生产工艺流程教材
《轧材的种类及其生产工艺流程》课件

轧制生产工艺过程及其制定
钢锭→清理→加热→轧制→切断 →缓冷→退火→酸洗→检查清理 锻造→缓冷→酸洗→清理→加热→轧制→切断
4.2 拟订有色金属轧材生产工艺过程举例
紫铜板带的特性: 塑性好,变形抗力低,表面以划伤,变形后各向异性明显,
易氧化,导电导热性好; 对表面质量,板形质量,尺寸精度及组织性能要求较高。
拉拔等多种方法生产。批量小,生产灵活。 以板带为主,板带采用成卷生产和成块生产方式。
轧制生产工艺过程及其制定
轧制生产工艺过程:由锭或坯轧制成符合技术要求的轧材的一 系列加工工序的组合成为轧制生产工艺过程。 1轧材产品标准和技术要求 技术要求:为了满足使用上的需要而对轧材提出的在规格和技 术性能等方面的要求。
轧制生产工艺过程及其制定
3.4 钢材的轧后冷却与精整 不同的冷却速度,可以获得不同的组织,因而可以获得不同的性能。 冷却过程中可能出现的缺陷:冷却裂纹、白点。 冷却方式:水冷、空冷、堆冷、缓冷 精整:切断、矫直等
3.5 钢材的质量检查 熔炼检查、轧钢工艺过程检查、成品检查。 各种检查可依照标准规定执行。
轧制生产工艺过程及其制定
2金属与合金的加工特性 2.4摩擦系数 合金钢>碳钢;Cr、Al、Si使氧化皮变粘,摩擦系数增加 2.5相图状态 影响到组织结构。无相变钢不能淬火强化,加热时易过热。 2.6淬硬性 裂纹敏感性。 2.7对某些缺陷的敏感性 碳钢比合金钢更易过热,高碳钢易脱碳。合金元素含量在8%左 右的钢易出现白点。
响钢的组织性能,同时轧制速度改变摩擦系数,也发生变化,从而影响钢材 的尺寸精度。
轧制生产工艺过程及其制定
3.3 钢的轧制 合金钢的锻造开坯:对塑性较差、初生脆性晶壳及柱状晶比较严重时采用,也
精选瓦楞纸箱工艺流程教材

3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
40
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
单面瓦楞纸
单瓦楞纸板(三层)
双瓦楞纸板(五层)
18
2.1.5瓦楞纸板的压线类型和特点
➢ 凹凸压线(推荐使用此压线类型) 易成型,不易爆线,但不适合满版印刷 ➢ 尖尖压线(对角压线) ➢ 平面压线(铁板压线) 不易成型,容易爆线,适合满版印刷
19
2.2印刷机---主要实现在纸板上印上内容
20
31
2.6.1、A1纸箱尺寸设计
a=c
d=b-3mm(3mm为1/2开槽宽度)
搭接舌一般钉箱35mm以上,粘箱30mm以上。
e=1/2(b+瓦楞修正值)
B/BE楞=1-2mm,C/A楞=3-4mm,BC/AB楞=5-6mm
注:所有尺寸为压线到压 线距离
a
b
c
d
e
f
32
2.6.1、A1纸箱尺寸设计
11
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
12
钢厂各个车间生产工艺(图片)教材

2020/7/19
14
热镀锌
热镀锌生产线是一条连续性生产线,酸洗冷轧后钢卷进入本生产线经过焊接、清洗及退火之后进入 锌锅镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧制和张力平整,最后再依不同需 求实施后处理和涂油作业。
2020/7/19
15
调质
1. 改变退火后钢卷的机械性能,并消除屈服伸长。 2. 改善钢卷表面粗糙度。 3. 修正入口钢卷的不良板形。
5
烧结
烧结作业是将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经有布料系统加入烧结机,由点火炉点 燃细焦炭,经由抽气风车抽风炼铁 水的主要原料
2020/7/19
6
高炉
高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再陆下部鼓风嘴鼓入高温热风,产生还 原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁过程
连续铸造作业是将钢液转变成钢胚的过程。上游处理完成的钢液,以盛钢桶运送到转台,经由钢液分 配器分成数股,分别注入特定形状的铸模内,开始冷却凝固成型,生成外为凝固壳,内为钢液的铸胚, 接着铸胚被引拨到弧状铸道中,经二次冷却继续凝固到完全凝固。
