年处理300万吨甲醇制烯烃(MTO)项目可行性实施报告
180万吨年甲醇制烯烃项目
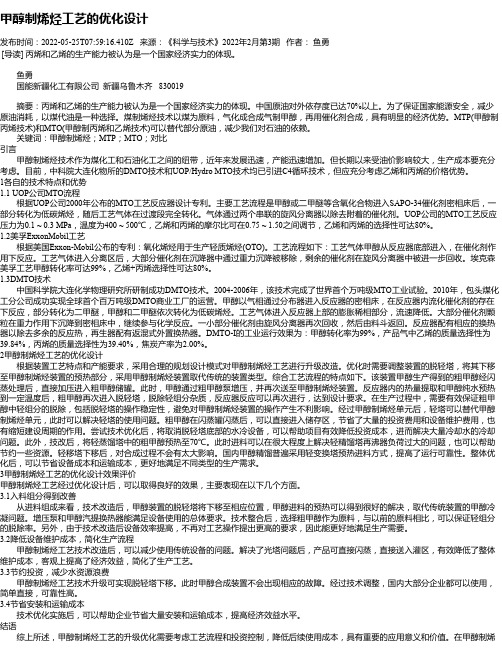
热区
Hot Zone
冷区
Cold Zone
19
节能工艺 Energy Saving
Technology
热集成 Heat Integration
最小传热温差 △Tmin
16℃
20
节能工艺 Energy Saving
Technology
热集成 Heat Integration
夹点温度 Pinch Temperature
项工 节设 目艺 能备 背流 工选 景程 艺型
180万吨/年甲醇制烯烃项目
节能工艺
Energy Saving Technology
热集成 Heat Integration
节能降耗 Energy Saving
18
节能工艺
Energy Saving Technology
热集成
Heat Integration
27
节能工艺
Energy Saving Technology
节能降耗 Energy Saving
中间换热
Middle Heat
余热锅炉
Waste Heat Boiler
节能降耗
Energy Saving
热集成 Heat Integration
优化换热路线 Optimized Heatexchange Route
乙烯分离塔
Ethene Separation Tower
26
节能工艺
Energy Saving Technology
热集成 Heat Integration
节能降耗 Energy Saving
项工节设 目艺能备 背流工选 景程艺型
180万吨/年甲醇制烯烃项目
甲醇制烯烃技术分析

甲醇制烯烃技术分析发布时间:2021-08-24T16:45:48.730Z 来源:《建筑科技信息》2020年13期作者:宋垚[导读] 本文主要阐述了甲醇制低碳烯烃各个工艺的研究进展。
摘要:甲醇制低碳烯烃核心在于甲醇转化催化剂的研发,煤通过气化、净化、合成制得甲醇,以甲醇为原料,选取ZSM-5或者SAPO-34分子筛催化剂,在特定的反应器中反应制取低碳烯烃。
根据产物种类的不同,大致可以分为甲醇制乙烯(MTO)技术,甲醇制丙烯(MTP)技术以及甲醇制丁烯(CMTX)技术。
本文主要阐述了甲醇制低碳烯烃各个工艺的研究进展。
关键词:甲醇;制烯烃;技术一、甲醇制烯烃技术借助煤资源来获得低碳烯烃的过程如下:首先采取措施实现煤的气化,继而将其转化得到合成气。
事实上,甲醇就是借助以上操作得到的。
至于低碳烯烃的获取,就是由甲醇的提取转化得来的。
这种制作低碳烯烃的技术,在我国已经属于较为娴熟的技术工艺了。
然而其中的甲醇制烯烃技术正是其中的重要环节,但就这一技术而言我国的技术研发仍有待提升。
二、甲醇制乙烯技术2.1UOP/NorskHydro的MTO技术 UoP/NorskHydro的MTO工艺可以加工各种规格甲醇原料,以SAPO-34分子筛为催化剂,小试结果为甲醇转化率100%,双烯选择性大于80%,乙烯与丙烯比可在1.5—0.75内调节。
2.2中国科学院大连化学物理研究所DMTO技术 20世纪80年代,中国科学院大连化学物理研究所开始进行甲醇制低碳烯烃研究,最初采用中孔ZSM-5沸石催化剂完成年产300t装置固定床中试,鉴于固定床反应器催化剂的再生方式和取热等问题,90年代又开始了流化床技术的开发,以SAPO-34分子筛为催化剂,先后开发了合成气经二甲醚制低碳烯烃(SDTO)技术和甲醇经二甲醚中间产物制低碳烯烃(DMTO)技术。
2005年,中国科学院大连化学物理研究所、中国石化洛阳工程设计有限公司、陕西新兴煤化工科技有限公司开始进行万吨级DMTO工业化试验。
精细化工可研申请报告万吨甲醇可研

精细化工可研申请报告万吨甲醇可研一、项目背景随着我国经济的快速发展及人民生活水平的提高,对能源的需求量也越来越大,而甲醇作为一种新型燃料,可以被广泛应用于燃料、化工、医药等领域,具有广阔的市场前景。
目前,我国的甲醇行业仍处于发展阶段,市场需求旺盛,但生产技术与设备仍有待进一步发展和升级。
通过对市场研究和技术评估,我们发现精细化工可研申请报告万吨甲醇可研是一个可行的项目,该项目可以使公司进一步巩固自身在甲醇市场的地位,并开拓新的领域,增强公司的竞争力和市场份额。
二、项目概述1.项目名称:精细化工可研申请报告万吨甲醇可研。
2.预计投资金额:约1000万元。
3.预计建设周期:3年。
4.项目描述:该项目旨在建设一座年产万吨甲醇的生产线,并推行精细化工生产,实现从原材料到成品的全产业链式发展。
该项目将建设现代化的设备,拥有先进的生产工艺和设备,并将引入先进管理和自动化技术,提高生产效率和企业核心竞争力,实现项目的可持续发展。
5.项目效益:(1) 增强公司的竞争力和市场份额。
(2) 扩大企业规模,提高效益和盈利能力。
(3) 推动公司的技术创新和产业升级。
(4) 带动相关产业的发展,促进地方经济发展。
三、项目分析1.市场前景分析(1) 甲醇市场需求旺盛,具有广阔的市场前景。
(2) 根据调查数据,未来5-10年,我国甲醇市场需求将保持较快增长,市场空间巨大。
(3) 随着环保政策的推进,清洁能源的发展将成为未来的趋势,而甲醇作为一种新型燃料,将成为清洁能源领域的重要组成部分。
(4) 作为新兴产业,甲醇产业的技术和设备仍有待进一步完善和升级,公司有望通过引入先进技术和设备,提高自身的竞争力。
2. 投资风险分析(1) 市场风险:市场需求的变化、价格波动和竞争加剧等可能给公司带来一定的风险。
(2) 技术风险:生产工艺和设备的先进性是否能够满足市场需求、设备的可靠性和使用寿命等都可能给公司带来一定的风险。
(3) 政策风险:政策环境的变化、环保政策的加强等都可能影响公司的运营和发展。
年产180万吨甲醇项目可行性研究报告

年产180万吨甲醇项目可行性研究报告1.1 生产规模及产品方案1.1.1 生产规模及产品方案本项目作为**煤制油有限公司煤制烯烃项目60万吨/年MTO装置的配套工程,甲醇装置公称生产规模为180万吨/年,5500吨/日,年操作时间8000小时。
同时,本项目年副产硫磺27072吨。
1.1.2 产品、副产品质量指标1)甲醇本项目产品甲醇除了满足MTO装置对甲醇的质量要求外,同时要满足商品甲醇的需要。
因此甲醇质量指标执行中华人民共和国国家标准工业甲醇(GB338-92)优等品的要求。
中华人民共和国国家标准工业甲醇(GB338-92)2)副产品硫磺硫磺产品符合中华人民共和国国家标准(GB2449-92)优等品指标。
1.2 工艺技术选择1.2.1 原料路线确定甲醇是由一氧化碳与氢在催化剂存在的情况下进行化学反应而制得。
煤、焦炭、天然气、炼厂气、石脑油(轻油)、渣油(重油)、焦炉气和乙炔尾气等均可用来制造一氧化碳和氢(合成气),作为合成甲醇的原料。
在甲醇生产装置中,合成气的制备,在装置总投资中占绝大部分(约为60%),而甲醇的合成、粗甲醇的精馏以及公用工程等部分的投资所占比例较少,所以,甲醇生产原料路线的选择,主要是对合成气制备所用原料以及工艺路线的选择。
甲醇生产装置各工序的投资比例见下表:甲醇生产装置各工序投资比例表选用生产甲醇合成气的原料,可以从原料储量、现有生产能力、原料价格、成本、投资费用与技术水平等进行综合考虑。
**集团万利煤矿地处鄂尔多斯市,矿区有丰富的煤炭资源,从储量和目前的生产能力上看,完全可满足合成甲醇所需合成气原料的需要。
以煤或天然气为原料制合成气的生产工艺都比较成熟,国内外都有大型工业化装置在运转。
国外大型甲醇装置大多采用以天然气为原料的生产路线,主要原因除了一次性投资较低外,也与国外的天然气价格低有关。
比如沙特阿拉伯1998年的天然气价格为0.15元/Nm3,目前价格为0.279元/Nm3。
甲醇制烯烃技术进展

2017年09月甲醇制烯烃技术进展杨政(陕西煤化工技术工程中心有限公司,陕西西安7100075)摘要:综述了国内外甲醇制烯烃技术的进展,介绍了国内外甲醇制烯烃工艺的特点,展望了甲醇制烯烃技术应用及发展前景关键词:甲醇制烯烃;甲醇;乙烯;丙烯;丁烯;技术进展;1甲醇制烯烃技术进展甲醇制烯烃是指以甲醇为原料生产低碳烯烃的化工技术,原料甲醇主要来自煤炭或天然气等非石油路线合成。
按照目的产物的不同,甲醇制烯烃技术可分为MTO(甲醇制烯烃)工艺,主要产品是乙烯和丙烯[1];MTP(甲醇制丙烯)工艺,主要产品是生产丙烯[2]以及CMTX (甲醇制丁烯)工艺,主要产品是丁烯烯和丙烯。
1.1MTP (甲醇制丙烯)技术1.1.1Lurgi MTP 工艺20世纪90年代,Lurgi 公司开始研发MTP 工艺,该工艺采用高硅H-ZSM-5分子筛催化剂,该催化剂丙烯选择性高、结焦少、丙烷产率低。
反应压力0.13MPa−0.26MPa ,反应温度380−480°C 。
乙烯和丁烯循环,增产丙烯,其收率可达到70%。
2002年1月鲁奇公司在挪威TJeldbergodden 地区的Statoil甲醇厂建立工业示范装置,设计甲醇处理能力360kg/h ,装置正常运转了11000h ,甲醇转化率大于99%,丙烯的总碳收率约为71%,并副产高品质汽油。
