管道焊接记录
焊接记录表
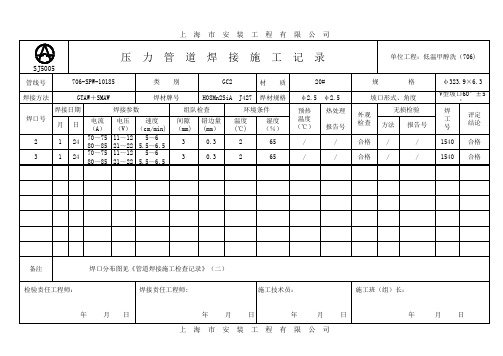
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
管道焊接检查记录
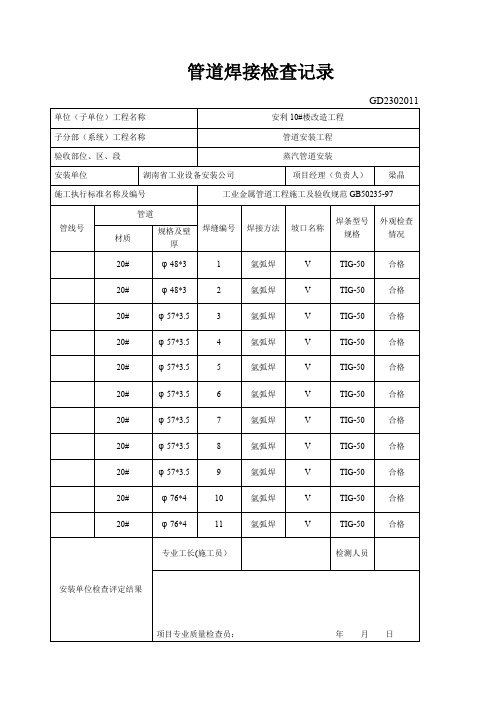
材质
规格及壁厚
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4
17
氩弧焊
V
TIG-50
合格
20#
φ76*4
18
φ89*4.5
72
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
73
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
74
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
75
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
76
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
77
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
氩弧焊
V
TIG-50
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
管道焊接工作记录

5G
GTAW
95
11
4
22
38
/
6 5096
5G
GTAW
95
11
4
22
38
/
7 5096
5G
GTAW
95
11
4
22
38
/
8 5096
5G
GTAW
95
11
4
22
38
/
9 5096
5G
GTAW
95
11
4
22
38
/
10 5096
5G
GTAW
95
11
4
22
38
/
11 5096
5G
GTAW
95
11
4
22
38
/
11
4
10 5096
5G
GTAW
95
11
4
11 5096
5G
GTAW
95
11
4
12 5096
5G
GTAW
95
11
4
13 5096
5G
GTAW
95
11
4
14 5096
5G
GTAW
95
11
4
15 5096
5G
GTAW
95
11
4
16 5096
5G
GTAW
95
11
4
φ32×3 06Cr19Ni10
环境条件
温度℃ 湿度%
管线规格/
φ57×3.5 06Cr17Ni12Mo2
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
焊接记录本体管道

序号
管线号
焊接日期 坡口
工程名称:新能凤凰(滕州)能源公司水煤浆加压汽化多联产二期空分项目 单元名称:空分界区管道 开封空分集团安装工程有限公司 焊接参数 焊材 焊前焊 电弧焊材 氩弧焊材 件检查 运弧 焊后外 焊接环 保护气 电压 电流 焊接 检查员 焊工 (包括坡口 速度 观检查 境温度 体流量 V A 层数 规格 牌号 规格 牌号 cm/min (℃) L/min 检查) 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 120 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 37 37 37 37 37 37 37 37 37 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 φ3.2 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 J422 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 φ2.5 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 H-50 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 杨鹏 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 郑来强 杜俊磊 杜俊磊 杜俊磊 杜俊磊 杜俊磊 杜俊磊 杜俊磊 杜俊磊
管道组对焊接记录

0.3
0.5
合格
2018.2.1
YG-2018-JD005
JD005-10
2.0
33
2.1
0.2
0.5
0.3
0.4
合格
2018.2.1
YG-2018-JD005
JD005-11
1.8
30
2.4
0.3
0.2
0.5
0.4
合格
2018.2.1
YG-2018-JD005
JD005-12
1.8
32
2.2
0.3
合格
施工单位
建设单位
监理单位
质检员:
检验责任师:
焊接责任师:
日期: 2018年 2 月1日
代表:
代表:
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-16
1.6
35
2
0.5
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-17
1.9
35
2
0.5
0.5YG-2018-JD005
JD005-18
1.6
35
2.4
0.5
0.5
胜利油田金岛工程安装有限责任公司
管道焊口组对记录表
JL/TS-0701-39
工程名称:采油七区天然气管线改造工程
本
清
单
一
式
三
联
第
一
联
工
艺
留
存
;
第
二
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
SH T 3503-J415-1管道焊接工作记录
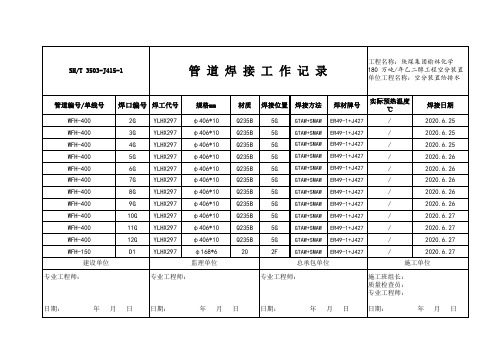
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
总承包单位
施工单位
专业工程师:
专业工程师:
日期:
年月日
日期:
年月日
专业工程师:
日期:
年月日
施工班组长: 质量检查员: 专业工程师:
日期:
年月日
SH/T 3503-J415-1 专业工程师:
管道焊接工作记录
专业工程师:
专业工程师:
管道编号/单线号 焊口编号 焊工代号
日期:
年月日
日期:
Q235B
1G
GTAW+SMAW ER49-1+J427
/
