球铁铸件标准(GB)1348-E
关于球铁件的检验
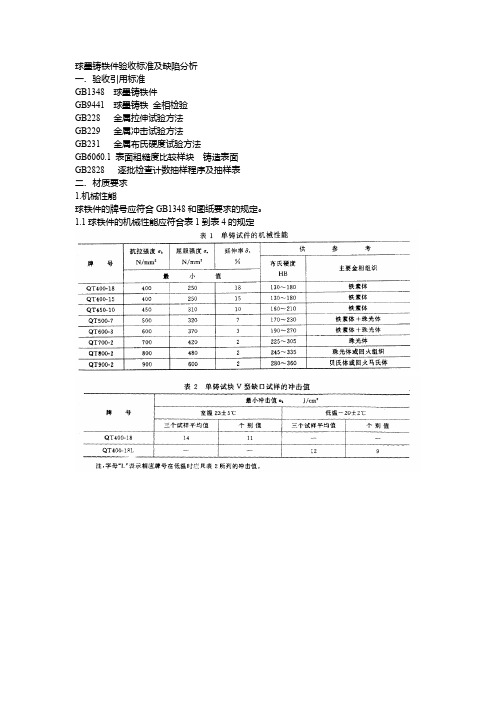
球墨铸铁件验收标准及缺陷分析一.验收引用标准GB1348 球墨铸铁件GB9441 球墨铸铁金相检验GB228 金属拉伸试验方法GB229 金属冲击试验方法GB231 金属布氏硬度试验方法GB6060.1 表面粗糙度比较样块铸造表面GB2828 逐批检查计数抽样程序及抽样表二.材质要求1.机械性能球铁件的牌号应符合GB1348和图纸要求的规定。
1.1球铁件的机械性能应符合表1到表4的规定1.2球铁件的机械性能以抗拉强度和延伸率两个指标为验收依据。
1.3须做屈服强度、冲击韧性和硬度试验时,应在图样上或在有关的技术文件中注明。
其数值应符合本标准的规定。
2. 金相组织2.1 金相组织标准按GB9441-88《球墨铸铁金相检验》2.2球化分级 (jia )铸件毛坯本体的球化率在70%以上,球化级别80%为1-3级,最差部位原则上不低于4级2.3.石墨等级原则上球径为5-7级。
2.4 基体组织(参考)3 .化学成分原则上化学成分不作为验收依据,客户明确要求的除外。
球铁体的化学成分、金相组织及热处理工艺应符合图样或技术文件中的注明。
三.几何形状与尺寸球铁件的几何形状与尺寸应符合图样中的规定要求。
1.尺寸公差1.1本标准规定的尺寸公差,是指球铁件在正常生产情况下应达到的公差。
1.2球铁件的尺寸公差数值应符合表5的规定;公差等级按表6的规定选取。
现我公司球铁件主要用户的公差等级一般为CT9级2.其他尺寸要求铸件应符合相应的毛坯图尺寸规定。
铸件错型≤1.0mm,砂芯歪斜量≤1.5mm。
四..表面质量1 .铸件毛坯表面应无粘砂、氧化皮等缺陷,铸件毛坯表面的浇冒口、出气孔、多肉、飞边、毛刺等清除干净。
加工面浇冒口残余不大于1mm。
其余原则上不大于2 mm2. 铸件毛坯不允许有裂纹、缩孔、疏松、冷隔等影响使用性能的铸造缺陷。
3铸造毛坯非加工表面粗糙度Ra≤100粗糙度评定按GB6060.1-85的规定进行。
4 铸造毛坯不允许有锈蚀。
水平连铸球墨铸铁型材
水平连铸球墨铸铁型材1.范围本标准规定了水平连铸球墨铸铁型材(以下简称球铁型材)的牌号、技术要求、试验方法、抽样检验规则、标志、包装、运输及贮存。
本标准适用于采用水平连续铸造方法生产的球铁型材。
2.规范性引用文件下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
凡注日期的引用文件,其随后所有的修改单(不包括勘误内容)或修订版均不适用本标准。
鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
DIN-EN-1563 标准GB 222-84 钢的化学分析用试样取样法及成品化学成分允许偏差GB 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 228 金属材料金属拉伸试验方法GB/T 231.1-231.3 金属布氏硬度试验GB/T 1348 球墨铸铁件GB/T 5612 铸铁牌号表示法GB/T 9441 球墨铸铁金相检验3.牌号本标准规定的各种球铁型材牌号和力学性能标准值见表1。
表1 球铁型材的牌号及标准值球铁型材牌号屈服强度(0.2%)Min.[MPa]抗拉强度Min.[N/mm2]延伸率Min.[%]对应单位牌号4 要求4.1化学成分球铁型材的化学成分一般由供方决定,且不要求作为验收依据。
表2中给出可供参考的主要化学成分范围。
当需方有特殊要求时,经供需双方在定货协议书中商定。