2020/7/19
9
热轧
热轧厂是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧最后 一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用 户的不同需求,供给不同下工序进行后续加工或直接出售。
2020/7/19
7
转炉
炼钢厂先将铁水送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次 精炼处理站(RH真空脱气处理站、吹氩处理站、 VOD真空吹氧脱碳处理站等)进行各种处理,调整 钢液成份,最后送大钢胚或扁钢胚连续铸造机,浇铸成红热钢胚半成品。
高速线材生产工艺技术教材课件

详细描述
04
高速线材生产质量控制
Chapter
03
生产环境控制
保持生产环境的清洁、卫生,防止灰尘、杂物等对产品质量的影响。
01
工艺参数控制
严格控制各项工艺参数,如温度、压力、时间等,确保生产过程的稳定性和产品质量的一致性。
02
设备维护与保养
定期对生产设备进行维护和保养,确保设备正常运行,延长设备使用寿命。
详细描述
连铸连轧设备将连续铸造和轧制工艺相结合,实现了从熔炼到成品的连续生产。这种设备具有高生产效率、低能耗、高成品质量等优点,是现代高速线材生产的重要发展方向。
总结词
热处理设备用于对高速线材进行加热、冷却等处理,以改善其机械性能和表面质量。
热处理设备通常包括加热炉、冷却装置、热处理介质等。通过合理的热处理工艺,可以改变高速线材的内部组织结构,提高其强度、韧性、耐腐蚀性等性能,以满足不同领域的需求。
循环经济
节能减排技术
感谢观看
THANKS
热处理技术是高速线材生产中的重要环节,通过合理的热处理工艺,可以调整线材的显微组织和机械性能,提高线材的综合性能。
总结词
热处理技术包括淬火、回火、退火等工艺,通过控制加热、保温和冷却等参数,实现对线材显微组织和机械性能的精确调控。合理的热处理工艺可以提高线材的强度、韧性、耐腐蚀性等性能,满足不同领域的需求。
高速线材生产发展趋势与展望
Chapter
采用先进的连铸工艺,提高钢水收得率和连铸坯质量,降低能耗和生产成本。
高效连铸技术
轧制新工艺
合金化技术
研究开发新的轧制工艺,如高速轧制、低温轧制等,提高线材产品的尺寸精度和表面质量。
通过添加合金元素,改善线材产品的机械性能和耐腐蚀性能,满足不同领域的需求。
调味料生产工艺流程教材PPT

第二章 粉包生产工艺
一 配料
配料员按配方要求准确称取原料,否则会影响原料原有 的色、香、味、形。
二 预混合
对风味影响大、添加量小的原料应首先预混合,把各种微 量原料按一定比例进行混合,这样混合均匀、分散性能好。
2、填充系统:由下料嘴和回吸构成。 3、切割系统:为了顾客食用方便,使用锯齿形切刀进行
切割。
4、对包装效果的检查: a 包膜图案清晰、正确; b 纵横封平整无折皱; c 用力分别从一端使劲挤压,无漏料迹象; d 检查测试压力:瞬时压力大于120kg,持久压力大于
75kg为压力合格,
六 成品入库
5.太阳和其他恒星绕着银河系的运动 ,以及 银河系 绕着其 局部星 系团的 运动也 是混沌 的。我 们观测 到,其 他星系 正离开 我们运 动而去 ,而且 它们离 开我们 越远, 就离开 得越快 。这意 味着我 们周围 的宇宙 正在膨 胀:不 同星系 间的距 离随时 间而增 加。
6.中国这块大地上,存在过许多民族 。这许 多民族 ,不管 是共时 态存在 还是历 时态存 在,均 可以寻 到某种 内在的 关系。 族与族 之间的 关系有 两种: 一为血 缘性; 另为社 会性。 民族之 间不只 是存在 着血缘 性的关 系,也 还存在 社会性 的关系 ,其中 最主要 是文化 关系。
四 Байду номын сангаас冻
炒制好的酱料由管道输送至冷冻缸,由于此时的酱料温度 过高不利于包装,所以需要在冷冻缸内冷冻至适宜的温度, (一般T≥40℃)并使酱料达到粘稠的半流体状态再进行包装。 冷冻缸利用减速装置来控制搅拌快慢,一般为45转/分, 而且每次冷冻的酱料不能超过700kg。
焦化装置主要工艺流程教材(PPT 45页)
第三部分 焦化装置主要工艺流程
