华威模具零件命名最新规范
模具3D图档拆散件及零件命名规范
拆散件及零件命名规范拆散件及零件命名规范1.文件夹:FS082152.总装图:FS082153.前模模仁组合:cavity后模模仁组合:core4.前模行位组合:fix-sld(若有几个前模行位,可在fix-sld中再拆 出fix-sld1、fix-sld2……)5.后模行位组合:mov-sld(若有几个后模行位,可在mov-sld中再拆出mov-sld1、mov-sld2……)6.前模斜顶:fix-lif后模斜顶:mov-lif7.前模模胚:fix-mb后模模胚:mov-mb8.前模其他零件组合:fix-acc后模其它零件组合:mov-acc9.所有前模零部件组合:fix-asm 所有后模零部件组合:mov-asm10.热流道系统:hot-runner或mainfold11.顶针:ep12.标准件不用拆散件和出图纸,所有组件名称使用小写字母.13.缩水且拔模的产品命名: pro-1.xxx-taper最新产品图放缩水不拔模命名: pro-1.xxx14.14.模具设计文件框架如下模具设计文件框架如下模具设计文件框架如下::cav 101,102,103…前模肉前模肉fix fix--sld 301301,,302.. 302.. 前模行位前模行位 fix fix--asmfix fix-- mb 001001001·····009009009····前模板前模板 ( (前模零部前模零部前模零部件件 fix ) fix--acc : 501,502.....acc : 501,502.....前模配件前模配件前模配件cor : 201,202,…. . 后模肉后模肉后模肉mov mov--sld:sld:....303,304....303,304....303,304,,….位后模行位FS08215 mov mov mov-- mov asm mov--lif : 401,402,…. . 后模斜顶后模斜顶后模斜顶mov mov-- : acc : .........5503,504....后模配件后模配件后模配件( (后模零部件后模零部件后模零部件) ) ep ::mov mov-- : 001mb : 001······009009009·····pro pro--1.xxx 1.xxx--taperpart partpro pro--1.xxx制定制定:: 日期: 审核审核:: 日期日期日期::。
模具码命名规则
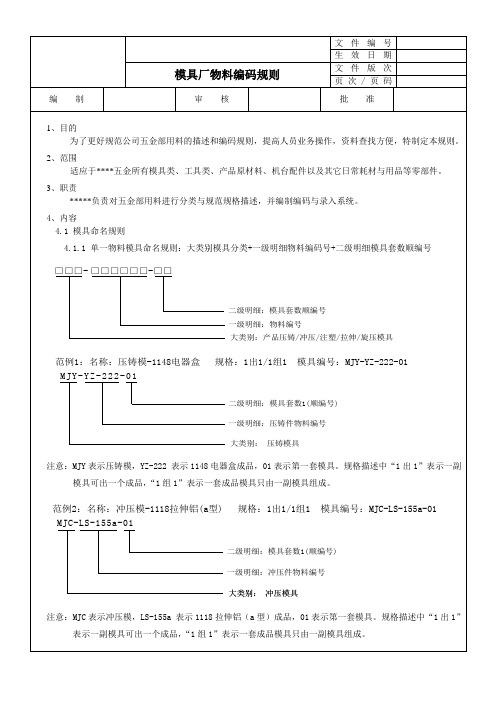
文件号34.2 模具配件命名规则 4.2.1 模架命名规则:一级物料类别分类+二级物料分类+三级物料型号分类+规格尺寸流水号4.2.2 标准模架编码:作业指导书编 WI-JY-13-0007 生效日期 2015-09-18 模具厂物料编码规则文件版次 1.0 页次/页码 第4页共10页编 制审 核批 准4.2.3 附表(型号规格详见附件1)模具配件类大类别 中类类别中类类别中类类别 名称 代码 名称 代码 名称 代码 名称代码 模架 M01 压铸模架 YM 双节司筒 ST02 蓝色弹簧 TH01 模具标准配件 M02 注塑模架 ZM 导柱 DZ01 红色弹簧 TH02 模具自制件M03板件 ZB01 导套 DS01 六角头螺栓 LS01 圆料 ZY01 一级冲头 CT01 内六角无头螺丝 LS02 单节圆顶针 YD01 二级冲头 CT02 内六角螺丝 LS03 双节圆顶针 YD02 三级冲头 CT03 六角螺母LS04 扁顶针 BD01 定位销 DW01 a 、大水口系统 b 、简化型细水口系统c 、细水口系统页次/页码编制审核批准4.4.2 附表加工工具类三级物料类别三级物料类别三级物料类别三级物料类别名称代码名称代码名称代码名称代码直柄中心钻头SS01 95°内孔车刀HW09 A型刀片NA01 直柄面铣刀SD01 直柄麻花钻头SS02 90°内孔车刀HW10 B型刀片NB01 直柄立铣刀SD02 直柄铰刀SS03 45°内孔车刀HW11 C型刀片NC01 直柄键槽铣刀SD03 锥柄麻花钻头TS01 内螺纹车刀HW12 D型刀片ND01 直柄T形铣刀SD04 锥柄铰刀TS02 内切槽车刀HW13 E型刀片NE01 直柄球头铣刀SD05 直槽丝锥(公制) ZC01 75°外圆车刀HW14 H型刀片NH01 锥柄面铣刀TD01 刃倾角丝锥(公RJ01 B型切断车刀HW15 K型刀片NK01 锥柄立铣刀TD02 制)螺旋槽丝锥(公LX01 外螺纹车刀HW16 L型刀片NL01 锥柄键槽铣刀TD03 制)挤压丝锥(公制) JY01 V带轮车刀HW17 M型刀片NM01 锥柄T形铣刀TD04 70°外圆车刀HW01 外圆刀杆CW01 O型刀片NO01 圆柱形铣刀DH01 45°端面车刀HW02 内圆刀杆CW02 P型刀片NP01 三面刃铣刀DH02 95°外圆车刀HW03 外螺纹刀杆CW03 R型刀片NR01 锯片铣刀DH03 切槽车刀HW04 内螺纹刀杆CW04 S型刀片NS01 模数铣刀DH04 90°端面车刀HW05 外切槽刀杆CW05 T型刀片NT01 凸圆弧铣刀DH05 90°外圆车刀HW06 内切槽刀杆CW06 V型刀片NV01 凹圆弧铣刀DH06 A型切断车刀HW07 数控铣刀杆CW07 W型刀片NW0175°内孔车刀HW08数控刀片型号附件1五金模具配件分类表序号大类别中类类别模架标准编号或材质(例)型号规格图片名称代码名称代码名称代码1模架M01 压铸模架YM详见4.2.2AI型/150×150/A25×B252 注塑模架ZM AI型/150×150/A25×B25 