桥式起重机防摇摆控制系统的应用
桥式行车防摇摆控制系统
桥式行车防摇摆控制系统Antisway Control System for Overhead Crane李少彬(瑞钢钢板中国有限公司SSAB APAC,昆山)摘要:行车在运行过程中总是不可避免地造成吊物的摇摆,通常需要非常熟练的行车操作工手动操作控制吊物的摇摆,这也是目前最为常用的做法。
吊物的摇摆会加速机械磨损,增长吊物的转运时间,甚至造成安全事故。
因此多种防摇摆控制策略已经开发多年,防摇摆控制可以自动消除吊物在运行过程中产生的摇摆,可以更快地完成吊物的转运,特别是带有定位功能的自动化行车,防摇摆系统可以使行车的操作变得更高效、更安全。
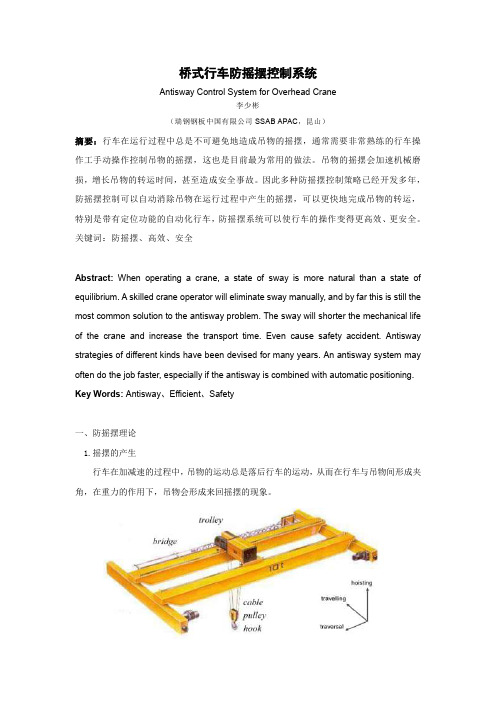
关键词:防摇摆、高效、安全Abstract: When operating a crane, a state of sway is more natural than a state of equilibrium. A skilled crane operator will eliminate sway manually, and by far this is still the most common solution to the antisway problem. The sway will shorter the mechanical life of the crane and increase the transport time. Even cause safety accident. Antisway strategies of different kinds have been devised for many years. An antisway system may often do the job faster, especially if the antisway is combined with automatic positioning. Key Words: Antisway、Efficient、Safety一、防摇摆理论1.摇摆的产生行车在加减速的过程中,吊物的运动总是落后行车的运动,从而在行车与吊物间形成夹角,在重力的作用下,吊物会形成来回摇摆的现象。
桥式起重机防摆控制方法综述
桥式起重机防摆控制方法综述高武龙;陈志梅;孟文俊【摘要】针对桥式起重机系统,分析了系统的拉格朗日动力学模型、非线性特性以及防摆控制的研究现状,阐述并总结了采取不同控制策略时的主要控制方法,轨迹跟踪策略包括离线运动规划和输入整形方法,镇定控制策略从经典控制、现代控制和智能控制等方面分别展开,介绍了PID控制、最优控制、滑模控制、反步控制和无源控制,展望了今后进一步的研究方向和问题。
%In terms of the bridge crane system,the paper analyzes current research situations in Lagrange dynamics model,non-linear property,and anti-sway control,and describes some main control methods for different control strategies. The trajectory tracking strategy is composed of off-line motion planning and input shaping method,while the stabilization control strategy is introduced in aspects of classic control,modern control,and intelligentcontrol,etc.Moreover,the pa-per also introduces PID control,optimal control,sliding-mode control,backstepping control,and passivity-based control, giving prospects for further research direction and any issues.【期刊名称】《起重运输机械》【年(卷),期】2014(000)005【总页数】5页(P1-5)【关键词】桥式起重机;非线性系统;防摆控制;轨迹跟踪;镇定控制【作者】高武龙;陈志梅;孟文俊【作者单位】太原科技大学太原 030024;太原科技大学太原 030024;太原科技大学太原 030024【正文语种】中文【中图分类】TH215;TP2730 引言起重机广泛应用于车间、港口、仓库等工业场所,起重机的安全操作事关安全生产。
起重机智能防摇控制系统设计及应用研究
—109—《装备维修技术》2021年第13期起重机智能防摇控制系统设计及应用研究杨毅升(惠州隆泰检验检测科技有限公司,广东 惠州 516003)摘 要:随着港口业务在近几年的不断发展,生产领域将起重机作为了搬运无聊最为重要的设备,但是在实际生产阶段,负责操作起重机的相关人员通常会根据自身的经验,来对小车进行控制,以此来使其能够向水平方向移动,进而对吊重进行快速定位,由于无法实现在操作水平的统一,因此,无法对其安全性和生产效率进行有效地控制。
随着工业生产的现代化发展,为了使安全风险和生产效率能够得到降低和提升,因此从安全性和定位方面,不断地对起重机和吊重提出了更高的要求。
同时,为了给港口提供具有节能减排性地使用设备,因此桥式起重机日后,必定会采用智能化的方式来控制系统的摆动,并提升工作效率,国内外也将其作为了目前的研究热点。
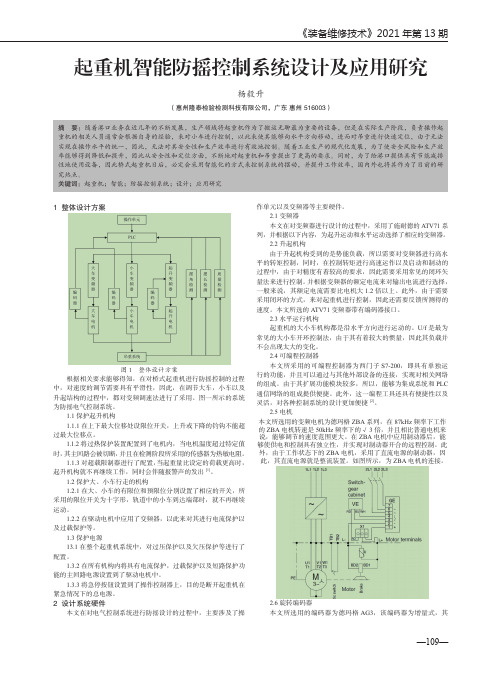
关键词:起重机;智能;防摇控制系统;设计;应用研究1 整体设计方案图1 整体设计方案根据相关要求能够得知,在对桥式起重机进行防摇控制的过程中,对速度的调节需要具有平滑性,因此,在调节大车,小车以及升起结构的过程中,都对变频调速法进行了采用。
图一所示的系统为防摇电气控制系统。
1.1保护起升机构1.1.1在上下最大位移处设限位开关,上升或下降的钓钩不能超过最大位移点。
