焦炉机车自动定位系统的研究与设计
武钢7.63m焦炉推焦车走行控制系统的分析
武钢7.63m焦炉推焦车走行控制系统的分析杨光摘要:7.63m焦炉是德国伍德公司设计开发的,代表了世界大型焦炉炼焦技术的最高水平,它与国内焦炉的机车自动控制系统显著的区别就是自动控制精度最高,功能完善,网络功能最强大。
本文结合焦化炼焦三分厂7.63m焦炉的现场实际生产工作,对推焦车自动走行控制系统进行了分析。
关键词:7.63m焦炉,走行控制,自动定位1.概述7.63米焦炉是目前亚洲炭化室高度最高、单孔炭化室容积最大的焦炉。
武钢7.63米焦炉从德国Ude(伍德)公司引进,焦炉机车系统由德国Schalker 公司设计,该焦炉拥有先进的炼焦工艺技术,代表了当今世界炼焦工艺技术发展的方向,集中了炼焦工艺、焦炉机械、焦炉自动控制等方面的先进技术,具有国际领先水平。
2座焦炉分别于2008年3月和6月建成出焦,同年10月焦炭产量达到设计能力。
在高强度连续作业下,实现焦炉安全、稳定生产,减少乃至杜绝操作事故和设备事故,是炼焦生产和管理必须解决的问题。
推焦车的走行是在与炼焦炉平行的导轨上横向移动。
在我国,各大型炼焦生产厂大多是操作人员凭借视觉和经验确定推焦车是否到位和是否对中,往往会出现推焦车滞后或者超前指定的炉号,造成频繁操纵主令控制器、减速器频繁起停,液压抱闸频繁开启,使动力设备的安全性降低、使用寿命缩短。
所以利用PLC实现推焦车自动走行控制,对焦炉的安全生产和提高生产管理水平有着十分重要的意义。
2.武钢7.63m焦炉推焦车电气系统组成及工作模式2.1 武钢7.63m焦炉推焦车电气控制系统整个控制系统以西门子S7-400OLC为主站。
经过Profibus-DP工业现场总线把分布式I/O装置,如ET200M和ET200L、6ES70变频器、MTS线性位移传感器和EB342接口模块、推焦和平煤行程编码器以及称重模块等连接成Profibus-DP 主从网络。
由PLC程序完成设备的顺序控制、自动位置控制、速度控制及现场装置的数据采集等。
浅议焦炉四大机车自动定位系统

浅议焦炉四大机车自动定位系统作者:孙明来源:《科学与财富》2016年第13期摘要:本文主要介绍了焦炉四大机车自动定位系统,分析了焦炉四大机车自动定位系统的工作原理。
关键词:四大机车;焦炉;自动定位0 背景焦炉机车是焦炉生产的重要工艺设备,长期以来,焦炉生产环境恶劣、生产率低下、操作质量落后。
如何将处于炉顶温度高、有害气体及粉尘多、劳动强度大的操作工人解放出来,提高劳动生产率、降低生产成本、保证安全生产是焦化行业一直亟待解决的难题。
随着自动化技术的飞速发展,国外一些西方国家先后对焦炉四大机车自动生产进行了大量的研究和开发,其中机车自动定位和行走技术是实现焦炉机车无人驾驶的关键。
焦炉四大机车自动化系统的目标就是通过推焦车、拦焦车、熄焦车和装煤车各自行走位置的精确测量和相互之间可靠的数据通讯,来实现四大机车推焦连锁和四大机车协调工作,以及在生产计划控制下的自动行走、自动定位、自动操作,从而实现四大机车的自动化生产运行和计算机生产管理和最终机车的无人驾驶的目标。
1 机车定位技术1.1机车定位技术种类机车定位技术是焦炉机车自动化的关键技术,也是实现机车无人化操作核心问题。
当前国内外的定位技术主要有旋转编码器位置检测、读携码器编码位置检测、红外定位技术、编码电缆位置检测、条形码位置检测、电磁感应技术等。
1.2机车定位技术对比机车定位技术的对比概括如表1所示。
2四大机车自动定位系统其他关键技术2.1机车本体控制技术可靠机车本体控制是整个无人驾驶的基础,要将过去需要机车司机一项项操作的流程,通过流程指令贯穿并执行,必须要有高度可靠的检测设备和控制系统。
目前国内外主要手段是采用故障率低的PLC+变频设备和高度可靠的限位开关、主令控制器、编码器等设备配置而成,由于环境较为恶劣,HMI一般不采用普通PC机而采用防护等级和稳定性较高的一体化工业级触摸屏。
2.2 四大机车连锁系统四大机车连锁是保障机车安全操作的必要条件之一,通过这些计算机连锁,大大降低了工人的劳动强度。
当前焦炉机车自动定位及无人驾驶系统论述

当前焦炉机车自动定位及无人驾驶系统论述摘要:机车的无人驾驶是一项非常复杂的技术,它不仅要求车辆具有精确、快速的定位设备,还需要其他机车本身要具有安全可靠单元自动控制,本文简要分析了焦炉机车自动定位及无人驾驶概念以及自动定位及无人驾驶系统的关键技术。
以供参考。
关键词:焦炉机车;自动定位;无人驾驶引言焦炉机车是焦炉生产的重要工艺设备,长期来焦炉生产环境恶劣、生产率低下、操作质量落后。
如何将处于炉顶温度高、有害气体及粉尘多、劳动强度大的操作工人解放出来,提高劳动生产率、降低生产成本、保证安全生产是焦化行业一直亟待解决的难题。
随着国内外机械设备制造质量的逐步提高和自动化技术的飞速发展,发达国家先后对焦炉四大机车自动生产进行了大量的研究和开发,其中机车自动定位和行走技术是实现焦炉机车无人驾驶的关键。
目前国内不少焦炉实现了自动定位,有些国家首先在焦炉机车实现了无人驾驶,近几年随着无线数据传输技术、计算机技术、安全保障技术进一步发展,焦炉机车生产的无人化已经是提到议事日程的攻关课题。
1焦炉机车自动定位及无人驾驶概念焦炭是钢铁工业的重要原料,高炉炼一吨生铁大约需0.4~0.6吨的焦炭,随着我国钢铁产量的逐年攀升,焦炭的需求量也相应增长。