3模具配件M02单节圆顶针YD01 SKH51 G03材质/托位外径×总长×托长×头部直径×头部厚度4 双节圆顶针YD02 SKH51 G03材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度托针5 扁顶针BD01 SKH51 G03 材质/托位外径×宽×高×总长×托长×头部直径×头部厚度6 单节司筒ST01 PDAC G04 材质/外径×内径×总长×头部外径×头部厚度7 双节司筒ST02 PDAC G04 材质/托位外径×杆部外径×内径×总长×托长×头部外径×头部厚度8 导柱DZ01 SUJ2 G05 材质/外径×总长×锥度9 导套DS01 SUJ2 G05 材质/外径×内径×总长×锥度10 一级冲头CT01 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度11 二级冲头CT02 SKD11 G06 材质/托位外径×杆部外径×总长×托长×头部直径×头部厚度12 三级冲头CT03 SKD11 G06 材质/托位外径×杆中部外径×杆尾部外径×总长×托长×头部直径×头部厚度13 定位销DW01 SKH51 G03 材质/直径×长度14 浇口套JK01 SKD11 G06 材质/称呼寸法×长度×头部厚度×头部直径15 蓝色弹簧TH01 SWOSC-V G07 材质/颜色×外径×内径×厚度16 红色弹簧TH02 SWOSC-V G07 材质/颜色×外径×内径×厚度17 六角头螺栓LS01 SCM435 G08 螺纹直径×长度18 内六角无头螺丝LS02 SCM435 G08 螺纹直径×长度19 内六角螺丝LS03 SCM435 G08 螺纹直径×长度20 六角螺母LS04 SCM435 G08 螺纹直径×长度21 模具自制件M03板件ZB0145#钢G11材质/长×宽×厚度22 圆料ZY01 材质/直径×长度附件2。
产品型号与零部件命名规则
产品、零部件命名与编码规则1、目的1.1、规范产品的名称、型号、特征描述。
1.2、规范零部件的名称、料号、规格与特征描述。
1.3、为ISO9000、ERP等工作的开展做好铺垫。
2、范围2.1、新开发的产品、零部件。
2.2、本司已经生产、销售的产品,如原型号与本命名规则有冲突的,为保持产品的延续性,可以仍按元产品型号组织生产销售。
但重新涉及、改良升级的产品,则适用于本规则。
2.3、本司已经生产使用的零部件,按本规则逐步更新。
在更新过程中,新老两套规则同步运行。
3、术语与定义暂无。
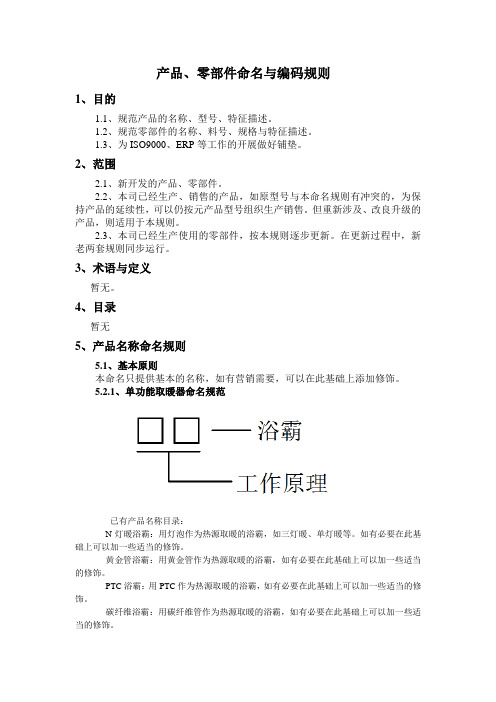
4、目录暂无5、产品名称命名规则5.1、基本原则本命名只提供基本的名称,如有营销需要,可以在此基础上添加修饰。
5.2.1、单功能取暖器命名规范已有产品名称目录:N灯暖浴霸:用灯泡作为热源取暖的浴霸,如三灯暖、单灯暖等。
如有必要在此基础上可以加一些适当的修饰。
黄金管浴霸:用黄金管作为热源取暖的浴霸,如有必要在此基础上可以加一些适当的修饰。
PTC浴霸:用PTC作为热源取暖的浴霸,如有必要在此基础上可以加一些适当的修饰。
碳纤维浴霸:用碳纤维管作为热源取暖的浴霸,如有必要在此基础上可以加一些适当的修饰。
超导(空调)浴霸:用加热超导热油产生热量,利用风机传递热量取暖的浴霸,如有必要在此基础上可以加一些适当的修饰。
5.2.2、单功能换气扇命名规范换气扇:直接命名为换气扇,如有必要在此基础上可以加一些适当的修饰。
5.2.3、电风扇命名规范电风扇:直接命名为电风扇,如有必要在此基础上可以加一些适当的修饰。
5.2.4、照明灯命名规范已有产品名称目录:LED照明灯:用LED灯珠作为光源照明灯。
如有必要在此基础上可以加一些适当的修饰。
节能照明灯:用节能灯作为光源照明灯。
如有必要在此基础上可以加一些适当的修饰。
普通照明灯:用传统灯泡作为光源照明灯。
如有必要在此基础上可以加一些适当的修饰。
5.2.5、装饰灯命名规范根据产品特征分别命名为筒灯、射灯、水晶灯、艺术灯。
模具零件中英文标准命名
类别
东运标准名称
解析及说明
东运附图号或标准图号
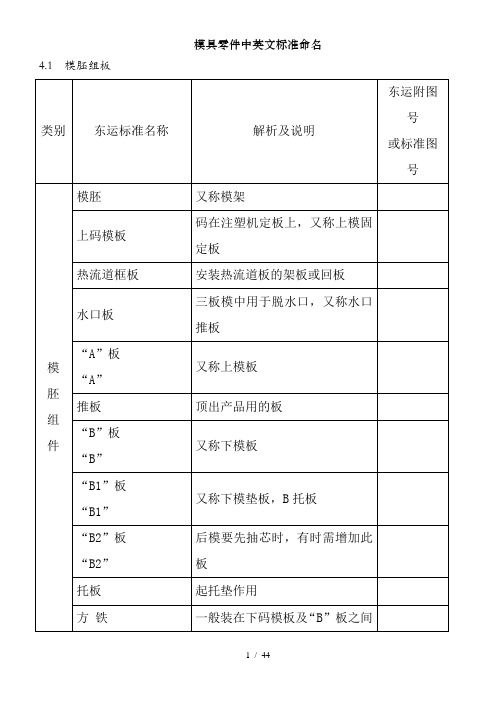
模胚组件
模胚
又称模架
上码模板
码在注塑机定板上,又称上模固定板
热流道框板
安装热流道板的架板或回板
水口板
三板模中用于脱水口,又称水口推板
“A”板“A”
又称上模板
推板
顶出产品用的板
“B”板“B”
又称下模板
“B1”板“B1”
又称下模垫板,B托板
“B2”板“B2”
固定在顶针板上,用来实现斜顶滑动的座
顶针
包括公、英制,具体见《标准图册》
扁顶针
包括公、英制,具体见《标准图册》
柔和哥
用弹簧钢做的具有弹性的哥针,多用于斜顶。见《标准件资料》中大同部分。又称弹弓哥针
托针
包括公、英制,具体见《标准图册》
司筒针
包括公、英制,具体见《标准图册》
司筒
包括公、英制,具体见《标准图册》
方销
起斜导柱作用的方行销
弯销
多用于需多次分模中较复杂模具
水口勾针
尽量采用标准顶针改制,用于拉脱水口用
推方
又称推块,通过推杆连接在顶出系统上的零件
推方座
推方下面用来支持推杆滑动的座
推方杆
连接推方及顶出系统的杆,尽量采用标准顶针改制
弹弓胶
常安装在模胚回针下,起缓冲作用的
直顶
方形顶出件
直顶座
直顶下面及顶针板连接的基座
电源线
外指电源到温控箱之间的连线
电缆
温度温控及发热电源控制的连线(仅指温控箱和模具之间连接)
电源/电偶接头
包括电源接头和电偶接头
电源/电偶插座
包括电源插座和电偶插座
“模具零件名称统一标准”教案讲义

Thank you.
演讲结速,谢谢观赏!