2008年4月神华宁夏煤业集团公司引进Lurgi 公司MTP 工艺技术,在宁夏宁东能源重化工基地建设煤制丙烯项目2010年8月,装置全部建设完工2011年5月,装置产出合格的聚丙烯产品。
2005年,德国Lurgi 公司与大唐国际发电股份有限公司签署了470kt/a 煤基生产丙烯的MTP 专利技术转让合同。
2010年10月27日建设项目实现生产装置中交。
2011年9月28日,煤基烯烃项目整套装置实现全线流程贯通,产出终端合格产品聚丙烯。
1.1.2清华大学FMTP 工艺清华大学反应工程实验室自上世纪90年代开始进行甲醇及二甲醚制低碳烯烃的研究,成功开发出基于SAPO-18/SAPO-34分子筛的混晶催化剂,通过低碳烯烃循环转化工艺,可使丙烯收率达到77%该工艺可以调节乙烯/丙烯(摩尔比)的产物比在0.02~0.85,乙烯和丙烯产品的原料甲醇消耗量小于2.62t/t 。
甲醇制烯烃技术报告(非常好)
1 甲醇制烯烃1.1 工艺技术方案的选择1.1.1 甲醇制烯烃工艺技术1.1.1.1 原料路线确定的原则和依据甲醇制乙烯、丙烯等低碳烯烃(Methanol-to-Olefin,简称MTO)是最有希望替代石脑油为原料制烯烃的工艺路线,目前工艺技术开发已趋于成熟。
该技术的工业化,开辟了由煤炭或天然气经气化生产基础有机化工原料的新工艺路线,有利于改变传统煤化工的产品格局,是实现煤化工向石油化工延伸发展的有效途径。
甲醇制烯烃的反应比较复杂,在高选择性催化剂上,MTO主要发生如下放热反应:2CH3OH CH3OCH3+H2O12CH3OH C2H4+ 2C3H6+ C4H8+12H2O6CH3OCH3C2H4+ 2C3H6+ C4H8+6H2O本项目采用煤炭气化制甲醇,甲醇制烯烃的生产路线。
1.1.1.2 国内、外工艺技术概况(1) 国外工艺技术概况二十世纪八十年代初,美国美孚(Mobil)公司在研究采用沸石催化剂利用甲醇制汽油(MTG)工艺的过程中发现并发展甲醇制烯烃(MTO)工艺。
Mobil对反应机理进行了细致的研究,优化催化剂,合成了针对MTO和MTG反应的新型沸石催化剂ZSM-5。
Mobil基于流化床的工艺示范装置自1982年底运行至1985年末,成功地证明了流化床反应系统可以应用于MTG和MTO过程。
Mobil甲醇制汽油技术的成功开发推动了甲醇制烯烃(MTO)、甲醇制丙烯(MTP)等工艺的开发。
目前,国外的工艺技术中,由※※※※/※※※※公司共同开发的MTO 工艺、由Lurgi公司开发的MTP工艺最具有产业化前景。
1986年UCC发现采用SAPO-34(磷酸硅铝分子筛)可以有效地将甲醇转化为低碳烯烃,而后UCC将相关技术转让给了※※※※公司。
1992年※※※※和Norsk※※※※合作开发了以多孔性MTO-100(主要活性组分为SAPO-34)为催化剂的※※※※/※※※※工艺,MTO-100催化剂具有更好稳定性和耐磨性。
年产 60 万吨烯烃MTO 分厂-初步设计说明书
目 录年产 60 万吨烯烃MTO 分厂——初步设计说明书第一部分 正文第一章总说明1.1 项目概况 1 1.2 设计依据 1 1.3 工艺特点 1 1.4 产品方案1 1.5 主要物料规格及消耗2 1.6 主要危险品防护3 1.7 全厂综合经济技术指标3第二章总图及运输2.1 厂址概况5 2.1.1 地理位置及厂区概况 5 2.1.2 原料和市场6 2.1.3 自然条件6 2.1.4 基础设施及投资环境7 2.2 工厂总平面布置9 2.2.1. 设计依据和设计原则9 2.2.1.1 设计依据 9 2.2.1.2 设计原则 9 2.2.2 总平面布置方案9 2.2.2.1 总体布局 9 2.2.2.2 分区布置10 2.2.2.3 厂内道路及运输 12 2.2.2.4 绿化 12 2.2.3 安全设计 12 2.2.4 面积说明13 2.2.4.1 区域系数 13 2.2.4.2 各分区面积13第三章原料、辅助材料采购与基于波特五力分析的营销策略3.1 原料及辅助材料采购15 3.1.1.概述与原料、辅助材料介绍153.2 原料标准及行情153.2.1 原料标准153.2.2 陕西地区甲醇行情15 3.3.产品营销153.3.1 概述153.3.2 波特五力分析163.3.3 营销策略的制定17第四章工艺方案选择与工艺流程模拟4.1 工艺技术方案选择194.1.1 概述194.1.2 现有MTO/MTP 技术概况194.1.2.1 甲醇制烯烃技术194.1.2.2 分离技术224.1.3 工艺技术方案的选择和论证244.1.3.1 甲醇制烯烃工艺方案的选择244.1.3.2 分离方案选择254.1.3.3 引进技术及进口设备274.2 工艺流程设计274.3 全流程模拟与优化324.3.1 MTO 反应单元流程模拟334.3.2 烯烃分离单元流程模拟344.4 全厂物料及能量平衡384.4.1 物料衡算384.4.2 能量平衡40第五章换热网络与热集成5.1 概述415.2 冷热流股确定415.3 组合温焓图及组合曲线图绘制425.4.构建和优化换热网络435.5 过程物流换热网络的详细说明435.5.1.甲醇原料初步预热及汽化455.5.2 反应器出口产品气冷却455.5.3 急冷水冷却465.6 换热网络总结47第六章丙烯制冷系统6.1 概述486.1.1 丙烯系统功能简述486.1.2 丙烯系统构建步骤简述486.2 丙烯制冷系统中需要换热的流股汇总486.2.1 塔顶塔釜流股及其来源汇总496.2.2 中间换热流股汇总496.2.3 所有换热物流及换热要求汇总496.3 丙烯制冷系统循环方式的选定506.3.1 丙烯制冷原理概述506.3.2 级数的选择516.3.3 各温位等级的选择516.3.4 丙烯制冷循环系统示意526.4.各蒸发器中换热流股的确定52536.5.各冷却器中换热流股的确定6.6.丙烯制冷循环系统的模拟546.7 与三段压缩的比较546.8 与深冷的比较556.9 结论55 第七章设备设计与选型7.1 全厂设备概况及主要特点567.2 MTO 反应工段反应—再生系统设计说明567.2.1 概述567.2.2 MTO 反应机理及热力学参数567.2.3 反应器、再生器形式的选择577.2.4 反应器的结构587.2.5 反应—再生系统具体设计计算587.2.5.1 反应器、再生器的操作参数587.2.5.2 反应器、再生器结构尺寸设计结果597.2.5.3 反应器、再生器的机械设计结果60607.2.5.4 反应器、再生器内构件、附件、旋风分离系统设计结果7.2.5.5 再生器烧焦计算、物料平衡及能量平衡计算结果617.2.5.6 催化剂循环装置设计及两器压力平衡计算结果627.3 塔设备设计637.3.1 概述637.3.2 塔型选择及塔的结构尺寸计算647.3.3 塔板及附件设计647.3.3.1 塔盘机械结构设计647.3.3.2 塔板流体力学计算及校核657.3.4 塔的载荷计算677.3.5 塔的强度设计及稳定校核687.4 换热器设备设计687.4.1 概述697.4.2 设计条件697.4.3 设备选型697.4.4 传热面积校核697.4.5 循环流量校核697.4.6 设计结果汇总70 第八章车间布置8.1 设计依据和设计728.1.1 设计论据728.1.2 设计原则728.2 车间划分概述728.3 初步分离车间布置728.3.1 车间整体布置72年产 60 万吨烯烃MTO 分厂——初步设计说明书728.3.2 各类设备布置8.3.3 车间布置图73 第九章管道布置9.1 概述769.2 管道布置与设计原则769.2.1 管道布置769.2.2 管路敷设77779.2.3 管道与建构筑物、架空管道管架跨越铁路道路的最小垂直间距9.3.管道设计789.3.1 管子直径789.3.2 管壁厚度789.3.3 管材789.4 安全措施789.5 管道一览表78 第十章自动控制方案10.1 自控水平、方案及基本要求7910.2 仪表选型基本原则7910.3 单元设备自控方案7910.3.1 离心泵7910.3.2 换热器8010.3.3 压缩机8110.3.4 储罐8110.4 过程控制方案8110.4.1 反应工段8110.4.2 分离工段87 第十一章分析化验11.1 设计原则及采用标准9211.1.1 设计原则9211.1.2 设计中采用的标准9211.2 分析化验室的目的和任务9211.2.1 中心化验室的任务9211.2.2 车间化验室的任务9211.3 化验中心主要检测项目9211.3.1 原料检测9211.3.2 产品检测9211.3.3 环保监测9511.4 中心化验室主要仪器配备表9611.5 车间化验室97第十二章供热12.1 概述9812.2 设计标准与规范9812.3 需要低压蒸汽的换热设备9812.4.供热系统配套设施9912.4.1 安全阀、泄压阀9912.4.2 循环管9912.4.3 蒸汽母管9912.4.4 防噪声装置99第十三章给排水13.1 概述10013.2. 设计标准、规范10013.3. 