来自硫铵工段煤气 洗苯塔
含 苯 富 油 煤气 管式炉
回焦炉加热
外供
粗苯贮槽
粗苯
分缩器
冷却器
油水分离
粗苯 萘油
脱苯塔
分离水 至鼓冷工段机械化氨水分离槽
38
第三部分 焦化装置主要工艺流程
洗苯塔
终冷塔
39
第三部分 焦化装置主要工艺流程
管 式 加 热 炉
二、四系粉碎机5台 型号PFCK1825,生产能力550t/h。
型号PFCK1825 ,生产能力
粉碎机
14
第三部分 焦化装置主要工艺流程
7)配煤仓室 一系配煤槽8个、容积600立方米 二系配煤槽8个、容积1000立方米 四系配煤槽12个、容积1000立方米
第三部分 焦化装置主要工艺流程
6、备煤系统主要技术指标含义
5、主要技术指标
1)推焦时间:指推焦杆接触焦饼开始滑动的时间。 2)推焦电流:指焦饼开始滑动的电流。 3)装煤时间:托煤扳开始滑动的时间。 4)装煤电流:托煤扳开始滑动的电流。 5)周转时间:指结焦时间加上推焦装煤的操作时间。 6)焦化厂常用的推焦串序有:“9—2”“5—2“2—
1”等,我厂一系使用9-2串序,其他系统使用5-2 串序。 9)划推结焦焦计时划间系规数定K结1标焦志时各间班相推吻焦合计的划情表况中各炭化室计 10焦)时推间焦相执吻行合系的数情K2标况志,各一班般实故际障推停焦机时时间间与的计统划计推 以影响K2系数为基准。 11焦)时推间焦总方系面数的K管3,理用水以平评,价K3炼=K焦1×系K2统在遵守规定结 27
脱硫来的煤气经预热后,进入饱和器, 其中,氨被吸收形成硫酸氨,煤气由饱和器的 中央气管经泡沫伞穿过母液层而出,由饱和器 经除酸捕雾器分离出携带液滴后,去粗苯工段。
手机生产装配工艺流程培训教材

03
手机零部件识别与检验
手机主要零部件介绍
显示屏:用于显示图像和 操作界面
电池:为手机提供电能, 确保其正常工作
音频组件:包括扬声器、 麦克风等,用于音频输入
和输出
手机主板:手机的核心 部件,承载各种功能模
块
摄像头:拍摄照片和视 频的关键部件
存储器:用于存储数据 和应用程序
按键和接口:控制手机 操作和数据传输的部件
零部件检验标准和方法
零部件外观检验: 检查零部件表面 是否平整、光滑, 无明显划痕、磕 碰等缺陷
零部件尺寸检验: 测量零部件的长 度、宽度、高度 等关键尺寸,确 保符合设计要求
零部件性能检验: 对零部件进行功 能测试,确保各 项功能正常工作
零部件材料检验: 检查零部件的材 料是否符合设计 要求,如塑料件 应无气泡、裂纹 等缺陷
确保产品质量和性能 单击此处输入你的正文,请阐述观点
推动行业技术创新和发展 单击此处输入你的正文,请阐述观点
装配工艺涉及多个领域和技能 单击此处输入你的正文,请阐述观点
提高生产效率,降低成本 单击此处输入你的正文,请阐述观点
增强企业竞争力,赢得市场份额 单击此处输入你的正文,请阐述观点
手机装配工艺流程简介
单击此处添加正文,文字是您思想的提炼, 请尽量言简意赅,单击此处添加正文;
故障排除与维修方法
常见故障类型及原因分析 故障排除方法及步骤 维修工具与设备使用指南 注意事项与安全操作规范
05
装配流程与操作规范
手机总装流程图解
手机总装流程概述:简要介绍手机总装流程的各 个环节和操作规范。
手机总装流程图解:通过详细的流程图展示手 机总装的各个步骤,包括零件的准备、组装、 测试等环节。
电阻基础知识第三讲生产工艺
第三讲生产工艺本讲概要☐工艺流程☐关键工序☐其它工序要求1 工艺流程主要介绍本公司PR、KNP、RGC、RSF、RXG四种电阻器和LGA电感、空心电感、变压器的工艺流程。
1.1 PR型瓷壳电阻器工艺流程瓷壳电阻在国外一般称为水泥电阻,其英文名称是“Cement Resistors”。
按其芯体结构来分有金属氧化膜、玻璃纤维、瓷棒三种形式。
由于结构不同,生产工艺也有所不同。
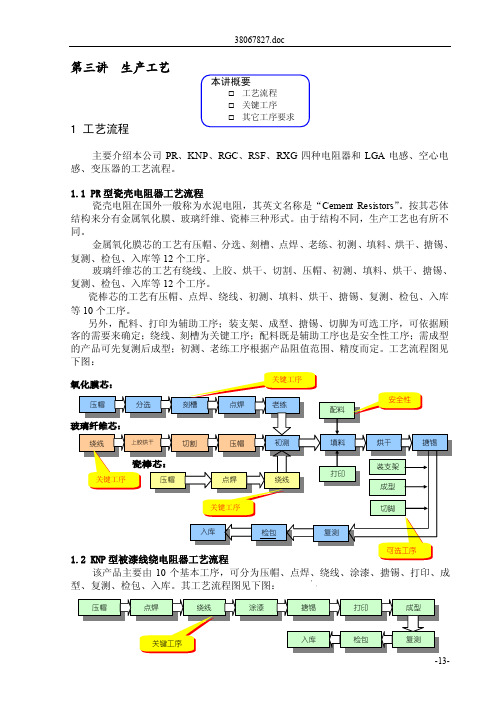
金属氧化膜芯的工艺有压帽、分选、刻槽、点焊、老练、初测、填料、烘干、搪锡、复测、检包、入库等12个工序。
玻璃纤维芯的工艺有绕线、上胶、烘干、切割、压帽、初测、填料、烘干、搪锡、复测、检包、入库等12个工序。
瓷棒芯的工艺有压帽、点焊、绕线、初测、填料、烘干、搪锡、复测、检包、入库等10个工序。