1.1.2将过热保护装置配置到了电机内,当电机温度超过特定值时,其主回路会被切断,并且在检测阶段所采用的传感器为热敏电阻。
1.1.3对超载限制器进行了配置,当起重量比设定的荷载更高时,起升机构就不再继续工作,同时会伴随报警声的发出[1]。
1.2保护大、小车行走的机构1.2.1在大、小车的有限位和预限位分别设置了相应的开关,所采用的限位开关为十字形,轨道中的小车到达端部时,就不再继续运动。
1.2.2在驱动电机中应用了变频器,以此来对其进行电流保护以及过载保护等。
1.3保护电源13.1在整个起重机系统中,对过压保护以及欠压保护等进行了配置。
防摇控制系统在集装箱起重设备中的研究与应用

关键词 :集装箱起重设备 自动运行 ;防摇控制 系统 ;拉格 朗 E建模 ;Sm l k t i ui 仿真 n
中 图分 类号 :T 2 3 H 1 文 献 标 识 码 :A 文 章 编 号 :10 0 8 ( 0 1 1 0 5 0 0 1— 7 5 2 1 ) 0— 0 1— 5
随着集装箱运输业 不断发展 ,码 头对装卸效 率要 求越 来 越 高 ,装 卸 操 作 已成 为 一 项 越 来 越 繁
重 的工 作 。 为 了 满 足 装 卸 效 率 要 求 ,同 时 减 轻 司 机 的工 作 强 度 ,集 装 箱 起 重 设 备 正 朝 着 自动 化 运 行方 向不 断 发 展 。 其 中需 要 解 决 的 一 个 关 键 问题
没有进 行 实 际应 用 。本 文 对 小 车 负 载 系 统 进 行 建
4 结 论
本文将变频 技术与模糊 PD控 制相结合实现 I 对液 压 系统 的速 度调 节 。 利用 T 公 司 的 D P以及 I S
K e w o ds: c nti rc a e a t mai n; a is y o r ls se ; La a ga d lng; Si ui k smu ain y r o ane r n u o to nt—wa c nto y t m r g n in mo e i m ln i l t o
防 摇 控 制 系 统 在 集 装 箱 起 重 设 备 中 的研 究 与 应 用
单 磊 费 国
上海振 华 重 工 ( 团) 股份 有 限公 司 上海 集
摘
2 0 2 0 15
要 :对集装箱起 重设 备中小车定位及 负载摇 晃 问题 进行 了研究 。通 过拉格 朗 日分 析法 ,建 立 了小 车负
桥式起重机控制系统的自动化应用
桥式起重机控制系统的自动化应用之五兆芳芳创作摘要:桥式起重电机控系统采取专用G7变频器控制,可以轻松实现无级调速,速度控制规模较宽,调速精度较高,速度响应时间快,启动和低速运行时转矩大,有专用卷扬的s参数设置,从而使卷扬电机在零速时,也能提供较大的额外转矩输出,避免卷扬机构产生溜钩现象,提高了起重机使用中的平安I性.关头词:桥式起重机;控制系统;自动化1工程概略某轨道厂1#线百米区的2台桥式起重机是25t+25t双梁桥式起重机,担负1#线生产的百米重轨的入垛及装车任务,2台吊车操控是遥控器操纵方法,并且需要2台吊车联动任务.如采取传统的交换绕线式异步电动机,转子串电阻的办法进行起动和调速,继电器一接触器控制.则控制系统不克不及满足快速、平安、高效的生产和任务需要,也实现不了2车联动和遥控操纵准确精准的任务.采取PLC控制的变频调速技巧对其拖动及控制系统可轻松完成.2拖动系统根本情况轨梁厂1#线百米桥式起重电机气拖动有大车电机4台,小车、卷扬电机各2台.电动机为鼠笼异步电动机,制动方法为电磁机械制动及变频器能耗制动.3变频调速设计根本思路桥式起重机拖动系统由3个根本独立的机构组成:大车拖动系统、小车拖动系统、卷扬拖动系统.交换变频调速技巧来实现各机构的调速方法.百米桥式起重机大车、小车、卷扬电动机都需要独立运行,整个系统有8台电动机.大车2台电动机共用1台变频器控制,共2台75kW变频器控制,小车机构1台变频器控制2台电机.卷扬2台75kW电机辨别由2台110kW变频器单独控制.用西门子PLCS7-300来接收信号和发送控制信号的控制方法,完成系统逻辑控制部分的控制.电动机的正、反转、调速等控制信号经遥控系统的接收机以硬接线的方法进入PLC,经处理后向变频器收回起停、调速等信号,控制电动机任务.3.1大车拖动系统大车为双梁结构,辨别为4台22kW电机,拖动整台起重机顺着车间做“横向”运动.运行速度6m/min可调.调速比为1:6.拖动计划:采取普通笼型异步电动机驱动大车传动机构.大车为4台45kW电动机同时拖动,所以2台电机共用1台75kW功率的变频器作为控制.采取U/f开环控制方法,采取的变频器的容量PN应为1台电动机容量PMN的2倍以上.3.2小车拖动系统小车由两台电动机拖动,单台电机功率为8.5kW.小车拖动吊钩及重物顺着桥架做“纵向”运动.速度3.5ndmin可调.调速比为1:4.拖动计划:也采取普通的笼型异步电动机,配11kW变频器,采取U/f开环控制方法.3.3卷扬拖动系统卷扬采取2台电动机连轴拖动.卷扬机构拖动重物做吊起或放下的“上下”运动.卷扬电机75kW起重20t,运行速度10m/min可调,调速比为1:10.拖动计划:卷扬机构用电动机要求较高,属于位能变动性负载,系统要求具有良好的动态性能.故此电动机必须使用具有优越性、高性能的变频专用电动机.电动机在选择时比原功率适当提高,以取得足够的力矩值.2台电动机辨别配置变频器,并装有测速编码器,采取带PG卡速度反应的闭环矢量控制方法.?频后转速可以分档控制,采取5段速度运行,从低到高自由切换.3.4电机制动方法采纳由变频器外接的制动单元和制动电阻消耗掉的方法,并配有电磁机械制动方法.采纳再生制动、直流制动和电磁机械制动相结合的办法.由变频调速系统的再生制动和直流制动把运动中的大车、小车和卷扬的速度迅速而准确地降到零,使它们停止.对于起重机,经常会有重物在半空中停留一段时间(如重物在半空中平移),而变频调速系统虽然能使重物静止,但因设备容易受到外界因素的搅扰(如在平移进程中常易出现的瞬连续电),因此,仍然必须利用电磁制动器进行机械制动.4变频器的选用适用于起重机使用的变频器有很多多少种.选用G7系列变频器.此变频器具有全磁通矢量控制,在低频下也能提供150%额外转矩的起动转矩.有速度反应环节,可作到零速控制(即便在零速下也有150%额外转矩输出).