过去我国焦化工业采用的粗放型生产控制模式已经无法满足当前的生产需要,采用精确可靠的自动控制技术的节约型控制是我国焦化工业的发展方向,也是摆在科技工作者面前的一个重要课题。
焦炭生产过程首先是将焦煤置于在密闭的焦炉炉室内(炭化室)经过14~18h的干馏后得到红焦,随后通过焦炉的移动机车将红焦从炉室移出送到熄焦室进行熄炭。
当焦炭己经炼成后,推焦车打开炉室机侧的炉门,拦焦车打开同一炉室焦侧的炉门并把导焦栅插入炉室中,焦炉机车位于拦焦车下侧准备接焦,当三车都已准备就绪后,推焦车开始进行推焦操作,将红焦推到焦炉机车的熄焦罐中,由焦炉机车运送到熄焦室;而装煤车只负责将焦煤通过焦炉炉室顶部的装煤口送入到煤室中,其运行相对独立。
推焦车自动对位系统的设计

comparison with the running speed set by the control center and the position of taryet furnace number. When
the coke pusher runs to the position of taryet mrnacc number, the control center automatically issues a stop
推焦车自动对位系统可以实现推焦车在运行过程
中与目
号的快速自动对位和精确停车。推焦
车 位置如图2所,当
车
,安装在
车 装置上的行程编码器及车身上的速度传感
器和位置传感器将 车的行程信息、
速 、位置
信息经 转换后实时传输至机载可编程序控制器,
的采集任务(6]o机载可编程序控制器通过网
络通信
的RS485
将采集到的数据实时传输
command to realize automatic positioning and precise parking of the coke pusher. Field tests show that the
system con achieve quick automatic positioning and precise parking aaainst the taryet number of the coke
机侧 ,将焦炉中的
出。
车'
具有
、炉框,
装
的煤顶部
平
的功能。如何实现推焦车与目标炉号的快速自动对
位和精确停车, 是各焦化企业
的重点和难点o
设计一套能适应焦化生产 环境的高可
浅谈自适应焦炉机车定位系统的设计
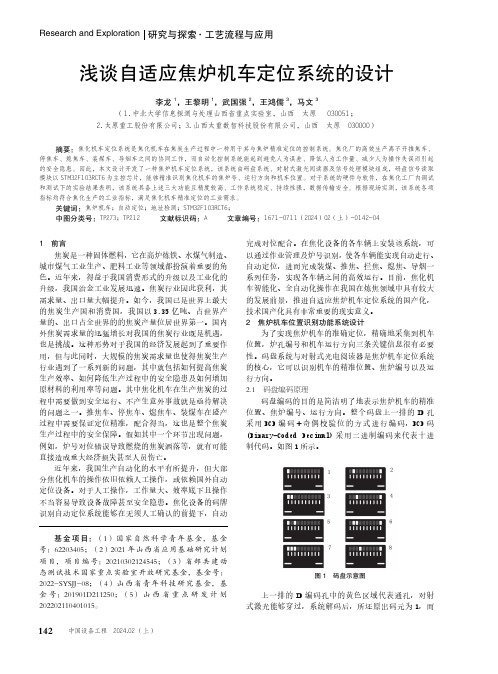
图1 码盘示意图上一排的ID编码孔中的黄色区域代表通孔,对射式激光能够穿过,系统解码后,所还原出码元为图2 U型阅读器结构(2)对射式光电传感器原理。
对射式光电传感器原理主要由两大部分够成,如图3所示,发光端和接收端,二者电路构成的主要元器件分别为一个发光二极管和一个光敏三极管,发光二极管射出的光线所产生的耦合现象是受光端在接通或停止之间转换的原理。
图3 光电传感器原理在正常情况下,若发光端与受光端之间没有障碍物遮挡时,此时光敏三级管导通,负载端接收到高电平(3.3V稳定直流电压);当二者之间存在障碍物阻挡时,此时光敏三极管截止,负载端为低电平(0V直流电压)。
2.3 码盘读码原理(1)方向识别。
如图4所示,假定U型槽从码盘的左面向右面运动,此时,固定于U型槽内部的6个阅型槽从激光码牌的左端开始扫描,一直扫描到码盘的右端结束。
由此可知,4图4 传感器的分布图此时,6路激光对应的输出端1-6号阅读头输出到PLC的电信号如图5所示。
我们可以看出,当U型槽从激光码牌的左面向右面运动时,第4个接收端相对于第1个接收端而言,优先扫描到码牌上面一排的黄色孔,而对于时钟信号而言,码牌下面一排的4个接收端探测器的初始采样时钟信号的高电平到来时(上升沿)刻优先级为:6→5→3→2。
而且通过观察我们可以看出,1号和4号接收的第一个ID编码孔时高电平的持续时间要比激光信号2、3、5、6号接收端接受的时钟的高电平保持时间要长。
码盘从右面向左面运动同理。
图5 PLC端电信号图(2)位置识别。
识别焦化机车方向后,例如左侧1号阅读头率先读取,2号阅读头将读取到十个时钟信号,以这十个时钟信号为一个周期,那么这十个时钟信号都分别代表一个位置信息,综合计算后,得到机车的实时图6 变压电路图12-24图7 变压电路图3.3-124.2 单片机电路本系统的核心芯片选用的是STM32F103RCT6,该芯片具有丰富的外围设备接口,具有高性能的处理器,并且存在低功耗设计满足大部分供电设备的需求,成本较低以及拥有较小的尺寸,适用于焦炉定位系统的开发与应用。
基于鉴相技术的焦炉机车定位系统设计的开题报告
基于鉴相技术的焦炉机车定位系统设计的开题报告一、选题背景及意义焦化厂是炼铁厂的重要组成部分,其主要作用是将原料焦炭进行热解,分离出可燃气体和粗焦油,从而为炼钢提供原料。
焦化厂中有许多运转设备,如焦炉机车,其作用是对焦炉进行加料和出焦操作。
但是,钢铁生产的特点是环境恶劣、噪声大、操作难度高,因此需要一种高精度、实时定位的焦炉机车定位系统,以确保设备的正常运转,同时提高生产效率。
基于鉴相技术的焦炉机车定位系统具有较高的精度和实时性,可以实现焦炉机车的精确定位,为操作人员提供可靠的定位信息,提高了设备的作业效率和安全性。
二、研究目标本论文旨在设计一种基于鉴相技术的焦炉机车定位系统,主要研究以下目标:1. 系统设计:基于光学鉴相技术,设计一种具有高精度和实时性的焦炉机车定位系统,并进行相关算法和软件的开发和实现。