另外,配料、打印为辅助工序;装支架、成型、搪锡、切脚为可选工序,可依据顾客的需要来确定;绕线、刻槽为关键工序;配料既是辅助工序也是安全性工序;需成型的产品可先复测后成型;初测、老练工序根据产品阻值范围、精度而定。
工艺流程图见下图:该产品主要由10个基本工序,可分为压帽、点焊、绕线、涂漆、搪锡、打印、成型、复测、检包、入库。
其工艺流程图见下图:KNS型生产工艺与KNP型类似,仅缺少点焊、搪锡工序。
1.3 RGC金属平板式无感电阻器工艺流程该产品主要由10个基本工序,可分为冲片、熔焊、拉片、初测、填料、烘干、搪锡、切脚、整型、复测、检包、入库。
其中熔焊是关键工序,填料、打印是辅助工序,配料1.4 RSF氧化膜电阻器工艺流程该产品主要由11个基本工序,可分为沉膜、专检、压帽、分选、刻槽、点焊、涂漆、其中刻槽为关键工序,涂漆工序中包含配漆、老练、涂色漆、上色环、烘干、复测等工序。
老练、复测有时要根据阻值范围而定。
1.5 RXG大功率线绕电阻器工艺流程该产品主要由11个基本工序,可分为装卡环、绕线、初测、焊接、涂漆、烘干、装支架、打印、复测、检包、入库。
粘胶纤维工艺学..教学教材

三、原液车间工段及工序介绍
粘胶纤维原液车间主要分浸压粉段、制胶 熟成段和公用工程部分。
(一)浸压粉段工序介绍
1、混粕的目的:减少或消除浆粕质量差异造成的影响, 使生产工艺稳定、连续、正常,混粕越均匀质量越稳定。
2、浸渍: (1)浸渍:浆粕在18%左右的烧碱溶液中,纤维素与烧碱
作用,生成碱纤维素;同时浆粕膨胀,使浆粕中的半纤 维素和其它杂质溶出,这个过程称为浸渍,又称碱化。 (2) 浸渍的目的:①纤维素与烧碱作用,生成碱纤维素; ②使浆粕中的半纤维素和其它杂质溶出;③纤维素大分 子间的氢键受到破坏,使纤维素的反应性能提高;④碱 化 胶后溶的液纤。维素能与CS2作用生成纤维素黄酸酯钠盐制取粘 (3)控制工艺:一次浸温58±0.5℃;一次浸渍碱浓 240±2g/l;二次浸温49±0.5℃;二次浸渍碱浓172±2℃; 浆浓4.5%。
3、压榨: (1)压榨是将浸渍后的浆粕中多余的碱、半纤维素、杂 质压出,提高碱纤维素纯度,这一过程工艺上称为压榨。 压榨程度可用压榨倍数即用浆粕压榨后的质量与浸渍 前干浆粕质量之比值表示;亦可用碱纤维素中α-纤维 素含量(%)表示。 (2)碱纤维素的压榨性能受浆粕的性质和浸渍条件影响: ①浆粕:浆粕的膨润度小、纤维长、半纤维素含量少则 有利于压榨。棉浆较木浆容易压榨;②浸渍:凡是使纤 维素膨润和使浆粥粘度上升的因素,都不利于碱纤维素 的压榨;③设备:连续式浸压机因压辊的沟槽或网眼堵 塞,会造成压榨困难和压榨不均;④操作条件:浆粕摆 放不均,投料速度不当,会造成浆粥浓度变化,压榨不 均匀。
(2)控制粘度的主要方法:根据铜氨粘度的变化情 况及时对粘度的波动作出判断,主要调节方法① 老成鼓料位②氯化钴加入量③二次浸渍温度。在 粘度波动情况不大的时候尽量调节老成鼓料位, 如果波动大单靠料位不能调节的时候就要调整氯 化钴加入量,但要注意氯化钴调节比较迟缓,调 节过大就会出现多批次波动,在调节时还要注意 称量斗是否压料,要根据后面的生产情况进行调 节。二次浸渍温度一般不建议进行调节。
生产工艺流程教材

27
生产工艺流程
------瓷介电容器源自28生产工艺流程------聚脂电容器 用于IP5600,EC5658V上。
29
生产工艺流程
4.常有电容器的种类及特性: 常见电容器分为有机介质电容器、无机介质电容器、电解电容器等几大类。 (1)有机介质电容器:包括传统的纸介、金属化纸介电容器和常见的涤沦、 聚苯乙烯电容器等。 (2)无机介质电容器:包括用陶瓷、云母、玻璃等无机介质材料制成的电容 器。 (3)电解电容器:以金属氧化膜为介质,用金属和电解质作为电容器的两极,
7
生产工艺流程
四、烘烤工序
• 该工序通常发生在贴片之前,烘烤对象主要是PCB和主芯片。烘 烤可以减少部分材料水份,从而提高后工序的焊接质量。 • 主芯片通常是拆包后湿度在30%以上才烘烤。烘烤条件多为温度 110℃,时间为22小时。不同芯片条件不同。 • PCB要求百分之百烘烤,烘烤条件一般为:设定温度120±5℃, 时间2-4小时。 • 半 成 品 超 时 须 重 新 烘 烤 , 烘 烤 条 件 一 般 为 : 设 定 温 度 : 100120±5℃,时间:2-4小时.