表2 球铁型材的主要化学成分4.2 取样的力学性能4.2.1同一牌号不同型材尺寸(圆形截面直径或正方形和矩形截面高度)的球铁型材抗拉强度、延伸率、应符合表3的规定。
表3 球铁型材的屈服强度、抗拉强度、伸长率4.2.2布氏硬度同一牌号不同型材尺寸(圆形截面直径或正方形和矩形截面高度)的球铁型材布氏硬度应符合表4的规定。
表4 球铁型材的布氏硬度标准值4.2.2金相组织表5中给出可供参考的石墨形态要求,表6中给出可供参考的基体组织要求。
球墨铸铁验收标准

球墨铸铁件的理化检验本标准由以下部分组成:1、适用范围2、引用标准3、检验设备4、理化检验5、偏差处理球墨铸铁件的理化检验1 适用范围本标准适用于球铁件的理化检验;本标准规定了球铁件进货硬度和组织检验部位和检验方法;本标准规定了球铁件球化不良和表面球化衰退缺陷的判断方法。
2 引用标准下列文件的条款通过本标准的引用而成为本标准的条款,凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T1348 球墨铸铁件3 检验设备布氏硬度计检验零件的硬度显微镜检验零件的组织和夹杂缺陷直读光谱仪用于浇注成白口试样的成分检验碳硫分析仪用于铸铁碳和硫的成分检验元素分析仪器用于合金元素的成分检验4 理化检验4.1 化学成分需要检验化学成分时,以化学方法为准;在力学性能和金相组织符合要求的前提下,化学成分可以不作为验收依据;进货检验没有特殊要求,可以不检验化学成分.4.2硬度硬度是进货检验的主要项目,但由于浇注后,零件的不同部位冷却速度不同,硬度有一定的差异,检验时,应尽量避免这些因素的影响。
检验结果按表1 规定(有特殊规定按图纸要求)。
表1 球铁件硬度要求4.2.1 检验位置硬度可以在铸件的表面或横截面检验,表面检验时候,按4.2.1中的要求,去掉表层1.0mm,检验表层1/3横截面厚度区域,避免心部位(1/3区域)的疏松对硬度检验结果的影响。
检验表面:去掉1mm左右检验区域:表层1/3截面厚度区疏松缺陷区:中间1/3区影响较大横截面区域:表层1/3截面厚度区检验表面:去掉1mm左右图1 试样硬度检验部位示意图4.2.1 取样和试样制备(1)取样部位:取样部位能代表零件整体的性能,避免在筋板、薄壁或特别厚实的部位取样;(2)去掉表层不规则层:检验截面或去掉铸造表层1mm,避免表层的石墨形态和组织与基体不一致带来的硬度误差。
(3)试样的制备:试样表面经过磨削并打磨处理,表面粗糙度或留下的纹路不影响测量边界的清晰分辨(粗糙度不低于Ra0.8),检验面和支撑面要保持平行,用游标卡尺卡口或专门的压平器检验平行状况,没有肉眼可见的不平行缝隙(不平行度不超过2°)。
qt450球墨铸铁标准
qt450球墨铸铁标准
QT450是一种球墨铸铁材料的中国国家标准,也称为GB/T 1348-2009《球墨铸铁》。
该标准规定了球墨铸铁的化学成分、机械性能、
金相结构、热处理方法和检验要求等内容。
QT450球墨铸铁的化学成分要求:碳含量为3.4%-3.9%,硅含量
为2.3%-2.8%,锰含量不超过0.8%,磷含量不超过0.1%,硫含量不超
过0.02%。
该材料具有较好的机械性能和耐磨性能。
QT450球墨铸铁的机械性能要求:抗拉强度不低于450MPa,屈服
强度不低于310MPa,伸长率不低于10%,硬度范围为HB180-230。
QT450球墨铸铁的金相结构要求:材料应具有球墨状铸铁基体,
球墨形态应符合规定。
在金相显微镜下,球墨数量不应少于一定比例,不应出现严重的图轮组织。
QT450球墨铸铁的热处理方法包括退火和正火,具体的热处理工