该变频器可以通过设定参数的存取级别来选择其控制方法.通常有4种方法可选:无PGU/f开环控制方法、有PGU/f闭环控制方法、无PG开环矢量控制方法、有PG闭环矢量控制方法.大车、小车拖动机构由于其惯量较大,负载变更相对较小,根本上属于阻力性负载,故采取无PG的U/f开环控制方法,不带测速编码器.卷扬提升机构由于负载变更较大,为了取得快速的动态响应,实现对转矩的快速调节.电机装置有测速编码器,采取有PG-B2速度控制闭环矢量控制方法,以取得稳定的任务状态和良好的机械特性.关于溜钩的避免:本系统中由于G7系列变频器具有的零速下的转矩功效,故只需通过PLC和变频器的适当配合便可圆满解决溜钩问题.桥式起重机的速度调节可利用变频器的多级频率选择功效.G7系列变频器可使用8个频率指令和1个点动频率指令,见图1中的变频器接线.由此,最高可9段速.为了切换这些频率指令,可在多功效输入,设定多段速指令1~3和点动频率来选择.将端子1接通则电机正转,端子2接通则反转,将多段速指令1、2、3三对端子辨别接通,或其中2对或3对同时接通,可得8种频率,这个功效可以通过PLC程序控制相应的继电器得电,完成速度的转换,从而可便利地得到起重机所要求的正反2个标的目的各5种速度.电机加加速的时间可以通过变频器的设定来进行改动.5遥控器的选用操纵控制器采取的是格林“一拖二”遥控器,两车联动时,两台操纵遥控器都选择“联动”模式,由其中一台遥控器同时向装置在两车司机室内的接收机收回任务指令,接收机收到控制指令后,通过硬接线的方法将控制信号接人到PLC的输入模板中,完成两台吊车的小车、卷扬的联动.结束语采取变频器及PLC对桥式起重机进行了改革.起重机控制系统比切换转子电阻的交换接触器、串联电阻等电气元件的控制方法,电气控制线路大为简化.起重机启动、制动、加快、加速等进程加倍平稳快速,削减了负载动摇,平安性大幅提高.采取PLC程序控制比庞杂的接触器、继电器控制系统线路更优化,电路实现了无触点化,毛病率大大下降.采取变频调速,机械特性硬,负载变更时各档速度根本不变.轻载时也不会因操纵不当而出现失控现象.(作者单位:太原重工股分有限公司)。
桥式起重机防摆控制器的设计
桥式起重机防摆控制器的设计杨斌;刘惠康;代文蕤【摘要】桥式起重机是一种从事起吊和空中搬运的机械设备,它在机械制造工业和冶金工业中应用得最为广泛.目前国内生产的桥式起重机都是由专职司机手动操作完成大小车的定位和控制吊物的游摆.要在三维空间下由控制器实现桥式起重机的精确定位和消除吊物的摆幅是相当困难的.本文主要阐述了桥式起重机在三维空间下的建模方法,并对该系统进行了开环仿真分析,最后提出应用LQR技术设计一种最优输出跟踪器,实现了桥式起重机的精确定位和消除吊物的游摆.仿真结果表明,这种防摆控制器使被控系统具有良好的动态和稳态性能.【期刊名称】《制造业自动化》【年(卷),期】2012(034)001【总页数】4页(P122-124,131)【关键词】防摆控制器;拉格朗日方程;最优输出跟踪器;加权矩阵【作者】杨斌;刘惠康;代文蕤【作者单位】成都理工大学工程技术学院,乐山614007;武汉科技大学,武汉430080;武钢冷轧硅钢片厂吊车车间,武汉430080【正文语种】中文【中图分类】TP273;TH2150 引言桥式起重机作为一种现代搬运机械,是现代工业生产和起重运输中实现生产过程机械化、自动化的重要设备。
它广泛地应用于室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所从事空中吊运和装卸任务。
由于起重机在运行过程中,吊物因惯性或受到外部干扰(如:大、小车的加减速、起动和停车、风力)等影响,会使得吊物离开原有的平衡位置产生很大的摆动。
这种摆动不仅使得吊物的装卸难以定位,降低了生产效率,而且还对周围的吊装人员和设备带来严重的安全隐患。
因此在生产实际中桥式起重机往往是由经验丰富的专职司机人工操作。
本文分析了桥式起重机在三维空间中的数学模型的仿真结果后,提出采用线性二次型最优输出调节器技术构造一跟踪控制器,以实现吊物的精确定位和消除游摆。
1 起重机三维动力学模型一般地,要获得桥式起重机在三维空间中的数学模型是比较困难的。
桥式起重机轨迹规划防摆定位控制应用研究
桥式起重机轨迹规划防摆定位控制应用研究桥式起重机轨迹规划防摆定位控制应用研究摘要:桥式起重机作为一种广泛应用于工业生产中的重要装备,在物料搬运和起重作业中发挥着关键作用。
然而,由于操作环境难以控制和其自身结构的复杂性,桥式起重机在作业过程中容易出现摆动和定位困难的问题。
针对这一问题,本文通过对桥式起重机轨迹规划、防摆和定位控制方法的研究与应用,提出了一种有效的解决方案。
实验表明,该方法能够显著提升起重机的作业效率和安全性。
1. 引言桥式起重机是一种常见的起重设备,广泛应用于船舶、港口、仓储、钢铁等行业。
在桥式起重机的作业过程中,起重机的轨迹规划、防摆和定位控制是关键问题。
2. 桥式起重机轨迹规划桥式起重机的轨迹规划是指在给定的作业空间中,确定起重机的最佳行进路径的过程。
一般来说,轨迹规划需要考虑多个因素,包括起重机的负载、空间限制以及路径的合理性。
目前,常用的轨迹规划方法主要包括直线规划、曲线规划和混合规划等。
3. 桥式起重机防摆控制桥式起重机作业过程中的摆动是一个普遍存在的问题,而且摆动会导致作业不稳定和安全隐患。
因此,防摆控制是至关重要的。
目前,常用的防摆控制方法有PID控制、模糊控制和神经网络控制等。
4. 桥式起重机定位控制定位控制是指在桥式起重机作业过程中,准确确定和控制其位置和姿态的过程。
桥式起重机的定位控制需要考虑多种因素,包括传感器测量的误差、环境干扰以及控制器的性能等。
常用的定位控制方法有闭环控制和开环控制等。
5. 实验与结果分析本文设计了一套实验系统,对桥式起重机轨迹规划、防摆和定位控制方法进行了验证。
实验结果表明,所提出的方法能够显著提升起重机的作业效率和安全性。
6. 结论与展望本文通过对桥式起重机轨迹规划、防摆和定位控制方法的研究与应用,提出了一种有效的解决方案。
实验证明,该方法能够显著提升起重机的作业效率和安全性。
在今后的研究中,可以进一步探索其他控制方法和算法的应用,提高起重机的性能和精度。
集装箱桥吊防摇控制措施研究