第三环为色环电阻的倍率:104
第四环为色环电阻的误差(±10%)。 如图所示的四环电阻的阻值应为:27*104欧姆即为270K的阻值, 误差为±10 %。
17
生产工艺流程
(左) 黄色(第一位数) 蓝色(第二位数) 黑色(第三位数) 红色(乘数) 棕色(允许偏差)
(右)
五色环电阻器的标注
18
生产工艺流程
6
生产工艺流程
二、SMT的作业流程
1、单面板工艺流程:
入料→ PCB烘烤 → 刷锡 → 贴片→ QC → 回流焊→ 贴补
2、双面板工艺流程:
第六章---化工生产工艺流程PPT课件
• 二段炉: CH4+H2O = CO+3H2
• 变换炉: CO+H2O ƒ H2+CO2
• 脱碳塔: CO2+K2CO3 +H2O ƒ 2KHCO3
• 甲烷化炉:CO+3H2 = CH4+H2O
• 合成塔: 3H2+N2 ƒ 2 NH3
37
38
39
14
二、工艺流程配置的方法
1. 原料预处理系统 ⑴原料的选择和利用
化工厂原料的费用一般占60%-80%; 尽可能选用价廉易得的原料; 尽可能提高原料的转化率、反应的选择性和目 的产物的收率。
⑵原料的预处理
①、②、③、④、⑤、
15
二、工艺流程配置的方法
2. 反应系统
理想反应器;适宜的反应条件 辅助设备
4
化工过程:
化工生产从原料到制成目的产物,经过的一系列物理和 化学加工处理步骤。
每个化工生产过程基本包括三个步骤:
包含原料的预处理、化学反应、产物的分离及精制 化工过程是以化学反应过程为中心。 工业生产中,制备产品氨包括以下步骤: 合格氮气、氢气的制备; 氢气和氮气进行化学反应合成氨; 分离混合气中的产品氨;
通常操作压力为25-30 MPa时采用一级氨冷, 进塔氨含量控制在3%-4%;而在20 MPa合成时采 用二级氨冷,15MPa下合成时采用三级氨冷,此 时进塔氨含量可降至1.5%-2.0%。
工艺流程设计教材(PPT 121页)

• 所含有害物质在排放前应该达到排放标准;
• 尽量综合利《工用业,三变废废处为理宝新工;艺污新染技问术题与不检测解控决制,标 不允许投准产规范及环境影响评价实用手册》
《工业三废(废水、废气、废物)相关法律
• 相关政策法法规规条文释义与违法处理程序、标准及案例
分析实务全书》 《化学工业职业标准·化工三废处理工》 《工厂与环境--三废的弊害与治理》 《国外石油化工三废 》
19
化工设计 Design of Chemical Engineering
20
化工设计 Design of Chemical Engineering
(4) 确定控制方案
a 离心泵的流量控制
21
化工设计 Design of Chemical Engineering
b 液位控制
22
化工设计 Design of Chemical Engineering
设项目,必须保证在其服务期限内有足够的、稳 定的原料来源。
7
化工设计 Design of Chemical Engineering
3.合理性
①中国人民的消费水平及各种化工产品的消费趋势;
②中国化工机械设备及电气仪表的制造能力;
③中国化工生产所用的化工原材料及设备用金属 材料的供应情况;
④中国环境保护的有关规定和化工生产中三废排 放情况;
⑤劳动就业与化工生产自动化水平的关系; ⑥资金筹措和外汇贮备情况。
8
化工设计 Design of Chemical Engineering
2.1.2 生产方法和工艺流程设计的步骤 3 • (1) 搜集资料,调查研究
(技术路线特点、工艺参数、原材料和公用工 程单耗、产品质量、三废治理以及各种技术 路线的发展情况与动向等)
庆大霉素的生产工艺教材

生产工艺:庆大霉素的生产工艺包 括菌种选育、发酵、提取、精制等 步骤
庆大霉素的用途
用于治疗革兰氏阴性菌感染 用于治疗敏感菌引起的呼吸道感染 用于治疗敏感菌引起的泌尿生殖道感染 用于治疗敏感菌引起的皮肤软组织感染
Part Three
庆大霉素的生产工 艺流程
发酵工艺流程
菌种选育:选择适合庆大霉素生产的菌种,并进行遗传改良 种子制备:将选育好的菌种进行扩大培养,制备种子 发酵过程:将种子接种到发酵罐中,进行发酵生产 提取与纯化:对发酵液进行提取和纯化,得到庆大霉素产品 质量控制:对产品进行质量检测和控制,确保产品质量符合标准 包装与储存:对产品进行包装和储存,以便运输和使用
庆大霉素的市场现状
庆大霉素的 市场规模
庆大霉素的 市场需求
庆大霉素的 竞争格局
庆大霉素的 市场趋势
庆大霉素的发展趋势
市场需求持续增长:随着抗生素市场的不断扩大,庆大霉素的需求量也在逐年增加
生产工艺不断改进:随着科技的不断进步,庆大霉素的生产工艺也在不断改进,提高 了生产效率和产品质量
国际化趋势明显:庆大霉素作为一种重要的抗生素,其市场需求不仅在国内,也在国 际市场上不断增长
保
Part One
单击添加章节标题
Part Two
庆大霉素概述
庆大霉素的发现
发现过程:1943年,日本学者首 次从庆大链霉菌中分离出庆大霉素
临床应用:主要用于治疗革兰阴性 杆菌和对青霉素耐药的金黄色葡萄 球菌引起的感染
