫化橡胶储存性能导则第二部分统计方法8.GJB1585a-2004 聚氨酯硬质泡沫塑料力学性能试验方法2010-10-209.GJB 509B-2008 热处理工艺质量控制2009-05-28。
金锡合金封装材料
金锡合金封装材料
一、金锡合金钎料 二、金锡合金钎料的性能 三、金锡合金钎料的应用
四、前景
一、金锡合金钎料
金锡合金是用于微电子器件封装的一种重要金基钎料,由于 加工性能差,金锡合金难于制成箔材。 在功率>5W 功率放大器微电子器件制造工艺中,考虑到由 于硅芯片在工作中会产生大量建立该 通道。常用的钎料有2 种,即SnPb系合金钎料和Au合金钎料。 金基钎料比锡基或铅基钎料有较优良的热导性和较高的熔点, 此外,在功率半导体器件中,钎接头抗热疲劳特性亦是人们关 注的问题,与高铅钎料相比,金基钎料具有较高的抗热疲劳性 能,因此,金基钎料是性能优良的微电子器件封装用材料。
国产金锡合金钎料的成分、性能及应用与国外同类产品相当。 近年来,其系列产品在多种微电子器件芯片焊接、电路气密封 装应用实践表明,其焊件综合性能和质量均可达到高可靠微电 子器件相关标准的技术要求,在飞速发展的电子信息产品生产 工艺中具有广阔的应用前景。
三、金锡合金钎料的应用
1、金锡钎焊料对于一些特殊的、同时要求机械及导热性能好 以获得高可靠性的应用来说是最好的选择。这些应用包括气密封 盖、光电子封装工艺中的射频和隔直流粘接、激光二极管管芯粘 接等。 2、有关陶瓷的应用是引线绝缘子的焊接。此时,是用高强度 的陶瓷,而不是玻璃做绝缘体。对于这些应用,要求钎焊材料具 有良好的润湿性、抗腐蚀性和高的杨氏模量等。 3、金锡合金也用于倒装芯片焊接。在倒装芯片焊接中,由于 器件有源区与基板连接,金锡合金的优良导热和导电性就显得尤 为重要。另外,金锡合金预成型片也应用于微波系统组装和其它 领域。
Sn-Ag,Sn-Au二元系相图的动力学计算
1 研究背景1.1 无铅焊料的研究现状Pb-Sn合金由于熔点低、强度高、导电性能好,而且对多数工程常用的基底材料润湿性比较好,被广泛的应用于电子行业各种金属表面之间的连接[1]。
迄今为止,还未有任何焊料合金能与之匹敌。
但是铅污染环境,危害人体健康也是众所周知的事实。
近年来,无铅焊料的研究和开发被日益受到重视。
1986年美国国会通过立法禁止含铅焊料被用于饮用水管管线。
1990年在更多场合,包括电子工业中限制使用Pb,西欧及欧盟同家也考虑采用法律的手段限制和禁止含铅产品的应用。
从环境保护和人类健康角度出发,在全世界范围内将会禁用含铅焊料。
可以预见,中国对含铅制品的生产使用也会有越来越严格的限制。
许多大城市已经明确规定禁止使用含铅汽油就是一个很好的例子,以先进的材料取代原有的Sn-Pb 焊料势在必行。
国外近年来对二元系无铅焊料进行了较深入广泛的研究,采用的方法都是用另外一种组元取代Sn-Pb共晶合金中的Pb。
研究的体系有[2]:Sn-Bi系、Sn-Ag 系、Sn-In系、Sn-Zn系、Sn-Sb系等。
共晶Sn-Ag焊料对电子工业是很有吸引力的,研究表明在,焊料中该共晶焊料的剪切强度和蠕变抗力都是很优越的,使得接头更为可靠。
但熔点较高(221℃),在Cu基体上润湿性能也稍差,近年来,在二元Sn-Ag焊料的基础上开发了一系列多元合金焊料,如Sn-Ag-Cu、Sn-Ag-Zn、Sn-Ag-Bi、Sn-Ag-Sb、Sn-Ag-In、Sn-Ag-Cu-Zn等。
1.2 Sn-Ag无铅焊料的研究现状研究开发无铅焊料是我国电子材料行业面临的新课题,而Sn-Ag系是一种有希望替代铅焊料的无铅焊料。
在焊料和基体的作用中,除润湿现象外,还包括形成金属间化合物层的形成,基体金属溶人焊缝。
这些相互作用会影响最终焊接接头的可靠性。
1.2.1金属间化合物的形成在钎料/基体界面上,Sn和共晶Sn-Ag、Sn-Bi都可以形成相同的金属间化合物。
双辊甩带制备Au-20%Sn焊料及其均匀化退火工艺