水口镶件
斜顶
公模仁 方顶(摆顶)
弹簧顶针 斜顶钩针
斜导柱 滑块镶件
耐磨板 压条 弹簧
塑胶模具常用零件名称
斜导柱固定块
铲基
定位柱
限位块
导滑块
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
油缸 垫块
油缸座
行程开关调节杆
镶块
行程开关
吊模块
塑胶模具常用零件名称
90度油管接头 油管
集油块
计数器
百分表保块
百分表
模脚
电磁阀
直通油管接头
塑胶模具常用零件名称
回针 撑头
锁模扣
防尘板
垫圈
接线盒
顶针面板 顶针底板
隔热板
后模固定板
方铁
插座 油嘴
导柱 A板 撑柱
吊模块 前模固定板
锁模块
塑胶模具常用零件名称
母模仁镶件
回针撞块 承压板 90度快速接头 模脚 快速接头 集水块
水嘴
热流道板 热流道
二零件名称补充说明
撑柱:除撑头外,所有用于起支撑作用的圆柱子。(包含吊模块下的撑柱,斜顶导套下的撑柱)。 垫块:所有用于起支撑作用的块形零件。 镶块:与胶位无关的镶拼零件。(包含撞块,固定行程开关调节杆的零件等). 限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。 限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。 行程开关调节块:用于行程开关的行程调节。(包含圆形的与行程开关调节杆配合使用的零件). 行程开关调节杆:用于行程开关的行程调节。 耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。 压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。 压条:指滑块压条和斜顶座压条的统称。 导滑块:指斜顶座的导滑块和滑块的导滑块的统称。 导向块:指为斜顶和斜顶杆的导向的块形零件。 油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。 集水块:包含前模集水块和后模集水块。 定位圈:包含前模定位圈和后模定位圈。 顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。 转水块:用于运水转接。 转气块:用于气体转接。 油缸座:用于固定油缸的座子。
模具厂常用模具零件规范名称

模具厂常用模具零件规范名称自建厂以来,由于种种原因,厂内对模具的叫法不一,时常会产生一些误会,不利于工 作的开展,所以很有必要对常用模具零件的名称加以规范。
为此,特对我厂常用模具零件名 称作如下统一规范。
请设计部、生产部等有关部门自本规范公布之日起,按此规范名称(加 粗黑体字所示)给模具零件命名。
(英文名仅供参考,不得用于厂内的生产图中)序号 类别 规范名称曾用名 参考英文名 备注1 板类 上码模板面板 Clamping Plate2 板类 A板定模板 Cavity Support Plate3 板类 B 板动模板 Core Support Plate4 板类 方铁凳仔方 Riser Bar5 板类 顶针板面针板 Ejector Plate A6 板类 顶针托板底针板 Ejector Plate B7 板类 下码模板底板 Setting Plate8 板类 模胚模架 Moldbase9 板类 热流道板 Hot Runner Plate10 板类 隔热板 Insulator Sheet11 板类 托板 Support Plate12 镶件类 前模镶件上模镶件 Cavity Support Plate Insert13 镶件类 前模镶件上模镶件 Cavity Support Plate Insert Pin14 镶件类 型腔镶件下模镶件 Core Insert15 镶件类 型芯镶件下模镶件 Core Insert Pin16 镶件类 后模镶件下模镶件 Core Support Plate Insert17 镶件类 后模镶件下模镶件 Core Support Plate Insert Pin18 镶件类 环保镶件环保印 Recycling Insert19 镶件类 铍铜镶件 BeCu Insert20 镶件类 日期镶件日期印 Dating Insert21 镶件类 铜镶件 Copper Insert22 镶件类 斜导柱压块斜边镶件 Angle Pin Insert23 镶件类 滑块镶件行位镶件 Slide Insert24 镶件类 前模型芯型腔 Cavity25 镶件类 后模型芯型芯 Core26 镶件类 排气镶件 Sintered Insert27 镶件类 前模互换镶件 Interchangeable Insert28 镶件类 后模互换镶件 Interchangeable Insert29 结构件 滑块行位 Slide30 结构件 滑块导向块 Slide Guide Rain31 结构件 斜顶导向块32 结构件 斜顶压条33 结构件 行位夹 Slide Retainer34 结构件 滑块压条压板 GIB35 结构件 斜导柱斜边 Angle Pin36 结构件 斜顶 Lifter Jiggle序号 类别 规范名称曾用名 参考英文名 备注37 结构件 斜顶座 Heel Block38 结构件 加速顶 Accelerated Ejector39 结构件 T 形块 ‘T’Slide40 结构件 T 形接头 ‘T’Junction41 结构件 铲基铲机 Jaw42 结构件 U形销 ‘U’Pin43 结构件 导轨 Guide Way44 结构件 直顶方顶 Straight Ejector45 结构件 推方 Stripper Block46 结构件 围方 Surrounded Bar47 结构件 护角 Guided Corner48 结构件 耐磨块硬片 Wear Block49 结构件 扣机 Latch Lock50 结构件 拉板 Pull Plate51 标准件 杯头螺丝内六角圆柱头螺钉S.H.C.S52 标准件 机米螺丝内六角紧定螺钉Screw Plug53 标准件 山打螺丝 Shoulder Bolt54 标准件 平头螺丝十字槽沉头螺丝F.H.C.S55 标准件 司筒顶管 Ejector Sleeve56 标准件 顶针 Ejector Pin57 标准件 KO接头 K.O.Adapter58 标准件 衬垫 Cushion59 标准件 撑头支撑柱 Support Pillar60 标准件 齿轮 Gear61 标准件 齿条 Rack62 标准件 齿轴 Gear Draft63 标准件 单车链链条 Chain64 标准件 导套 Leader Bushing65 标准件 导柱 Leader Pin66 标准件 垫圈戒指 Washer67 标准件 吊环 Eyebolt68 标准件 吊模板吊模方 Eyebolt Plate69 顶辊 Ejector Rod70 顶针板导套顶出板导套Ejector Guided Bushing71 定位圈法兰 Locating Ring72 防水胶圈密封圈 ‘O’Ring73 弹簧扶针 Spring Retainer序号 类别 规范名称曾用名 参考英文名 备注74 隔水片水塘 Baffle75 定位销管钉 Dowel Pin76 喉嘴 Male Plug77 加长喉嘴 Extension Plug78 直接头79 快换接头80 黄弹簧黄弹弓 Yellow Spring81 蓝弹簧蓝弹弓 Blue Spring82 回针复位杆 Return Pin83 唧嘴浇口套 Sprue Bushing84 集流板集水板 Water Manifold85 计数器 Counter86 垃圾钉 Stop Pin87 拉模扣尼龙扣 Parting Lock88 螺孔拉杆小拉杆 Puller Bolt89 螺栓拉杆 Stopper Bolt90 拉杆套91 气阀 Air Poppet V alve92 气针 Gas Pin93 水管 Bubbler Tube94 水口钩针 Sucker Pin95 锁模板安全锁 Safety Strap96 条形锁 Rectangular Lock97 铜堵头 Brass Plug98 限位块 Stopper99 行程开关 Switch100 油缸 Hydraulic Cylinder101 圆形锁 Round Lock102 直身锁边锁 Side Lock103 先复位摆杆104 先复位顶杆105 先复位挡块106 先复位导向块107 先复位衬套自本标准公布之日起,所有图纸和有关单据均应采用常用模具规范名称。