艺应根据材料的具体要求进行选择。
QT450球墨铸铁的检验要求包括化学成分分析、机械性能测试、
金相组织观察等。
检验应符合相应的标准试验方法和技术要求。
总的来说,QT450球墨铸铁标准规定了该材料的化学成分、机械
性能、金相结构、热处理方法和检验要求,供生产和使用球墨铸铁的
企业参考和执行。
球墨铸铁件硬度(国标附页)1
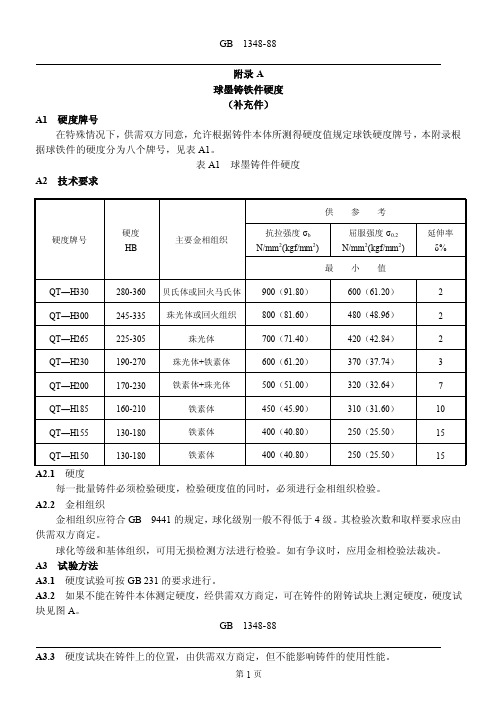
GB 1348-88附录A 球墨铸铁件硬度 (补充件)A1 硬度牌号在特殊情况下,供需双方同意,允许根据铸件本体所测得硬度值规定球铁硬度牌号,本附录根据球铁件的硬度分为八个牌号,见表A1。
表A1 球墨铸件件硬度 A2 技术要求A2.1 硬度每一批量铸件必须检验硬度,检验硬度值的同时,必须进行金相组织检验。
A2.2 金相组织金相组织应符合GB 9441的规定,球化级别一般不得低于4级。
其检验次数和取样要求应由供需双方商定。
球化等级和基体组织,可用无损检测方法进行检验。
如有争议时,应用金相检验法裁决。
A3 试验方法A3.1 硬度试验可按GB 231的要求进行。
A3.2 如果不能在铸件本体测定硬度,经供需双方商定,可在铸件的附铸试块上测定硬度,硬度试块见图A 。
GB 1348-88A3.3 硬度试块在铸件上的位置,由供需双方商定,但不能影响铸件的使用性能。
硬度牌号硬度 HB主要金相组织供 参 考抗拉强度σb N/mm 2(kgf/mm 2)屈服强度σ0.2 N/mm 2(kgf/mm 2) 延伸率 δ%最 小 值QT —H330 280-360 贝氏体或回火马氏体 900(91.80) 600(61.20) 2 QT —H300 245-335 珠光体或回火组织800(81.60) 480(48.96) 2 QT —H265 225-305 珠光体 700(71.40) 420(42.84) 2 QT —H230 190-270 珠光体+铁素体 600(61.20) 370(37.74) 3 QT —H200 170-230 铁素体+珠光体500(51.00) 320(32.64) 7 QT —H185 160-210 铁素体 450(45.90) 310(31.60) 10 QT —H155 130-180 铁素体 400(40.80) 250(25.50) 15 QT —H150130-180铁素体400(40.80)250(25.50)15A3.4硬度试验应在与铸件连接的面上进行。
铸件化学成分

一.一般工程用碳素钢铸件(EQY-18-2000):
二.焊接结构用碳素钢铸件(GB/T7659-1987) :
三.优质碳素结构钢(GB/T 699-1999) :
四.球墨铸铁铸件(GB/T 1348-1988)
五.灰铸铁件(GB/T 9439-1988) :
1 .化学成分:%
2. 力学性能:详见副页
材料名称:优质碳素结构钢
牌号:08Al
标准:GB/T 5213-1985
●特性及适用范围:
是AL脱氧的优质碳素结构钢,为厚度0.8~3.0mm深冲压用的低碳冷轧薄钢板。
与普通冷轧薄钢板相比,具有更好的综合力学性能和成形性能。
广泛用于各种车辆中形状复杂的深冲压零件。
如汽车、拖拉机的车身、驾驶室、发动机外壳等不承受载荷的各种冲压零件。
●化学成份:
碳C :≤0.08
硅Si:痕迹
锰Mn:0.30~0.45
硫S :≤0.030
磷P :≤0.020
●力学性能:
抗拉强度σb (MPa):255~324
屈服强度σs (MPa):≤196
伸长率δ5 (%):≥44
