数控加工参数表
数控机床CNC参数设置

数控机床CNC参数设置1 CNC参数的调试修改方法⑴、在设置页面打开参数开关。
⑵、工作模式选择在录入方式。
⑶、在参数页面修改相应的参数。
⑷、修改完参数后关掉参数开关再按复位键,部分参数修改后还需关掉系统电源。
2了解每个CNC参数所对应的作用以及修改参数后机床性能的变化K1000M CNC参数一览表OTFP 1:输出最高频率为512Kpps。
0:输出最高频率为32Kpps。
RDRN 1:空运行时,快速运动指令运行有效。
0:空运行时,快速运动指令运行无效。
DECI 1:在返回参考点时减速信号为"1"表示减速(回零方式B 时有效)。
0:在返回参考点时减速信号为"0"表示减速。
IOF 1:用MDI键入时,偏置值为增量值。
0:用MDI键入时,偏置值为绝对值。
RS43 1:G43,G44的偏移矢量在复位时被清零。
0:G43,G44的偏移矢量在复位时保持不变。
DCS 1:MDI方式时,按【输出】键执行。
0:MDI方式时,按【循环启动】键执行。
SCW 1:最小指令增量按英制系统(机床是英制系统)。
0:最小指令增量按公制系统(机床是公制系统)。
NFDO 1:恒设为1TJHD 1:在手动示教方式中,手轮有效。
0:在手动示教方式中,手轮无效。
PM2,PM1:设定固定循环G76,G87中的退刀方向。
RSJG 0:按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1:屏蔽电压低报警PPD 1:用绝对零点编程(G92)也设置相对坐标值。
0:用绝对零点编程(G92)不设置相对坐标值。
PCMD 1:输出波形是脉冲。
0:输出波形是方波。
PRGB :无意义。
TLCP 1:在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B)。
0:与指定平面无关,在Z轴上进行刀具长度补偿(刀具长度补偿A)。
数控切削参数表
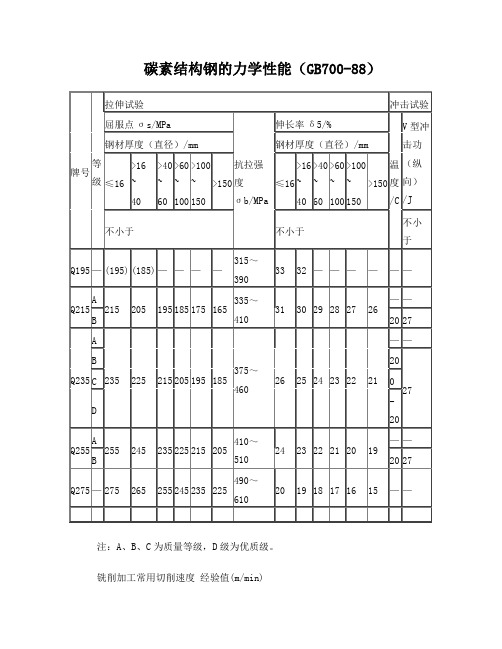
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
数控加工-刀具参数表

制定/日期: 东晨模具科技有限公司
审核/日期: 133750629.xls机夹类平刀 日期:2012-12-1
编号:CNC-1002
刀具加工参数
文件版本:NO-1.0
刀具加工参数表
刀具类型: 序号 刀具规格 机夹平刀 加工材料 下切步距(MM) 实际加工参考数据 转速(转/分) 进给(mm/ 分)
高碳钢Cr12、空冷钢等 1 D32R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 2 D20R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 3 D16R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 4 D12R0 普通钢、低碳钢、铸铁等
0.8 1 0.3 0.5 0.2 0.4 0.15 0.2
1000 1000 1200 1200 1500 15000 1400 1600 1800
铣削特点、注意事项
1,采用主、副刃刀片安装,刀片端面刃过中心,可以进行钻铣加工。 2,分层加工时,切削阻力较小。 3,加工封闭型腔时,尽可能用钻头粗钻出底孔,可以避免下刀时排削不利造成刀片松动或崩碎。 4,刀尖容易磨损,不适合大面积加工。
mazak数控系统参数