模具结构命名规则

模具结构命名规则
一、由于PRO/E不支持中文名称,所有命名均使用英文。
二、为减小文件名长度,部份单词改用简写,如“core(前模仁)”简写为“co”、
“cavity(前模仁)”简写为“ca”:“molding(铸模简写为“md”:
三、命名由四个部份组成:零件名称、分类、编号、附属编号,相互之间使用
下划线“_”连接;
四、分类中“v”表示volume (体积块);“s”表示slider(滑块);“p”表示镶件;“a”
表示前模仁;
“b”表示后模仁。
例如:“sa”代表前模仁滑块;“vb”代表后模仁体积块;
五、有附属编号说明的是相关滑块的附件,例如斜导柱、压块、契紧块等,使
用英文字母作为后缀,例如a、b、c、d、……
六、对于分割时产生的临时体积块,使用“tp”作为前缀,例如tp_01、Tp_02;
如果属于后模仁则使用tp_co作为前缀,属于前模仁则使用tp_ca做前缀,例如tp_co_04、tp_ca_02。
七、主要零件命名如下:
零件名称简称零件名称简称
1:参照工件“vv”8:前模滑块“sa”
2:前模体积块“va”9:后模滑块“so”
3:后模体积块“vb”10:前模镶件“pa”
4:分型面“ps”11:后模镶件“po”
5:前模仁“ca”12:斜顶“lt”
6:后模仁“co”13:斜导柱“ap”
7:临时体积块“tp”14:压紧块(铲机) “jw”。
1 模具图档零件命名标准
所有产品模模号统一由上角模具部提供,冶具模编号由冶具工程提供.一、零件图的英文名称1 模坯零件;前模仁(cavity)后模仁(core)面板(top-plate)水口推板(puller-stripper-plate)推板(stripper-plate) A板(a-plate)模胚(mold-base) B板(b-plate)托板(support-plate)顶针面板(eje-top-plate)顶针底板(eje-bottom-plate)垫板(retainer-plate)底板(bottom-plate)方铁(spacer-block)2 模仁零件;行位耐磨块(slide-wear)唧嘴(sprue)水口拉杆(puller-block)水口勾针(spllert-pin)镶针(pin)司筒压块 (sleeve-plate)撑头(support)锁模板(tension-block)斜顶(lifter)斜顶座(lifter-leg)斜顶压块(lifter-guide)前模镶件(cavity-in)后模镶件(core-in)垃圾钉(disc-stop)限位柱(stopper)行位座(slide-body)行位镶件(slide-in)行位压块(slide-guide)行位铲基(slide-cam)斜导柱(angle-pin)斜顶压块(lifter-guide)3 模具配件;螺丝(screw)弹簧(spring)限位螺丝(stop-screw)顶针(eje-pin)司筒(sleeve)司筒针(sleeve-pin)弹弓波子(ball-catch)扁顶(blade-ejector)红铜(copper)黄铜(brass)青铜(bronze)铍铜(becu)水口拉杆(puller-block)拉杆介子(puller-poin)尼龙塞(plalock)限位开关(stop –switch)喉塞(brass-pressure-plugs)密封圈(o-ring)介子(poin)定位销(dowel-pin)二、模具零件的命名标准1.所有零件名称均采用英文命名,英文词语必须按照以上零件图的英文名称规定,不得用其他英文替代或随意更改.2.相同多个零件的命名则由零件名称后加流水号,如:Cavtiy1 Cavtiy2…等;3.组合名称则由主零件名+零件名缩写+流水号,如:前模镶件2 ( Cavtiy-in2)4.零件的电子图档名称是由:模具编号+ 零件名称。
(收藏)模具零件中英文命名规范

(收藏)模具零件中英文命名规范模胚部分1 TOP CLAMPING PLATE 上固定板2 A PLATE A板3 B PLATE B板4 EJECTOR RETAINER PLATE 上顶针板5 EJECTOR PLATE 下顶针板6 SUPPORT BLOCK 方铁7 BUTTOM CLAMPING PLATE 下固定板8 SUPPORT PLATE 托板9 HIGH TEMP INSULEAOR SHEETS 隔热板10 GUIDE PIN 导柱(G.P)11 GUIDE BUSHING 导套(G.B)12 EJECTOR GUIDE PIN 中托司(E.G.P)13 RETURN PIN 回针(R.P)14 STOP PIN 垃圾钉(ST.P)15 SUPPORT PILLAR 支撑柱(SU.P)16 SUPPORT PIN 水口边钉(细水口)17 PULL ROD 小拉杆18 DOWELS PIN 定位销(热流道)19 RUNNER STRIPPER PLATE 水口推板(推板)20 SPACER PLATE 热流道框板21 SUPPORT PIN FOR SPRING 弹簧扶针模仁部分22 CAVITY 前模仁23 CAVITY INSERT 前模镶件24 CAVITY PIN 前模镶针25 CORE 后模仁26 CORE INSERT 后模镶件27 CORE PIN 后模镶针28 RUNNER INSERT 水口镶件29 EXCHAGEABLE INSERT 可换镶件86 INSERT OF GAS PIN 气针镶件30 CAVITY INSERT BLOCK SET 前模模仁挤块31 CORE INSERT BLOCK SET 后模模仁挤块行位部分32 BALL PLUNGERS 定位珠33 SLIDE PIN 行位镶针34 SLIDE 行位座/原身行位35 SLIDE INSERT 行位镶件36 WEDGE 铲基37 GUIDE RAILS 行位压块38 STOP BLOCK 行位挡块39 WEAR PLATE 耐磨块40 CENTER RAILS 中心导向块41 ANGULAR PIN 斜导柱42 ANGULAR CAMS 方形斜导柱43 SLIDER EJECTOR PIN 行位顶针44 SLIDE RETAINER 老虎扣斜顶部分45 DOWELS PIN 定位销46 LIFTER 斜顶47 LIFTER INSERT 斜顶镶件51 LIFTER PIN 斜顶顶杆48 LIFTER SET 斜顶座49 LIFTER GUIDE BLOCK 斜顶管位块50 LIFTER EJECTOR PIN 斜顶顶针流道部分51 SPRUE BUSHING 唧嘴52 SPRUE BUSHING LOCATING 法兰唧嘴(细水口)53 SPRUE BUSH 唧嘴套54 GATE BUSH 浇口套55 LOCATING RING 定位圈(法兰)56 RUNNER LOCK PINS 拉料销57 SPRUE LOCK PINS 水口勾针冷却部分58 JIPY-TILE SOCKETS 水管接头59 COLLANT PLUG 堵头60 “O” RING 防水圈61 BAFFLES 隔水片62 WATER PLUG INSERT 止水栓63 SPIRAL TUBE 螺旋水套64 EXTENSION PLUG 加长水嘴65 BUBBLER TUBE 喷管热流道部分66 HOT RUNNER 热流道67 MAIN frame 温控箱68 TERMINAL MOUNTING BOX 接线盒69 WIRE CLAMP 电线压块70 HOT MANIFOLD 热流道板顶出部分71 EJECTOR RODS 顶棍(K.O)72 EJECTOR PIN 顶针73 SHOULDER TYPE EJECTOR PINS 双节顶针74 STRAIGHT EJECTOR SLEEVE PINS 