2. 系统验证:利用实际焦化厂机车进行实验,验证本系统的定位精度和实时性,并分析系统的优缺点。
三、研究方法1. 系统设计:本研究将基于光学鉴相技术,设计一种具有高精度和实时性的焦炉机车定位系统。
首先,利用光学传感器对设备进行精确定位,其次,通过实时计算机处理系统对传感器数据进行处理,并将处理后的数据反馈到机车控制系统中。
2. 系统验证:在实际焦化厂中,对所设计的焦炉机车定位系统进行测试和验证。
测试包括对系统定位精度和实时性的测试,以及对系统优劣的分析和验证。
四、论文结构安排本论文结构安排主要包括以下几部分:1.绪论:介绍论文研究的背景、意义和目标,并阐述研究方法和结论。
2.相关技术综述:对焦炉机车定位技术和鉴相技术进行梳理和总结。
3.系统设计:具体介绍设计的焦炉机车定位系统的组成、算法实现及其实验验证。
4.定位实验分析:对设计的系统进行实验验证,分析实验数据,探讨系统定位的精度和实时性。
5.系统优化:对系统设计过程中存在的问题,提出一些改进和优化的建议。
6.总结与展望:对本文的研究内容和结论进行总结,并提出未来研究方向和展望。
浅谈梅钢焦炉电机车走行自动定位技术应用实践
浅谈梅钢焦炉电机车走行X动定位技术应用实践孙金根刘春祥(梅山钢铁公司炼铁厂南京210039)焦炉机车自动走行的前提是具备车辆位置的地址标识检测装置,内外焦炉使用的地址以及炉号识别装置有址识别和离址识别。
,离址识别焦炉上按机车室位置安装覆盖整座焦炉址信号辨别设备(梅钢2A2B 焦炉采用为自动走行的地址检测),机车车载信号检测装置检测本车所在的室位先设定的位置。
址识别采用应用较为的编码电缆感应检,该绝址对位精高,地址检,梅钢1A1B焦炉仅仅采用了此方法来检焦炉室炉号,行车自走行能的实现。
1焦炉定位改性1A1B焦炉电机车改造前为司机主令控制行走行,设备在使用期间多次发生红焦事故,故的分析,多是由于原因引起。
对位炉号不正确,未及时确认焦灌选择的正确性,以及劳动效率提升带人员的减少,特别夜间生产出炉时存在的安全隐患更大。
劳率提升以及响应智能制造的大前提电机车进行自功化改行了。
2—编码牌识别技术原理离址识别焦炉上按大车室位安装覆盖座焦炉的炉号识别编码牌,大车通过车载信号检测装置读编码牌所携带的二信息以判断本车的室位,自走行、三车连锁、护等功能。
炉号识别编码牌的尺寸规统一的,各编码牌之间的区别有规律的开槽让车载信号检测装不同的二信号行炉号识别,每个编码牌对应一室炉号位置。
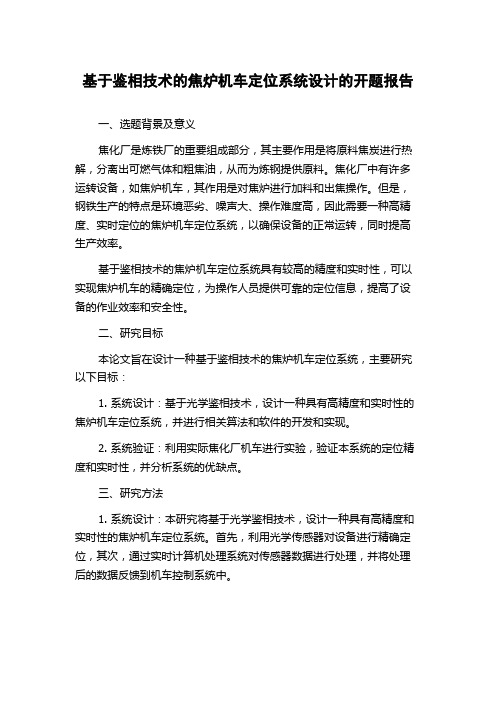
在安装使用时,焦炉室炉号,“片”的方合要求的编码板(图1)。
一块包含8位二进制炉号信息、带位的炉号编码板为例,一块64号室炉号的编码,车信号检装(感装为电传感开关等)读的二信号为010000001(8位为信息位,1位为校位),厂家的编码板包含的二信号为000000000,9位为,安装,将第2号槽和第9号上。
全开的炉号识别编码板和档块,档块与编码板的开槽大小尺寸吻合,粘合、等方式组装在一起。
一般两座60孔的焦炉需要2x60x4(室)+13(检修位等)+8(备)二501块编码板,按每组130位置计算,大(65x 8+5)x4二2100块档块。
图1通用编码板结构图3—技术理编码电缆的外形为扁平状态,内有若干电,按一的编码规不同的位,将重叠在一起封装在氯丁橡胶压制的护套内。
焦炉四大机车自动定位系统

焦炉四大机车自动定位系统发布时间:2023-02-01T07:34:51.249Z 来源:《中国科技信息》2022年9月第18期作者:张运涛[导读] 焦炉机车作为炼焦生产中的重要设备,由于生产环境恶劣张运涛山东钢铁集团日照有限公司山东日照 276800摘要:焦炉机车作为炼焦生产中的重要设备,由于生产环境恶劣,以往人为操作不仅影响炼焦效率,而且对操作质量和安全都存在一定的限制。
为此,通过自动化技术的引入,设计焦炉四大机车自动定位系统,能够保障焦炉机车在完成本环节操作后,快速且精准地运行到下一个系统,降低焦炉运行误差,提高炼焦生产效率。
关键词:焦炉机车;自动定位;无人驾驶0引言随着我国工业产业的现代化发展,自动化技术已经广泛运用到工业生产的各个领域中,改变了以往的生产模式,以炼焦产业为例,焦炉机车作为重要的设备,在实际运行中对炼焦生产效率和安全性起到关键性作用,通过焦炉四大机车自动定位系统的设计,能够准确判断各焦炉机车行走位置和流程,降低作业误差,提高炼焦企业经济效益和自动化水平。
1焦炉四大机车自动定位系统的概念结合我国当前炼焦企业的生产工艺要求,炼焦生产整个流程中四大机车应严格按照炼焦计划,保证机车快速、精准抵达目标位置,提高炼焦生产的协同性。
焦炉四大机车自动定位系统指的是在炼焦生产环节中,自动定位系统可以精准设定机车下一个环节的目标位置,并且在完成本环节的动作后,自动沿着预设路径抵达位置。
为了有效提高焦炉四大机车自动定位系统的精确性,应该严格遵循高效、连续以及精准原则,判断焦炉机车实际位置,并且要确保四大机车和中心控制单元稳定通信,自动控制机车走行到预设位置。
表1焦炉机车自动定位技术对比检测技术原理速度精度可靠性安装量维护旋转编码器码盘计数高低低大高读携码器限位定位电磁感应高低中大高开关电磁感应位置电磁无线感应中高低小高检测编码电缆相位编码中高高大中红外定位技术红外编码识别高中高中低2焦炉四大机车的自动定位系统及其关键技术2.1焦炉机车本体控制技术为了实现焦炉四大机车的无人驾驶功能,必须重视各焦炉机车本体的有效控制,通过将以往需要人为完成的各项机车操作设计成自动控制指令,并且依照流程指令来实现自动化执行,具备良好的检测设备与可靠的焦炉机车本体控制系统。