添加标题
添加标题
添加标题
添加标和精制过程的质量控制
提取过程的质量控制:采用适当的提取 方法,确保庆大霉素的有效成分得到充 分提取,同时避免杂质和有害物质的引 入。
纸板线生产工艺流程培训教材

纸板线生产工艺流程培训教材2. 纸板线生产工艺流程纸板线的生产工艺流程一般分为以下几个步骤:2.1 纸板质量检查在纸板线生产之前,首先需要对原材料纸板进行质量检查。
检查的内容包括纸板的厚度、强度、弯曲性等方面,确保纸板质量符合生产要求。
2.2 纸板开卷纸板开卷是将质检合格的纸板卷料放入纸板线设备中。
在这一步骤中,应注意调整对卷张张力,使其与设备要求相匹配,以确保纸板的质量。
2.3 胶水涂布纸板开卷之后,需要进行胶水涂布处理。
胶水的均匀涂布可以提高纸板的强度和粘合力。
在这一步骤中,操作人员需要确保胶水的涂布量和涂布均匀度符合要求。
2.4 平压模压胶水涂布之后,需要进行平压模压工艺,将纸板压平并使其表面光滑。
这一步骤中,需要调整模压的力度和温度,以确保纸板的成型效果满足要求。
2.5 烘干与冷却模压完成后,纸板需要进行烘干与冷却处理,以确保纸板的强度和干燥程度。
在烘干过程中,应注意烘干的温度和时间控制,以避免纸板过度干燥或不充分干燥。
2.6 切割与包装最后一步是将纸板进行切割与包装。
切割设备可以根据生产需要,将纸板切割成不同规格的板材。
切割完成后,将纸板进行包装,以便存储和运输。
4. 结论通过本教材的学习,新手工人可以了解纸板线生产的工艺流程和操作技巧。
掌握这些知识将有助于提高纸板线生产的效率和质量,促进纸箱包装行业的发展。
同时,还需要不断学习和实践,提高自身的技术水平,为纸板线生产工作贡献自己的力量。
注:以上教材由智能助手根据提供的标题所生成,仅供参考。
实际教材编写应根据具体要求和实际情况进行设计。
瓦楞纸箱工艺流程教材课件(PPT48页)
1.2原纸分类
1.2.1.2 挂面箱纸板: 由40~50%的木浆 与草浆或废纸浆制成。
挂面纸
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
8
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
1.3纸张的特性
造纸原料来自树木,而纸张对所处环境 有很大的反应。例如周围环境温度及湿度的 改变,会造成纸张表现的改变。
★纸张是一种“活”的物体。
★纸张吸水后会伸展,干燥后会收缩。
★纸箱含水分不平均,会造成弯翘 不平的現象。
★记住! 瓦楞紙板会朝水分含量 較多的一面弯翘。
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
13
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
二、生产工艺介绍
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
14
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
12
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )工作 培训教 材工作 汇报课 件管理 培训课 件安全 培训讲 义PPT服 务技术
生产部工艺培训教材

C. 精密电阻色环的表示及阻值的换算方法:
左图中第一、二、三三个色环表示有效数 字,白色代表9,红色代表2,紫色代表 7;第四个色环表示幂级×10n 第五个色 环表示误差阻值,棕色代表误差为±1%, 故其阻值为:
927×105=92.7KΩ
因其阻值误差为±1%,故其为精密电阻。
由以上几点可以看出,碳膜电阻外观颜色为灰黄色,色环总数为4个,其阻值误 差较大5%;精密电阻的外观颜色为兰色,色环总数为5个,其阻值误差较小为 1%。
d. 事例:
3.其他的应知应会的内容
3.1电阻在PCB板上的位号标志为“R× × ×”,白油图符号为“
。
如:位号为R100的电阻在PCB板上表示方法为
工作一天下班时未使用完毕的,必须统一收集存放在指定的安全区域. 8.所有元器件盒必须排放整齐,严禁元件散落在流水线上或掉落到地板上. 9.领配料人员,必须严格认真核对、管理、存放好不同工令不同型号品种的物料,物料及物料周转箱必
须整齐排放在指定区域,非相关人员或指定人员,严禁擅自取拿零星或批量物料. 10.严格执行工段内的自检互检制度,填写互检表,做好相应的质量记录. 11.每位员工都必须认真做好本职工作,特别是首件工作,认真仔细核对产品型号,物料的规格型号,
二.如何正确佩戴静电环
A.静电手环应扣紧。 B.手环内侧金属应贴紧皮肤上,禁止将手环戴
在袖子上。 C.一定要将手环夹在地线的金属部分。
三.如何进行插件作业