司筒/双节司筒75 EJECTOR BLADE 扁顶针76 AIR-JET VALVES 空气销(气顶)77 EJECTOR BAR 直顶78 STRIPPER BAR 推块79 STRIPPER ROD 推块杆其他部分80 STOPPER 限位块81 LIMITED WASHER 限位套,限位介子82 STAND OFF 模脚83 MARK PLATE 铭牌84 COOLING INDICATE PLATE 运水铭牌85 GAS PIN 气针87 GAS EXPELLER 疏气针88 MAGNET 磁铁89 EYEBOLT 吊环90 LIFTING BAR 模具起吊块91 FLAT HEAD SOCKET SCREW 平头螺丝(F.H.S.S)92 SOCKET HEAD CAP SCREW 杯头螺丝(S.H.C.S)93 HEX. SOCKET SET SCREW 无头螺丝(H.S.S.S)94 SOCKET HEAD SHOULDER SCREW 山打螺丝(S.H.S.S)95 WASHER 垫圈,介子96 SPRING WASHER 弹簧垫圈97 RETAIN RING 卡环98 RETAINING BLOCK 司筒针压块99 SPRING 弹簧100 RUBBER SPRING 优力胶101 SIDE STRAIGHT BLOCK SETS “0”度辅助定位块102 TAPER BLOCK SETS 斜度辅助定位块103 TAPER LOCK PIN 斜度辅助定位柱104 SWITCHES 行程开关105 MOLD SHOT COUNTERS 计数器106 P/L STRAP 锁模块107 LATCH LOCK 扣机108 PARTING LOCKS 树脂开闭器109 DATE STAMPS 日期章110 RECYCLE MARKED STAMPS 回收章111 HYDRAULIC CYLINDER 油压缸112 BOT. HYD. CYLINDER 油缸座113 CENTRALIZE VALVE 分流集流阀114 GEAR 齿轮模具人杂志模具行业第一微信平台微信号:mojurenzazhi。
模具零部件编号规范

红色
留有0.05-0.1mm余量进行研配
未改动部分
白色
模具零部件编号规范
本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:
I)模架模板和模具的零件编排序号:
(1)模架以分型面为分隔线。前模A板定义为A0,其它模板依次编排表示为A1。A2。后模B板定义为B0,其它模板依次编排表示为B1。B2。如模具有推板。把推板定义为B0。其它模板依次编排为B1。B2。。。。
前模镶针
Insert Pin
P101~
06-666p101~102.103
后模镶针
Insert Pin
P201~
06-666p201~202.203
斜顶 顶块
Lifter core blade
C3B01~
06-666C3B01~C3B02.C3B03
行位
Slide
C3A01
06-666C3A01~C3A02.C3A03
模具锁紧块
顶杆司筒扁顶
p501
06-666p501~p502.p503
撑头
Support Pillar
SP
06-666SP
垃圾钉
Garbage Pin
ST
06-666ST
弹簧
spring
SPR
06-666SPR
II3D图形颜色设计:
分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同颜色,方便编程工程师根据不同的颜色进行相应部位的编程加工。
项目
颜色标识
颜色
加工精度要求
型腔
白色
根据模具精度等级来确定加工精度
1零件命名要求及3D结构设计规范
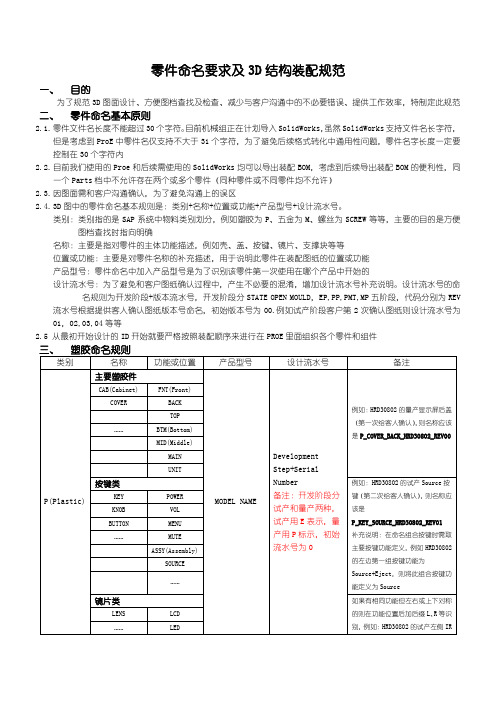
零件命名要求及3D结构装配规范一、目的为了规范3D图面设计、方便图档查找及检查、减少与客户沟通中的不必要错误、提供工作效率,特制定此规范二、零件命名基本原则2.1.零件文件名长度不能超过30个字符。
目前机械组正在计划导入SolidWorks,虽然SolidWorks支持文件名长字符,但是考虑到ProE中零件名仅支持不大于31个字符,为了避免后续格式转化中通用性问题,零件名字长度一定要控制在30个字符内2.2.目前我们使用的Proe和后续需使用的SolidWorks均可以导出装配BOM,考虑到后续导出装配BOM的便利性,同一个Parts档中不允许存在两个或多个零件(同种零件或不同零件均不允许)2.3.因图面需和客户沟通确认,为了避免沟通上的误区2.4.3D图中的零件命名基本规则是:类别+名称+位置或功能+产品型号+设计流水号。
类别:类别指的是SAP系统中物料类别划分,例如塑胶为P、五金为M、螺丝为SCREW等等,主要的目的是方便图档查找时指向明确名称:主要是指对零件的主体功能描述,例如壳、盖、按键、镜片、支撑块等等位置或功能:主要是对零件名称的补充描述,用于说明此零件在装配图纸的位置或功能产品型号:零件命名中加入产品型号是为了识别该零件第一次使用在哪个产品中开始的设计流水号:为了避免和客户图纸确认过程中,产生不必要的混淆,增加设计流水号补充说明。
设计流水号的命名规则为开发阶段+版本流水号,开发阶段分STATE OPEN MOULD,EP,PP,PMT,MP五阶段,代码分别为REV 流水号根据提供客人确认图纸版本号命名,初始版本号为00.例如试产阶段客户第2次确认图纸则设计流水号为01,02,03,04等等2.5 从最初开始设计的ID开始就要严格按照装配顺序来进行在PROE里面组织各个零件和组件一:设计输入1.ID---a:尽量有可能的确定好了的外形(2D,3D),座圈高度是固定的,高度要确定下来,b:电气接插口的丝印内容,和其他要丝印或镭雕的内容,c:塑胶外壳本体颜色(如要二次加工,尽可能的确定加工颜色),2.产品规格书---a:根据规格书确定结构需要画出的各个零件二:设计输出主壳1.主壳壁厚为2.2,最好做至2.52.转轴锁在主壳上,要转动时会有很大的力度,防止主壳会来回晃动应在锁转轴的旁边各有加强螺丝柱进行固定,并且在允许的空间里用骨位把周边壁都连在一起3.转轴应有五金片压住并牢固定位五金片4.锁五金铁板和多孔板的螺丝柱都要用骨位进行强壮,增加强度,能相互连接起来最佳5.锁多孔板的四个大柱子壁厚须26.主壳的后模面应全部用矮骨位纵横交错大范围连接起来前壳1.前壳壁厚为2.2,最好做至2.52.转轴不应锁在前壳上,因为前壳中间会开一个很大的框放置显示屏,所以它的强度很弱,在以后的反转过程中强度会很差3.放置显示屏的内框里应有一圈高度0.3,宽度2的骨位对显示屏托起4.所有螺丝柱之间尽可能的进行骨位相连接,增大强度5.打压屏片的螺丝柱应该使螺丝柱的高度让压屏片与显示屏后铁壳面留0.3防止压屏片压屏太紧造成水波纹出现6.前壳出线到主壳处的地方留出空间让线有容纳的空间,也更易理线后壳1.后壳壁厚2,最好做至2.22.打转轴的包铜螺母的螺丝柱一定要连出骨位加强强度并且一定要五金片压紧转轴并准确定位3.后壳各处要大范围连骨位增大整体零件的强度,特别是要连到锁转轴处的螺丝柱的骨位4.注意避开驱动板上的电气零件5.后壳塑胶转轴应该要两个强壮的定位柱定位,然后锁它的螺丝柱要前后左右都连上骨位加强强度一篇不错的关于TOP-DOWN的文章,应该发表在技术论坛里,但水区这么多GG,MM热衷讨论它,就让你们先睹为快了。
模具零部件编号设计规范

编码
举例
备注
顶杆孔
E
E1,E2,E3……
零件图对应孔的编码要与此表一致
司筒孔
ST
ST1,ST2,ST3…
司筒针孔
SZ
SZ1,SZ2.SZ3…
直顶杆孔
D
D1,D2,D3…
回程杆孔
R
R1,R2,R3…
撑头孔
S
S1,S2,S3……
模具零部件编号规范
1.自制零件编号:
零件类型
自制件序号
举例说明
前模主镶
C1**
C101,C102……
前模镶块
C1**
C101,C102……
零件图上注可换即可
前模小镶块
C1**-**
C101-1,C101-2……
前模镶芯
P1**
P101,P102……
前模镶块排料
C1PL-*
C1PL-1,C1PL-2….