18G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
/
19
YLHX297 φ406*10
Q235B
1G
GTAW+SMAW ER49-1+J427
/
20G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
管道焊接记录

焊口号 HN-02-GZ563+019 HN-02-GZ563+019 HN-02-GZ563+019 HN-02-GZ563+019
焊接参数依据 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 焊评及作业指导书 监
2
HN-02-GZ563+020 HN-02-GZ563+020 HN-02-GZ563+020 HN-02-GZ563+020
环境条件 起止桩号 温度 27℃ 风速 6m/s GZ563—GZ563 施焊人 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 理 单 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 位 中石化河南油建工 程有限公司 施焊日期 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 2011.6.13 施工单位
环境条件 起止桩号 温度 25℃ 风速 3m/s GZ563—GZ564 施焊人 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 高建桃 理 单 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 李洋洋 位 中石化河南油建工 程有限公司 施焊日期 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 2011.6.14 施工单位
2
HN-02-GZ564+001W HN-02-GZ564+001W HN-02-GZ564+001W HN-02-GZ564+001W
2-1管道焊接记录

管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-04-16C 根焊98 正86 31 8 崔文志李传波2016.06.03填充101 正112 35 14 李常伟张红刚2016.06.03盖面114 正102 36 13 李常伟张红刚2016.06.03 2 XDTN-04-17C 根焊100 正87 32 9 崔文志李传波2016.06.03填充109 正114 36 15 李常伟张红刚2016.06.03盖面108 正106 34 12 李常伟张红刚2016.06.03 3 XDTN-04-18C 根焊98 正86 31 8 崔文志李传波2016.06.03填充102 正114 34 15 李常伟张红刚2016.06.03盖面107 正107 33 14 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-04-19C 根焊105 正72 326 崔文志李传波2016.06.03填充110 正85 33 15 李常伟张红刚2016.06.03盖面115 正103 35 12 李常伟张红刚2016.06.03 5 XDTN-04-20C 根焊100 正75 31 8 崔文志李传波2016.06.03填充105 正86 32 16 李常伟张红刚2016.06.03盖面111 正112 33 14 李常伟张红刚2016.06.03 6 XDTN-04-21C 根焊98 正86 35 7 崔文志李传波2016.06.03填充100 正105 32 16 李常伟张红刚2016.06.03盖面108 正114 34 14 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-04-22C 根焊98 正86 31 8 崔文志李传波2016.06.03填充101 正112 35 14 李常伟张红刚2016.06.03盖面114 正102 36 13 李常伟张红刚2016.06.03 8 XDTN-04-23C 根焊100 正87 32 9 崔文志李传波2016.06.03填充109 正114 36 15 李常伟张红刚2016.06.03盖面108 正106 34 12 李常伟张红刚2016.06.03 9 XDTN-04-24C 根焊98 正86 31 8 崔文志李传波2016.06.03填充102 正114 34 15 李常伟张红刚2016.06.03盖面107 正107 33 14 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期10 XDTN-04-25C 根焊100 正75 31 8 崔文志李传波2016.06.03填充105 正86 32 16 李常伟张红刚2016.06.03盖面111 正112 33 14 李常伟张红刚2016.06.03 11 XDTN-04-26C 根焊98 正86 35 7 崔文志李传波2016.06.03填充100 正105 32 16 李常伟张红刚2016.06.03盖面108 正114 34 14 李常伟张红刚2016.06.03 12 XDTN-04-27C 根焊96 正83 31 8 崔文志李传波2016.06.03填充102 正105 35 15 李常伟张红刚2016.06.03盖面110 正103 34 13 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期13 XDTN-04-28C 根焊98 正86 31 8 崔文志李传波2016.06.03填充101 正112 35 14 李常伟张红刚2016.06.03盖面114 正102 36 13 李常伟张红刚2016.06.03 14 XDTN-04-29C 根焊100 正87 32 9 崔文志李传波2016.06.03填充109 正114 36 15 李常伟张红刚2016.06.03盖面108 正106 34 12 李常伟张红刚2016.06.03 15 XDTN-04-30C 根焊98 正86 31 8 崔文志李传波2016.06.03填充102 正114 34 15 李常伟张红刚2016.06.03盖面107 正107 33 14 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期16 