硬度:≤44HB
试样尺寸:试样。
球墨铸铁国家标准(摘要)

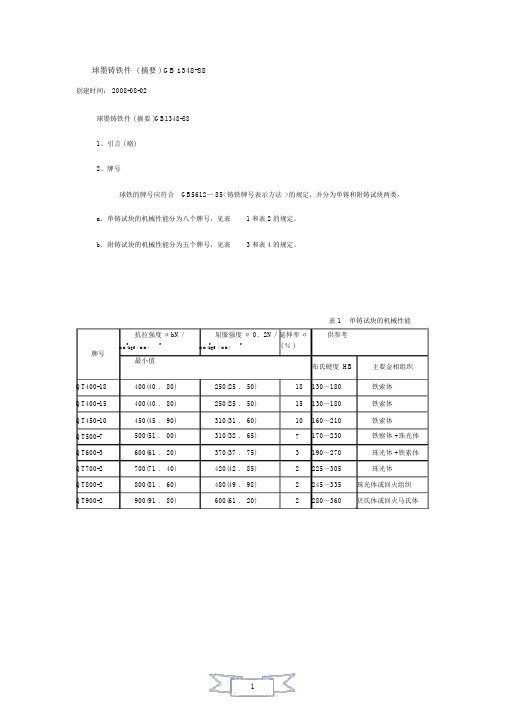
球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2 单铸试块V 型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3 附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
球墨铸铁铸件的铸造过程及要点注意
球墨铸铁铸件的铸造过程及要点注意1.铸铁—球墨铸铁国家标准(GB1348-2009)2.生产工艺流程(电炉生产球墨铸铁件)生铁――入炉熔炼――铁水加入合金球化\孕育处理――浇注型腔――打箱清理――热处理(如果需要的话)3.定购信息。
根据本规范定购材料应该包孕下列信息:(1)产品名称,(2)所需的球墨铸铁牌号;(3)要是需要,其它特殊性能;(4)是否需要不同数目的试样;(5)要是需要,需供给保证书;(6)要是需要,其它的交付物。
4.拉伸性能要求。
5.热处理。
牌号60-40-18通常需要完全铁素体化退火。
牌号120-90-02和100-70-03一般需要淬火回火或正火回火或等温热处理。
其它牌号可以铸态或热处理状态交付。
颠末淬火到马氏体再回沸热处理的球墨铸铁比相同硬度的铸态材料有低患上多的委顿强度。
6.实验试样。
(1)用来机加工成拉伸实验试样的单铸实验试块应该铸造成图1和图2指定的尺寸和形状。
由图3所示的模具铸造的改良龙骨型铸锭可以替代1英寸的Y型铸锭或1英寸的龙骨型铸锭。
实验试样应该在由合适的型砂制成的敞口铸模中铸造,并且对于0.5英寸(12.5mm)和1英寸(25mm)尺寸的试样应该具有最小1.5英寸(38mm)的铸模壁厚,对于3英寸尺寸的试样应该具有最小3英寸(75mm)的铸模壁厚。
试样应该在铸模中冷却至出现黑色(接近482℃或更低)。
代表铸件的试样铸锭的尺寸应该由购买方选择。
要是购买方没有选择,则由生产商选择。
⑵当根据本规范举行熔模铸造时,生产商可以用铸件的熔液在铸模中浇铸实验试样,或在与生产铸件相同的热环境下用同样类型的铸模零丁浇铸。
实验试块应该由其代表的铸件同1个铸桶或熔炉中浇铸。
7.特殊要求。
特殊要求,如硬度,化学成分,微观结构,压力密封性,X光不变性,磁粉尺寸检验和表面状态。
8.工艺,表面和外观。
(1)铸件应该是光滑的,无有害缺陷,并应该完全符合图纸或购买方供给的范例的尺寸要求。
(2)在后续需要机加工的地区范围,铸件不应该存在冷区。
铸铁件通用检验标准
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
通用阀门 球墨铸铁件技术条件-最新国标
通用阀门球墨铸铁件技术条件1 范围本文件规定了通用阀门球墨铸铁件的技术要求、试验方法、检验规则及标志、包装与贮存等。
本文件适用于通用阀门及其它受压的球墨铸铁件。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分室温试验方法GB/T 229 夏比摆锤冲击试验方法GB/T 231.1 金属材料布氏硬度试验第1部分:试验方法GB/T 1348 球墨铸铁件GB/T 5677 铸件射线照相检测GB/T 6060.1 表面粗糙度比较样块第1部分铸造表面GB/T 6414 铸件尺寸公差、几何公差与机械加工余量GB/T 9441 球墨铸铁金相检验GB/T 9443 铸钢铸铁件渗透检测GB/T 9444铸钢铸铁件磁粉检测GB/T 11351 铸件重量公差GB/T 13927 工业阀门压力试验GB/T 24234 铸铁多元素含量的测定火花放电原子发射光谱法(常规法)GB/T 34904 球墨铸铁件超声检测3 术语和定义下列术语和定义适用于本文件。