双辊甩带制备Au-20%Sn焊料及其均匀化退火工艺刘锐;王日初;韦小凤;彭健【摘要】采用双辊甩带技术制备Au-20%Sn焊料薄带材,观察和分析快速凝固Au-20%Sn焊料薄带的显微组织以及熔融特性,并研究合金的均匀化退火工艺.研究结果表明:双辊甩带合金由ζ'(AnsSn)和δ(AuSn)两相组成,显微组织细小.合金的熔化温度接近共晶点,满足焊料的熔点要求.均匀化退火过程中,δ(AuSn)相逐渐长大,合金的硬度降低.根据薄带的组织和硬度,确定均匀化退火工艺为260℃下退火4h.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2015(046)011【总页数】7页(P4021-4027)【关键词】双辊法;金锡焊料;均匀化退火【作者】刘锐;王日初;韦小凤;彭健【作者单位】中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083【正文语种】中文【中图分类】TG162.83Au-20%Sn焊料是近年来发展起来的中低温焊料,具有优良的耐蚀性、抗氧化性、流动性和润湿性,且蒸气压低、高温稳定性良好以及钎焊接头强度高,是目前梯度封装中焊接温度为300~330 ℃时的最佳焊料[1]。
Au-20%Sn焊料可焊接铜、镍、可伐合金和不锈钢等,适用于电真空器件以及航空发动机等重要零件的焊接,在高可靠性封装方面有广泛应用[2−3]。
Au-20%Sn合金钎料由ζ′(Au5Sn)和δ(AuSn) 2种脆性金属间化合物组成,塑性加工困难,不能采用常规的轧制成形方法获得适合于焊接的箔材。
目前,Au-20%Sn合金带材主要是采用叠层冷轧法制造[4−5]。
99.99%的纯Au和纯Sn薄片交替排列,经冷压铆合后多道次、小变形量冷轧,轧制到一定厚度后再退火合金化得到均匀的共晶组织。
贵金属及其合金复合钎料规范
贵金属及其合金复合钎料规范1.范围本规范规定了贵金属及其合金复合钎料的要求、质量保证规定、交货准备等。
本规范适用于电子元器件封装钎焊用的Ag72Cu/4J29 复合钎料及用于硬质合金与钢钎焊的AgCuZnMnNi/CuMn 复合钎料.2.规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注明日期的引用文件,其随后所有的修改(不包含勘误的内容)或修订版均不适用于本规范。
鼓励根据本规范达成协议的各方研究是否选择用这些文件的最新版本.凡是未注明日期的引用文件,其最新版本适用于本规范.GB/T 15072(所有部分)贵金属及其合金化学分析方法.GT/T 15077 贵金属及其合金材料几何尺寸测量方法.GB/T 15159-1994 贵金属及其合金复合带材.GJB 950.2 贵金属及其金微量元素分析方法ICP--AES法测定银及银合金中微量铅锑铋铁。
GJB 6468-2008 金锡合金钎料规范.SJ/T 11026 电子器件用银铜钎焊料的分析方法原子吸分光光度测定铁、镉、锌YB/T 5231-1993 铁镍钴玻封合金4J29和4J44技术条件。
YS/T 370 贵金属及其合金金相试样制备方法.3.要求3.1 化学成分3.1.1 Ag72Cu/4J29 复合钎料其基材4J29 的化学成分应符合YB/T 5231-1993 的规定;复层材料Ag72Cu 的化学成分应符合表1的规定。
本规范中产品的化学成分为复层材料的化学成分.3.1.2 AgCuZnMnNi/CuMn 复合钎料其基材CuMn 成分应符合表2 的规定,复层材料AgCuZnMnNi 的化学成分应符合表 3 的规定。
本规范中产品的化学成分为复层材料的化学成分。
3.2 几何尺寸3.2.1 产品断面示意图如图1 所示。
3.2.2 产品的几何尺寸及其允许偏差应符合表4 的规定。
3.3 复合牢固度产品复合层应结合牢固。
3.4 表面状况产品表面粗糙度Rz 应不大于3.2um.3.5 外观质量3.5.1产品表面应光洁、平整,但允许有少量目视不可见的小气泡和不超出总厚度允许偏差的局部划伤、斑点、辊印、凹坑等缺陷.3.5.2 产品边缘应整齐,但允许有不超出宽度允许偏差的裂口和不超出总厚度允许偏差的轻微的卷边和毛刺。
AuSn20焊料制备技术及发展趋势_孙晓亮

9电工材料2010N o.3AuSn20焊料制备技术及发展趋势孙晓亮,马光,李银娥,刘啸锋(西北有色金属研究院,西安710016)摘要:随着电子产品小型化、无铅化的发展,对焊接材料提出了更高的要求。