探究焦炉推焦车电气自动控制系统的改造设计与运用
138仪器设备Instruments and equipment探究焦炉推焦车电气自动控制系统的改造设计与运用苗长青(承德中滦煤化工有限公司,河北 承德 067002)摘 要:焦炉生产是一项复杂而系统的工作。
它需要“四大汽车”的合作才能完成。
其中,推焦机是焦炉生产的核心。
其主要作用是完成摘门、挂门、推焦、平煤等操作。
由于机车使用年限较长,存在设备老化、操作不便、电气控制系统故障频发等问题,对焦炉正常生产造成一定的影响。
关键词:推焦车;电控系统;改造设计;应用中图分类号:TQ520.5 文献标识码:A 文章编号:11-5004(2020)02-0138-2收稿日期:2020-01作者简介:苗长青,男,生于1977年,满族,河北承德人,本科,助理工程师,研究方向:焦化厂电气、仪表、自动化设备。
某焦化厂部分推焦车电气系统各类故障较为频发,因电气系统故障而影响焦炉正常生产的情况也时有发生,为此,组织技术人员对某推焦车电气控制系统进行了相应的改造设计,有效降低了推焦车电气系统的故障率,同时提升了设备的自动化水平,在实际生产中取得了良好的效果。
1 推焦车电气系统概述推焦车是由电机驱动的大型机电一体化设备,由专用滑线提供380V 动力电源。
生产过程中的各种操作,包括走行、摘门、挂门、推焦、平煤等全部由电机、无触点开关、限位开关等电气设备进行控制实现,因此,推焦车上的各种电气设备也是非常多,而且是复杂的。
总的来说,推焦车电气系统包括走行系统、取门系统、推焦系统、平煤系统、照明系统和其他辅助系统。
2 推焦车电气系统存在的问题当推焦车由人工操作变为全自动操作时,对操作过程中每一步骤执行的准确性有着更加严格的要求,任何错误信号都有可能造成人身和设备的重大安全事故。
这就需要全自动操作系统具有更加齐全和完善的安全保障措施,这也是系统研制成败的关键。
(1)机械震动造成的无触点开关损坏。
推焦车电气系统采用可控硅无触点开关控制,在实际生产中,由于推焦车轨道平整度不足,推焦车往来行走和推焦时引起的震动有时会造成电气线路和无触点开关的损坏,使机车停电而影响生产。
捣固式焦炉设备的自动化控制系统研究
捣固式焦炉设备的自动化控制系统研究概述:自动化控制系统在工业生产中扮演着至关重要的角色,焦炉设备的自动化控制系统研究也是工业领域的重点之一。
本文将探讨捣固式焦炉设备的自动化控制系统研究,分析其意义、技术应用、发展方向等内容。
一、研究背景与意义:捣固式焦炉设备作为冶金工业中的一种重要设备,其自动化控制系统的研究与发展具有重要意义。
通过引入自动化技术,可以提高焦炉生产的效率和质量,降低生产成本,增强设备的安全性和可靠性,减少人为因素对生产过程的干扰,提升整体生产能力。
二、技术应用:1. 影响焦炉生产质量的因素:焦炉设备的自动化控制系统研究主要关注以下因素的监控和控制:- 温度控制:焦炉生产过程中,合适的温度是确保焦炭质量和生产效率的重要因素。
自动化控制系统可以实时监测和控制焦炉的温度变化,提高温度控制的准确性和稳定性。
- 压力控制:焦炉内部压力的控制对于焦炉生产的安全运行和生产效果至关重要。
自动化控制系统可以实时监测焦炉内部压力,并通过调节炉门、气体供给等参数来实现压力控制。
- 气体分配:在焦炉生产过程中,煤气是必不可少的原料之一。
自动化控制系统可以根据生产需要实时调节煤气的流量、组成和分配,确保煤气的合理利用和资源的节约。
2. 技术应用案例:以某焦化厂的自动化控制系统为例,采用了先进的PLC控制技术、传感器技术和数据通信技术,实现了以下功能:- 温度监测与控制:通过温度传感器对焦炉温度进行实时监测,并根据设定的温度范围自动调节炉门开闭、风扇转速等参数,实现温度的精确控制。
- 压力监测与控制:通过压力传感器对焦炉内部压力进行实时监测,并通过自动调节炉门开闭、气体供给等参数实现压力的稳定控制。
- 气体分配与调节:通过气体流量传感器对煤气的流量进行实时监测,并通过自动调节阀门的开闭来实现煤气流量的稳定控制。
三、发展方向:在焦炉设备的自动化控制系统研究中,未来的发展方向主要包括以下几个方面:1. 系统智能化:通过引入人工智能、大数据分析等先进技术,实现焦炉设备自动化控制系统的智能化,提高控制系统的自适应性和智能化水平,进一步提高生产效率和质量。
基于自动对位技术的焦炉车辆自动控制系统
基于自动对位技术的焦炉车辆自动控制系统摘要四大车自动对位技术是实现焦炉自动化生产的基础和关键环节,对提高生产效率、降低劳动强度、简化操作流程、确保安全生产等有重要的意义,本文介绍了基于自动对位技术的焦炉全自动控制操作模型的原理及其在鞍钢现场的应用,实现焦炉车辆的出炉计划管理,作业实绩管理,按计划作业管理,作业联锁控制及安全控制等,从而实现了焦炉大车的全自动控制系统,为焦炉无人化生产打下了坚实基础。
关键词焦炉车辆;无线通信;自动对位;自动控制;无人化引言基于自动走行对位技术与无线通信联锁技术,焦炉四大车实现全自动生产操作。