给水系统10013.4. 厂区给水方案10113.5.排水系统101第十四章供电14.1 设计范围10314.2 设计标准、规范10314.3 设计原则10314.4 供电电源10314.5 供电方案选择10414.6 变电所设置10514.7 供电线路的设计10514.8 防雷、接地、防静电措施10514.9 电气设备106第十五章电信工程15.1 设计范围10715.2 设计依据10715.3 电信方案107第十六章土建16.1 设计依据10916.2 建筑设计范围10916.3 厂区地理情况10916.3.1 气候特点10916.3.2 地理条件与地质灾害10916.4 建筑与结构设计方案10916.4.1 设计原则10916.4.2 设计方案110第十七章罐区17.1 编制依据11217.2 罐区概况11217.3 储罐设计11217.4 罐区建造与施工11517.5 罐区安全115第十八章消防18.1 危险物质概述11618.2.主要危险性物质性质列表11818.3 事故发生的可能性及危险性分析11818.3.1 危险性11818.3.2 燃烧爆炸分析11918.4 消防安全措施11918.4.1 设计规范11918.4.2 基础消防措施11918.4.3 厂区消防布置11918.5 消防系统12018.5.1 稳高压消防给水系统12018.5.2 中压系统和高压系统12018.5.3 消防管网布置12018.5.4 消防水炮和消火栓12018.5.5 消防站120第十九章维修19.1 维修体制概述12219.2 维修车间设计12219.3 维护检修12219.4 高危设备的安全检修要求123第二十章劳动安全与工业卫生20.1 设计依据12420.1.1 国家、地方政府和主管部门的有关规定12420.1.2 采用的主要规范、规程、标准和其他规定12420.2 生产过程中危险有害因素分析12420.2.1 潜在的危险性因素12420.2.2 危险有害因素的分析12820.3 安全防范措施12820.3.1 防火防爆措施12820.3.2 泄漏应急措施12920.3.3 防噪措施12920.3.4 其他防范措施13013020.4 消防与急救20.5 工业卫生131第二十一章环境保护21.1 厂址与环境现状13221.2 编制依据及采用标准13221.2.1 环境保护法律13221.2.2 环境质量标准13221.2.3 排放标准13221.3 主要污染源和主要污染物排放量13221.4 设计中采取的环保措施13421.4.1 建设期污染防治措施13421.4.2 运营期间污染防治13421.5 环境影响评价分析13621.6 绿化13621.7 环境保护投资概算137第二十二章采暖通风及空气调节22.1 设计依据13822.2 厂址所在地气候情况13822.3 设计参数13922.4 设计范围13922.5 设计方案13922.5.1 采暖13922.5.2 通风140第二十三章工厂组织与劳动定员23.1 企业文化14123.2 工厂组织14123.3 经营管理14123.3.1 技术管理14123.3.2 人力资源管理14223.3.3 物流管理14223.3.4 信息管理14223.3.5 安全与环保管理14223.4 劳动定员14223.4.1 定员原则14223.4.2 生产班次14223.4.3 定员和工资143第二十四章节能24.1 节能措施145年产 60 万吨烯烃MTO 分厂——初步设计说明书第二部分附录附录1 各主要设备物料及能量衡算表146 附录2 设备选型一览表155 附录3MTO 反应-再生系统计算说明书166 附录4 乙烯精馏塔设计说明书190 附录5 乙烯精馏塔再沸器设计说明书218 附录6 重要管线一览表229年产 60 万吨烯烃MTO 分厂——初步设计说明书1第一章 总说明• 项目概况本项目为一座大型煤化工综合企业设计一座年产 60 万吨烯烃(30 万吨/年乙烯,30 万吨/年丙烯)的分厂。
甲醇制烯烃技术(MTOMTP)

甲醇制烯烃(Methanol to Olefins,MTO)和甲醇制丙烯(Methanol to Propylene)是两个重要的C1化工新工艺,是指以煤或天然气合成的甲醇为原料,借助类似催化裂化装置的流化床反应形式,生产低碳烯烃的化工技术。
上世纪七十年代美国Mobil公司在研究甲醇使用ZSM-5催化剂转化为其它含氧化合物时,发现了甲醇制汽油(Methanol to Gasoline,MTG)反应。
1979年,新西兰政府利用天然气建成了全球首套MTG装置,其能力为75万吨/年,1985年投入运行,后因经济原因停产。
从MTG反应机理分析,低碳烯烃是MTG反应的中间产物,因而MTG工艺的开发成功促进了MTO工艺的开发。
国际上的一些知名石化公司,如Mobil、BASF、UOP、Norsk Hydro等公司都投入巨资进行技术开发。
Mobil公司以该公司开发的ZSM-5催化剂为基础,最早研究甲醇转化为乙烯和其它低碳烯烃的工作,然而,取得突破性进展的是UOP和Norsk Hydro两公司合作开发的以UOP MTO-100为催化剂的UOP/Hydro的MTO工艺。
国内科研机构,如中科院大连化物所、石油大学、中国石化石油化工科学研究院等亦开展了类似工作。
其中大连化物所开发的合成气经二甲醚制低碳烯烃的工艺路线(SDTO)具独创性,与传统合成气经甲醇制低碳烯烃的MTO相比较,CO转化率高,达90%以上,建设投资和操作费用节省50%~80%。
当采用D0123催化剂时产品以乙烯为主,当使用D0300催化剂是产品以丙烯为主。
一、催化反应机理MTO及MTG的反应历程主反应为:2CH3OH→C2H4+2H2O3CH3OH→C3H6+3H2O甲醇首先脱水为二甲醚(DME),形成的平衡混合物包括甲醇、二甲醚和水,然后转化为低碳烯烃,低碳烯烃通过氢转移、烷基化和缩聚反应生成烷烃、芳烃、环烷烃和较高级烯烃。
甲醇在固体酸催化剂作用下脱水生成二甲醚,其中间体是质子化的表面甲氧基;低碳烯烃转化为烷烃、芳烃、环烷烃和较高级烯烃,其历程为通过带有氢转移反应的典型的正碳离子机理;二甲醚转化为低碳烯烃有多种机理论述,目前还没有统一认识。
我国甲醇拟在建项目
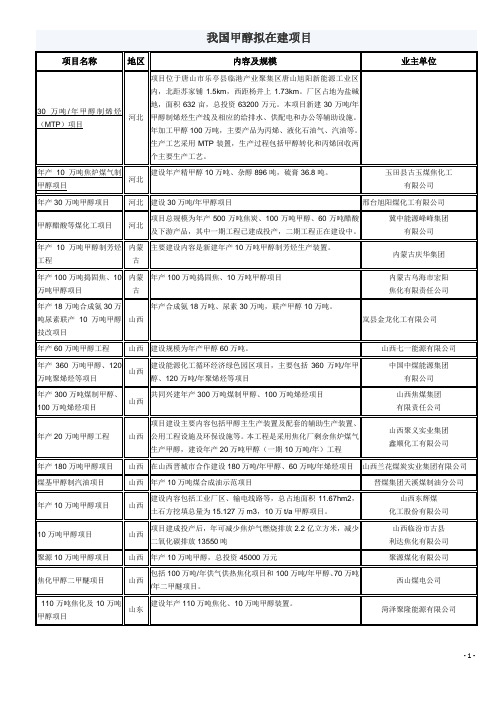
我国甲醇拟在建项目项目名称地区内容及规模业主单位30万吨/年甲醇制烯烃(MTP)项目河北项目位于唐山市乐亭县临港产业聚集区唐山旭阳新能源工业区内,北距苏家铺1.5km,西距杨井上1.73km。
厂区占地为盐碱地,面积632亩,总投资63200万元。
本项目新建30万吨/年甲醇制烯烃生产线及相应的给排水、供配电和办公等辅助设施。
年加工甲醇100万吨,主要产品为丙烯、液化石油气、汽油等。
生产工艺采用MTP装置,生产过程包括甲醇转化和丙烯回收两个主要生产工艺。
年产10万吨焦炉煤气制甲醇项目河北建设年产精甲醇10万吨、杂醇896吨,硫膏36.8吨。
玉田县古玉煤焦化工有限公司年产30万吨甲醇项目河北建设30万吨/年甲醇项目邢台旭阳煤化工有限公司甲醇醋酸等煤化工项目河北项目总规模为年产500万吨焦炭、100万吨甲醇、60万吨醋酸及下游产品,其中一期工程已建成投产,二期工程正在建设中。
冀中能源峰峰集团有限公司年产10万吨甲醇制芳烃工程内蒙古主要建设内容是新建年产10万吨甲醇制芳烃生产装置。
内蒙古庆华集团年产100万吨捣固焦、10万吨甲醇项目内蒙古年产100万吨捣固焦、10万吨甲醇项目内蒙古乌海市宏阳焦化有限责任公司年产18万吨合成氨30万吨尿素联产10万吨甲醇技改项目山西年产合成氨18万吨、尿素30万吨,联产甲醇10万吨。
岚县金龙化工有限公司年产60万吨甲醇工程山西建设规模为年产甲醇60万吨。
山西七一能源有限公司年产360万吨甲醇、120万吨聚烯烃等项目山西建设能源化工循环经济绿色园区项目,主要包括360万吨/年甲醇、120万吨/年聚烯烃等项目中国中煤能源集团有限公司年产300万吨煤制甲醇、100万吨烯烃项目山西共同兴建年产300万吨煤制甲醇、100万吨烯烃项目山西焦煤集团有限责任公司年产20万吨甲醇工程山西项目建设主要内容包括甲醇主生产装置及配套的辅助生产装置、公用工程设施及环保设施等。
本工程是采用焦化厂剩余焦炉煤气生产甲醇,建设年产20万吨甲醇(一期10万吨/年)工程山西聚义实业集团鑫顺化工有限公司年产180万吨甲醇项目山西在山西晋城市合作建设180万吨/年甲醇、60万吨/年烯烃项目山西兰花煤炭实业集团有限公司煤基甲醇制汽油项目山西年产10万吨煤合成油示范项目晋煤集团天溪煤制油分公司年产10万吨甲醇项目山西建设内容包括工业厂区、输电线路等,总占地面积11.67hm2,土石方挖填总量为15.127万m3,10万t/a甲醇项目。
年产60万吨甲醇转化制烯烃项目可行性实施报告