C3BPL-*
C3BPL-1,C3BPL-2…
滑块或斜顶镶芯
P3**
P301,P302……
其它结构零件
(非标定位圈、垫板、固定板……)
C4**
C401,C402……
其它结构零件排料
C4PL-*
C4PL-1,C4PL-2…
2.模板编号
正装模具模板编号
倒装模具模板编号:
前后模都有顶出的模板编号:
3.模板上对应孔的编号
后模主镶块
C2**
C201,C202……
后模可换镶块
C2**
C201,C202……
零件图上注明可换即可
后模小镶块
C2**-**
C201-1,C201-2……
模具设计命名规范中英文对照大全

模具英文缩写CA(cavity insert)前模SA(slide)前模行位IA(insert)前模镶件LA(lifter)前模斜顶PS(parting surface)分型面MA前模待合并体积块0临时体积块JW(jaw)铲鸡ES(ejector sleere)司筒GA(gate)入水GP边钉GB导套EG顶针板导柱STP垃圾钉模具英语术语模具述语一、入水:gate进入位: gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口: switching runner/gate唧嘴口径: sprue diameter二、流道: runner热流道: hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴: hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头: connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件: mold components 三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板: support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针: ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件: Do not use (core/cavity) insert用铍铜做镶件: use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrodeCO(core insert) SO(slide)IO (insert) LO(lifter)COOMO文件名+MDJKEP(ejector pin) RU(runner)SPKPSTBTL后模镶件后模斜顶后模镶柯后模待合并体积块后模后模行位水口边回针限位螺丝水口拉板注塑件压块司筒针流道。
模具零件中英文标准命名
又可称发热丝
发热片HEATER SHEET
用于发热的元器件。例如,安装在MOLD-MASTER
热流道板上。
热电偶THERMOCOUPLE
探测温度用,又称热探针、温控线
延长咀头
EXTEND NOZZLE
接在唧咀前端,起到延长唧咀的作用
发热壳HEATER SHELL
唧咀与射咀外用来发热的壳体,又称发热箍
用于三板模中用于实现多次分模
直司
STRAIGHT GUIDE BUSH
无托位的导司
托边
SHOULDER GUIDE PIN
带台肩的边钉
4.2成型件
类别
东运标准名称
解析与说明
东运附图号或标准图号
成型件
上模仁
CAVITY INSERT
指镶在上模框中的最大成型件
下模仁
CORE INSERT
指镶在下模框中的最大成型件
发
热
元
件
、
热流
道
系
统
流道尾塞
END PLUG
又称为热流道尾塞
发热管压块HEATER CLAMP
起封装和压紧发热管的作用
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
EJECTOR GUIDE PIN
模具上用来对顶出系统导向用。
中托司EJECTOR GUIDE BUSH
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
4.1模胚组板
类别
东运标准名称
解析与说明
东运附图号或标准图号
模胚组件
水口边
SUPPORT PIN
4.4发热元件、热流道系统
类别
1零件命名要求及3D结构设计规范
零件命名要求及3D结构装配规范一、目的为了规范3D图面设计、方便图档查找及检查、减少与客户沟通中的不必要错误、提供工作效率,特制定此规范二、零件命名基本原则2.1.零件文件名长度不能超过30个字符。
目前机械组正在计划导入SolidWorks,虽然SolidWorks支持文件名长字符,但是考虑到ProE中零件名仅支持不大于31个字符,为了避免后续格式转化中通用性问题,零件名字长度一定要控制在30个字符内2.2.目前我们使用的Proe和后续需使用的SolidWorks均可以导出装配BOM,考虑到后续导出装配BOM的便利性,同一个Parts档中不允许存在两个或多个零件(同种零件或不同零件均不允许)2.3.因图面需和客户沟通确认,为了避免沟通上的误区2.4.3D图中的零件命名基本规则是:类别+名称+位置或功能+产品型号+设计流水号。
类别:类别指的是SAP系统中物料类别划分,例如塑胶为P、五金为M、螺丝为SCREW等等,主要的目的是方便图档查找时指向明确名称:主要是指对零件的主体功能描述,例如壳、盖、按键、镜片、支撑块等等位置或功能:主要是对零件名称的补充描述,用于说明此零件在装配图纸的位置或功能产品型号:零件命名中加入产品型号是为了识别该零件第一次使用在哪个产品中开始的设计流水号:为了避免和客户图纸确认过程中,产生不必要的混淆,增加设计流水号补充说明。
设计流水号的命名规则为开发阶段+版本流水号,开发阶段分STATE OPEN MOULD,EP,PP,PMT,MP五阶段,代码分别为REV 流水号根据提供客人确认图纸版本号命名,初始版本号为00.例如试产阶段客户第2次确认图纸则设计流水号为01,02,03,04等等2.5 从最初开始设计的ID开始就要严格按照装配顺序来进行在PROE里面组织各个零件和组件一:设计输入1.ID---a:尽量有可能的确定好了的外形(2D,3D),座圈高度是固定的,高度要确定下来,b:电气接插口的丝印内容,和其他要丝印或镭雕的内容,c:塑胶外壳本体颜色(如要二次加工,尽可能的确定加工颜色),2.产品规格书---a:根据规格书确定结构需要画出的各个零件二:设计输出主壳1.主壳壁厚为2.2,最好做至2.52.转轴锁在主壳上,要转动时会有很大的力度,防止主壳会来回晃动应在锁转轴的旁边各有加强螺丝柱进行固定,并且在允许的空间里用骨位把周边壁都连在一起3.转轴应有五金片压住并牢固定位五金片4.锁五金铁板和多孔板的螺丝柱都要用骨位进行强壮,增加强度,能相互连接起来最佳5.锁多孔板的四个大柱子壁厚须26.主壳的后模面应全部用矮骨位纵横交错大范围连接起来前壳1.前壳壁厚为2.2,最好做至2.52.转轴不应锁在前壳上,因为前壳中间会开一个很大的框放置显示屏,所以它的强度很弱,在以后的反转过程中强度会很差3.放置显示屏的内框里应有一圈高度0.3,宽度2的骨位对显示屏托起4.所有螺丝柱之间尽可能的进行骨位相连接,增大强度5.打压屏片的螺丝柱应该使螺丝柱的高度让压屏片与显示屏后铁壳面留0.3防止压屏片压屏太紧造成水波纹出现6.前壳出线到主壳处的地方留出空间让线有容纳的空间,也更易理线后壳1.后壳壁厚2,最好做至2.22.打转轴的包铜螺母的螺丝柱一定要连出骨位加强强度并且一定要五金片压紧转轴并准确定位3.后壳各处要大范围连骨位增大整体零件的强度,特别是要连到锁转轴处的螺丝柱的骨位4.注意避开驱动板上的电气零件5.后壳塑胶转轴应该要两个强壮的定位柱定位,然后锁它的螺丝柱要前后左右都连上骨位加强强度一篇不错的关于TOP-DOWN的文章,应该发表在技术论坛里,但水区这么多GG,MM热衷讨论它,就让你们先睹为快了。