XDTN-04-31C 根焊98 正86 31 8 崔文志李传波2016.06.03填充101 正112 35 14 李常伟张红刚2016.06.03盖面114 正102 36 13 李常伟张红刚2016.06.03施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-03-79C 根焊98 正86 31 8 崔文志李传波2016.06.05填充101 正112 35 14 李常伟张红刚2016.06.05盖面114 正102 36 13 李常伟张红刚2016.06.05 2 XDTN-03-80C 根焊100 正87 32 9 崔文志李传波2016.06.05填充109 正114 36 15 李常伟张红刚2016.06.05盖面108 正106 34 12 李常伟张红刚2016.06.05 3 XDTN-03-81C 根焊98 正86 31 8 崔文志李传波2016.06.05填充102 正114 34 15 李常伟张红刚2016.06.05盖面107 正107 33 14 李常伟张红刚2016.06.05施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-03-82C 根焊101 正76 31 10 崔文志李传波2016.06.05填充105 正114 32 16 李常伟张红刚2016.06.05盖面111 正109 35 14 李常伟张红刚2016.06.05 5 XDTN-03-83C 根焊100 正76 32 9 崔文志李传波2016.06.05填充101 正105 31 17 李常伟张红刚2016.06.05盖面109 正102 33 15 李常伟张红刚2016.06.05 6 XDTN-04-01C 根焊99 正84 35 8 崔文志李传波2016.06.05填充100 正112 32 16 李常伟张红刚2016.06.05盖面105 正104 36 14 李常伟张红刚2016.06.05施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+774-K04+360序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-04-02C 根焊101 正76 31 10 崔文志李传波2016.06.05填充105 正114 32 16 李常伟张红刚2016.06.05盖面111 正109 35 14 李常伟张红刚2016.06.05 8 XDTN-04-03C 根焊100 正76 32 9 崔文志李传波2016.06.05填充101 正105 31 17 李常伟张红刚2016.06.05盖面109 正102 33 15 李常伟张红刚2016.06.05施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+180序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-003-15CL 根焊101 正76 31 10 崔文志李传波2016.06.05填充105 正114 32 16 李常伟张红刚2016.06.05盖面111 正109 35 14 李常伟张红刚2016.06.05施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+980-K03+000序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-02-83 根焊101 正76 31 10 崔文志李传波2016.06.06填充105 正114 32 16 李常伟张红刚2016.06.06盖面111 正109 35 14 李常伟张红刚2016.06.06 2 XDTN-02-84 根焊100 正76 32 9 崔文志李传波2016.06.06填充101 正105 31 17 李常伟张红刚2016.06.06盖面109 正102 33 15 李常伟张红刚2016.06.06 3 XDTN-03-01 根焊99 正84 35 8 崔文志李传波2016.06.06填充100 正112 32 16 李常伟张红刚2016.06.06盖面105 正104 36 14 李常伟张红刚2016.06.06施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+980-K03+000序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-03-02 根焊101 正76 31 10 崔文志李传波2016.06.06填充105 正114 32 16 李常伟张红刚2016.06.06盖面111 正109 35 14 李常伟张红刚2016.06.06施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+980-K03+000序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-03-73 根焊101 正76 31 10 崔文志李传波2016.06.06填充105 正114 32 16 李常伟张红刚2016.06.06盖面111 正109 35 14 李常伟张红刚2016.06.06 2 XDTN-03-74 根焊100 正76 32 9 崔文志李传波2016.06.06填充101 正105 31 17 李常伟张红刚2016.06.06盖面109 正102 33 15 李常伟张红刚2016.06.06 3 XDTN-03-75 根焊99 正84 35 8 崔文志李传波2016.06.06填充100 正112 32 16 李常伟张红刚2016.06.06盖面105 正104 36 14 李常伟张红刚2016.06.06施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+980-K03+000序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-03-76 根焊101 正76 31 10 崔文志李传波2016.06.06填充105 正114 32 16 李常伟张红刚2016.06.06盖面111 正109 35 14 李常伟张红刚2016.06.06 5 XDTN-03-77 根焊100 正76 32 9 