无铅焊料A uSn20由于具有优良的性能,在高可靠性气密封装和芯片焊接中被广泛应用。
本文介绍了AuSn20焊料的性能和制备方法,指出了传统的铸造拉拔轧制法、叠层冷轧复合法及电镀沉积法的不足,提出了研究及制备A uSn20合金焊料的技术改进方案。
关键词:无铅化;AuSn20焊料;制备;技术改进中图法分类号:T N 705文献标志码:A文章编号:1671-8887(2010)03-0009-03A pp lication and Develo p ment Trend of AuSn20SolderSU N X iao_li an g ,M A Guan g ,L I Y in_e,L IU X iao_f en g(Nor thwest Inst it ut e f or Non f errous Meta l Research ,Xi .an 710016,Chi na )Abstract :W ith t he develo p ment o f miniaturiz atio n and lead_f ree of el ect ronic p r oduct s,hi g h demand is p ut f or ward about solder.L ead f ree solder A uSn20is widel y a pp lied in hi g h reliable hermet ic p acka g e and die w eldin g due to excellent mechanical p ro p ert y .T his p a p er descr ibed t he p r o p er ti es and p re p arat ion o f A uSn20sol der,p oi nt ed out the disad -vant a g es o f the conventio nal draw in g and rol lin g p r ocess,cast in g p ro cess and laminose co m p o site p rocess o f cold r ollin g ,p ut out im p ro ve p ro g rames of r esearch and p re p arat ionf or A uSn20solder.Key words :lead f ree;A uSn20solder ;p r e p arat ion;t echno lo gy im p ro vement作者简介:孙晓亮(1981-),男,陕西宝鸡人,硕士,工程师,研究方向:贵金属功能材料。
Au80Sn20无铅钎料的可靠性研究

Au80Sn20无铅钎料的可靠性研究*范琳霞,荆洪阳,徐连勇(天津大学材料科学与工程学院,天津 300072)摘要:随着电子产品小型化,无铅化的发展,对焊料提出了更高的要求。
无铅钎料Au80Sn20由于具有优良的力学性能在高可靠性气密封装和芯片焊接中被广泛应用。
本文综述了近几年来Au80Sn20的发展状况,重点介绍了该焊料的可靠性研究。
关键词:无铅钎料;Au80Sn20;可靠性;力学性能Reliability Study Of Au80Sn20 Lead-free SolderFan Lin-xia, Jing Hong-yang, Xu Lian-yong(School of Materials Science and Engineering,Tianjin University ,Tianjin 300072,China) Abstract: with the miniaturized and lead-free development of electronic products ,higher demand is put forward about solder . Lead-free solder Au80Sn20 is widely applied in high reliable hermetic package and die welding due to excellent mechanical property.The text summarizes the development status of Au80Sn20 in recent several years,and emphasizes to introduce the reliability study of the solder.Keywords: Lead-free Solder; Au80Sn20; reliability; mechanical property1 前言共晶SnPb焊料作为主流的互连材料长期以来一直广泛用于电子工业中。