2. 3. 4.
5. 6.
安全注意事项
安全注意事项
前言
为进一步安全使用安装有 CNC(电脑数控)装置(以下简称 NC)的本机,下面说明有关 NC 的 安全注意事项。为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握 本说明书内容后进行作业。 另外,根据所使用的 NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但 希望通读一下。
规定
1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。 然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。 为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对 此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。 为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。 本说明书使用的危险、警告、注意的含意如下:
程序例 INTEGREX e-系列 铣削主轴以 1000 转旋转。 车削主轴以 1000 转旋转。 车床 车削主轴以 1000 转旋转。 铣削主轴以 1000 转旋转。
S1000M3 S1000M203
! INTEGREX e-系列机械中, 以 MAZATROL 程序的分度单元或 EIA/ISO 程序的 G68 指令 (坐 标旋转),能够进行程序坐标的旋转,但是如果在 Y 轴中心使 B 轴旋转 180 度来加工第 2 车削主轴侧的工件时,程序坐标的 X 轴正侧成为朝下的方向,以此状态进行程序时,会有刀 具移动到没有预测的部位而造成冲突的情况。 以 X 轴的正侧朝上方向进行编程时,请使用 FRM 偏移单元的镜像功能或 G 代码指令镜像: G50.1、G51.1。 ! 如果改变了程序中所指定的刀具,必须以刀具路径检查、立体模拟加工(Virtual Machining) 等功能来确认能否正确动作。如果改变了刀具数据,即使是有加工实绩的程序,也会有动作 变化的情况。 如果未能发现到动作的变化而继续运转,可能会有因预想不到的动作导致对工件的干涉。例 如, 在自动运转启动时, 如果刀具刀尖位于按 MAZATROL 程序的共同单元所指定的坯料 (包 括间隙量)内侧,会视为从该位置到趋近点没有干涉物而进行直接移动,需予以注意。 自动启动时,使刀具刀尖位于按 MAZATROL 程序的通用单元所指定的坯料(包括间隙量) 外侧的状态后进行。
数控加工参数表
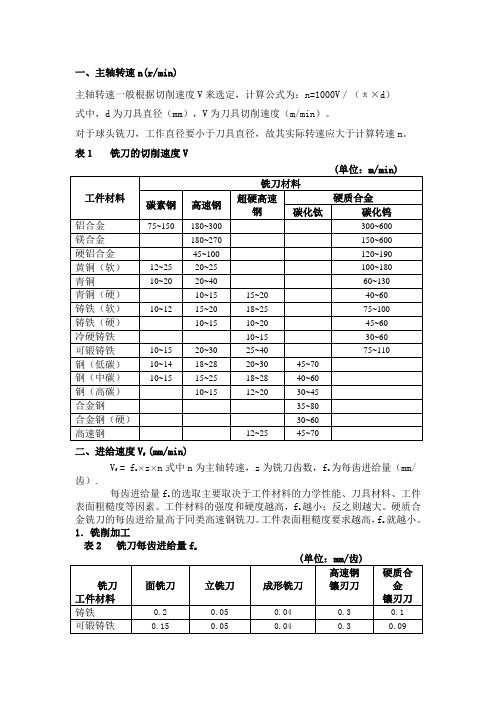
一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V二、进给速度Vf(mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
1.铣削加工表2 铣刀每齿进给量fz攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度-0.7 d表7 用高速钢钻头钻孔切削用量5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm底孔直径=铰刀直径-(0.1~0.2)mm铰削加工时切削速度V取3~15m/min进给量f取0.05~0.5mm/r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
项目工作页-任务2 数控机床参数设置与调试