崔文志李传波2016.06.06填充101 正105 31 17 李常伟张红刚2016.06.06盖面109 正102 33 15 李常伟张红刚2016.06.06 6 XDTN-03-78 根焊99 正84 35 8 崔文志李传波2016.06.06填充100 正112 32 16 李常伟张红刚2016.06.06盖面105 正104 36 14 李常伟张红刚2016.06.06施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+060-K04+200序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-04-05C 根焊97 正83 31 9 崔文志李传波2016.06.07填充101 正110 35 16 李常伟张红刚2016.06.07盖面109 正109 34 14 李常伟张红刚2016.06.07 2 XDTN-04-06C 根焊99 正85 36 9 崔文志李传波2016.06.07填充104 正114 34 14 李常伟张红刚2016.06.07盖面109 正106 36 13 李常伟张红刚2016.06.07 3 XDTN-04-07C 根焊100 正86 31 9 崔文志李传波2016.06.07填充104 正114 34 16 李常伟张红刚2016.06.07盖面111 正106 32 14 李常伟张红刚2016.06.07施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+060-K04+200序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-04-08C 根焊100 正75 31 8 崔文志李传波2016.06.07填充110 正102 32 14 李常伟张红刚2016.06.07盖面108 正113 35 12 李常伟张红刚2016.06.07 5 XDTN-04-09C 根焊101 正79 32 8 崔文志李传波2016.06.07填充105 正114 34 16 李常伟张红刚2016.06.07盖面109 正109 33 14 李常伟张红刚2016.06.07 6 XDTN-04-10C 根焊99 正86 34 9 崔文志李传波2016.06.07填充102 正111 33 15 李常伟张红刚2016.06.07盖面107 正108 34 13 李常伟张红刚2016.06.07施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+060-K04+200序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-04-11C 根焊100 正75 31 8 崔文志李传波2016.06.07填充110 正102 32 14 李常伟张红刚2016.06.07盖面108 正113 35 12 李常伟张红刚2016.06.07 8 XDTN-04-12C 根焊101 正79 32 8 崔文志李传波2016.06.07填充105 正114 34 16 李常伟张红刚2016.06.07盖面109 正109 33 14 李常伟张红刚2016.06.07 9 XDTN-04-13C 根焊99 正86 34 9 崔文志李传波2016.06.07填充102 正111 33 15 李常伟张红刚2016.06.07盖面107 正108 34 13 李常伟张红刚2016.06.07施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+060-K04+200序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期10 XDTN-04-14C 根焊99 正86 34 9 崔文志李传波2016.06.07填充102 正111 33 15 李常伟张红刚2016.06.07盖面107 正108 34 13 李常伟张红刚2016.06.07 11 XDTN-04-15C 根焊101 正79 32 8 崔文志李传波2016.06.07填充105 正114 34 16 李常伟张红刚2016.06.07盖面109 正109 33 14 李常伟张红刚2016.06.07施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+770-K03+860序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-03-65C 根焊100 正75 31 8 崔文志李传波2016.06.08填充110 正102 32 14 李常伟张红刚2016.06.08盖面108 正113 35 12 李常伟张红刚2016.06.08 2 XDTN-03-66C 根焊101 正79 32 8 崔文志李传波2016.06.08填充105 正114 34 16 李常伟张红刚2016.06.08盖面109 正109 33 14 李常伟张红刚2016.06.08 3 XDTN-03-67C 根焊99 正86 34 9 崔文志李传波2016.06.08填充102 正111 33 15 李常伟张红刚2016.06.08盖面107 正108 34 13 李常伟张红刚2016.06.08施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+770-K03+860序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-03-68C 根焊100 正75 31 8 崔文志李传波2016.06.08填充110 正102 32 14 李常伟张红刚2016.06.08盖面108 正113 35 12 李常伟张红刚2016.06.08 5 XDTN-03-69C 根焊101 正79 32 8 崔文志李传波2016.06.08填充105 正114 34 16 李常伟张红刚2016.06.08盖面109 正109 33 14 李常伟张红刚2016.06.08 6 XDTN-03-70C 根焊99 正86 34 9 崔文志李传波2016.06.08填充102 正111 33 15 李常伟张红刚2016.06.08盖面107 正108 34 13 