年产60万吨甲醇转化制烯烃项目可行性研究报告目录第一章项目总论------------------------------------- 141.1项目及建设单位基本情况------------------------ 141.1.1项目基本情况----------------------------- 141.1.2建设单位基本情况------------------------- 141.2项目背景及建设必要性-------------------------- 151.2.1项目背景--------------------------------- 151.2.3项目建设的主要有利条件------------------- 181.3编制依据及原则-------------------------------- 191.3.1编制依据--------------------------------- 191.4研究围---------------------------------------- 201.5研究结论-------------------------------------- 211.5.1资源------------------------------------- 211.5.2能源结构--------------------------------- 221.5.3市场------------------------------------- 221.5.4规模------------------------------------- 221.5.5投资------------------------------------- 221.5.6经济------------------------------------- 221.6存在的问题和建议------------------------------ 26 第二章市场预测分析---------------------------------- 272.1产品市场分析---------------------------------- 272.1.1产品用途--------------------------------- 272.1.2市场分析--------------------------------- 272.2产品竞争力分析-------------------------------- 342.2.1目标市场分析----------------------------- 342.2.2产品竞争力优劣势分析--------------------- 342.3价格预测-------------------------------------- 352.4市场风险分析---------------------------------- 352.4.1风险因素的识别--------------------------- 352.4.2 风险程度估计---------------------------- 36 第三章生产规模和产品方案 ---------------------------- 373.1生产规模-------------------------------------- 373.1.1国家政策文件----------------------------- 373.1.2生产规模--------------------------------- 373.2产品方案-------------------------------------- 373.2.1乙烯下游产品市场比较--------------------- 373.2.2丙烯下游产品市场比较--------------------- 393.2.3产品方案的确定--------------------------- 413.2.4产品规格--------------------------------- 42 第四章工艺技术方案---------------------------------- 434.1工艺技术方案的选择---------------------------- 434.1.1国、外工艺技术概况----------------------- 434.1.2工艺技术方案的比较和选择----------------- 474.1.3工艺技术描述----------------------------- 534.2工艺流程和消耗定额---------------------------- 544.2.1装置规模和年操作时数--------------------- 544.2.2 原材料、辅助材料、燃料------------------ 564.2.3 产品------------------------------------ 564.2.4 工艺流程说明---------------------------- 574.2.5工艺消耗定额----------------------------- 634.3主要设备选择---------------------------------- 644.3.1主要设备概述----------------------------- 644.3.2专利设备--------------------------------- 654.3.3超限设备表------------------------------- 664.4工艺技术及设备风险分析------------------------ 664.4.1风险因素识别----------------------------- 664.4.2风险程度估计----------------------------- 66 第五章计算机仿真与模拟 ------------------------------ 685.1化工模拟概述---------------------------------- 685.2A SPEN PLUS流程模拟软件介绍 --------------------- 685.3流程模拟的步骤-------------------------------- 685.3.1流程的建立------------------------------- 685.3.2变量的设置------------------------------- 695.3.3程序的运行------------------------------- 705.4过程模拟-------------------------------------- 705.4.1反应模块模拟:--------------------------- 705.4.2 MTO反应器模拟--------------------------- 715.4.3 OCP反应器模拟--------------------------- 725.5单元模块模拟与优化--------------------------- 735.5.1 丙烯分离塔模拟与优化-------------------- 735.5.2 脱乙烷塔模拟与优化--------------------- 765.5.3 脱甲烷塔模拟--------------------------- 765.5.4 乙烯分离塔模拟------------------------- 775.5.5 高压脱丙烷塔模拟------------------------ 785.5.6 低压脱丙烷塔模拟------------------------ 785.5.7 脱丁烷塔模拟---------------------------- 79 第六章自动控制及仪表-------------------------------- 806.1控制系统概述---------------------------------- 806.2企业资源管理系统(ERP)----------------------- 816.3计量系统-------------------------------------- 816.4仪表修理-------------------------------------- 816.5仪表选型-------------------------------------- 816.6MTO装置DCS与SIS系统 ------------------------ 826.7自动控制中涉及到的设计标准与设计规 ------------ 836.8生产过程中主要设备控制------------------------ 83第七章车间布置与配管-------------------------------- 887.1设计依据-------------------------------------- 887.2设计围---------------------------------------- 887.3车间布置-------------------------------------- 887.3.1 车间布置方案确定------------------------ 887.3.2 LORP车间布置---------------------------- 