金锡钎料

金锡焊料及其在微电子封装中的应用张春杨(西安电子科技大学微电子学院140712班)摘要:在功率放大器微电子器件制造工艺中,硅芯片在工作中会产生大量的热,故其结构需要一个良好的散热通道。
金基钎料比锡基或铅基钎料有较优良的热导性和较高的熔点,同时具有较高的抗热疲劳性能,因此,金基钎料是性能优良的微电子器件封装用材料。
AuSn20 钎料除可用于芯片与电路基材的连接外,还可广泛用于多种高可靠电路气密封装。
本文介绍了Au80%Sn20%焊料的基本物理性能。
同时介绍这种焊料在微电子、光电子封装中的应用。
关键词:金锡合金;钎料;微电子封装;光电子封装Abstract:In the power amplifier manufacturing process during microelectronics devices, the silicon chip will generate a lot of heat in the work, so the structure needs a good cooling channel. Gold-based solder has a better thermal conductivity and high melting point than tin-based solder or lead-based solder,and at the same time it has a high thermal fatigue resistance,therefore, gold-based solder is excellent microelectronics device packaging material.AuSn20 solder can be used to connect chips and circuit substrates, it can also be used in a variety of high-reliability circuit hermetic package.This article describes the physical properties of eutectic Au/Sn Solder alloy and its applications for rnicroelectronics and optoelectronis packagings.Key words:Au Sn Solder alloy;Solder;Microelectronics Packaging;Optoelectronic Packaging 1.前言钎焊是组装电子产品的一项重要技术。
T_R组件外壳焊接工艺研究

T/R组件外壳焊接工艺研究发布时间:2022-06-15T02:13:28.779Z 来源:《科学与技术》2022年2月4期作者:宗幼权[导读] 本文根据T/R组件外壳的焊接要求,设计了完整的焊接工艺方法和流程宗幼权泰州市航宇电器有限公司,江苏泰州 225300摘要:本文根据T/R组件外壳的焊接要求,设计了完整的焊接工艺方法和流程,研究了工艺中的技术难点,提出了确保焊接工艺稳定性和可靠性的技术要点。
研究选用Au80Sn20预成型金锡焊料作为焊接材料对壳体和部件进行焊接。
通过大量试验得出了最佳工艺参数,包括零部件清洗、焊接参数、焊接间隙等。
焊接后的产品在经受了各项性能试验后,其电性能、气密性、结构完整性和机械牢固性均能很好地满足要求,证明了该焊接工艺的可行性。