能够识记数控机床参数的种类、数据类型、结构形式,理解其在数控机床控制中的作用。
能进行修改数控机床参数,掌握常见数控机床基本参数的设置,能对伺服初始化参数进行设置和操作。
二、任务描述通过本项工作任务实施,学习数控机床参数及作用,识记数控系统参数、机床参数、伺服参数、PLC参数、设备接口参数、螺补参数的存储形式,了解参数对数控系统与机床运行的作用及影响。
能够操作伺服初始化参数的设置。
三、工作目标1、掌握数控机床常用基本参数的设置。
2、掌握伺服始化参数的设置,分析在数控机床运行时的作用。
3、发挥团队合作精神,会修改数控机床、数控系统等参数。
四、任务准备(一)团队组成方案每4人分为一组,每组指定1人为小组长,1人为材料管理员,2人为技术员,小组长负责组织本组任务实施及结果汇报,并负责安全生产。
材料员负责材料领取分发,填写所需材料、工具的相关记录表,并负责工具的保养。
组长、材料员与技术员共同合作进行项目的实施。
(二)仪器、仪表、工具、材料准备万用表一只,螺丝刀一套。
(三)相关理论知识1、参数设定画面用于参数的设置、修改等操作,在操作时需要打开参数开关,按OFSSET键显示图示画面就可以进行修改参数开关,参数开关为1时,可以进入参数进行修改。
图参数开关画面图参数画面1)诊断画面当出现报警时,可以通过诊断画面进行故障的诊断,按上图中的诊断键,如下图所示。
图 诊断画面2、机床常用的参数名称含义1) 数控机床与轴有关的参数:参数号1020: 表示数控机床各轴的程序名称,如在系统显示画面显示的X 、Y 、Z 等,一般设置是,车床为88,90;铣床与加工中心为88,89,90参数号1022: 表示数控机床设定各轴为基本坐标系中的哪个轴,一般设置为1,2,3参数号1023: 表示数控机床各轴的伺服轴号,也可以称为轴的连接顺序,一般设置为1,2,3,设定各控制轴为对应的第几号伺服轴参数号8130:表示数控机床控制的最大轴数轴数CNC 控制的最大轴数2)数控机床与存储行程检测相关的参数:1320:各轴的存储行程限位1的正方向坐标值。
数控铣加工参数自动计算表

CNC各种材料选用刀具与转速参数表

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
数控加工切削参数计算公式

注:在红色字体位置处,输入你们刀具或工件的实际直径,以及刀具齿数,即可自动计算出相关主轴转速和进给速度。
1.切削速度=3.14*直径*转速/1000;
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
1000
Dn
V c π=
f
Z f *=
切削速度背吃刀量
每转进
给量
主轴转速
((((
))))
外圆
粗加
工
4010.240318.4713376外圆
精加
工
200.150.0841155.351872切槽
加工
200.0830212.3142251外圆
粗加
工
100 1.50.235909.9181074外圆
精加
工
1300.40.0550828.0254777切槽
加工
1000.0845707.7140835
外圆
粗加
工
150 1.50.2351364.877161外圆
精加
工
1500.40.05401194.267516
切槽加工1000.0845707.7140835
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
车床切削参数计算参考
刀具材料高速钢
硬质合金钢加工
类型
工件直径
z
f
Z
n
nf
F*
*
=
=
z
f
Z
f*
=
;量
;量。
FANUC数控全参数一览表
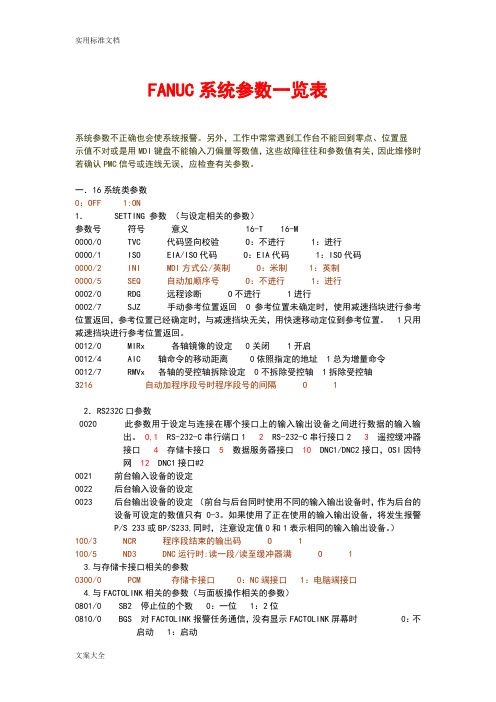
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
各类数控刀具转速进给切削量吃刀量参数