897.4设备配管-------------------------------------- 917.4.1 塔设备配管------------------------------ 917.4.2 容器配管-------------------------------- 927.4.3 泵的配管-------------------------------- 927.4.4 换热设备配管---------------------------- 937.4.5 压缩机配管------------------------------ 947.4.6 调节阀组布置---------------------------- 94 第八章原材料、辅助材料、燃料和动力供应 --------------- 968.1主要原材料、辅助材料、燃料的种类、规格、年需用量------------------------------------------------------ 968.2原料来源及供应的可靠性------------------------ 978.3原料价格-------------------------------------- 978.4水、电、汽和其他动力供应---------------------- 97 第九章厂址选择-------------------------------------- 989.1厂址地理条件-------------------------------- 989.1.1 地理位置------------------------------- 989.1.2 资源丰富------------------------------- 989.1.3鄂尔多斯准格尔大路新区具体条件---------- 989.2工程地质、水文地质及地震条件---------------- 1009.2.1工程地质------------------------------- 1009.2.2 水文地质------------------------------ 1009.2.4 经济发展------------------------------ 1029.2.5 自然、气象条件------------------------ 102 第十章总图运输、储运、土建、界区外管网 -------------- 10510.1总图运输----------------------------------- 10510.1.1全厂总图------------------------------ 10510.1.2 全厂运输----------------------------- 10810.1.3采用的主要设计标准和规---------------- 10910.2储运---------------------------------------- 10910.2.1物料贮存天数、贮存量的确定------------ 10910.2.2 物料贮运设施------------------------- 11010.2.3采用的主要设计标准及规---------------- 11110.3厂区外管网---------------------------------- 11110.4土建---------------------------------------- 11410.4.1 工程地质条件------------------------- 11410.4.2 土建工程方案------------------------- 11410.4.3 土建工程量--------------------------- 115第十一章公用工程方案和辅助生产设施------------------ 11611.1公用工程方案------------------------------ 11611.1.1 给水排水----------------------------- 11611.1.2给水排水现状-------------------------- 11611.1.3 新建装置给水------------------------- 11711.1.4 循环水系统--------------------------- 11811.1.5 消防水系统--------------------------- 12011.1.6新建装置排水-------------------------- 12111.1.8主要节水措施-------------------------- 12211.1.9设计中采用的主要标准及规-------------- 12211.2供电---------------------------------------- 12211.2.1研究围-------------------------------- 12211.2.2研究原则------------------------------ 12311.2.3建设项目所在地电网状况及可靠性-------- 12311.3电信 --------------------------------------- 12311.3.1 概述--------------------------------- 12311.3.2 采用的主要设计标准和规--------------- 12311.3.3 行政--------------------------------- 12311.3.4 调度站------------------------------- 12411.3.5 无线对讲----------------------------- 12411.3.6 火灾报警系统------------------------- 12411.3.7 工业电视监视系统--------------------- 12411.3.8 全厂电信线路------------------------- 12411.4供热---------------------------------------- 12511.5采暖、通风和空气调节------------------------ 12511.5.1 设计原则----------------------------- 12511.5.2 采暖通风及空气调节设计说明 ----------- 12511.6辅助生产设施-----------------------------------11.6.1 维修设施--------------------------------11.6.2 中心化验室--------------------------- 12711.6.3 其他辅助生产设施--------------------- 129 第十二章节能节水----------------------------------- 13012.1节能--------------------------------------- 13012.1.1概述---------------------------------- 13012.1.2节能措施------------------------------ 13112.1.3能耗指标及分析------------------------ 13212.2节水---------------------------------------- 13412.2.1概述---------------------------------- 13412.2.2用水指标及分析------------------------ 13512.2.3主要节水措施-------------------------- 13512.2.4设计中采用的主要标准及规-------------- 13612.2.5节水效果分析-------------------------- 136 第十三章消防--------------------------------------- 13713.1概述-------------------------------------- 13713.1.1工艺物料的危险性--------------------- 13713.1.2生产单元的火灾危险类别--------------- 13713.1.3总图布置----------------------------- 13713.2消防设置原则------------------------------ 13713.3消防水站-------------------------------------13.4危险区域消防检测及报警方式------------------13.5消防设施的启动控制及通讯联系 ----------------13.6可依托消防条件------------------------------13.7设计执行的相关规定--------------------------13.8消防工程投资----------------------------- 