模具拆散件及零件命名规范(新)
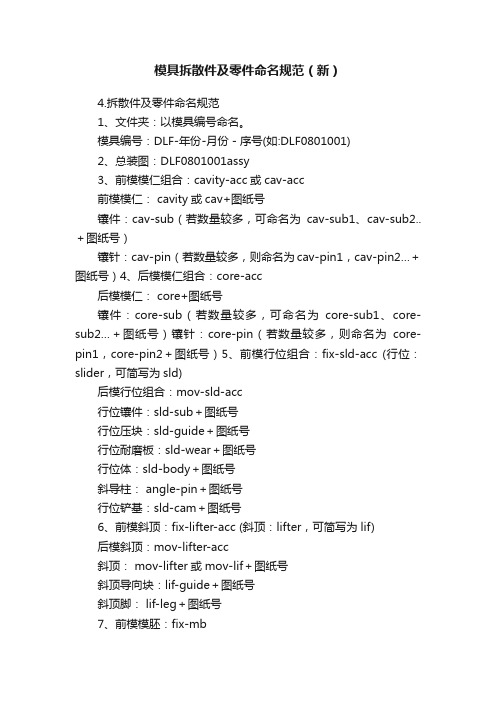
模具拆散件及零件命名规范(新)4.拆散件及零件命名规范1、文件夹:以模具编号命名。
模具编号:DLF-年份-月份-序号(如:DLF0801001)2、总装图:DLF0801001assy3、前模模仁组合:cavity-acc或cav-acc前模模仁: cavity或cav+图纸号镶件:cav-sub(若数量较多,可命名为cav-sub1、cav-sub2..+图纸号)镶针:cav-pin(若数量较多,则命名为cav-pin1,cav-pin2…+图纸号)4、后模模仁组合:core-acc后模模仁: core+图纸号镶件:core-sub(若数量较多,可命名为core-sub1、core-sub2…+图纸号)镶针:core-pin(若数量较多,则命名为core-pin1,core-pin2+图纸号)5、前模行位组合:fix-sld-acc (行位:slider,可简写为sld)后模行位组合:mov-sld-acc行位镶件:sld-sub+图纸号行位压块:sld-guide+图纸号行位耐磨板:sld-wear+图纸号行位体:sld-body+图纸号斜导柱: angle-pin+图纸号行位铲基:sld-cam+图纸号6、前模斜顶:fix-lifter-acc (斜顶:lifter,可简写为lif)后模斜顶:mov-lifter-acc斜顶: mov-lifter或mov-lif+图纸号斜顶导向块:lif-guide+图纸号斜顶脚: lif-leg+图纸号7、前模模胚:fix-mb面板: top-plt-001水口板:stripper-plt-002A板: a-plt-003后模模胚:mov-mbB板: b-plt-004推板: support-plt-010面针板:eje-top-plt005底针板:eje-bottom-plt-006方铁: c-plt1/2-008/009底板: bottom-plt-0078、前模其他零件组合:fix-acc后模其它零件组合:mov-acc9、热流道系统:hot-runner或mainfold10、顶针:eje-acc或ejector-acc顶针: eje-pin+图纸号扁顶: blade+图纸号司筒针/司筒针:sleeve+图纸号组合在一起打图;一张订购图(给出余量,不能有胶位部份。
模具图上零件明细表的标准化
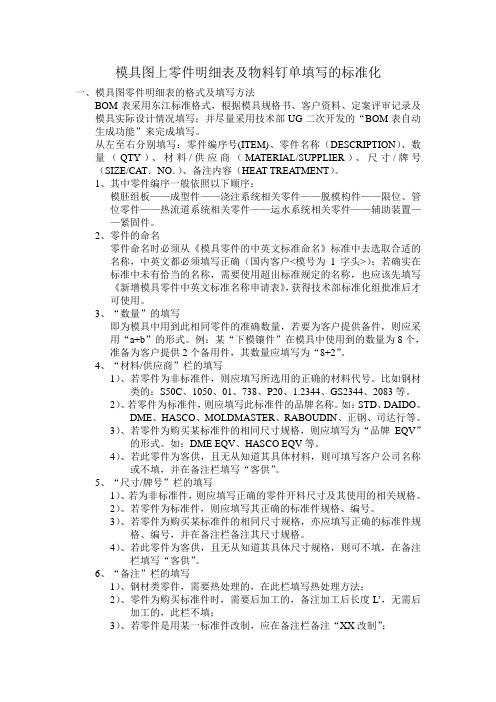
模具图上零件明细表及物料钉单填写的标准化一、模具图零件明细表的格式及填写方法BOM表采用东江标准格式,根据模具规格书、客户资料、定案评审记录及模具实际设计情况填写;并尽量采用技术部UG二次开发的“BOM表自动生成功能”来完成填写。
从左至右分别填写:零件编序号(ITEM)、零件名称(DESCRIPTION)、数量(QTY)、材料/供应商(MATERIAL/SUPPLIER)、尺寸/牌号(SIZE/CAT.NO.)、备注内容(HEAT TREATMENT)。
1、其中零件编序一般依照以下顺序:模胚组板——成型件——浇注系统相关零件——脱模构件——限位、管位零件——热流道系统相关零件——运水系统相关零件——辅助装置——紧固件。
2、零件的命名零件命名时必须从《模具零件的中英文标准命名》标准中去选取合适的名称,中英文都必须填写正确(国内客户<模号为1字头>);若确实在标准中未有恰当的名称,需要使用超出标准规定的名称,也应该先填写《新增模具零件中英文标准名称申请表》,获得技术部标准化组批准后才可使用。
3、“数量”的填写即为模具中用到此相同零件的准确数量,若要为客户提供备件,则应采用“a+b”的形式。
例:某“下模镶件”在模具中使用到的数量为8个,准备为客户提供2个备用件,其数量应填写为“8+2”。
4、“材料/供应商”栏的填写1)、若零件为非标准件,则应填写所选用的正确的材料代号。
比如钢材类的:S50C、1050、01、738、P20、1.2344、GS2344、2083等。
2)、若零件为标准件,则应填写此标准件的品牌名称。
如:STD、DAIDO、DME、HASCO、MOLDMASTER、RABOUDIN、正钢、司达行等。
3)、若零件为购买某标准件的相同尺寸规格,则应填写为“品牌EQV”的形式。
如:DME EQV、HASCO EQV等。
4)、若此零件为客供,且无从知道其具体材料,则可填写客户公司名称或不填,并在备注栏填写“客供”。
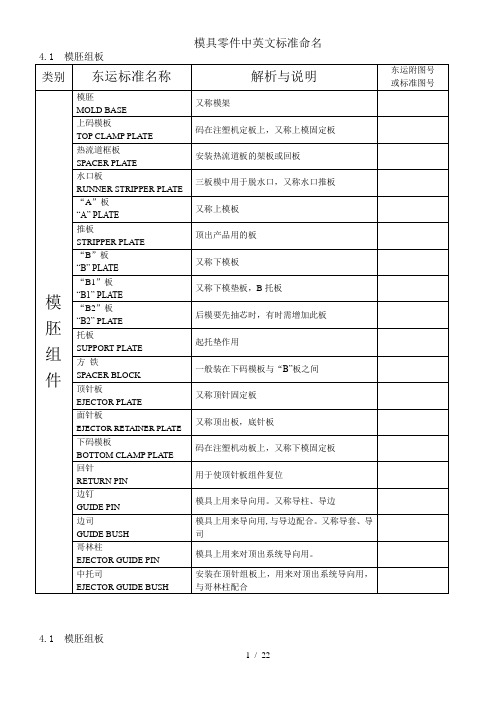
模具零件的中英文标准命名
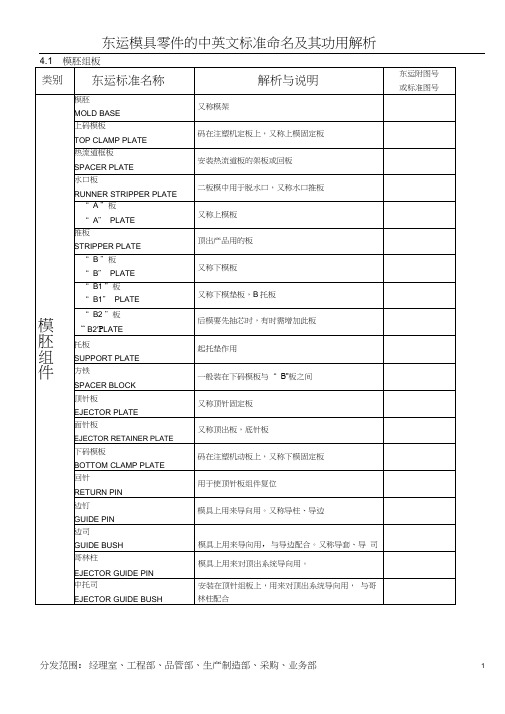
东运标准名称
解析与说明
东运附图号
或标准图号
模胚组件
模胚
MOLD BASE
又称模架
上码模板
TOP CLAMP PLATE
码在注塑机定板上,又称上模固定板
热流道框板
SPACER PLATE
安装热流道板的架板或回板
水口板
RUNNER STRIPPER PLATE
二板模中用于脱ቤተ መጻሕፍቲ ባይዱ口,又称水口推板
“A”板
指镶在上模框中的小件
下模镶件
CORE SMALL INSERT
指镶在下模框中的小件
上模镶针
CAVITY INSERT PIN
指镶在上模框中的圆形小件, 要求尽量采用标 准顶针改制
下模镶针
CORE INSERT PIN
指镶在下模框中的圆形小件, 要求尽量采用标 准顶针改制
上模仁压块
CAVITY CLAMP
直司
STRAIGHT GUIDE BUSH
无托位的导司
托边
SHOULDER GUIDE PIN
带台肩的边钉
4.2
类别
东运标准名称
解析与说明
东运附图号
或标准图号
成
型
件
上模仁
CAVITY INSERT
指镶在上模框中的最大成型件
下模仁
CORE INSERT
指镶在下模框中的最大成型件
上模镶件
CAVITY SMALL INSERT
又称热咀
(MOLD MASTER:NZDHILBA065R L=75)
热唧咀定位套
NOZZLE BUSH
热咀上与模腔接触的部分,起固定热唧咀作用
热唧咀头
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HRC60±2
HRC60±2
HRPINn
COVE Rn STBn
pull pin
pin cover Puller bolt
拉料钉
拉料钉盖板 定距拉杆2
H13
45# 45#
HRC60±2
标准和通用系列零件名称
序 号 22 23 24 25 26 27 28 29 30 31 32 33
HRC60±2
HRC60±2
34
35 36 37
COVERn
COVERn KJPn LRn HPL DIP
Cover plate
Cover plate Lock plate Location ring Hot runner retainer plate Dust isolated plate
反导柱盖板
HRC33±2 HRC50±2
HRC50±2
HRC35±2 HRC50±2
19 20 21 22
EnSPn EnDn SSn DPn
Support pillar Screw pin safety strap spindle
支撑脚 锁模片插销 锁模片 锁模片旋转销
45# 40Cr 45# 40Cr HRC33±2 HRC33±2
英文名称 heat isolated plate TOP PLATE SUPPORT PLATE CAVITY RETAINER PLATE CORE RETAINER PLATE SPACER
EJECTOR PIN RETAINER PLATE
中文名称 隔热板 上板 垫板 型腔固定板 型芯固定板 模脚 顶杆固定板 推板 底板 限位块 垃圾钉 复位杆 顶模块 支撑柱 定距导柱套 定距导柱 定距拉杆2 等高板