关键词:焊接工艺;Au80Sn20;金锡焊料1.引言T/R组件外壳作为一种一体化金属封装外壳,是微矩形密封连接器和射频连接器的使用终端,可以集成多种连接器,市场前景广阔。
T/R组件外壳通常采用铝合金材质壳体,通过焊料将玻璃烧结密封连接器和射频连接器与壳体进行连接。
因铝合金不耐高温,故需采用低温焊接工艺。
本文通过选用金锡焊料作为研究对象,介绍了相应的研究结果。
2.研究过程2.1 焊接原理T/R组件外壳焊接是利用焊料溶化后在外壳表面润湿、铺展与壳体表面镀层相互溶解和扩散以及在间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现组件壳体与微矩形连接器、射频连接器之间连接的。
2.2 焊料设计2.2.1 焊料选择分析随着T/R组件不断往小型化、高性能、高密度、高可靠性方向发展,这对其中的芯片互连材料、元件焊接材料、封装材料提出了更高的要求,如具有高导电性、高导热性、热膨胀系数与介质匹配系较好等。
在微电子组装封装领域,金基钎料以高熔点、高可靠性和优异的物理性能,在高可靠电路封装、芯片焊接等方面的应用越来越多。
其中,金锡焊料、金锗焊料已普遍应用于T/R组件的生产制造过程中。
金锡合金钎料的制备方法

现 :()金锡 合 金钎 料 的表 面粗 度对 熔 化钎 料 a 相 对 于底 板 的润 湿性 的影 响 大 ,金锡 合 金钎 料 的 表面粗 度越 小 ,熔 化钎 料相 对 于底 板 的 润湿 性越 提高 , 熔化 钎料 在底板 的 表面大 面积 扩展 , 不会 产 生熔化 钎料 未 附着 在 半导体 的下 面 的部 分 ,通 常可进 行高可 靠性钎 焊 ;( b)该金 锡合
性 的金锡 合 金钎 料 ,进行 了深 入研 究 ,结 果发
等导 热率 高的 金属 制的辊 上 ,喷射 压 为02g . / k
c ,气氛 为氦 气 ,用 急冷凝 固 法形成厚 10t m 0 ̄ m 左 右 的AuS 合 金箔 ,辊 以表面 速度例  ̄ 5 —n Z m/S D
以上 的高 速旋 转 。通 过控 制 辊 的表 面速 度来 控 制箔 厚 。然 后 ,在适 当的 条件 下对 该 箔进行 热
10 加热至 2 0 时可产 生延 展性 。为 了解决 9℃ 7℃ A —n合金 的脆性 问题 ,特 开平 0 —2 9 9 uS 91 2 6 …提
的 电路 具有优 良的高温 存贮性 能 , 以耐 15v 可 7-
20 0 ℃甚 至更 高温 度的存 贮 。金锡 共晶 合金钎 料
由于具 有优 良的焊 接性 能 、 高可 靠性 ,而 广泛 应 用于 微 电子器 件 和光 电子器 件 的陶 瓷 封装 封 盖 、芯 片粘 接 、金 属封 装 的陶 瓷绝 缘 子焊 接 、 大功 率 半导体 激 光器 的 芯 片焊 接 ,它 可 明显提 高这 些器 件 的封 装可 靠性 和 导 电 /导 热性 能 ,
该钎料可用于半导体组装中的引线框架及引线 的钎 焊 。它对 电镀金 属 及 引线形 状 的选 择 无特 殊要 求 , 抑 制钎料在 引线框 架 上的过 度扩 散 、 可 和在引线上无规则漫流的现象 ,能获得 良好的 钎焊效 果 ,是 最适 合半 导体 组装钎 焊 的钎料 。 在 特 开 20 —5 12 中 ,为了开 发 高可 靠 0 1108 T M
金锡合金钎料焊膏与箔材钎焊性能对比研究
摘 要: 研 究和比较 了自制金锡合金焊膏与金锡合金 箔材的相关性能。实验结果表明:金锡合金钎 料焊 膏的铺展性及润湿性优于箔材钎料 ;接 头的显微组织和结构基本相同;在大气条件下,焊膏的
钎焊性能比箔材钎料好 ;焊膏的剪切强度略低于箔材钎料。 关键词 : 金属材料 ;金锡合金;焊膏;箔材;性能对比;无铅钎料 中图分类号 :T G1 4 6 . 3 1 文献标识码 :A 文章编号 :1 0 0 4 — 0 6 7 6 ( 2 0 1 3 ) 0 1 . 0 0 2 5 . 0 4
防止 不碳化 是 金锡 焊膏 研制 的关 键 。本文 主要 阐述 了 自制金锡 焊 膏与 金锡 合金 箔材 的相 关性 能进 行对
s ol de r p a s t e i S s l i g h t l y l o we r t ha n t he f oi l .