集装箱桥吊防摇控制措施研究发表时间:2019-06-10T16:12:58.220Z 来源:《防护工程》2019年第5期作者:滕友昌1 郑波2 [导读] 多年来,岸桥为港口物流行业当中提供了不少的便利,人们用它来在岸边对船舶的众多集装箱进行着日复一日的装卸操作作业。
上海振华重工(集团)股份有限公司 201913 摘要:随着现代工业的不断发展,工业的生产规模也随之不断扩大,在机械应用当中,自动化程度也不断的提升,故此,在搬运成本费用上也水涨船高。
在物料搬运当中,起重运输技术是其中重要的组成部分。
而由于地球的百分之73都是被海洋所覆盖,故此,水上运输占有着重要组成部分。
而其中的岸边桥式集装箱起重机(又称为岸桥)在港口物流当中占有举足轻重的地位,所以,如何加以提高其作业效率,则是厂家和工业当中最为关注的焦点[1]。
关键词:现代工业;起重运输技术;岸桥引言:多年来,岸桥为港口物流行业当中提供了不少的便利,人们用它来在岸边对船舶的众多集装箱进行着日复一日的装卸操作作业。
但是在岸桥起重机升降与加减速当中,吊具最容易出现摇摆作用,据调查,每一天岸桥师傅的工作时间当中,30%时间都是用来通过自然减摇等待摇晃的时间,这样无形中给岸桥师傅们带来不必要的劳动时间浪费。
因此,在提高岸桥起重效率和减摇的措施当中,许多起重机制作产家最为头痛。
一、常见的防摇技术措施(一)传统机械防摇技术它的作用原理是在小车架安装一个防摇装置,其装置有减摇钢丝绳、力矩限制器传动链与卷筒、带单向轴的卷筒与制动器,用传统机械手段将摆动能量消耗殆尽从而实现减摇效果,加以提升作业效率。
机械防摇当中,采用的是钢丝绳缠绕方式,让吊具上牵引滑轮与车架起升滑轮形成一定的角度,再用单向轴承来控制卷筒的旋转方向,这样可以让传动轴与放绳方向相互缩合起来,可以让卷筒只能向钢丝绳收绳的方向旋转,并且在其起重操作当中,使用力矩限制器持续对减摇钢丝绳增加一定的张力,可以有效避免钢丝绳的松散状况。
桥式起重机定位防摆改进型自抗扰控制
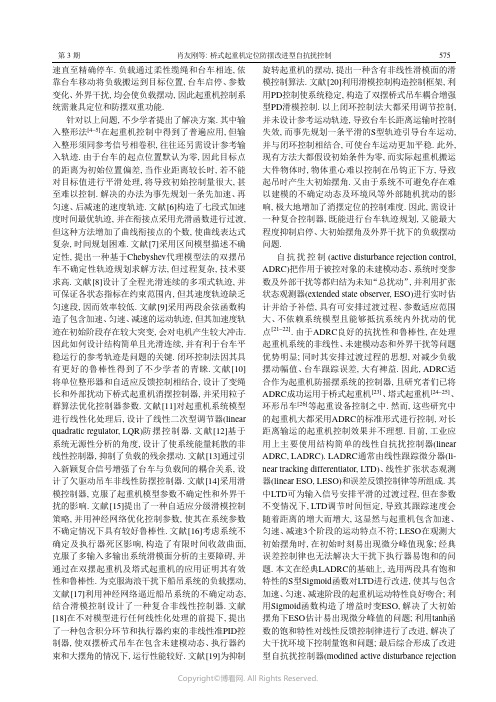
第3期肖友刚等:桥式起重机定位防摆改进型自抗扰控制575速直至精确停车.负载通过柔性缆绳和台车相连,依靠台车移动将负载搬运到目标位置,台车启停、参数变化、外界干扰,均会使负载摆动,因此起重机控制系统需兼具定位和防摆双重功能.针对以上问题,不少学者提出了解决方案.其中输入整形法[4–5]在起重机控制中得到了普遍应用,但输入整形须同参考信号相卷积,往往还另需设计参考输入轨迹.由于台车的起点位置默认为零,因此目标点的距离为初始位置偏差,当作业距离较长时,若不能对目标值进行平滑处理,将导致初始控制量很大,甚至难以控制.解决的办法为事先规划一条先加速、再匀速、后减速的速度轨迹.文献[6]构造了七段式加速度时间最优轨迹,并在衔接点采用光滑函数进行过渡,但这种方法增加了曲线衔接点的个数,使曲线表达式复杂,时间规划困难.文献[7]采用区间模型描述不确定性,提出一种基于Chebyshev代理模型法的双摆吊车不确定性轨迹规划求解方法,但过程复杂,技术要求高.文献[8]设计了全程光滑连续的多项式轨迹,并可保证各状态指标在约束范围内,但其速度轨迹缺乏匀速段,因而效率较低.文献[9]采用两段余弦函数构造了包含加速、匀速、减速的运动轨迹,但其加速度轨迹在初始阶段存在较大突变,会对电机产生较大冲击.因此如何设计结构简单且光滑连续,并有利于台车平稳运行的参考轨迹是问题的关键.闭环控制法因其具有更好的鲁棒性得到了不少学者的青睐.文献[10]将单位整形器和自适应反馈控制相结合,设计了变绳长和外部扰动下桥式起重机消摆控制器,并采用粒子群算法优化控制器参数.文献[11]对起重机系统模型进行线性化处理后,设计了线性二次型调节器(linear quadratic regulator,LQR)防摆控制器.文献[12]基于系统无源性分析的角度,设计了使系统能量耗散的非线性控制器,抑制了负载的残余摆动.文献[13]通过引入新颖复合信号增强了台车与负载间的耦合关系,设计了欠驱动吊车非线性防摆控制器.文献[14]采用滑模控制器,克服了起重机模型参数不确定性和外界干扰的影响.文献[15]提出了一种自适应分级滑模控制策略,并用神经网络优化控制参数,使其在系统参数不确定情况下具有较好鲁棒性.文献[16]考虑系统不确定及执行器死区影响,构造了有限时间收敛曲面,克服了多输入多输出系统滑模面分析的主要障碍,并通过在双摆起重机及塔式起重机的应用证明其有效性和鲁棒性.为克服海浪干扰下船吊系统的负载摆动,文献[17]利用神经网络逼近船吊系统的不确定动态,结合滑模控制设计了一种复合非线性控制器.文献[18]在不对模型进行任何线性化处理的前提下,提出了一种包含积分环节和执行器约束的非线性准PID控制器,使双摆桥式吊车在包含未建模动态、执行器约束和大摆角的情况下,运行性能较好.文献[19]为抑制旋转起重机的摆动,提出一种含有非线性滑模面的滑模控制算法.文献[20]利用滑模控制构造控制框架,利用PD控制使系统稳定,构造了双摆桥式吊车耦合增强型PD滑模控制.以上闭环控制法大都采用调节控制,并未设计参考运动轨迹,导致台车长距离运输时控制失效,而事先规划一条平滑的S型轨迹引导台车运动,并与闭环控制相结合,可使台车运动更加平稳.此外,现有方法大都假设初始条件为零,而实际起重机搬运大件物体时,物体重心难以控制在吊钩正下方,导致起吊时产生大初始摆角.又由于系统不可避免存在难以建模的不确定动态及环境风等外部随机扰动的影响,极大地增加了消摆定位的控制难度.因此,需设计一种复合控制器,既能进行台车轨迹规划,又能最大程度抑制启停、大初始摆角及外界干扰下的负载摆动问题.自抗扰控制(active disturbance rejection control, ADRC)把作用于被控对象的未建模动态、系统时变参数及外部干扰等都归结为未知“总扰动”,并利用扩张状态观测器(extended state observer,ESO)进行实时估计并给予补偿,具有可安排过渡过程、参数适应范围大、不依赖系统模型且能够抵抗系统内外扰动的优点[21–22].由于ADRC良好的抗扰性和鲁棒性,在处理起重机系统的非线性、未建模动态和外界干扰等问题优势明显;同时其安排过渡过程的思想,对减少负载摆动幅值、台车跟踪误差,大有裨益.