导套压紧块 导柱压紧块 定位圈 热流道固定 板 防尘板
45#
45# 40Cr 45# 45# HRC33±2
序号 编
码
英文名称 wear plate
中文名称 耐模板
材料 38CrMoAl
热处理 HRC38±2
标准和通用系列零件名称
12
Wn
13 14
15 16 17 18
EB LBAn
LBAn KYAn COUNn LBn
中文名称
热喷嘴 隔热垫 热嘴 加热圈 热流道板 热流道板镶件 电源插头 热电偶插头
TC
needle HOT snaps grain
thermocouple
needle hot runner system Snap spring grain plate
热电偶
阀针 热流道系统 卡环 皮纹样板
Oplug
Oil plug
中文名称 橡胶开闭器 导套盖板 导套 导柱 锁紧块(凸) 锁紧块(凹) 拉料杆 浇口套 定位销 螺钉 反导柱 反导套
材料 STD 45# 20CrMo 20CrMo 40Cr 40Cr STD STD 20CrMo STD 20CrMo Cu+C
热处理
HRC60±2 HRC60±2 HRC33±2 HRC33±2
equal block Locating block
Locating block Tapered interlock Mold shot counter Locating block
等高块 1度定位块1
1度定位块2 锥度精定位 计数器 零度定位块
40Cr H13
H13 STD STD 38CrMoAl H13
23
24
EJnMn
DPn
Accelerated ejector 曲柄(顶出)
spindle bush Support pillar gas spring 曲柄旋转销 导套 氮气弹簧垫块 氮气弹簧 氮气弹簧附件 氮气弹簧固定块 集水板 方导柱 方导柱耐磨板 方导柱垫块
2738
40Cr Cu+C 45# STD 45# 45# 45# 40Cr Cu+C 45# 发黑 HRC33±2 HRC33±2
传递力(方) P pass
传递力(圆) AP pass
固定(方) F
固定(圆) FB
导向(方) G guide
导向(圆) GB guide
锁紧 SI lock
卡紧 KJ lock
标准和通用系列零件名称
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
编 码 HIP TPL SPLn APL BPL CPLn EJRPn EJPn DPL SBn STn RPn ERODn SPn LGBn LPn STBn EBn
材料 环氧树脂 50# 50# 50# 50# 50# 50# 50# 50# 45# 45# 20CrMo 45# 45# 合金铜 20CrMo 45# 40Cr
热处理
EJECTOR PLATE BOTTOM PLATE stop pillar stop pin return pin ejector rods support pillar support pillar bush support pillar Puller bolt Pressure plate
油管接头
凸凹模系列零件名称
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 B0 B0Cn B0CnCn Bn BnCn BnCnCn CORE CORE INSERT CORE INSERT CORE CORE INSERT CORE INSERT 整体凸模 整体凸模镶件 整体凸模镶件的镶件 镶拼凸模 镶拼凸模镶件 镶拼凸模镶件的镶件 编 A0 A0Cn A0CnCn An AnCn AnCnCn 码 英文名称 CAVITY CAVITY INSERT CAVITY INSERT CAVITY CAVITY INSERT CAVITY INSERT 中文名称 整体凹模 整体凹模镶件 整体凹模镶件的镶件 镶拼凹模 镶拼凹模镶件 镶拼凹模镶件的镶件
24-1 GBn 25 26 27 28 29 30 31 32 NGSnDn NGSn
NGSnFBn cover NGSnFn WMn GPBn GPBnWn GPBnDn Retainer house water manifold block pillar Cu plate Pillow plate
编 PLKn GCn GBn GPn PBBn PBAn PPINn SPRn DPn Sn EGPn EGBn
码
英文名称 Parting lock guide bush cover guide bush guide pillar positioning block positioning block pull pin sprue dowel pin screw ejector guide pillar ejector guide bush
华威模具零件命名规则
1 .零件名称或者零件命名以代码为准,所有零件代码用英文字母大写表示.
2.在一副模具里不同零件必须有一个不同零件代码,并且零件代码在一副模具里是唯一一个代 码,代码不能重复. 3.在一副模具里完全相同零件可以是一个零件代码(在零件代码后面增加序列号,表示方法如 SL01,四件相同,序列号表示为SL01_01~04) 4. 对称零件代码是在原零件代码后面增加MI。如A01对称件A01MI。 5.互换镶件代码是在原零件代码后面增加(A;B;C;D;AB;BCD;等)如A01互换镶件件A01A 7.代码与名称不能同样代号或者同样字符。如零件代码是OTHER01名称不能是OTHER01 8. 标准件可以按照规格命名,但是要有中文名称.通用件在原有基础上做一些修改和增加. 9.其余零件按照:零件系列代码+n+功能代码+n n=001~099 零件系列代码+n 第一个n可以省略.如SLAP01 例如
中文名称
O-型圈 弹簧 机械开闭器 吊模块 吊环 日期章 回收章 气缸 油缸 氮气弹簧 限位开关 空气顶出销 氮气针 压力传感器 温度探测器 铭牌 软管 冷却棒 水管接头 水管堵头 隔水片 隔水片堵头
序号
编 码
NUT RPAD NOZZLE HW HM HMCn PPLUG TPLUG
英文名称
nut riser pad nozzle heating wire hot runner manifold hot runner manifold insert power plug thermal plug
零件系列名称区分表
零件系列 代码 英文 凸模 B core 凹模 A cavity 滑块 SL slider 斜顶 L lifter 顶出 EJ ejector 开模顺序器 SX Sequence order 行程开关配件 XC Limit switch 液压相关配件 H hydraulic 模具外围零件 E periphery 检具 j check
标准和通用系列零件名称
序号 编 码
o cs SLK LFB LFR DAT REC PCY HCY NGSn XC AIR DQZ PSE TPR LABEL HOSE CB CPLUG TSP BFB BFTP
英文名称
O-ring coil spring Ultra lock sets Lifting block Safety hoist ring Date insert Recycling insert Pneumatic cylinder Hydraulic cylinder Nitrogen gas spring Limit switch Air pin gas needle Pressure sensor Thermal detector probe label hose Cooling bar Cooling plug Taped screw plug Baffle board Taped screw plug of baffle