李常伟张红刚2016.06.08施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+770-K03+860序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-03-71C 根焊101 正79 32 8 崔文志李传波2016.06.08填充105 正114 34 16 李常伟张红刚2016.06.08盖面109 正109 33 14 李常伟张红刚2016.06.08 8 XDTN-03-72C 根焊99 正86 34 9 崔文志李传波2016.06.08填充102 正111 33 15 李常伟张红刚2016.06.08盖面107 正108 34 13 李常伟张红刚2016.06.08施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+000序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-04-04+1C 根焊100 正75 31 8 崔文志李传波2016.06.08填充110 正102 32 14 李常伟张红刚2016.06.08盖面108 正113 35 12 李常伟张红刚2016.06.08 2 XDTN-04-04+2C 根焊101 正79 32 8 崔文志李传波2016.06.08填充105 正114 34 16 李常伟张红刚2016.06.08盖面109 正109 33 14 李常伟张红刚2016.06.08 3 XDTN-04-04+3C 根焊99 正86 34 9 崔文志李传波2016.06.08填充102 正111 33 15 李常伟张红刚2016.06.08盖面107 正108 34 13 李常伟张红刚2016.06.08施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+500-K02+580序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-02-42 根焊100 正75 31 8 崔文志李传波2016.06.09填充110 正102 32 14 李常伟张红刚2016.06.09盖面108 正113 35 12 李常伟张红刚2016.06.09 2 XDTN-02-43 根焊101 正79 32 8 崔文志李传波2016.06.09填充105 正114 34 16 李常伟张红刚2016.06.09盖面109 正109 33 14 李常伟张红刚2016.06.09 3 XDTN-02-44 根焊99 正86 34 9 崔文志李传波2016.06.09填充102 正111 33 15 李常伟张红刚2016.06.09盖面107 正108 34 13 李常伟张红刚2016.06.09施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+500-K02+580序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-02-45 根焊100 正75 31 8 崔文志李传波2016.06.09填充110 正102 32 14 李常伟张红刚2016.06.09盖面108 正113 35 12 李常伟张红刚2016.06.09 5 XDTN-02-46 根焊101 正79 32 8 崔文志李传波2016.06.09填充105 正114 34 16 李常伟张红刚2016.06.09盖面109 正109 33 14 李常伟张红刚2016.06.09 6 XDTN-02-47L 根焊99 正86 34 9 崔文志李传波2016.06.09填充102 正111 33 15 李常伟张红刚2016.06.09盖面107 正108 34 13 李常伟张红刚2016.06.09施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+500-K02+580序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-02-48 根焊100 正75 31 8 崔文志李传波2016.06.09填充110 正102 32 14 李常伟张红刚2016.06.09盖面108 正113 35 12 李常伟张红刚2016.06.09 8 XDTN-02-49 根焊101 正79 32 8 崔文志李传波2016.06.09填充105 正114 34 16 李常伟张红刚2016.06.09盖面109 正109 33 14 李常伟张红刚2016.06.09施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+550序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-02-46 根焊100 正75 31 8 崔文志李传波2016.06.10填充110 正102 32 14 李常伟张红刚2016.06.10盖面108 正113 35 12 李常伟张红刚2016.06.10 2 XDTN-02-47L 根焊101 正79 32 8 崔文志李传波2016.06.10填充105 正114 34 16 李常伟张红刚2016.06.10盖面109 正109 33 14 李常伟张红刚2016.06.10施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+600-K02+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-02-53 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11 2 XDTN-02-54 根焊100 正87 32 9 崔文志李传波2016.06.11填充109 正114 36 15 李常伟张红刚2016.06.11盖面108 正106 34 12 李常伟张红刚2016.06.11 3 XDTN-02-55 根焊98 正86 31 8 崔文志李传波2016.06.11填充102 正114 34 15 李常伟张红刚2016.06.11盖面107 正107 33 14 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+600-K02+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-02-56 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11 