铁素体珠光体球墨铸铁ferritic to pearlitic spheroidal graphite cast iron含有铁素体或珠光体或铁素体和珠光体的混合基体的球墨铸铁。
并排试块side by side cast sample和铸件用统一浇注系统,与铸件并排浇注的试块。
固溶强化solid solution strengthened溶质原子容易金属基体而形成固溶体,使金属的强度和硬度提高的现象。
固溶强化铁素体球墨铸铁solid solution strengthened ferritic spheroidal graphite cast iron主要通过硅固溶强化,以铁素体基体为主的球墨铸铁。
球墨铸铁水篦子执行标准

球墨铸铁水篦子执行标准
一、材质
球墨铸铁水篦子采用球墨铸铁QT500-7材质制作,此种材质的强度、耐磨性、耐腐蚀性均优于普通铸铁,能够满足长期使用的要求。
二、铸造标准
球墨铸铁水篦子的铸造需符合国家标准GB/T1348-2009《球墨铸铁件》,此标准规定了球墨铸铁的化学成分、力学性能、工艺性能以及检验规则等。
三、承载能力
球墨铸铁水篦子的承载能力需根据不同规格进行设计,以满足不同流量及使用场景的需求。
一般来说,球墨铸铁水篦子的承载能力应不小于15kN/m²。
四、力学性能
1.抗拉强度:球墨铸铁水篦子的抗拉强度应不低于500MPa。
2.屈服强度:屈服强度应不低于300MPa。
3.延伸率:延伸率应不低于10%。
4.冲击韧性:冲击韧性应不低于15J/cm²。
五、表面质量
1.球墨铸铁水篦子的表面应平整,无裂纹、砂眼、气孔等缺陷。
2.表面粗糙度应符合设计要求,一般应不大于Ra
3.2。
3.镀锌层应均匀,厚度不小于50μm。
六、防锈处理
1.球墨铸铁水篦子的表面应进行防锈处理,以防止锈蚀。
2.防锈处理应符合国家相关标准,如GB/T11376-2009《机械产品环境技术要求与试验方法》等。
球墨铸铁国家标准摘要
球墨铸铁件(摘要)G B1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号????? 球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
?????????????????????????????????????????????????????????????? 表1?? 单铸试块的机械性能??????????????????????????????????????????????????????????????????????????????????????????????????? ????????????????? 表2??????????? 单铸试块V型缺口试样的冲击值??????????????????????????????????????????????????????????????? 注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能?表3????? 附铸试块的机械性能附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4?????? 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理??????? 生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