因此,ADRC适合作为起重机防摇摆系统的控制器,且研究者们已将ADRC成功运用于桥式起重机[23]、塔式起重机[24–25]、环形吊车[26]等起重设备控制之中.然而,这些研究中的起重机大都采用ADRC的标准形式进行控制,对长距离输运的起重机控制效果并不理想.目前,工业应用上主要使用结构简单的线性自抗扰控制器(linear ADRC,LADRC).LADRC通常由线性跟踪微分器(li-near tracking differentiator,LTD)、线性扩张状态观测器(linear ESO,LESO)和误差反馈控制律等所组成.其中LTD可为输入信号安排平滑的过渡过程,但在参数不变情况下,LTD调节时间恒定,导致其跟踪速度会随着距离的增大而增大,这显然与起重机包含加速、匀速、减速3个阶段的运动特点不符;LESO在观测大初始摆角时,在初始时刻易出现微分峰值现象;经典误差控制律也无法解决大干扰下执行器易饱和的问题.本文在经典LADRC的基础上,选用两段具有饱和特性的S型Sigmoid函数对LTD进行改进,使其与包含加速、匀速、减速阶段的起重机运动特性良好吻合;利用Sigmoid函数构造了增益时变ESO,解决了大初始摆角下ESO估计易出现微分峰值的问题;利用tanh函数的饱和特性对线性反馈控制律进行了改进,解决了大干扰环境下控制量饱和问题;最后综合形成了改进型自抗扰控制器(modified active disturbance rejection576控制理论与应用第40卷control,MADRC),并通过Lyapunov 法证明了控制系统的稳定性.仿真及实物实验表明,本文的改进策略,可解决严重外界干扰下桥式起重机长距离消摆定位问题.2起重机系统分析桥式起重机结构图如图1所示,根据文献[1–3]中桥式起重机的动力学模型,并考虑台车摩擦力及外部扰动对台车位移及负载摆动的影响,将其动力学模型修正为(M +m )¨x +ml ¨θcos θ−ml ˙θ2sin θ=F −F r +d 1,(1)ml 2¨θ+ml ¨x cos θ+ml g sin θ=d 2,(2)其中:M,m 分别为台车质量和负载质量;x 为台车位移;θ为负载摆角;l 为吊绳长度;g 为重力加速度;F 为台车驱动力;F r =f r tanh(˙x µx)−k r |˙x |˙x 表示摩擦力;f r ,µx ,k r 为与摩擦力相关系数;d 1和d 2分别表示台车及负载受到的外部扰动.䖖图1桥式起重机系统示意图Fig.1Schematic illustration of bridge crane system式(1)–(2)可以看出,台车位移和负载摆动交叉耦合,其任何一个量的动态变化都不可避免地会对另一个量造成干扰,导致系统性能降低,因此须采取措施消除彼此间的影响.式(1)–(2)可等效为如下状态方程:¨x =g 1+b 1(F −F r )+f 1,(3)¨θ=g 2+b 2(F −F r )+f 2,(4)式中:g 1=m g cos θsin θ+ml ˙θ2sin θM +m sin 2θ,g 2=−(M +m )g sin θ+ml ˙θ2cos θsin θl (M +m sin 2θ),由于台车质量M 是确定的,负载质量m 可以通过称重传感器测得,吊绳长度及负载摆角的实时值可以通过编码器和精密电位器测得,因此g 1和g 2可视为位移和摆角回路的已知动态,不再对其进行观测,以减轻扩张状态观测器的负担.f 1和f 2分别为位移和摆角回路中包含未知干扰d 1和d 2的不确定动态,f 1=d 2m cos θ−d 1M +m sin 2θ,f 2=−d 2l −(d 2m cos θ−d 1)cos θl (M +m sin 2θ),b 1和b 2分别表示位移和摆角回路的控制量增益,b 1=1M +m sin 2θ,b 2=−cos θl (M +m sin 2θ).由于桥式起重机中只有一个输入力作为控制量,却需同时控制台车位移和负载摆角,因此不妨将控制量拆分为位移控制量u 1和摆角控制量u 2,并加入摩擦力的估计值¯Fr ,即F =[1,1][u 1u 2]+¯F r ,(5)则式(3)–(4)转化为¨x =g 1+f 1+b 1(¯Fr −F r )+b 1(u 1+u 2),(6)¨θ=g 2+f 2+b 1(¯F r −F r )+b 2(u 1+u 2).(7)设计控制系统的目的是使得台车精准到达目标位置x d ,且实时消摆,在后续内容中将设计一种改进型自抗扰控制器实现该目标.3控制器设计3.1线性跟踪微分器的改进跟踪微分器作为自抗扰控制器的重要组成部分,不仅具有提取微分信号的功能,也可为跟踪信号安排一过渡过程,以解决阶跃响应快速性与超调的矛盾.经典线性跟踪微分器LTD [27]如式(8)所示:˙v 1=v 2,˙v 2=−r 2(v 1−x d )−2rv 2,(8)式中:r 为调节跟踪快慢的参数;v 1,v 2为LTD 的输出状态变量,分别表示参考输入信号x d 的跟踪值及跟踪速度.当参考输入信号x d 增大,LTD 的调节时间维持不变,势必提高台车跟踪速度,这将导致控制量显著增大,因而不适合作为起重机长距离运输的解决方案.起重机搬运负载的距离通常长达数十米,包含加速段、匀速段、减速段,不合理加、减速运动易引起负载大幅摆动.为满足台车启动平滑及平稳精准停车的要求,台车速度轨迹在初始和结束段应为可按需调整形状的S 型曲线,且中间段应保持匀速.为避免曲线在加速、匀速、减速段的衔接点出现断点,构造能够保证3个阶段高阶连续并可按需调整的函数是关键.Sig-moid 函数广泛地用作神经网络的激励函数,具有光滑性、单调性、饱和性等特征,其表达式为第3期肖友刚等:桥式起重机定位防摆改进型自抗扰控制577sig(x )=1(1+e −x ).(9)对Sigmoid 函数作简单变换,使其变化范围为(−1,1),并引入指数因子q 调节函数的近似线性区间范围sig(q,x )=2(11+e −qx−0.5).(10)基于以上思路,利用两段Sigmoid 函数,构造衔接点在匀速段、高阶连续光滑的非对称S 型速度曲线f (v 1,x d )=−2k d r sig(r 1,v 1+ε),v 1x d 2,2k d r sig(r 2,v 1−x d ),x d 2<v 1 x d ,(11)式中:k d ∈R +可调节速度上限;r 1,r 2∈R +分别为加速和减速调节因子,可调节加、减速阶段的快慢程度;ε是为保证初始加速度而引入的很小正数.