其中四大车自动走行对位技术是实现四大车全自动控制的关键与基础,通过对无线通信系统[1],焦炉炉体DCS系统,焦炉加热系统,干熄焦控制系统等进行融合,实现了焦炉操作从班计划编排、计划发布、计划执行的全程闭环自动控制[2],大车作业实现了有人值守、无人操作的全自动控制模式,对简化操作流程,提高生产效率,降低工人劳动强度,确保安全生产等有十分重要的意义。
1 自动对位系统原理目前国内焦炉四大车普遍采用两种类型的精确对位系统:编码电缆位置感应系统和码牌炉号识别系统。
其中编码电缆位置感应技术为有源连续型地址码识别,码盘炉号技术为无源离散型地址码识别。
根据现场使用情况来看,码盘技术对位精度更高,系统集成度高,易于维护,适应现场恶劣环境,本系统方案基于码牌炉号识别技术。
1.1 码牌炉号识别技术焦炉大车利用安装在地面的编码码牌检测出自己所在的碳化室炉号,利用安装在从动轮上的增量编码器检测大车走行距离;用炉号信息与编码器信息确定大车所在实际位置,该炉号位置信息用于走行控制,另外发送给中央控制室的通信PLC,由通信PLC 进行大车间的联锁控制。
码牌炉号识别技术是一种离散式位置测量技术,读到地址码的必要条件是阅读头扫过码盘。
其系统功能框图如图1所示。
1.2 自动对位功能的实现(1)自动确定走行目标为实现自动走行功能,要用PLC控制系统替代司机进行目标炉号的确定。
关于捣固焦炉装煤车自动控制系统的探究 兰甜
关于捣固焦炉装煤车自动控制系统的探究兰甜摘要:简介捣固焦炉装煤车自动控制系统的工作原理,介绍了新时期下自动控制系统实现的意义,也在简要解析捣固焦炉的优势上介绍了捣固煤车,明确了捣固焦炉装煤车实现自动控制后的简易操作和行业优势。
通过采用最新的变频器控制模式实现机器的稳定运转,不仅操作性更强,而且环保节能,可以最大程度上降低污染。
关键词:捣固焦炉;变频;自动化;驱动技术一、捣固装煤车的涵义及构成结构捣固装煤车是一种用于固定长度的侧装倒煤固焦炉的主要机械设备,它担负着煤塔下接煤、承载煤饼、装煤等一系列的操作任务。
捣固装煤车车身主要是以钢架结构为主,行走装置位于整个车架的底部,装煤装备位于车架上部,控制中心有整个煤车自动控制系统,极大方便了操作者实地作业。
钢结构作为整个装煤车的主体,一般采用高架龙门市结构组装而成。
各主要梁和支柱、支架都采用钢板或型钢焊成不超过公路运输界限的部件。
走形装置一般由四套单独传动装置组成,并由四台变频机控制。
装煤装置主要由煤槽前挡板、煤槽内外活动壁、煤槽底板传动、煤槽后挡板及后挡板卷扬、锁闭机构等组成。
二、捣固装煤车自动控制系统1.人机界面系统简介与传统的人力装煤车相比,捣固装煤车实现了智能化,为了满足中小型自动化产品用户的普遍要求,新型装煤车实现了全新触摸屏的飞跃。
通过对屏幕相应功能指令和相关数据的触摸直接传达到PLC,通过PLC再进一步完成相应指令的操作过程。
利用点对点连接实现了与核心控制器的接洽,在原基础上进一步加强了系统的稳定性和排异性。
其中最为突出的是:操作方法更加简单直接多样化,操作人员可以一目了然观测机器的操作动作,重要数据的读取也跃然纸上;当出现故障无法正常作业时,通过智能界面即可得知故障部位及造成原因,大大节省了时间;界面同时可以形成多个角度及功能监控窗口,取代了传统操作表盘以及各种记录仪表,更能清晰显示各个操作盘和记录仪的即时数据,方便读取和比较。
其中行走结构界面清晰显示各个线路电压、工作电流以及使用频率,其中防撞信号警示灯和故障警报器更为突出,保证了故障能够及时发现解决和维护了系统运行的流畅性。
焦炉车辆智能化操作系统分析
焦炉车辆智能化操作系统分析摘要:在社会快速发展的推动下,我国产业政策也随之出现了巨大的变化,焦炉车辆为了顺应社会发展的需要也进行了诸多的调整,正在朝着节能、环保、自动化、智能化的方向迈进,在这种发展形势下焦化企业对焦炉机械设备的控制提出了更高的要求。
鉴于此,这篇文章主要针对焦炉车辆智能化操作系统展开全面深入的研究分析,希望能够对我国综合国力的良好发展有所帮助。
关键词:焦炉车辆;智能化;操作系统引言:将智能化系统运用到焦炉车辆操作系统之中,其实质就是将无线通讯系统设置在车辆控制系统之中,从而对控制室发送的各类控制指令进行接收,运用各个车辆中安设的炉号识别定位系统来对车来能够运行进行操控,这样就可以完成焦炉车辆全自动操作,并且能够确保车辆能够始终维持在稳定运行的状态,还可以对车辆运行的情况进行实时监控和记录,将车辆运行过程中遇到的故障通过上位机画面加以显示和记录。
1地面协调系统地面协调系统可以说是焦炉车辆运行、协调管控的核心系统,与所有车辆以及设备之间都可以利用无线或者是太网来实施数据的交流,其主要作用就是为焦炉车辆以及焦炉系统进行信息数据的交流和共享提供辅助。
地面协调系统通常都是由多个分支系统组合而成,诸如:工控机、PLC系统、无线以太网交换机、无线通讯系统、视频监控系统等,借助这一系统能够对车辆实施全面的管理,完成车辆信息的交换,实现对车辆的在线监控[1]。
2自动定位系统自动定位系统的结构形式是采用的码牌式的系统结构,通常可以划分为粗定位,精定位两个分支系统,所有的分支系统相互并不存在任何的关联,将二者进行整合,能够保证定位的准确性。
首先,粗略定位检测系统,这个系统式由高精度编码器进行控制,增量式编码器在运转的过程中会释放出脉冲,脉冲通过高速计数器模块将信息传递给电脑,从而获得车辆的准确的位置。
结合控制室发出的信息来对车辆的位置与制定位置的距离进行计算。
结合距离情况借助专业的计算方法来对车辆行驶的速度进行计算,为车辆进行行驶路线的规划,并且对车辆行驶证的速度加以合理的控制[2]。