Ke y wo r d s : me t a l ma t e r i a l s ; Au — S n a l l o y ; s o l d e r p a s t e ; f o i l ; p e r f o r ma n c e c o mp a r i s o n ; l e a d — f r e e s o l d e r
a r e b e t t e r t h a n t h o s e o f f o i l . T h e mi c r o s t r u c t u r e s o f t h e j o i n t s a r e b a s i c a l l y t h e s a me . Un d e r a t mo s p h e r i c
及预 成 型钎 料制 备技 术 取得 了很 大进 展 ,贵 研铂业
高能球磨制备金锡合金钎料
第62卷 第1期2010年2月 有 色 金 属Nonferr ou sM et als Vo l 162,No 11 Feb ruary .2010高能球磨制备金锡合金钎料陶静梅,朱心昆,李才巨,徐孟春(昆明理工大学材料与冶金工程学院,昆明650093) 摘 要:采用高能球磨法制备金锡共晶合金钎料,研究球磨后样品的微观组织随球磨时间的演变规律。
XRD 的检测结果表明,随着球磨时间的延长,球磨后的样品中依次出现ε相(AuSn 2)、δ相(AuSn )和ζ′相(Au 5S n )等金属间化合物,出现顺序与合金化程度密切相关。
SEM 及EDX 的观察结果表明,随着球磨时间的延长,单质Au 粉与Sn 粉之间实现了充分的合金化,标志粉末处于焊合过程中的河流状变形带的密度逐渐降低,最后趋于消失,组织整体均匀性提高,获得了成分均匀的共晶合金。
关键词:金属材料;金锡合金;钎料;高能球磨;机械合金化;金属间化合物中图分类号:TG113112;TG146131;TG 146114 文献标识码:A 文章编号:1001-0211(2010)01-0035-05收稿日期:2007-10-23基金项目云南省科技厅国际合作计划项目(G )作者简介陶静梅(),女,昆明市人,讲师,博士生,主要从事金属纳米体材料制备等方面的研究。
根据熔化温度的不同,钎料通常可以分为硬钎料(熔点较高)和软钎料(熔点较低)。
Pb /Sn 系合金钎料是软钎料的代表,通常用于电子封装领域。
而硬钎料,如A n 2Sn 系合金钎料,具有高的热稳定性和长期的可靠性,通常用于光电子封装领域[1-8]。
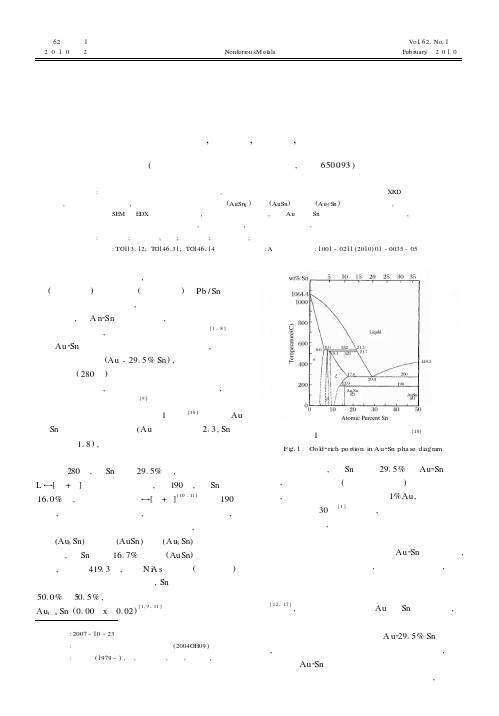
Au 2Sn 合金相图中包含两个共晶反应,其中富金区的共晶合金(Au -2915%Sn ),由于具有相对较低的熔点(280℃)、低弹性模量、高热导率、高耐蚀性和高接头强度,以及良好的润湿性和漫流性,是最常应用的金锡系合金钎料[9]。
富金区金锡合金相图如图1所示[10]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、行业背景
随着电-光之间相互转化器件的大规模推广,尤其是基于电致发光的大功率LED和高功率激光器,以及基于光通信原理的Intel光脑技术,都要求光电子封装材料和工艺进行变革。
两方面的特殊要求使得AuSn20成为光电子封装关注的焦点。
首先,针对大功率光电器件的高导热需要,AuSn20共晶的热导率是57w/m·K,热导率为焊料中最高。