在熟悉板材、所生产的产品型号及元件所插得位置后,按照从上到下、 从左到右、从低到高的原则进行双手插件,将元件盒摆放在适当的便于取拿元件 的位置,应遵循左手插本道工序PCB板上元件排布靠左边的元件,右手插本道工 序PCB板上元件排布靠右边的元件的方法,元件盒的摆放个数不能超过4个按且 应按元件顺序从左到右排放。插件操作时要眼、手、心并用,不可开小差,交头 接耳。拿取元件动作快捷准确,眼睛对元件的识别判断要准确,下插位置准确到 位,一边操作一边进行自检、互检,对自己所插元件型号规格等要求及元件数量 进行判断、检查、清点,是否符合作业文件、工艺要求,是否有遗漏等。同时对 与本道工序所插元件在垂直方向的直接相邻的,前道工序所插元件进行互检,检 查判断前道工序有无错漏插。在整个插件操作过程中严禁出手用力推拿PCB板的 现象,杜绝不良的操作习惯,从平时的操作过程中养成良好的习惯,一点一滴地 积累经验。新进员工在平时的生产操作过程中应向拉长、IPQC或优秀的老员工 等多问、多学、多想,互相交流经验,互相监督,互相学习,互相促进,共同做 好公司的各种产品,在发展公司的过程中发展个人。
最实用的工艺流程培训教材ppt课件
2019
-
线路板基材结构
9
PCB生产工艺流程
三、多层PCB板的生产工艺流程
开料 内层 压合 钻孔 一铜 干膜 二铜 阻焊 文字 表面处理 成型 电测试 FQC FQA 包装 成品出厂
2019
-
10
材料
PCB生产工艺流程
材料仓
材料标识
材料结构
材料货单元-SHEET
我司使用包括生益.KB.联茂.南亚在内等主流厂家的PCB基板和PP。
涂膜线
曝光机组
显影后的板
2019
显影缸
显影前的板
21
-
PCB生产工艺流程
实物组图(2)
蚀刻缸
蚀刻后的板
退曝光膜缸
AOI测试
2019
AOI测试
-
完成内层线路的板
22
PCB生产工艺流程
棕化:
棕化的目的是增 大铜箔表面的粗糙度、 增大与树脂的接触面积, 有利于树脂充分扩散填 充。
固化后的棕化液(微观)
2019
-
17
PCB生产工艺流程
B、涂湿膜或压干膜
先从干膜上剥下聚乙稀保护膜,然后在 加热加压的条件下将干膜抗蚀剂粘贴在 覆铜箔板上,干膜中的抗蚀剂层受热后 变软,流动性增加,再借助于热压辘的 压力和抗蚀剂中粘结剂的作用完成贴膜。
2019
-
18
PCB生产工艺流程
C、干膜曝光原理:
在紫外光照射下,光引发剂吸收了光能 分解成游离基,游离基再引发光聚合单 体进行聚合交联反应,反应后形成不溶 于弱碱的立体型大分子结构。
实物组图(1)
打孔机
棕化线
棕化后的内层板
熔合后的板
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产工艺流程
3、片阻的识别:
1)、5%精度的电阻 例如:511,表示的51X10=510R,单位为欧姆
2)、 1%精度的电阻 例如:1001,它表示的是100X10=1000R,单位为欧姆
3)、1%精度100欧姆以下 例如:49R9、39R2分别表示为 49.9欧姆和39.2欧姆。
4、单位换算:
10000¤ 5%
电阻器的直标法
b.文字符号法:
5R1
电阻器的文字符号标称法
生产工艺流程
13
生产工艺流程
c.色标法:
颜色 黑色 棕色 红色 橙色 黄色 绿色 蓝色 紫色 灰色 白色 金色 银色 无色
有效 0
1
2
3
4
5
6
7
8
9
数字
乘数 100 101 102 103 104 105 106 107 108 109 10-1 10-2
2、双面板工艺流程:
入料→ PCB烘烤→ 刷锡 → 贴片→ QC → 回流焊→ 贴补→ 点胶或刷锡 → 贴片→ QC → 回流焊→ 贴补
三、入料:
入料指电子物料、PCB、锡膏、红胶、钢网等的准备。
6
生产工艺流程
四、烘烤工序
• 该工序通常发生在贴片之前,烘烤对象主要是PCB和主芯片。烘 烤可以减少部分材料水份,从而提高后工序的焊接质量。
4
第三章 工序
生产工艺流程
第一节 SMT
一、工序简介:
本工序主要由机贴、手贴、回流焊、贴补组成。其中机贴为贴片机自 动贴片,手贴为人工贴片,回流焊为贴片焊接设备, 贴片补焊主要是针对过 回流焊的产品进行检验修理的工作。
5
生产工艺流程
二、SMT的作业流程
1、单面板工艺流程:
入料→ PCB烘烤 → 刷锡 → 贴片→ QC → 回流焊→ 贴补
QC 回流焊 贴片补焊
QC 波峰焊 补焊 部分手洗
QC 性能测试
包装
QC 超声波清洗
QC 入库
维修
2
2.2
SWITCH/ADSL/ROUTER 生产工 艺
流程图
供应商 资材部
物料 IQC检验
入库 领料 备料
贴片 QC 回流焊 贴片补焊 QC 插件
生产工艺流程
QC 波ห้องสมุดไป่ตู้焊
补焊〔后补〕
QC 裸机测试
装配 部分老化
• 主芯片通常是拆包后湿度在30%以上才烘烤。烘烤条件多为温度 110℃,时间为22小时。不同芯片条件不同。
• PCB要求百分之百烘烤,烘烤条件一般为:设定温度120±5℃, 时间2-4小时。
• 半 成 品 超 时 须 重 新 烘 烤 , 烘 烤 条 件 一 般 为 : 设 定 温 度 : 100120±5℃,时间:2-4小时.