焦炉推焦车的自动控制系统分析

采 用 一 次对 位 .— 5 2串 序 工 作 制 度 [。 “
推焦车 系统工艺流程 框图见图 1
走 行
平煤小 炉 门开 l
l 取门机 开门 lI 头尾焦刮板 机 I
l 清扫小 炉门开
小 炉 门 清 扫 及 上 升 管 吹 扫
平煤溜 槽前进 I 炉 门清扫 I 余 煤处理 Il 平煤 I l 推焦 平 煤溜槽后 退 I 平 煤小炉 门关 I I 炉框清 扫 l 门关 门 I I 取 头尾 焦刮板机
蓁l II lll蓁蓁 }llI ll
小 炉 门 系 统
清 扫
炉
厶
日
清 扫
系
统
图 2 自控 系统 组 织 图
面 ( u a a h n n e f c ) 触 摸 屏 实 现 了 操 作 H mnM c ieI tr ae 即
主机 系统 : 设 2 共 9个 输 入 、 出 模 块 , 些 模 块 输 这
之 满 足条 件 。 当 大 容 量 设 备 推 焦 或 平 煤 时 , 突 然 发 若
生 故 障 , 置 有 强 拉 出按 钮 , 果 还 不 能 将 其 拉 出 。 设 如 则
可 打开 手 摇 定 位 限 位 . 机 械 手 摇 装 置 把 推 焦 杆 或 平 用
文 章 编 号 :0 5 9 9 2 1 ) 0 — 0 9 0 中 图分 类 号 :O 5 文 献 标 识 码 : 10 — 5 8(00 一 10 4 — 3 T06 B
以 往 焦 炉 生 产 多 采 用 继 电 器 联 锁 来 控 制 各 种 生 产设备 。 于其体积大 、 电多 、 靠性差 、 命短 、 由 耗 可 寿 运 行 速 度 不 高 . 其 是 对 生 产 工 艺 多 变 的 系 统 , 应 性 尤 适 更 差 , 以设 备 大 型 化 、 艺 复 杂 化 的 6 所 工 m焦 炉 , 四大
焦炉机车智能化关键技术集成及应用
焦炉机车智能化关键技术集成及应用一、引言焦炉机车是焦化厂中的重要设备,其智能化水平直接影响到焦化生产的效率和质量。
随着科技的不断进步,各种智能化技术逐渐应用于焦炉机车的运行和管理中。
本文将探讨焦炉机车智能化关键技术的集成及应用。
二、智能感知技术智能感知技术是焦炉机车智能化的基础,主要包括传感器技术和数据采集技术。
通过安装多种传感器,实时监测焦炉机车的运行状态、环境参数等,实现数据的快速、准确采集。
智能感知技术的应用,使得焦炉机车能够自主感知外部环境变化,为后续的智能决策提供依据。
三、导航定位技术导航定位技术是焦炉机车智能化的重要组成部分,主要用于确定机车在焦化厂内的位置。
通过引入先进的导航定位系统,如惯性导航、GPS等,结合厂区内布置的磁钉、RFID等标识物,实现机车高精度定位。
导航定位技术的应用,使得焦炉机车能够自主规划最优路径,提高运行效率。
四、自动控制技术自动控制技术是焦炉机车智能化的核心,主要涉及控制算法和执行机构的设计。
通过引入先进的控制算法,如模糊控制、神经网络等,结合机车的物理特性和运行经验,实现对机车的精准控制。
同时,采用先进的执行机构,如电动推杆、伺服电机等,实现机车各项动作的精确调节。
自动控制技术的应用,大幅提升了焦炉机车的自动化水平。
五、数据分析技术数据分析技术是焦炉机车智能化的关键环节,主要用于挖掘数据中隐藏的价值。
通过引入大数据和人工智能技术,对海量的感知数据进行处理和分析,提取出有价值的信息,为优化决策提供支持。
例如,通过对机车运行数据的分析,可以发现其运行规律和潜在故障,为预防性维护提供依据。
六、故障诊断技术故障诊断技术是保障焦炉机车稳定运行的重要手段。
通过引入故障诊断算法,利用传感器采集的数据进行实时分析,实现对机车运行状态的监测和故障预警。
同时,故障诊断技术还能够对历史故障数据进行挖掘,找出故障原因和解决方案,提高机车的可靠性和维修效率。
七、优化调度技术优化调度技术是提升焦炉机车运行效率的重要途径。
基于PLC的焦炉机车联锁定位系统设计

基于PLC的焦炉机车联锁定位系统设计吴兰;张湧涛;薄敬东;李奇平【摘要】@@%本文叙述了德国西门子公司的SIMATIC S7-200可编程控制器在焦炉四车联锁定位系统中的应用.具体介绍了焦炉机车连锁定位系统的构成、炉号识别与自动定位系统的原理和方法、无线通讯原理及以推焦车为对象的PLC软件设计.【期刊名称】《制造业自动化》【年(卷),期】2012(034)022【总页数】3页(P5-7)【关键词】可编程控制器;自动定位;联锁控制;无线通讯【作者】吴兰;张湧涛;薄敬东;李奇平【作者单位】河北联合大学,唐山063009;河北联合大学,唐山063009;河北联合大学,唐山063009;河北联合大学,唐山063009【正文语种】中文【中图分类】TP2730 引言焦炉机车是焦化生产的主体设备,即装煤车、推焦车、拦焦车和熄焦车,主要完成装煤、推焦、导焦、熄焦等工作。
装煤车按作业计划从煤塔取煤,称重后送入炭化室内;推焦车与装煤车在同一轨道上,当焦炭成熟后负责推焦;拦焦车和熄焦车在焦炉另一侧,拦焦车轨道在上,熄焦车轨道在下,拦焦车负责将成熟的焦炭导入熄焦车内,熄焦车把红焦送往熄焦塔熄灭。
按照生产工艺的要求,焦车需要处于一种“运行—对正停车—运行”的状态,如何能实时准确的获得焦车当前所处的炉号,并使焦车准确停在指定的位置是焦炉持续可靠生产的必要保证。