5 XDTN-02-57 根焊100 正87 32 9 崔文志李传波2016.06.11填充109 正114 36 15 李常伟张红刚2016.06.11盖面108 正106 34 12 李常伟张红刚2016.06.11 6 XDTN-02-58 根焊98 正86 31 8 崔文志李传波2016.06.11填充102 正114 34 15 李常伟张红刚2016.06.11盖面107 正107 33 14 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+600-K02+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-02-59 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11 8 XDTN-02-60 根焊100 正87 32 9 崔文志李传波2016.06.11填充109 正114 36 15 李常伟张红刚2016.06.11盖面108 正106 34 12 李常伟张红刚2016.06.11 9 XDTN-02-61 根焊98 正86 31 8 崔文志李传波2016.06.11填充102 正114 34 15 李常伟张红刚2016.06.11盖面107 正107 33 14 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+600-K02+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期10 XDTN-02-62 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11 11 XDTN-02-63 根焊100 正87 32 9 崔文志李传波2016.06.11填充109 正114 36 15 李常伟张红刚2016.06.11盖面108 正106 34 12 李常伟张红刚2016.06.11 12 XDTN-02-64 根焊98 正86 31 8 崔文志李传波2016.06.11填充102 正114 34 15 李常伟张红刚2016.06.11盖面107 正107 33 14 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+600-K02+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期13 XDTN-02-65 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K04+050序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-04-04CL 根焊98 正86 31 8 崔文志李传波2016.06.11填充101 正112 35 14 李常伟张红刚2016.06.11盖面114 正102 36 13 李常伟张红刚2016.06.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+780-K02+890序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-02-74 根焊98 正86 31 8 崔文志李传波2016.06.12填充101 正112 35 14 李常伟张红刚2016.06.12盖面114 正102 36 13 李常伟张红刚2016.06.12 2 XDTN-02-75 根焊100 正87 32 9 崔文志李传波2016.06.12填充109 正114 36 15 李常伟张红刚2016.06.12盖面108 正106 34 12 李常伟张红刚2016.06.12 3 XDTN-02-76 根焊98 正86 31 8 崔文志李传波2016.06.12填充102 正114 34 15 李常伟张红刚2016.06.12盖面107 正107 33 14 李常伟张红刚2016.06.12施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+780-K02+890序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-02-77 根焊98 正86 31 8 崔文志李传波2016.06.12填充101 正112 35 14 李常伟张红刚2016.06.12盖面114 正102 36 13 李常伟张红刚2016.06.12 5 XDTN-02-78 根焊100 正87 32 9 崔文志李传波2016.06.12填充109 正114 36 15 李常伟张红刚2016.06.12盖面108 正106 34 12 李常伟张红刚2016.06.12 6 XDTN-02-79 根焊98 正86 31 8 崔文志李传波2016.06.12填充102 正114 34 15 李常伟张红刚2016.06.12盖面107 正107 33 14 李常伟张红刚2016.06.12施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K02+780-K02+890序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期7 XDTN-02-80 根焊98 正86 31 8 崔文志李传波2016.06.12填充101 正112 35 14 李常伟张红刚2016.06.12盖面114 正102 36 13 李常伟张红刚2016.06.12 8 XDTN-02-81 根焊100 正87 32 9 崔文志李传波2016.06.12填充109 正114 36 15 李常伟张红刚2016.06.12盖面108 正106 34 12 李常伟张红刚2016.06.12施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-03-65+3 根焊98 正86 31 8 崔文志李传波2016.06.13填充101 正112 35 14 李常伟张红刚2016.06.13盖面114 正102 36 13 李常伟张红刚2016.06.13 2 XDTN-03-65+4 根焊100 正87 32 9 崔文志李传波2016.06.13填充109 正114 36 15 李常伟张红刚2016.06.13盖面108 