其次,可靠性和微区加工的需要,AuSn20 共晶中金含量80wt%,共晶点为280℃,无疑它的可靠性极佳。
这些特性使得它在大功率LED,电劢汽车和激光器等微电子领域,以及光通信和光电器件的戓略领域中得到广泛应用。
提供专业技术咨询及工艺解决方案
预成型
铸造拉拨轧制法叠层冷轧复合法预合金化法
铸造拉拨轧制法需要添加第三组元Pd或Pt,影响了金锡合金的纯度,焊接性能也会受到影响难以控制金和
锡的反应量,
未合金化的金
和锡都会对焊
料产生不良影
响
不用添加第三
组元,成分均
匀,焊接性能
良好
提供专业技术咨询及工艺解决方案
提供专业技术咨询及工艺解决方案
Au-Sn二元合金相图
1、高强度
焊料的焊接强度可以
直接决定焊接质量。
高的
焊接强度能达到高的可靠
性,相反焊接强度不够,
则可靠性比较差。
AuSn20
作为共晶合金,有着共晶
合金的普遍特征:细小均
匀的晶格,从而有着很高
的强度。
提供专业技术咨询及工艺解决方案
2、良好的漫流性
漫流性是一种焊料在熔化后的流动能力大小的表征,良好的漫流性必须有着较小的熔化范围以及在焊接温度时较小的黏度,只有这样,焊料在焊接时才能迅速完全熔化为液态,在焊盘表面铺展开来。
由于金锡合金焊料一般都是共晶成分,在280℃熔点附近很小的一个范围内完全熔化成流动性很好的液态,因而具有很小的粘滞性,能够很迅速的铺展开来,漫流性很好。
提供专业技术咨询及工艺解决方案
3、抗热疲劳
由于金锡合金焊料是共晶成分,组织细小,焊料强度较高,在接近熔点的时候依然保持有一定的强度,同时此种焊料抗裂纹扩展能力也很强,所以金锡共晶合金的抗蠕变性能和抗疲劳性能也很优良。
一些电子产品的应用环境可能十分恶劣,但却要求很高的可靠性,如军用电子产品,这些产品往往要经受温度的循环变化和应力的循环变化,为了保证器件工作的正常运行,采用金锡焊料,可以有效的防止蠕变和疲劳引起的焊点失效。
提供专业技术咨询及工艺解决方案
4、高热导率
仅仅起电气连接、机械支
撑的作用,有时候也作为
散热通道。
所以在此种应
用中对焊料合金的要求不
仅要求强度高,其导热导
电性能也是我们必需考虑
的。
提供专业技术咨询及工艺解决方案
5、免助焊剂
助焊剂一般为酸性,对元器件有腐蚀污染作用,所以使用助
焊剂的焊接工艺后面一般多了道清洗工序,这样延长了工序流程,增加了成本。
即使这样,有些元器件的封装形式在焊接后,不允许也不能进行清洗,比如高灵敏度的MEMS 传感器器件,这
时候就需要一种免助焊剂的焊接工艺了。
金锡共晶合金焊料在使用时,已经是共晶组织,成分为两种
金属间化合物,并且都含有很大比例的难氧化Au 原子,所以焊
料的抗氧化能力较强。
因而可以直接在空气中使用火焰焊接,或者在还原性气体如氮气和氢气的混合气中回流焊,而不需要任何助焊剂,形成氧化少、强度高、性能可靠的焊接头。
提供专业技术咨询及工艺解决方案
6、对镀金焊盘腐蚀小
电子元器件的焊盘一般都镀有一层金,用以防止焊盘氧化,
提高焊料的润湿性。
不过传统的锡铅焊料对这层镀金层有很大的腐蚀作用,使焊接接头的成分偏离共晶点,强度有可能降低。
不过金锡合金焊片由于自身成分就有很大的Au,因而对镀金焊盘的扩散腐蚀作用较小。
金锡共晶合金焊料除了以上几个优点之外,还有抗腐蚀能力
很好等等。
但是金锡共晶合金焊料也有自己的不少缺点。
首先金锡合金焊片的金含量很多,制作成本相对于锡铅焊料增加了不少。