为此,我们在综合考虑成本、精度、性能等基础之上,制定出了一套适合我国大多数中小焦化厂的基于PLC的焦炉机车自动定位与联锁控制系统。
利用PLC组网技术和无线通讯装置,建立起一个工业局域网,较好的实现了机车的精确定位和联锁控制,经永顺焦化公司1#、2#炉使用,系统运行稳定可靠、结构简单、施工维护方便[1]。
1 联锁定位系统的构成本系统利用一系列自动化装置和技术搭建起一主四从的工控局域网,一主为中央监控站,四从包括装煤车站、推焦车站、拦焦车站和熄焦车站,通过各站间的通讯实现了焦炉四车的可靠联锁与精确定位[2]。
焦炉炉号自动识别与四大车定位连锁控制系统的研制
半导体激光器发射一束特定频率的光波, 通过 与电机同步的( 一般同轴连接 ) 光电盘, 盘上同一圆 周上均匀地分布许多小孔。电动机旋转时, 光电盘 也跟着旋转, 每当小孔经过光束时 , 接收器就可接收
2005
33
个状态进行分别计算。速度图形各个状态的示意图 如图 3 所示。
在这个状态中, 焦车从匀速运行过渡到减速运 行。因此, 每个周期的焦 车速度变化量比 较复杂。 为了精确、 快速 运算 , 处理 方法与 状态 4 一样 , 在 EPROM 中预先设置各周期中速度变化量数据表。 在每个运算周期中进行查表运算。一直运算到, 当 速度图形值小于剩距离速度图形值时, 即转入状态 7 运算。 ( 7) 剩距离减速运行状态( 状态 7)
表3 时 间 3 月27 日 精苯车间 0. 0592 技质科 0. 0531 未洗份 CS2 的分析结果比较 4 月1 日 0. 0762 0. 0618 4 月9 日 0. 038 0. 0479 0. 048 0. 0487 % 0. 035 0. 0427 4 月10 日 4 月14 日
图3
四大车定位运动控制曲线
以上所述的 6 个状态中 , 焦车的速度图形都是 时间的函数。从状态 7 开始 , 即焦车进行正常减速 运行时 , 速度图形是剩距离的函数, 其函数关系比较 复杂, 不能用简单的计算式来表示。所以 , 又采用了 数据表的方法, 即预先在 EPROM 中设置一一对应 剩距离的速度图形数据表。根据此数据表中的值进 行运算 , 当焦车进入慢速开始位置时 , 即由状态 7 转 入状态 8 运算。 ( 8) 慢速运行状态 ( 状态 8) 在慢速运行阶段。当速度图形值小于慢速运行 速度指令的规格化数据值时 , 速度图形值被指定为 慢速运行速度指令的规格数据值。慢速运行速度的 规格化数据值是根据现场电机的参数来设定的。
浅析焦炉电机车传动系统和精确定位的方法
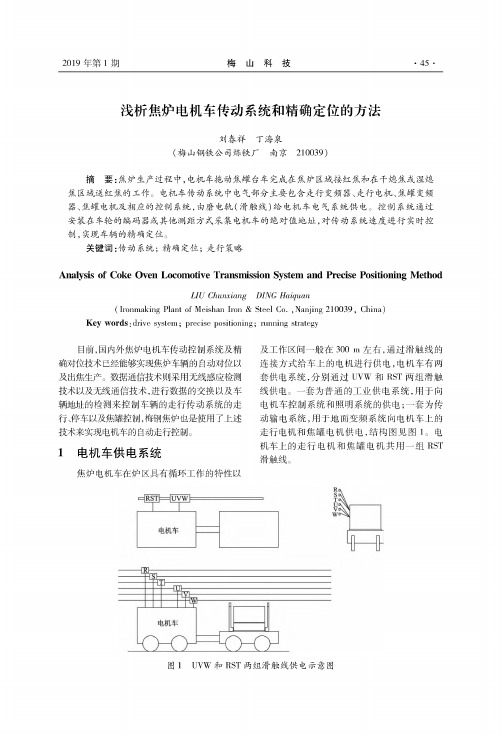
2019年第1期梅 山 科 技-45 -浅析焦炉电机车传动系统和精确定位的方法刘春祥丁海泉(梅山钢铁公司炼铁厂 南京 210039)摘要:焦炉生产过程中,电机车拖动焦罐台车完成在焦炉区域接红焦和在干熄焦或湿熄焦区域送红焦的工作。
电机车传动系统中电气部分主要包含走行变频器、走行电机、焦罐变频 器、焦罐电机及相应的控制系统,由磨电轨(滑触线)给电机车电气系统供电。
控制系统通过 安装在车轮的编码器或其他测距方式采集电机车的绝对值地址,对传动系统速度进行实时控制,实现车辆的精确定位。
关键词:传动系统;精确定位;走行策略Analysis of Coke Oven Locomotive Transmission System and Pecise Positioning MettodLIU CCunxiang DING Haiquan(Ironmaking Plant of Meishan Iron & Sted Co. # Nanjing 210039, China )Key words : drive system ; precise positioning ; ainning stomgy目前,国内外焦炉电机车传动控制系统及精确对位技术已经能够实现焦炉车辆的自动对位以 及出焦生产。
数据通信技术则采用无线感应检测 技术以及无线通信技术,进行数据的交换以及车 辆地址的检测来控制车辆的走行传动系统的走行、停车以及焦罐控制,梅钢焦炉也是使用了上述技术来实现电机车的自动走行控制。
1电机车供电系统焦炉电机车在炉区具有循环工作的特性以及工作区间一般在300 m 左右,通过滑触线的连接方式给车上的电机进行供电,电机车有两套供电系统,分别通过UVW 和RST 两组滑触 线供电。
一套为普通的工业供电系统,用于向 电机车控制系统和照明系统的供电;一套为传动输电系统,用于地面变频系统向电机车上的 走行电机和焦罐电机供电,结构图见图1 &电机车上的走行电机和焦罐电机共用一组RST 滑触线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焦炉机车是大型机械,且是露天工 作,在雨雪天气的影响下,焦炉 机车运行时不可避免的会产生滑移
常年高温高热的环境下焦炉机车轨 道容易出现变形
累计误差
精确对正子系统研究设计
图像定位机构工作原理图
炉室
炉号标记 炉室
摄像头
A/D转换单元
视频同步分离 单元
MCU
精确对正子系统研究设计
系统噪声和量测噪声满足
E[Wk ] 0,Cov[Wk ,Wj ] E[Vk ] 0,Cov[Vk ,Vj ]
E[WkW
90年代
• 射线
• 激光对正
主要内容
总体方案 炉号识别子系统研究设计 精确对正子系统研究设计 通信网络的构建
总结与展望
主要内容
总体方案