球墨铸铁标准OK

/mm
室温冲击韧度(23±5℃)
αK≥/(J/cm2)
低温冲击韧度(-20±2℃)
αK≥/(J/cm2)
3试样平均值
单个试样值
3试样平均值
单个试样值
QT400-18A
>30~60
>60~200
14
12
11
9
-
-
-
-
QT400-18AL
>30~60
>60~120
-
-
-
-
12
10
9
7
球墨铸铁的硬度牌号、硬度范围及金相组织
500
320
7
170~230
铁素体+珠光体
450-10
450
320
10
160~210
铁素体+珠光体
400-15
400
250
15
130~180
铁素体
400-18
400
250
18
130~180
铁素体
350-22
350
220
22
≤150
铁素体
球墨铸铁附铸试块V形缺口试样的冲击值
牌号
铸件壁厚
/ mm
室温冲击韧度aK
珠光体
600-3A
>30~60
>60~200
600
550
360
340
2
1
180~270
珠光体+铁素体
500-7A
>30~60
>60~200
450
420
300
290
7
5
170~240
球铁的金相组织
球墨铸铁的生产过程包含以下几个环节:熔炼合格的铁液,球化处理,孕育处理,炉前检查,浇注铸件,清理及热处理,铸件质量检查。在上述各个环节中,熔炼优质铁液和进行有效的球化—孕育处理是生产的关键。
1. 化学成分的选定
选择适当化学成分是保证铸铁获得良好的组织状态和高性能的基本条件,化学成分的选择既要有利于石墨的球化和获得满意的基体,以期获得所要求的性能,又要使铸铁有较好的铸造性能。
生产铸态珠光体球铁要遵循以下原则:
严格控制炉料(生铁与废钢),避免含有强烈形成碳化物元素如Cr、V、Mo、Te等,含锰量取下限,以防止铸态下形成游离渗碳体。适量孕育,一方面防止形成碳化物,另一方面还要防止因强化孕育导致出现大量的铁素体。根据铸件壁厚的性能要求,添加稳定珠光体,但又不形成碳化物的元素如Cu、Ni、Sn等,其中,添加铜的效果显著,成本较低(与添加镍相比),而且也无副作用(与添加锡相比)。在生产高强度珠光体球墨铸铁(抗拉强度要求超过700MPa)时,应采用纯净炉料、严格控制形成碳化物元素、干扰元素以及P、S等有害杂质元素的含量,必要时,还应添加适量的铜和钼。
1.4.3 铁素体-珠光体球墨铸铁
生产牌号QT500-7这种铁素体和珠光体混合基体的球铁时,可参考铁素体、珠光体球铁生产所必须遵循的原则。采用热处理生产铁素体-珠光体球铁时,参考生产退火铁素体球铁 所要求的化学成分,此时,可不必添加铜,只是在石墨化退火第二阶段,缩短保温时间,令其中的部分珠光体转变成铁素体,其余部分则保留下 来,组成混合基体。视所要求的铁素体与珠光体的相对含量,决定缩短 第二阶段的保温时间,要求的铁素体越多,则要缩短的保温时间就越短。采用铸态生产铁素体-珠光体球铁时,参考生产铸态铁素体球铁要遵循的原则。在此基础上,通过控制添加铜的数量,以获得铁素体与珠光体的混合基体,随加铜量的增多,珠光体量增加。
球墨铸铁标准
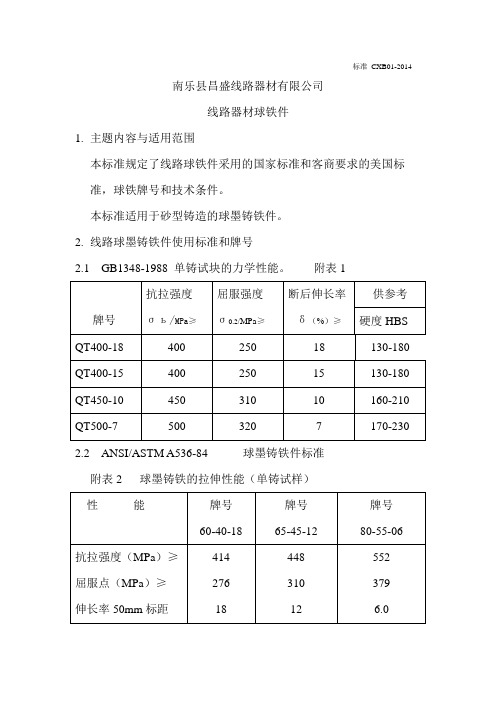
标准CXB01-2014南乐县昌盛线路器材有限公司线路器材球铁件1.主题内容与适用范围本标准规定了线路球铁件采用的国家标准和客商要求的美国标准,球铁牌号和技术条件。
本标准适用于砂型铸造的球墨铸铁件。