140 第十四章环境保护----------------------------------- 14114.1厂址与环境现状概述----------------------- 14114.1.1 地理位置及交通-------------------- 14114.1.2 地质地貌-------------------------- 14114.1.3 气象气候-------------------------- 14214.1.4 水资源---------------------------- 14214.1.5 土地资源--------------------------- 14214.1.6 动植物及矿产资源------------------- 14214.1.7 社会经济概况----------------------- 14214.1.8 区域环境质量现状------------------- 14414.2设计采用的环保标准------------------------ 14414.2.1 环境质量标准----------------------- 14414.2.2 污染物排放标准--------------------- 14514.3主要污染源及污染物------------------------ 14514.3.1 废气污染源------------------------- 14514.3.2 废水污染源------------------------- 14514.3.3 固体废物的产生--------------------- 14514.3.4 噪声污染源------------------------- 14614.4环境保护与综合利用------------------------ 14614.4.1 废气治理措施----------------------- 14614.4.2 废水治理措施----------------------- 14614.4.3 固体废物的处置--------------------- 14714.4.4 噪声的防治------------------------- 14714.5环境管理与环境监测------------------------ 147 第十五章劳动安全与工业卫生-------------------------- 14915.1劳动安全卫生执行的标准、规及其它依据------ 14915.2劳动安全卫生危险、危害因素分析------------ 15015.2.1 易燃易爆、有毒有害物质 ------------- 15015.2.2生产过程中主要危害综述-------------- 15015.3劳动安全卫生危害因素的防与治理方案-------- 15215.3.1 管理上的防措施--------------------- 15215.3.2 工程方面防与治理方案--------------- 15315.3.3 劳动安全卫生管理机构及设施 --------- 16015.3.4 设计依据及采用的主要标准规 --------- 16115.4劳动安全卫生投资估算---------------------- 16215.5预期结果------------------------------------- 第十六章组织机构及人力资源配置---------------------- 16416.1企业管理体制及组织机构-------------------- 16416.2生产倒班制及人力资源配置------------------ 16516.3人员的来源及培训-------------------------- 167 第十七章投资估算和资金筹措-------------------------- 16817.1建设投资估算------------------------------ 16817.1.1 投资估算编制的依据和说明 ----------- 16817.1.2 单项工程投资估算------------------- 16817.1.3 建设投资估算表--------------------- 17217.1.4 固定资产投资方向调节税估算 --------- 17617.1.5 建设期贷款利息计算----------------- 17617.1.6 流动资金估算----------------------- 17617.1.7 项目总投资------------------------- 17717.2资金筹措---------------------------------- 17717.2.1 固定资产投资资金来源--------------- 17717.2.2 流动资金来源----------------------- 177 第十八章财务、经济评价及社会效益评价 ---------------- 17918.1产品成本估算------------------------------ 17918.1.1 产品成本估算依据和说明 ------------- 17918.1.2 成本的估算------------------------- 17918.2财务评价---------------------------------- 18418.2.1 财务评价的依据和说明--------------- 18418.2.2 主要计算报表分析--------------- - 185 -18.3财务盈利能力分析---------------------- -190-18.3.1 静态指标----------------------- - 190 -18.3.2 动态指标----------------------- - 190 -18.4不确定性分析-------------------------- -190-18.4.1 盈亏平衡分析------------------- - 190 -18.4.2 敏感性分析--------------------- - 193 -18.4.3 财务评价结论------------------- - 194 -18.5社会效益的评价------------------------- -194-18.5.1 对环境保护和生态平衡的影响 ----- - 194 -18.5.2 对发展地区或部门经济的影响 ----- - 194 -18.5.3 对节约劳动力或提供就业机会的影响- 195 -18.5.4 对远景发展的影响------------ - 195 -19418.5.5 对国防和工业配置的影响 --------- - 195 - 参考文献--------------------------------------- - 196 -第一章项目总论1.1项目及建设单位基本情况1.1.1项目基本情况(1)项目名称某煤炭集团有限公司60万吨/年甲醇转化制烯烃项目(2)项目建设性质本项目为创实队受三井杯委托为煤化工综合企业建设一MTO/MTP 分厂。
甲醇制烯烃废水处理工程实例

甲醇制烯烃废水处理工程实例周栋;高娜【摘要】甲醇制烯烃项目废水中MTO净化废水及其他生产废水COD值较高,可生化性较好,但含有一些较难生化降解或有毒的物质,水质容易受主生产装置运行状况的影响.本工程废水经除油预处理—水解酸化—曝气池—MBR的主工艺处理后,在进水COD≤1200 mg/L,石油类≤90 mg/L的条件下,出水COD<50 mg/L、石油类<1 mg/L,出水基本稳定达标.【期刊名称】《中国环境管理干部学院学报》【年(卷),期】2017(027)002【总页数】4页(P71-74)【关键词】甲醇制烯烃;废水处理;工艺设计;预处理;生化处理【作者】周栋;高娜【作者单位】博天环境集团股份有限公司, 北京 100082;廊坊燕京职业技术学院计算机工程系, 河北廊坊 065200【正文语种】中文【中图分类】X703.1煤化工是以煤为原料生产燃料及化学制品的过程,属高耗水行业,项目多分布在煤储量丰富,但水资源匮乏、纳污能力差的地区。
现代煤化工产业除了面临地域分布不均、水资源短缺等问题外,水的循环利用及污染物零排放要求也日益明显[1-2]。
甲醇制烯烃(Methanol to Olefins,MTO)是现代煤化工技术之一,是指以煤或天然气合成的甲醇为原料,借助类似催化裂化装置的流化床反应形式,生产低碳烯烃的化工技术。
国内甲醇制烯烃的主要技术有:神华集团的SHMTO工艺、大连化物所的DMTO工艺和中石化的SMTO工艺[3-4]。
某煤化工装置采用DMTO-Ⅰ技术建设甲醇下游加工项目。
设计年产量为60万t/aMTO装置、60万t/a烯烃分离装置、30万t/a聚乙烯装置和30万t/a聚丙烯装置,并配套建设污水处理站1座。
本废水处理装置设计处理规模为350 m3/h,生产废水主要来自MTO净化水、MTO装置污水、PP/PE装置切粒水、生活污水及初期污染雨水等。
各股废水水质及设计进水水质如表1所示。
甲醇深加工项目规划方案

聚乙烯醇乳液 PVAc 醋酸乙烯 100
树脂胶黏剂 VAE