利用f (v 1,x d )对LTD 进行改造,可生成基于Sigmoid 函数的新型跟踪微分器(Sigmoid TD,STD)˙v 1=v 2,˙v 2=−r 2f (v 1,x d )−2rv 2.(12)接下来证明STD 满足Lyapunov 渐近稳定条件,即lim t →∞v 1(t )=x d ,lim t →∞v 2(t )=0.(13)构造如下函数:V (v 1,v 2)=r 2( v 10f (ζ,x d )d ζ+2k d x d r )+12v 22,(14)由于f (v 1,x d )的值域为[−2k d r ,2k dr],且v 1 x d ,根据定积分性质可知V (v 1,v 2) 0.对V (v 1,v 2)求导,可得˙V (v 1,v 2)=v 2r 2f (v 1,x d )+v 2˙v 2=v 2r 2f (v 1,x d )−r 2v 2f (v 1,s d )−2rv 22=−2rv 22 0,(15)因此,STD 是Lyapunov 意义下稳定的.定义集合Γ为包含所有满足˙V(v 1,v 2)=0的点,由式(15)可知v 2=0,相应的有˙v 2=0,综合式(11)–(12),根据LaSalle 不变集定理,可推知当t →∞时,v 1→x d ,v 2→0.3.2改进型ESO 的设计式(6)–(7)中的f 1,f 2结构复杂,且包含未建模信息及随机扰动.另外上文虽已将控制量进行了拆分,但每个回路仍包含另一个回路的控制量.为解决上述问题,采用ESO 对包含摩擦力估计误差的扰动进行观测,并将另一个回路的控制量也视为该回路的扰动予以估计,从而实现两回路的解耦.综上,式(6)–(7)可重新表示为¨x =g 1+R 1+b 1u 1,(16)¨θ=g 2+R 2+b 2u 2,(17)式中:R 1=f 1+b 1(¯Fr −F r +u 2),R 2=f 2+b 2(u 1+¯Fr −F r )分别为各自回路需进行估计的总扰动.令x 1=x,x 2=˙x,x 3=R 1,θ1=θ,θ2=˙θ,θ3=R 2,则式(16)–(17)可表示为˙x 1=x 2,˙x 2=g 1+x 3+b 1u 1,(18)˙θ1=θ2,˙θ2=g 2+θ3+b 2u 2.(19)对位移回路设计如下包含模型辅助信息的扩张状态观测器LESO1:e x 1=z x 1−x 1,˙z x 1=z x 2+βx 1e x 1,˙z x 2=z x 3+βx 2e x 1+g 1+b 1u 1,˙z x 3=βx 3e x 1,(20)式中:z x 1,z x 2,z x 3分别为信号x,˙x,R 1的状态估计;βx 1,βx 2,βx 3为LESO1的增益.同理可对摆角回路设计扩张状态观测器LESO2e θ1=z θ1−θ1,˙z θ1=z θ2+βθ1e θ1,˙z θ2=z x 3+βθ2e θ1+g 2+b 2u 2,˙z θ3=βθ3e θ1,(21)式中:z θ1,z θ2,z θ3分别为信号θ,˙θ,R 2的状态估计;βθ1,βθ2,βθ3为LESO2的增益.为简化调参,将LESO1,LESO2的观测器增益分别配置在带宽ωox ,ωoθ上,则βx 1=3ωox ,βx 2=3ω2ox ,βx 3=ω3ox,βθ1=3ωoθ,βθ2=3ω2oθ,βθ3=ω3oθ.(22)由文献[22]可知,LESO1,LESO2可保证观测误差收敛,即z x 1→x,z x 2→˙x,z x 3→R 1,z θ1→θ,z θ2→˙θ,z θ3→R 2.由于LESO 各状态变量观测值的初始值默认设置为0,当存在初始大摆角时,会导致LESO2初始观测值和实际值偏差过大,引起角速度信号估计超调,出现微分峰值现象.提高带宽会加剧微分峰值现象,而降低带宽又会导致观测性能下降.因此,利用Sigmoid 函数,将LESO2中的固定增益βθ2,βθ3变换为时变增益βθ2(t ),βθ3(t ),得到增益连续时变的扩张状态观测器(sigmoid ESO,SESO),使其不仅具有“大误差小增益,小误差大增益”特性,且可避免经典ESO 存在的切换点判断和增益突变的问题,并能抑制微分峰值现象,此时578控制理论与应用第40卷βθ1(t)=3ωoθ,βθ2(t)=βθ2·sig(α,x),βθ3(t)=βθ3·sig(α,x),(23)式中α为时变增益收敛速度的调节因子.将SESO的观测误差定义为eθ1(t)=zθ1(t)−θ1(t),eθ2(t)=zθ2(t)−θ2(t),eθ3(t)=zθ3(t)−R2.(24)对上式求导,再将式(21)代入,可得误差微分方程˙eθ1(t)=eθ2−βθ1(t)eθ1,˙eθ2(t)=eθ3−βθ2(t)eθ1,˙eθ3(t)=−βθ3(t)eθ1−˙R2,(25)令Y1=eθ1,Y2=−βθ1eθ1+eθ2,Y3=β2θ1eθ1−(βθ1+βθ2(t))eθ2+eθ3,则误差方程更新为˙Y1=Y2,˙Y2=Y3,˙Y3=−aY1−bY2−cY3−˙R2,(26)式中:a=βθ1βθ2(t)βθ3(t),b=βθ1βθ2(t)+βθ1βθ3(t) +βθ2(t)βθ3(t),c=βθ1+βθ2(t)+βθ3(t).不考虑扰动时,式(26)的特征方程为λ3+aλ2+bλ+c=0,(27)式中λ为方程的特征根.由Hurwitz条件可知,其特征根具有负实部的充要条件为a>0,b>0,c>0,ab−c>0,可见其条件全部满足,因此,SESO在以eθ1= 0,eθ2=0,eθ3=0为平衡点的大范围内渐进稳定.当考虑持续扰动时,SESO受扰动影响存在观测误差.为求得其稳态观测误差,假定˙R2 η,η为正常数,当系统达到稳态时,各状态变量变化率为0,即˙Y1=Y2=0,˙Y2=Y3=0,˙Y3=0.(28)再根据Y1=eθ1,Y2=−βθ1eθ1+eθ2,Y3=β2θ1eθ1−(βθ1+βθ2(t))eθ2+eθ3,可推得˙eθ1=0,˙eθ2=0,˙eθ3 =0,再由式(25)可得观测误差为|eθ1| ηωoθ3,|eθ2|3ηωoθ2,|eθ3|3ηωoθ.(29)式(29)可以看出,通过增加SESO带宽ωoθ可减小稳态误差,但同时也越容易引入噪声信号,因此选取带宽时,要综合考虑系统控制性能和抑制干扰等指标.3.3误差反馈控制律的设计利用ESO已将位移回路和摆角回路进行解耦,因此可分别设计控制律.