各类数控刀具转速进给切削量吃刀量参数碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10圆鼻刀刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5 D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 1200-1800 0.5-1.5 D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5 D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5 D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5 D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5 D20R0.4 150 200 1300 1500 0.3-0.5 D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.5 10 50 22/70 25-100 2000 500-1500 0.05-0.5 8 45 19/60 20/100 2500 500-1500 0.05-0.5 6 30 13/50 15/100 3000 500-1500 0.05-0.4 4 30 11/50 3500 500-1500 0.05-0.3 2 25 8/50 4000 500-1500 0.05-0.3 1 20 6/50 5000 500-1500 0.05-0.15 R6 75 22/75 22/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量3280-120 60/125 106/186 300-400 500-1000 0.1-1 25 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
数控编程粗加工参数表

粗0.30 半精0.15
S2200
F1600
50
等高外形
钢料
Ф8
0.35
粗0.30 半精0.15
S2400
F1400
40
等高外形
钢料
Ф6
0.30
粗0.30 半精0.15
S2600
F1300
35
平行式
钢料、铜料
R10 0.75(步距量) 0.15
S2200 F1800
120
平行式
钢料、铜料
R8 0.65(步距量) 0.15 S2400 F1800
80
平行式/最佳等高 钢料、铜料
R6 0.60(步距量) 0.12 S2500 F1700
65
平行式/最佳等高 钢料、铜料
R5 0.55(步距量) 0.12 S2600 F1700
60
平行式/最佳等高 钢料、铜料
R4 0.50(步距量) 0.12 S2700 F1600
50
平行式/最佳等高 钢料、铜料
100
①正常下刀F速300mm/m,外部进刀或螺旋下刀F速900mm/m,有踩刀地方F速150mm/m。
②铜公开粗时,尽量使用“等高外形”加工。
粗、半精加工参数表
加工方式 挖槽
加工材料 刀具大小
钢料
Ф63R6
Z下刀量 (mm)
0.70
余留量 (mm)
0.80
转速 S850
进给 F2300
参考加工 深度(mm)
158/298
挖槽
钢料
Ф 40R6
0.60
0.80 S1400 F2000
180
挖槽
钢料
Ф 30R5
07数控加工刀具参数表
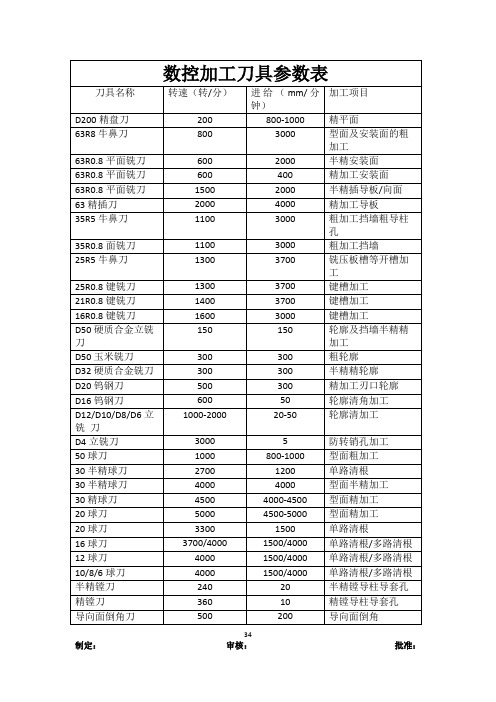
10/8/6球刀
4000
1500/4000
单路清根/多路清根
半精镗刀
240
20
半精镗导柱导套孔
精镗刀
360
10
精镗导柱导套孔
导向面倒角刀
500
200
导向面倒角
2000
4000
精加工导板
35R5牛鼻刀
1100
3000
粗加工挡墙粗导柱孔
35R0.8面铣刀
1100
3000
Байду номын сангаас粗加工挡墙
25R5牛鼻刀
1300
3700
铣压板槽等开槽加工
25R0.8键铣刀
1300
3700
键槽加工
21R0.8键铣刀
1400
3700
键槽加工
16R0.8键铣刀
1600
3000
键槽加工
D50硬质合金立铣刀
150
150
轮廓及挡墙半精精加工
D50玉米铣刀
300
300
粗轮廓
D32硬质合金铣刀
300
300
半精精轮廓
D20钨钢刀
500
300
精加工刃口轮廓
D16钨钢刀
600
50
轮廓清角加工
D12/D10/D8/D6立铣刀
1000-2000
20-50
轮廓清加工
D4立铣刀
3000
5
防转销孔加工
50球刀
1000
800-1000
型面粗加工
30半精球刀
2700
1200
单路清根
30半精球刀
4000
4000
数控加工参数表