乙烯37 氧 28750Nm3/h
EVA 树脂
乙烯醇聚树脂
29.5
聚甲醛 10
甲醛 (37%)
204
42
多聚甲醛 15
乙பைடு நூலகம் 60
22
环氧乙烷/乙二醇
醋酸乙烯
乙醇胺/乙撑胺 20 乙二醇 16 聚醚多元醇
MEA一乙醇胺9 DEA二乙醇胺5 TEA三乙醇胺1.4
37
EDA乙二胺4
DETA二乙烯三胺 0.2
汽油 10
30
丙烯腈30
丙烯腈10 碳纤维0.5 聚丙烯酰胺10 己二胺10 己二腈10 正丁醇14.5 异丁醇1 辛醇4.3 聚醚多元醇25
尼龙66 22
乙烯/丙烯
556 丙烯 100
19.5
丁辛醇20
24
环氧丙烷30
可降解塑料10 丙烯酸甲/乙脂10
21 7.9
丙烯酸30 丙二醇10 PPT
丙烯酸辛脂6 丙烯酸丁酯10
Thank You !
内蒙庆华10万吨/年甲醇制芳烃项目顺利投产并稳定运行,作为全世界第一套 “一步法”甲醇制芳烃装置,对于日照千万吨甲醇深加工项目具有广泛示范效应。
甲醇制芳烃工艺流程简述
2.甲醇制烯烃(MTO/MTP)项目 甲醇制烯烃(Methanol To Olefin, MTO)是将甲醇转化为乙烯、丙烯的工艺。 MTO工艺开辟了由煤炭或天然气生产基本 有机化工原料的新工艺路线,也是实现煤 化工向石油化工延伸发展的有效途径。 甲醇制低碳烯烃分为:烯烃 (Methanol to olefin, MTO )和甲醇 制丙烯(Methanol to Propylene,MTP) 两种。 乙烯、丙烯作为基础化学品,其下游 产品类别庞大,品种丰富,包括PP、PE、 乙二醇、丙烯醇、聚苯乙烯、异丙醇等。 很多中小企业生产精细化学品缺乏原料来 源,发展受限。通过利用MTO技术可解决 原料问题,实现石化原料来源的多元化。
甲醇制烯烃工艺的优化设计
甲醇制烯烃工艺的优化设计发布时间:2022-05-25T07:59:16.410Z 来源:《科学与技术》2022年2月第3期作者:鱼勇[导读] 丙烯和乙烯的生产能力被认为是一个国家经济实力的体现。
鱼勇国能新疆化工有限公司新疆乌鲁木齐 830019摘要:丙烯和乙烯的生产能力被认为是一个国家经济实力的体现。
中国原油对外依存度已达70%以上。
为了保证国家能源安全,减少原油消耗,以煤代油是一种选择。
煤制烯烃技术以煤为原料,气化成合成气制甲醇,再用催化剂合成,具有明显的经济优势。
MTP(甲醇制丙烯技术)和MTO(甲醇制丙烯和乙烯技术)可以替代部分原油,减少我们对石油的依赖。
关键词:甲醇制烯烃;MTP;MTO;对比引言甲醇制烯烃技术作为煤化工和石油化工之间的纽带,近年来发展迅速,产能迅速增加。
但长期以来受油价影响较大,生产成本要充分考虑。
目前,中科院大连化物所的DMTO技术和UOP/Hydro MTO技术均已引进C4循环技术,但应充分考虑乙烯和丙烯的价格优势。
1各自的技术特点和优势1.1 UOP公司MTO流程根据UOP公司2000年公布的MTO工艺反应器设计专利。
主要工艺流程是甲醇或二甲醚等含氧化合物进入SAPO-34催化剂密相床后,一部分转化为低碳烯烃,随后工艺气体在过渡段完全转化。
气体通过两个串联的旋风分离器以除去附着的催化剂。
UOP公司的MTO工艺反应压力为0.1 ~ 0.3 MPa,温度为400 ~ 500℃,乙烯和丙烯的摩尔比可在0.75 ~ 1.50之间调节,乙烯和丙烯的选择性可达80%。
1.2美孚ExxonMobil工艺根据美国Exxon-Mobil公布的专利:氧化烯烃用于生产轻质烯烃(OTO)。
工艺流程如下:工艺气体甲醇从反应器底部进入,在催化剂作用下反应。
工艺气体进入分离区后,大部分催化剂在沉降器中通过重力沉降被移除,剩余的催化剂在旋风分离器中被进一步回收。
埃克森美孚工艺甲醇转化率可达99%,乙烯+丙烯选择性可达80%。
300万吨甲醇制烯烃项目可行性研究报告

目录第一章总论 (1)1.1 项目概况 (1)1.2 设计依据 (1)1.3 项目背景 (1)1.3.1 MTO的国内外研究 (2)1.3.2 MTO的工业展望 (4)1.4 研究结论 (6)1.4.1 项目产品及生产规模 (6)1.4.2 工艺路线简介 (6)1.4.3 建设周期 (6)1.4.4 项目投资及资金来源 (7)1.4.5 项目结论 (7)第二章建设规模 (7)2.1规模确定 (7)2.1.1 市场需求 (7)2.1.2 产品描述 (8)2.1.3 原料来源 (10)2.1.4 建厂规模 (12)2.2产品方案 (12)第三章MTO技术 (13)3.1甲醇制烯烃的基本原理 (13)3.2 催化剂的研究 (17)3.2.2 催化剂的使用 (20)3.2.3 催化剂的再生 (23)3.3 MTO工艺的优点 (23)3.4 甲醇制烯烃工艺条件 (24)3.4.1 反应温度 (24)3.4.2 反应压力 (24)3.5 甲醇制烯烃工艺流程及主要设备 (24)3.5.1 MTO工艺流程 (24)3.5.2 MTO主要设备 (29)第四章C4的综合利用 (30)4.1 C4馏分的利用现状 (30)4.1.1 综述 (30)4.1.2 工业利用途径 (31)4.1.3C4馏分的分离及化工利用 (32)4.2 提高C4资源利用价值 (36)4.2.1 加氢精制,作乙烯裂解原料 (36)4.2.2C4烯烃歧化制丙烯 (37)4.2.3C4烃类回炼增产乙烯、丙烯 (38)4.2.4 异丁烷氧化法生产环氧丙烷,联产叔丁醇 (38)4.2.5MTBE-烷基化油联合装置 (39)4.3 本厂C4情况 (39)4.3.1 方案设计 (40)4.3.2C4裂解增产丙烯 (40)第五章厂址选择 (41)5.1 厂区选择基本原则 (41)5.2 厂址选定 (43)5.2.1 概况 (43)5.2.2 选址优势 (44)5.2.3 政府政策 (46)5.2.4 总结 (49)第六章组织机构与系统集成方案 (49)6.1 组织结构 (49)6.2 机构职权 (50)6.2.1 股东会 (50)6.2.2 董事会 (51)6.2.3 监事会 (51)6.2.4 总经理 (52)6.2.5部门设置 (52)6.3 管理机制 (54)6.3.1 公司管理策略 (54)6.3.2 公司激励策略 (54)6.4 企业文化 (56)6.5 生产班制 (57)6.6 员工培训 (57)6.6.1 工人、技术人员和生产管理人员来源 (57)6.7 系统集成方案 (58)第七章经济效益分析 (60)7.1 甲醇交易 (60)7.1.1 甲醇交易简介 (60)7.1.2 中国甲醇交易市场 (62)7.1.3 甲醇对本厂建设的意义 (63)7.2 乙烯、丙烯交易 (63)7.3 经济分析 (64)7.3.1 工艺装置及单元装置资产估算 (64)7.3.2 成本费用估算 (65)7.3.3 公用工程费 (65)7.3.4 资金来源及筹措方式 (70)7.3.5 盈利分析 (70)7.3.6 不确定性分析 (75)第八章社会效益分析 (78)8.1 对能源紧缺的影响 (78)8.2 对当地经济发展的影响 (78)8.3 对推广科技进步的影响 (78)8.4 对当地环境的影响 (78)8.4.1 项目对当地环境的影响 (78)8.4.2 生产过程对当地环境的影响 (79)8.5 对长远发展的影响 (79)第九章可行性研究结论与建议 (79)第一章总论1.1 项目概况本项目是为徐州某化工有限公司建设的一套甲醇制烯烃(MTO)工艺,年处理甲醇300万吨。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年处理300万吨甲醇制烯烃(MTO)项目可行性研究报告目录第一章总论 (1)1.1 项目概况 (1)1.2 设计依据 (1)1.3 项目背景 (1)1.3.1 MTO的国外研究 (2)1.3.2 MTO的工业展望 (3)1.4 研究结论 (6)1.4.1 项目产品及生产规模 (6)1.4.2 工艺路线简介 (6)1.4.3 建设周期 (6)1.4.4 项目投资及资金来源 (7)1.4.5 项目结论 (7)第二章建设规模 (7)2.1规模确定 (7)2.1.1 市场需求 (7)2.1.2 产品描述 (8)2.1.3 原料来源 (10)2.1.4 建厂规模 (12)2.2产品方案 (12)第三章 MTO技术 (13)3.1甲醇制烯烃的基本原理 (13)3.2 催化剂的研究 (17)3.2.1 催化剂的发展 (17)3.2.2 催化剂的使用 (20)3.2.3 催化剂的再生 (23)3.3 MTO工艺的优点 (23)3.4 甲醇制烯烃工艺条件 (24)3.4.1 反应温度 (24)3.4.2 反应压力 (24)3.5 甲醇制烯烃工艺流程及主要设备 (24)3.5.1 MTO工艺流程 (24)3.5.2 MTO主要设备 (29)第四章 C4的综合利用 (30)馏分的利用现状 (30)4.1 C44.1.1 综述 (30)4.1.2 工业利用途径 (31)馏分的分离及化工利用 (32)4.1.3 C4资源利用价值 (36)4.2 提高C44.2.1 加氢精制,作乙烯裂解原料 (36)4.2.2 C烯烃歧化制丙烯 (37)4烃类回炼增产乙烯、丙烯 (38)4.2.3 C44.2.4 异丁烷氧化法生产环氧丙烷,联产叔丁醇 (38)4.2.5 MTBE-烷基化油联合装置 (39)情况 (39)4.3 本厂C44.3.1 方案设计 (40)4.3.2 C裂解增产丙烯 (40)44.3.3 烯烃歧化制丙烯 (40)第五章厂址选择 (41)5.1 厂区选择基本原则 (41)5.2 厂址选定 (43)5.2.1 概况 (43)5.2.2 选址优势 (44)5.2.3 政府政策 (46)5.2.4 总结 (49)第六章组织机构与系统集成方案 (49)6.1 组织结构 (49)6.2 机构职权 (50)6.2.1 股东会 (50)6.2.2 董事会 (51)6.2.3 监事会 (51)6.2.4 总经理 (52)6.2.5部门设置 (52)6.3 管理机制 (54)6.3.1 公司管理策略 (54)6.3.2 公司激励策略 (54)6.4 企业文化 (56)6.5 生产班制 (57)6.6 员工培训 (57)6.6.1 工人、技术人员和生产管理人员来源 (57)6.6.2 人员培训规划 (58)6.7 系统集成方案 (58)第七章经济效益分析 (60)7.1 甲醇交易 (60)7.1.1 甲醇交易简介 (60)7.1.2 中国甲醇交易市场 (62)7.1.3 甲醇对本厂建设的意义 (63)7.2 乙烯、丙烯交易 (63)7.3 经济分析 (64)7.3.1 工艺装置及单元装置资产估算 (64)7.3.2 成本费用估算 (65)7.3.3 公用工程费 (65)7.3.4 资金来源及筹措方式 (70)7.3.5 盈利分析 (71)7.3.6 不确定性分析 (76)第八章社会效益分析 (78)8.1 对能源紧缺的影响 (78)8.2 对当地经济发展的影响 (78)8.3 对推广科技进步的影响 (79)8.4 对当地环境的影响 (79)8.4.1 项目对当地环境的影响 (79)8.4.2 生产过程对当地环境的影响 (79)8.5 对长远发展的影响 (79)第九章可行性研究结论与建议 (80)第一章总论1.1 项目概况本项目是为**某化工有限公司建设的一套甲醇制烯烃(MTO)工艺,年处理甲醇300万吨。
鉴于我国的自然资源条件,减少烃原料化工对石油资源的过度依赖,是我国经济和社会可持续发展所面临的一项重要任务。
因此发展以煤、气资源为源头的烃原料生产技术成为我国科技界的一个热点研究领域。
在反应器设计时,我们参考了化物所的相关数据及文献,通过讨论和修改最终定稿。
工艺中产生大量的废水,经处理后作为冷凝水循环使用,基本达到了零排放。
在C4的利用上,我们设计了C4裂解增产乙烯和C4歧化制丙烯两套方案,各有优缺点。
乙烯、丙烯产品市场需求量大,是重要的化工原料,本项目采用目前较为成熟MTO工艺技术,每年将300万吨甲醇转化为乙烯、丙烯,社会效益与经济效益显著。
同时,我们将厂址选在**,当地政府为此提供的政策支持可为本项目的顺利开工带来诸多便利。
1.2 设计依据1.2010“三井化学杯”第四届大学生化工设计竞赛指导书;2.化工工程设计相关准则及规定;3.化工部规划院编制的《化工建设项目可行性研究容和深度的规定》。
1.3 项目背景乙烯和丙烯是现代化学工业的基础原料,近年来随着乙烯、丙烯下游产品应用领域的不断扩展,乙烯和丙烯的需求量也在不断增加。
现有的低碳烯烃生产技术严重依赖石油资源,其中乙烯大部分来源于石脑油蒸汽裂解,丙烯大部分来自蒸汽裂解制乙烯副产,少部分来自炼油厂流化催化裂化副产,而以丙烯为目的产物的丙烷脱氢所占比例甚微。
但在世界围对于石油而言,短期有价格上涨、供应不稳定的问题;长期有资源储藏量有限,石油价格上涨的问题。
倘若能在非石油的乙烯、丙烯制取路线取得工业化进展,可以使国家不仅可以避免石油储量有限带来的“石油危机”,而且可以据此有效抑制石油及石油产品价格的快速上涨。
因此世界各国开始致力于非石油路线制乙烯和丙烯等低碳烯烃的技术开发,其中以天然气或煤为原料经甲醇制取低碳烯烃的技术逐渐成为研究开发的热点。
考虑到我国的能源结构为“多煤,缺油,少气”,所以开发以天然气或煤为原料取代以石油为原料制取低碳烯烃工业化应用方案意义尤为重大,这关系到我国的能源安全问题。
1.3.1 MTO的国外研究美国Mobil提出一种使用ZSM-5催化剂,在列管式反应器中进行甲醇转化制烯烃的工艺流程,并于1984年进行过9个月的中试试验,试验规模为100桶/d。
以碳选择性为基础,乙烯质量收率可达60%,烯烃总质量收率可达80%,大体相当于采用常规石脑油/粗柴油管式炉裂解法收率的2倍,但催化剂的寿命尚不理想。
1980年德国BASF 采用沸石催化剂,在德国路德维希港建立了一套消耗甲醇30 t/ d 的中试装置。
其反应温为300~450 ℃,压力为0. 1~0. 5MPa ,用各种沸石做催化剂,初步试验结果是C2~C4烯烃的质量收率为50 %~60 % ,收率低。
取得突破性进展的是Norsk Hydro与UOP于1995年6月在挪威合作建设的一套加工粗甲醇能力为0.75 t/ d 的MTO工艺演示装置,装置连续运转了90d ,各系统操作正常、稳定甲醇的转化率接近100%,乙烯+丙烯的产率稳定在80%左右,而且乙烯和丙烯的纯度均在99.6 %以上,可直接满足聚合级丙烯和乙烯的要求。
在90d运转中催化剂经过450次反应再生循环,其性能仍然非常稳定,反应后通过取样分析,催化剂的强度也满足要求,而且可以改变操作条件可以使m (乙烯)∶m(丙烯)在0.75~1.5之间调节。
自工业演示装置建立以来,HYDRO公司和UOP公司又合作进行了多项试验工作,包括进料的变化,乙烯、丙烯质量比的调整,质量稳定性,工艺放大可靠性等。
试验结果表明,工艺流程完善,催化剂性能稳定,初步具备工业放大条件,有良好的工业应用前景。
为了降低甲醇原料消耗,在甲醇进料量不变的情况下,增产更多的烯烃。
UOP+催化裂解反应,反应将MTO技术与道达尔的OCP进行组合,OCP 是固定床的C4产物主要是丙烯,这样大大提高了乙烯与丙烯的收率。
P/E比例可以在更大围调整。
国在20世纪80年代,中科院化物所已开始对MTO工艺的硅铝磷酸盐分子筛的研究,国其它科研机构石油大学、中石化石科院也进行了多年的MTO 催化剂的研究,得到了与UOP 接近的结果,尤其中科院化物所的开发与研究工作进展迅速,在1993 年完成了以ZSM-5 为催化剂,甲醇处理量为1 t/ d 的固定床MTO 工艺中试研究,20 世纪90 年代提出了由合成气制二甲醚进而制取烯烃的SDTO 工艺。
SDTO 工艺与MTO工艺差别很小,也采用流化床的反应-再生形式,其催化剂同样可以用于MTO工艺。
该工艺首先使合成气在固定床反应器中在金属-沸石双功能催化剂的作用下,一步转化制得二甲醚,然后在流化床反应器中以小孔径硅铝磷分子筛催化剂DO123将二甲醚转化为以乙烯为主的低碳烯烃。
综上所述,MTO工艺开辟了由煤炭或天然气生产基本有机化工原料的新工艺路线,是最有希望取代传统的以石脑油为原料制取烯烃的路线,也是实现煤化工向石油化工延伸发展的有效途径。
1.3.2 MTO的工业展望目前道达尔石化在比利时Feluy 建设的10 吨/ 天的MTO 示装置(包括OCP (烯烃裂解)单元)已于2009年建成开车。
新加坡的欧洲化学公司正在尼日利亚建设1 万吨甲醇/ 天的MTO 装置(包括OCP单元),目前已完成基础设计。
采用UOP/Hydro工艺的20万t/a乙烯工业装置已建设成功。
目前UOP/Hydro公司已实现500 kt/ a 乙烯装置的工业设计,并表示可对设计的500 kt/ a 大型乙烯装置做出承诺和保证。
此外,Chem Stystems咨询公司还对300 kt/ a MTO 工艺、通用乙烯生产工艺进行了技术经济分析比较,确立MTO 工艺技术的可行性。
2008年1月欧洲化学技术公司、新加坡Eurochem技术公司旗下的Viva 公司在尼日利亚的Lekki建设330万t/a甲醇装置.下游配套建设MTO装置。
采用UOP/Hydro的MTO技术和UOP烯烃裂解工艺技术(OCP),组成MTO—OCP加工技术方案,计划2012年建成投产。
Viva甲醇公司表示,尼日利亚1万t/d甲醇生产装置将是世界上最大的甲醇生产装置,甲醇用作MTO装置进料,MTO装置乙烯和丙烯设计生产能力均为40万吨/年,这是UOP/Hrdro 的MTO 工艺在世界上第一次大规模商业化应用。
在国,2004 年化物所、新兴煤化工科技发展有限责任公司和中国石化集团石化工程公司合作,进行DMTO 成套工业技术开发,建成了世界第一套万吨级(甲醇处理量50 t/d)甲醇制烯烃工业性试验装置。
并在2005年l2月成功投料试车,2006年8月23日通过了国家级鉴定。
经国家科技成果鉴定,认定此项目自主创新的工业化技术处于国际领先水平。
现场考核组专家认为,该工业化试验装置是具有自主知识产权的创新技术,装置运行稳定、安全可靠,技术指标先进,在日处理甲醇50 t的工业化试验装置上实现了近100%甲醇转化率,低碳烯烃(乙烯、丙烯、丁烯)选择性达90%以上。