对位移回路设计如下控制律:u x=k1·(v1−x)−k2·(v2−˙x)+˙v2,u1=1b1(u x−g1−z x3),(30)式中k1,k2∈R+为正的控制增益.对摆角回路设计如下控制律:uθ=−k3θx−k4˙θx,u2=1b2(uθ−g2−zθ3),(31)式中k3,k4∈R+为正的控制增益.定义起重机系统的跟踪误差ψx=v1−x1,则由式(18)–(19)(30)–(31)可得¨ψx=−k1ψx−k2˙ψx+˜R1,¨θx=−k3θ−k4˙θ+˜R2,(32)式中:˜R1=R1−z x3,˜R2=R2−zθ3分别表示小车位移和负载摆角的扰动估计误差.进一步将式(32)改写为˙ϕx=E1ϕx+F1˜R1,˙ϕθ=E2ϕθ+F2˜R2,(33)式中:ϕx=[ψx˙ψx],ϕθ=[θ˙θ],E1=[01−k1−k2], E2=[01−k3−k4],F1=F2=[1].为减轻参数整定工作量,利用带宽法,将k1,k2, k3,k4配置为如下形式:k1=ω2c1,k2=2ωc1,k3=ω2c2,k4=2ωc2,式中ωc1,ωc2分别为位移和摆角回路的控制器带宽.当E1,E2为Hurwitz稳定矩阵时,可保证闭环系统的稳定性.考虑到系统运行过程可能存在较强外扰,导致摆角振幅过大,易使摆角回路产生过大控制量,给执行机构造成巨大冲击,使得起重机运行埋下安全隐患.为避免大扰动下引发控制量饱和问题,引入具有饱和特性的tanh函数对摆角回路控制律进行改造ˆu2=1b2[−ˆk3θm tanh(θθm)−ˆk4θm tanh(˙θθm)−g2−zθ3],(34)式中:ˆk3,ˆk4为更新后的增益,选取较大的ˆk3可提高消摆速度、减少回摆时间,但ˆk3过大易使摆角振荡;选取较大的ˆk4可增加摆动阻尼、抑制摆动,但ˆk4过大可能延长消摆时间;ˆk3,ˆk4参数值可在原增益附近进行试凑调试、优化选取.θm为归一化角度调节因子,可在区间(2∼20)·π/180内依据外扰强度进行选取,当工作环境较为恶劣时,选取较大的θm可使得摆角回路抗外第3期肖友刚等:桥式起重机定位防摆改进型自抗扰控制579扰的能力提升,消摆更快,但所需的控制量也会增大,反之则相反.对两回路的控制量进行线性叠加,可得总控制量F=u1+ˆu2+¯F r=1b1[k1(v1−x)−k2(v2−˙x)+˙v2−g1−z x3]+1 b2[−ˆk3θm tanh(θθm)−ˆk3θm tanh(θθm)−ˆk 4θm tanh(˙θθm)−g2−zθ3]+¯F r.(35)结合式(18)–(19)(30)(34),闭环系统(33)变为˙θ1=θ2,˙θ2=−ˆk3θm tanh(θ1θm)−ˆk4θm tanh(˙θ1θm)+˜R2,¨ψx=−k1ψx−k2˙ψx+˜R1.(36)构造如下Lyapunov函数:V=ˆk3ln(cosh(θ1θm))+12θm˙θ21+12k1ψ2x+12˙ψ2x,(37)易知V 0恒成立,对V求导可得˙V=ˆk 3˙θ1tanh(θ1θm)+1θm˙θ1¨θ1+k1ψx˙ψx+˙ψx¨ψx=˙θ1(−ˆk3tanh(θ1θm)−ˆk4tanh(˙θ1θm)+˜R2)+ˆk 3˙θ1tanh(θ1θm)+k1ψx˙ψx+˙ψx(−k1ψx−k2˙ψx+˜R1)=˙θ1(−ˆk4tanh(˙θ1θm)+˜R2)−k2˙ψ2x+˙ψx˜R1−ˆk4˙θ1tanh(˙θ1θm)−k2˙ψ2x+|˙θ1||˜R2|+|˙ψx||˜R1|,(38)由于x tanh(x) 0,则当ψx=˙ψx=θ=˙θ=0时,˙V =0,当˙ψx=0或˙θ=0时,−ˆk4˙θ1θm·tanh(˙θ1θm)−k2˙ψ2x恒成立,因此令e=[ψx˙ψxθ˙θ]T,则存在δ>0和一个有限时间tδ,当∥e∥ δ可使得˙V 0成立.因此e在有限时间内收敛并保持在半径为δ的紧集内,即闭环控制系统是稳定的.当系统稳定时˙ϕx=˙ϕθ=0,根据式(36),可得系统误差范围为ψx |˜R1k1|,˙ψx=0,θ artanh|˜R2ˆk3|,˙θ=0,(39)由式(39)可看出,系统的误差是有界的,且观测器估计扰动的误差越小时,系统的精度也越高,同时增大增益k1,ˆk3可削弱估计误差对跟踪精度的影响.4仿真与实验结果本节将通过数值仿真及实物实验验证所提算法的控制性能,实验中起重机系统的参数为M=19.8kg,m=1kg,g=9.81m/s2,l=0.7m,台车摩擦力参数为:f r=8.1,k r=−0.5,µx=0.01,采样周期为50ms.4.1轨迹对比仿真分析为验证STD的改进效果,将其与LTD进行对比.LTD参数为r=0.5,STD参数为r1=2,r2=1,k d=1.2m/s,跟踪距离x d设为10m时,所得速度轨迹如图2(a)所示,将x d提高至20m,所得速度轨迹如图2(b)所示.由图可见,STD的速度轨迹包含了完整的加速、匀速及减速段,且加、减速段均具有平滑的S型曲线,并有效地将跟踪速度约束至设定值1.2m/s以内,符合台车平滑启动、高效运行、平稳停止的控制要求.LTD不包含匀速段,且速度会随着跟踪距离的增加而增加,显然不符合起重机的控制要求.因此相较于LTD,STD更优越.s=x d2+v2e4a eln(cosh(2a e t/v e−ε)cosh(2a e t/v e−ε−2sa e/v2e)).(40)U / s84012162012W/(m·s−1)(a)x d=10mU / s10501520253024W/(m·s−1)(b)x d=20m图2LTD与STD结果对比Fig.2Performance comparison between LTD and STD将STD与如式(40)所示的吊车系统常用跟踪轨迹(记为T1)进行对比,其参数设置为a e=0.5m/s2,v e=1m/s,ε=1.6,所得结果如图3所示.图中从上到下的4个子图分别表述位移s、速度v、加速度a、加加速度轨迹j.可见,在调节时间相近的情况下,STD在整个过渡过程中的最大加速度和最大加加速度更小,说明所需的最大驱动力更小,对执行器的最大功率要求更低,有利于系统平稳运行.