正106 34 12 李常伟张红刚2016.06.13 3 XDTN-03-65+5 根焊98 正86 31 8 崔文志李传波2016.06.13填充102 正114 34 15 李常伟张红刚2016.06.13盖面107 正107 33 14 李常伟张红刚2016.06.13施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+780序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期4 XDTN-03-65+6 根焊98 正86 31 8 崔文志李传波2016.06.13填充101 正112 35 14 李常伟张红刚2016.06.13盖面114 正102 36 13 李常伟张红刚2016.06.13施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊接记录单位工程名称襄阳华润燃气有限公司东津东内环(调压站-南内环)次高压管线工程安装位置K03+670序号焊口号焊接层次预热温度(℃)电流极性电流(A) 电压(V)焊接速度(㎝/㏕)施焊人施焊日期1 XDTN-03-56 根焊98 正86 31 8 崔文志李传波2016.06.13填充101 正112 35 14 李常伟张红刚2016.06.13盖面114 正102 36 13 李常伟张红刚2016.06.13 2 XDTN-03-57 根焊100 正87 32 9 崔文志李传波2016.06.13填充109 正114 36 15 李常伟张红刚2016.06.13盖面108 正106 34 12 李常伟张红刚2016.06.13施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日。
管道焊接工作记录
φ114×4
20#
PWGH-D114×4-3
J427
1684
SMAW
排污去干化池线
φ114×4
20#
PWGH-D114×4-4
J427
469
SMAW
排污去干化池线
φ114×4
20#
PWGH-D114×4-5
J427
1818
SMAW
班(组)长:
2013年8月13日
项目技术负责人
年月日
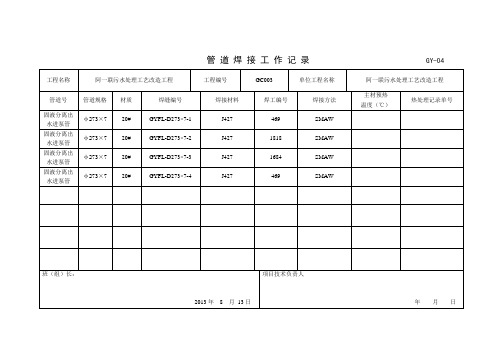
管道焊接工作记录GY-04
工程编号
GC003
单位工程名称
阿一联污水处理工艺改造工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
排污伴热线
φ60×3.5
20#
PWBR-D60×3.5-13
J427
469
SMAW
排污伴热线
φ60×3.5
20#
PWBR-D60×3.5-14
J427
1684
SMAW
J427
1684
SMAW
固液分离出水进泵管
φ273×7
20#
GYFL-D273×7-7
J427
469
SMAW
固液分离出水进泵管
φ273×7
20#
GYFL-D273×7-8
J427
1818
SMAW
班(组)长:
2013年8月14日
项目技术负责人
年月日
管道焊接工作记录GY-04
工程名称
阿一联污水处理工艺改造工程
J427
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号 GA-1001加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号1 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -2 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -3 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -4 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -5 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -6 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -7 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -8G 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - 2017-YX-LHSH-RT-0019 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - 2017-YX-LHSH-RT-00110 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -11 151X 2017/5/14 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - - 注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号 GA-1001加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号12 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -13 151X 2017/5/15 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -14 151X 2017/5/16 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -15 151X 2017/5/16 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -16G 151X 2017/5/16 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - - 17D 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 18S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 19S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 