1兆欧(1M)=1000(1K)千欧=1000000欧姆
10
生产工艺流程
七、QC控制点:
1、贴片(机贴、手贴)
① 检查各元件是否有错件、少贴、多贴、偏位、极性错现象; ② 检查芯片的方向是否有误,芯片脚是否偏位; ③按照SOP、BOM单对各元件进行容值、阻值的核对; ④ 卡类产品检查金手指上是否有锡膏,如有则须用纯棉 净布擦拭干净,方 可流入下一工位。
18
生产工艺流程
d.数码表示法:
用三位数码表示电阻器标称阻值的方法称为数码表示法。其标注方法为;从左 至右第一位和第二位为有效数值,第三位为乘数,即零的个数,单位为欧姆。 其允许偏差通常用文字符号表示。如图所示,102表示该电阻的阻值为1000 欧姆,即1K欧姆.
7
五、贴片工序
1.手贴线:
人工刷锡机→人工贴片→ QC →回流焊→贴补
2.机贴线: →
半自动丝印机→贴片机→ QC →回流焊→贴补
生产工艺流程
8
生产工艺流程
六、SMT电子元件
1、常用元件:
片阻、片容、二极管、三极管、钽电容、IC
2、物料极性:
电阻、陶瓷电容无极性,钽质电容、铝质电容、二极管、IC等有极性
允许 偏差
±1 ±2
±0.5 ±0.2 ±0.1
+50~ ±5 ±10 ±20 -20
色标法常见有四色环法和五色环法两种。四色环法一般用于普通电阻器标注,五色 环法一般用于精密电阻器标注。四色环电阻器色环标志注意义如下:从左至右第一、 二位色环表示其有效值,第三位色环表示乘数,即有效值后面零的个数,第四位表 示允许误差。五位色环电阻器色环标注意义如下:从左至右的第一、二、三位色环 表示有效值,第四位色环表示乘数,第五位色环表示允许偏差。
维修
功能测试
包装
QC
入库
3
生产工艺流程
第二章 QC
1、QC的含义 QC=Quality Control品质控制:
2、QC的作用 ① 产品的检验、良品与不良品的区分;②不良品的把关; ③产品质量的记录和汇报; ④品质控制和品质改善;
3、QC的基本要求 ①强烈的品质意识和责任心; ②熟悉生产流程; ③熟练本岗位检查项目标准和工作依据的规范和程序; ④及时准确的分析、总结、反馈。
2、贴补
①检查各 贴片元件是否有翘件、虚焊、连焊等现象; ② 焊点是否氧化; ③ IC脚是否与焊盘移位; ④ 金手指正、反面上是否有锡膏。
11
第二节、插件工序
生产工艺流程
目前我司的插件均为手工插件,通常插件前要对元件进行成型, 插件后过波峰焊。
一、电子元器件的识别: ⅰ.电阻器
12
1.电阻器的标识方法: a.直标法:
16
生产工艺流程
(左) 黄色(第一位数) 蓝色(第二位数) 黑色(第三位数)
(右)
红色(乘数) 棕色(允许偏差)
五色环电阻器的标注
17
生产工艺流程
识别五色色环电阻阻值时,同样应以色环紧凑端作为第一环。 五环电阻的算法:
第1、2、3环为色环电阻的有效数字460; 第四环为倍率102 ; 第五环为误差(±1%)。 如图所示的五环电阻的阻值为460*102,即46K欧姆,误差 为±1%
生产工艺流程
第一章:流程图
1.1 整机类流程图
机贴/ 手贴
回流焊
回流焊 贴补
波峰焊
插件
插补
裸机测试
装配
老化
整机测试
包装
1.2 卡类流程图
机贴/ 回流焊 贴补 手贴 回流焊
清洗
插件 波峰焊插补
测试
包装
免洗
1
2.1 网卡/内置MODEM 工艺流程图
供应商 资材处
生产工艺流程
物料
插件
IQC检验
入库 领备料 SMT贴片
14
生产工艺流程
(左) 红色(第一位数) 紫色(第二位数) 黄色(乘数) 银色(允许偏差)
(右)
四色环电阻器的标注
15
生产工艺流程
2.色环电阻的换算:
识别色环电阻阻值时,应以色环紧凑端作为第一环。 四环电阻的算 法: 第一、二环为色环电阻的有效数字27 第三环为色环电阻的倍率:104 第四环为色环电阻的误差(±10%)。 如图所示的四环电阻的阻值应为:27*104欧姆即为270K的阻值, 误差为±10 %。