其次,由于其成分为包含两种IMC 的共晶组织,脆性很大,很难对其进行压轧,冲裁等机械加工,这也是本文的研究的重点。
提供专业技术咨询及工艺解决方案
1、金锡钎焊料对于一些特殊的、同时要求机械及导热性能好以获得高可靠性的应用来说是最好的选择。
这些应用包括气密封盖、光电子封装工艺中的射频和隔直流粘接、激光二极管管芯粘接等。
2、有关陶瓷的应用是引线绝缘子的焊接。
此时,是用高强度的陶瓷,而不是玻璃做绝缘体。
对于这些应用,要求钎焊材料具有良好的润湿性、抗腐蚀性和高的杨氏模量等。
3、金锡合金也用于倒装芯片焊接。
在倒装芯片焊接中,由于器件有源区与基板连接,金锡合金的优良导热和导电性就显得尤为重要。
另外,金锡合金预成型片也应用于微波系统组装和其它领域。
提供专业技术咨询及工艺解决方案
例1:IC芯片的气密封盖、光纤管芯连接光电子封装
提供专业技术咨询及工艺解决方案
提供专业技术咨询及工艺解决方案
例2:在光电器件如发射器、接收器及放大器等封装中的穿通粘接中,垫圈型金锡预成型片也是一种最好的选择。
在连接过程中,熔化的
金锡垫圈在毛细作用下会填充在绝缘子外导体和封装基体(两者皆由可伐合金制造并镀以镍和金)之间的间隙。
由于绝缘子和基体之间的空隙很小,过多的钎焊料会造成短路。
作为预成型片的优点之一,精确数量的金锡钎焊料可做成垫圈型预成型片以防止短路。
例3:目前,大功率器件和高频微波器件的推广应用中,散热问题愈发明显。
其中,大功率LED的散热直接体现为芯片的光衰和电池隐患。
物联网的推广要求高频微波的功率提高,直接带来发射基站功率负载剧增,导致发热严重。
电劢汽车的大功率导热基板配套无法满足要求。
金锡共晶焊料的研发和生产直接关系到散热问题的解决。
提供专业技术咨询及工艺解决方案
例4:由于激光二极管的发光效率随温度升高而急剧下降,因此将二极管在发光时所产生的热量及时耗散出去就十分重要。
金锡焊料优良的热传导性在这里能够起到非常有效的作用,以保证了激光二极管的最佳使用性能。
另外,因为金锡合金的杨氏模量高,即使在很薄(5~25μm)的情况下,也可以保持平整性和一定的抗弯性。
因此,在焊接过程中焊层夹杂气孔的可能性大大降低,降低了焊接点的热阻,从而也就大大提高了激光二极管的可靠性。
提供专业技术咨询及工艺解决方案
例5:目前,电子设备逐渐小型化,尤其是微型传感器,MEMS器件和微型激光器的使用,都要求在微型基板表面微区迚行无劣焊剂的焊垫加工。
加之,高精密高可靠性的要求,对封装材料和封装工艺提出更为苛刻的要求。
可见,只有金含量占有80wt%的AuSn20共晶可以满足这一要求。
提供专业技术咨询及工艺解决方案
五、前景
国外金锡合金钎料的典型应用是在Internet通讯系统中,采用其作为芯片焊接和电路封装;国内在高可靠功率微波器件制造工艺中,也广泛以其作为Si、GaAs芯片焊接和高可靠电路的气密封装钎料。
国产金锡钎料系列产品在微电子器件制造中已证明,在氮气或氢气气氛保护条件下,采用310~330℃/15~30min 钎焊工艺,可以获得完整而致密的焊缝组织。
钎件的强度、气密性和可靠性均可以达到高质量微电子器件封装相关考核技术指标要求。
国产金锡合金钎料的成分、性能及应用与国外同类产品相当。
近年来,其系列产品在多种微电子器件芯片焊接、电路气密封装应用实践表明,其焊件综合性能和质量均可达到高可靠微电子器件相关标准的技术要求,在飞速发展的电子信息产品生产工艺中具有广阔的应用前景。
提供专业技术咨询及工艺解决方案。