炉号识别子系统研究设计 精确对正子系统研究设计 通信网络的构建
总结与展望
总体方案
焦炉机车定位系统现场分布图
通信控制器 推焦车
RFID电子标签
铁轨
摄像头 焦车控制器
N 行列校验 Y 存储数据
结束
炉号识别子系统研究设计
炉号识别子系统流程图 开始
初始化 使能U2270B
读取当前站的ID卡 的卡号now
接收无线模块传送 来的目的站号
N now=target
now>targer N
Y 后退
Y 减速
结束
前进
特点
炉号识别子系统研究设计
本课题研究设 计的炉号识别 子系统的特点
炉室 中心线
电子标签
铁轨
全波整流电路
时序发生器
内存数据阵列
信号调制电路
数据编码模块
12 5 JCON2 Q 9 9 R2 2 7 4 C4 4 IN4148 8 0 R1 5 D IN4148 4 7 DR 3 5 7 2 6 3 7 R4 D 1 2 4 D D 5 7 R4 IN4148 IN4148 IN4148 4.7NF 5 C 680PFC6D 1.5NF 4 33 C 43 08 R3R6 VCC 3 0123456 F C 2 5 91111111 u 2 0 2 1 1 C2 4 3 JCON2 7 4 F S S P 1 R V V H C CL1 SBY D 2 VEXT E VBATT ND 1 3 JCON2 S EGN OINPUTMCFEDCL2GOUTPUT 2 UU2270B 2 34567812 1 2 JCON2 3 2 0 R1 VCC 3 1 0 VCC R1 VCC 4 7 C1014 3.3V 12 7 JCON2 25 X X TR T U VSS O V S818 C VINNON/OFF12 1 JCON2 143 X X TR 4 0 C311 VCC 1234567890 1111111112 P1.5P1.4P1.3P1.2P1.1P1.0P0.7P0.6P0.5P0.4 DD ND C4510uF/16V P0.3P0.2P0.1P0.0GV/RSTP2.0P1.7P1.6 1 UF330D 3.3V K 1234567890 0 1 R41 1 1 1 Y K 2 2 R421 3.3V C M 3 4 2 2 C4 5 PP 2 C6 6 33 JCON6 C1E3C2E3 K R431 3.3V
焦炉机车自动定位系统的研究与设计
指导教师:王明顺 副教授 答辩学生:牛亚男
课题背景
焦炉机车现场示意图
存在问题
研究背景
焦化厂生产环境恶劣 车辆的频繁移动
焦炉机车自动 定位——难题
工艺上要求的精确定位
研究现状
70年代
• 旋转编码器 • 齿条+旋转
编码器
80年代
• 条形码技术 • 红外定位 • 编码电缆
Y
结束
精确对正子系统研究设计
去噪前后结果对比
精确对正子系统研究设计
随机扰动
机车运行时不可避免的会产生滑移
焦炉机车轨道变形导致车体震动和 横向窜动
摄像头位 置信息偏 移
卡尔曼滤波
状态方程
X k k ,k 1 X k 1 Wk 1
量测方程
Zk Hk X k Vk
RFID读写器
通信控制器
炉室
拦焦车 熄焦车
主控制室
总体方案
核心思想——定位系统采用炉号识别与精确对正 分离
准确获得三车 分别所处有效 炉室区域的炉 号
RFID
最短的时间内 自动停车对正 (定位)在指 定炉号的炉室 位置。
(旋转编码器+ 摄像头)
方案实现
s s1 s s2 s s3
炉号识别子系统研究设计
读写器的电路原理图
炉号识别子系统研究设计
天线的设计
磁场常数
回路半径
回路电感
影响天线尺寸的因素
谐振频率
绕线直径
炉号识别子系统研究设计
读卡子程序流程图 开始
初始化
找下跳
找上跳
延时 t,读入数据
N 1?
Y 延时 t,读入数据 , 找跳变 (共127次 )
N 9个 “1”? Y
图像采集流程图
开始
N 场同步开始 Y 场延时
N 行同步开始 Y 行延时
存储A/D转换 的数
一行结束
Y
一场结束
N
精确对正子系统研究设计
二值化流程图
开始
计算平均值(avg) 和标准偏差(sigma)
以avg为界,求两 侧的最大值a1,a2
| a1-a2 |
N
<sigma
Y 计算像素中值点 位置(midpos)
midpos>avg
Y 小峰在大峰左 边,调整分界点
N
小峰在大峰右 边,调整分界点
重新计算大峰, 小峰的位置
以两峰位置的 中点做为阈值
结束
精确对正子系统研究设计
去噪的流程图
开始
N
是否为单
个噪点
Y
滤掉噪点
K=K+1
一场的点
N
都滤过
Y
N
第j列是否有相异的
噪点
Y
滤掉小部 分噪点
j=j+1
一场结束?
N
总体方案
总体方案
多传感器定位优势
精度 可靠性
空间范围
可信度
时间范围 生存能力
主要内容
总体方案
炉号识别子系统研究设计
精确对正子系统研究设计 通信网络的构建 总结与展望
作原理图
焦车控制器
读写器
低通 滤波
本振
~
功率放大
环形器
天线
低通 滤波
接收机回路
电子标签 时钟选取电路
可靠性高 成本低 维护方便
炉号识别子系统研究设计
补充说明
有效性
补充
脱轨 方向性
主要内容
总体方案 炉号识别子系统研究设计
精确对正子系统研究设计
通信网络的构建 总结与展望
精确对正子系统研究设计
位置检测机构工作原理图
旋转编 码器
隔离单 元
倍频单元
整形单 元
位置信息
MCU
鉴向单元
方向信息
精确对正子系统研究设计