数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
数控铣削加工参数 急要分

#3001,#3002 时钟
#3003,#3004 循环运行控制
#3005 设定数据(setting值)
400 #11400 #10400 #13400 #12400
fanuc oi 模态信息的系统变量
变量号 功能
#4001 G00,G01,G02,G03,G33
#4002 G17,G18,G19
#4003 G90,G91
#4004
#4005 G94,G95
#4006 G20,G21
#4007 G40,G41,G42
#5022 Y轴当前位置 (ABSMT)
#5023 Z轴当前位置 (ABSMT)
#5024 4th轴当前位置 (ABSMT)
#5041 X轴当前位置(ABSOT) 工件坐标系 不可以 考虑刀具基准点位置(与位置的绝对坐标显示同时)
#4008 G43,G44,G49
#4009 G73,G74,G76,G80-G89
#4010 G98,G99
#4011 G50,G51
#4012 G65,G66,G67
200 #11200(#2400) #10201 (2200) #13200 #12200
201 #11201 #10201 #13201 #12201
1 #11001(#2201) #10001(#2001) #13001 #12001
2 #11002(#2202) #10002 (#2002) #13002 #12002
#4022 待定
#4102 B代码
#4107 D代码
#4109 F代码
#4111 H代码
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、主轴转速n(r/min)
主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)
式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V
二、进给速度V
f
(mm/min)
V
f = f
z
×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/
齿).
每齿进给量f
z
的选取主要取决于工件材料的力学性能、刀具材料、工件
表面粗糙度等因素。
工件材料的强度和硬度越高,f
z
越小;反之则越大。
硬质合
金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f
z
就越小。
1.铣削加工
表2 铣刀每齿进给量f
z
(单位:mm/齿)
铣刀工件材料面铣刀立铣刀成形铣刀
高速钢
镶刃刀
硬质合
金
镶刃刀
铸铁0.20.050.040.30.1可锻铸铁0.150.050.040.30.09低碳钢0.20.050.040.30.09中高碳钢0.150.040.030.20.08铸钢0.10.050.040.20.08镍铬钢0.10.020.020.150.06高镍铬钢0.10.020.020.10.05黄铜0.20.050.040.030.21青铜0.150.050.040.030.1铝0.10.060.040.020.1 Al-Si合金0.10.050.040.180.08 Mg-Al-Zn0.10.050.030.150.08
Al-Cu-Mg
0.10.050.040.020.1
Al-Cu-Si
2.镗削加工
表3 镗孔切削用量
工序
铸铁钢铝及铝合金
V
(m/min)
f
(mm/r)
V
(m/min)
f
(mm/r)
V
(m/min)
f
(mm/r)
粗镗高速钢20~25 0.2~0.6 25~30 0.2~0.6 100~150 0.5~1.5 硬质合金30~35 1~1.5 35~55 0.2~0.6 100~250 0.8~1.5
半精镗高速钢20~35 0.15~0.45 25~35 0.1~0.5 100~200 0.2~0.5 硬质合金50~70 0.2~0.5 55~85 0.15~0.55 120~300 0.3~0.6
精镗高速钢22~40 0.08~0.35 25~37 0.1~0.35 120~250 0.1~0.4 硬质合金70~90 0.12~0.35 60~80 0.15~0.35 150~400 0.1~0.4
攻螺纹前底孔直径的确定:
攻米制螺纹螺距P<1mm:d0=d-P
P>1mm:d0=d-(1.04~1.06)P
式中P —螺距(mm)
d0 —钻头直径(mm)
d—螺纹公称直径(mm)
攻不通孔螺纹
钻孔深度=所需螺孔深度-0.7 d
表4 攻普通螺纹前的底孔直径
表5 攻英制螺纹前的底孔直径
表6 攻螺纹切削速度
4、钻孔加工
表7 用高速钢钻头钻孔切削用量
5、铰孔加工
铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm
底孔直径=铰刀直径-(0.1~0.2)mm
铰削加工时切削速度V取3~15m/min
进给量f取0.05~0.5mm/r
注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择
注:以上各表是加工中心和数控铣床常用的加工参数,供参考。