2.线路球墨铸铁件使用标准和牌号2.1 GB1348-1988 单铸试块的力学性能。
附表12.2 ANSI/ASTM A536-84 球墨铸铁件标准附表2 球墨铸铁的拉伸性能(单铸试样)2.3 GB1412-85 球墨铸铁用生铁附表32.4 GB9941-88 球化分级附表42.5珠光体数量分级(GB9941-88) 附表52.6热镀锌标准:ANSI/ASTMA-153CLASSA,锌层平均厚度不小于86um,最薄厚度不小于70um.3.技术要求。
3.1生产方法:线路球墨铸铁件采用国标生铁,中频感应电炉熔炼,出铁温度控制在1570℃~1610℃冲入法球化,二次孕育,湿砂型浇注或覆膜砂壳型浇注。
开箱温度不超过550℃,砂轮机清除冒口残根,履带式抛丸清理机清理表面。
热镀锌表面处理,其锌层平均厚度不小于86um.出口箱包装,汽车运输至北京帕尔普线路器材有限公司。
3.2机械性能:本线路件以机械性能的抗拉强度和延伸率以及客商提供的图纸要求为验收依据,屈服点,硬度为参考,但必须在工艺控制上符合本标准的牌号规定。
3.3化学成分:化学成分不作为验收依据,是工艺控制的重要指标,依据美国帕尔普公司的建议,推荐化学成分如下:附表6 建议化学成分3.4 球化级别和基体组织:本产品依据客商提供图纸的要求,球化级别为1-2级,最低不低于3级。
符合GB9941-88的规定,石墨球数不小于100,符合GB9941-88的规定。
其基体组织及硬度依据美国帕尔普线路器材有限公司建议推荐如下:附表7 建议基体组织及硬度3.5几何形状及尺寸公差:本产品几何形状符合PLP公司图纸规定,图纸规定的重要尺寸逐件检查,检查工具为专用检具—通止规。
非重要尺寸,抽检率为5%。
球墨铸铁国家标准(摘要)
球墨铸铁件 ( 摘要 ) GB 1348-88创建时间: 2008-08-02球墨铸铁件 ( 摘要 )GB1348-881、引言 ( 略)2、牌号球铁的牌号应符合GB5612— 85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表 1 和表 2 的规定。
b.附铸试块的机械性能分为五个牌号,见表 3 和表 4 的规定。
表 1单铸试块的机械性能抗拉强度σbN/屈服强度σ 0.2N/延伸率σ供参考2222( % )mm(kgf /mm)mm(kgf /mm)牌号最小值布氏硬度 HB主要金相组织QT400-18400(40 . 80)250(25 . 50)18130~180铁索体QT400-15400(40 . 80)250(25 . 50)15130~180铁索体QT450-10450(45 . 90)310(31 . 60)10160~210铁索体QT500-7500(51 . 00)310(32 . 65)7170~230铁察体 +珠光体QT600-3600(61 . 20)370(37 . 75)3190~270珠光体 +铁素体QT700-2700(71 . 40)420(42 . 85)2225~305珠光体QT800-2800(81 . 60)480(49 . 98)2245~335珠光体或回火组织QT900-2900(91 . 80)600(61 . 20)2280~360贝氏体或回火马氏体表 2 单铸试块 V 型缺口试样的冲击值22最小冲击值 a K J / cm(kgf . m /cm)牌号室温 23±5℃低温 -20 ±2℃三个试样平均 个别值三个试样平均值个别值值QT400 —18 14(1 .43)11(1 .12)QT400 —18L12(1 .22) 9(0 .92)注:字母“ L ”表示该牌号在低温时的冲击值。