20S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 21S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 22S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - -注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号GA-1001 加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号23S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 24S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 25S 151X 2017/5/16 20# Φ27×4 氩弧焊CHG-S5 - - - - - 以下空白注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号 GA-1002加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号1 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -2 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -3 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -4 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -5 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -6 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -7G 151X 2017/5/19 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - 2017-YX-LHSH-RT-002 8D 151X 2017/5/19 20# Φ48×5 氩弧焊CHG-S5 - - - - - 9S 151X 2017/5/19 20# Φ48×5 氩弧焊CHG-S5 - - - - - 10S 151X 2017/5/19 20# Φ48×5 氩弧焊CHG-S5 - - - - - 以下空白注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号GA-1003 加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号1 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -2G 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -3 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -4G 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - 2017-YX-LHSH-RT-0035 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -6 151X 2017/5/21 20# Φ114×6 氩电联焊CHG-S5/J427 - - - - -7D 151X 2017/5/21 20# Φ48×5 氩弧焊CHG-S5 - - - - - 8S 151X 2017/5/21 20# Φ48×5 氩弧焊CHG-S5 - - - - -9S 151X 2017/5/21 20# Φ48×5 氩弧焊CHG-S5 - - - - - 以下空白注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日辽河石化15万吨/年催化轻汽油醚化项目19#罐区改造工程压力管道焊接检查记录Q/SY 1476--2012SY03- E006单项工程15万吨/年催化轻汽油醚化项目19#罐区改造工程单项工程编号MHGQ-2016单位工程工艺管道安装工程单位工程编号MHGQ-2016-05 管线号GA-1004 加热方法-焊缝编号焊工代号焊接日期材质规格焊接方法焊接材料预热温度(℃)层间温度(℃)后热温度(℃)线能量(kJ/cm)无损检测报告编号1 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -2 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -3 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -4 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -5G 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -6 1858 2017/5/15 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -7 1858 2017/5/8 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -8 1858 2017/5/8 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -9 1858 2017/5/8 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -10 1858 2017/5/8 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - -11 1858 2017/5/23 20# Φ356×8 氩电联焊CHG-S5/J427 - - - - - 注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”、与管子焊接的支吊架焊缝加“SP”;2、焊工编号与SY01-010登记内容一致。