此外轨迹T1的加速度和加加速度在初始阶段出现了突变,利用T1进行跟踪控制时,在起动时需很大驱动力,会对系统产生很大的柔性冲击.580控制理论与应用第40卷U / sU / sU / sU / s−0.60.00.60.00.61.2K / (m ·s −3)B / (m ·s −2)W / (m ·s −1)T / m图3STD 与T1轨迹结果对比Fig.3Performance comparison between STD and T14.2控制器对比仿真分析为验证MADRC 的改进效果,假设系统初始时刻存在10◦摆角并开始启动,将本文所提MADRC 算法与ADRC 法、增强耦合非线性控制法(enhanced coupling nonlinear controller,ECNC)[13]进行对比,所得结果如图4所示.本文所提两种算法参数为:ωc 1=1.4,ωc 2=3.5,ωox =12,ωoθ=10,θm =10◦,ˆk3=10.5,ˆk 4=8.8,α=20,ECNC 法表达式为F =−k p ( tξx d t −x 1)−k ξξx +λ(M +m )˙θ+f r ,对应的参数整定为k p =40,k ξ=20,λ=20.ADRC,MADRC 法均采用STD 安排过渡过程,ECNC 法采用式(40)作为台车的跟踪轨迹,且参数和上文均保持一致,将目标位置设定为30m.U / sU / sU / sY / mθ / (°)F / N01530MADRCADRCECNC图4存在初始摆角情况下3个控制器仿真对比Fig.4Three controller simulation comparisons whenfaced with initial pendulum仿真结果如图4所示,图中从上到下曲线依次为台车位移、负载摆角及控制量.从位移曲线可看出,ADRC 和MADRC 到达目标点用时更少,在面对大初始摆角情况下,ECNC 法向反方向最大偏离了约0.6m,明显大于所提两种算法,表明ECNC 法对大初始摆角更敏感;在控制力方面,MADRC 法与ECNC 法最大控制力相当,但ADRC 法初始控制力超过60N,为三者最大,这极易超出系统允许的最大值,而MADRC 法可明显降低初始控制力的大小,极大地提高了原控制器的性能.综上所述,MADRC 法对起重机作业的控制效果最好.图5截取了LESO,SESO 前10s 的观测信号并和真实信号作对比.可见在初始阶段LSEO 对于角速度信号的观测存在过大误差,出现微分峰值现象,这将造成ADRC 初始控制量饱和.而SESO 初始响应快且超调小,能够准确观测摆角信号和角速度信号,从而提高了MADRC 的控制性能.U / sU / s−50510−1012θ / (°)SESO 㿲⍻LESO 㿲⍻ⵏθ / ((°)·s −1).图5SESO 和LESO 观测效果比较Fig.5Performance comparison between SESO and LESO4.3鲁棒性检验为检验MADRC 的抗干扰能力,在吊车作业过程中对负载摆动施加3种不同类型扰动,在10∼12s 时施加随机扰动,在20∼21s 时施加脉冲扰动,35∼37s 时施加正弦扰动,这些扰动的幅值均为3◦,并将其与ECNC 法进行对比,所得仿真结果如图6所示.由图6可见,MADRC 法和ECNC 法都能在扰动环境中将负载摆角控制在合理范围内,但MADRC 法控制下的负载摆动幅值更小,消摆速度更快.在大干扰环境下,MADRC 法由于利用tanh 函数改造了控制律,使得其控制量较小,而ECNC 法为克服噪声和脉冲干扰所需驱动力超过了100N,易使得执行器饱和而使控制失效.因此,在扰动环境中MADRC 法具有良好的鲁棒性.4.4实验分析为进一步验证MADRC 算法的实际控制性能,利用图7所示的实物平台进行两组实验.实验装置由机械主体和控制系统组成,机械桥架长2.5m 、宽1.5m 、第3期肖友刚等:桥式起重机定位防摆改进型自抗扰控制581制量,通过运动控制器进行信号转换并下发至电机,从而控制台车运动.实验时控制器增益和起重机系统参数与仿真一致,将运行距离设置为1.5m,STD 参数设置为r 1=30,r 2=10,r =2,k d =0.2m/s.第1组实验在不施加任何扰动下运行,并与仿真结果进行对比,所得结果如图8所示;第2组实验给定大约8◦的初始摆角,并在20s 左右用外物对负载进行碰撞,所得结果如图9所示.U / s1020305040U / sU / sY / mθ / (°)F / N−100010004MADRCECNC 图6不同扰动下MADRC 和ECNC 法的对比结果Fig.6Performance comparison between MADRC and EC-NC when faced with different disturbances䖖ժ ⭥䀂㕆⸱ 䘀䍏䖭ẕ图7桥式起重机实验平台Fig.7Hardware platform of bridge crane由图8可见,在所提控制器作用下,仿真结果与实验结果曲线基本重合,台车用时12s 左右准确到达目标位置,全过程负载摆动角度始终控制在1◦以内,并且在到达目标点后无残余摆动.从图9可以看出,桥式起重机在受到外部干扰时,能够快速有效地抑制并消除这些外部扰动,并将负载准确快速地运送至指定位置.θ / (°)傼㔃ԯⵏ㔃 U / s84121620U / s840121620U / s84012162001530F / N−1010.50.01.51.0图8所提方法实验结果与仿真结果对比Fig.8Performance comparison between simulation resultsand experimental results of the proposed methodY / mθ / (°)F / NU / s10155202530U / sU / s101552025300.50.01.51.0−10010−20020图9施加干扰下所提方法实验结果Fig.9Experimental results of the proposed methodwith disturbance5结论为实现严重外界干扰下桥式起重机的定位消摆控制,本文利用两段Sigmoid 函数,设计了可按需调整各阶段速度且高阶连续的新型跟踪微分器STD,采用Sigmoid 函数构造了增益时变且连续可微的扩张状态观测器SESO,利用tanh 函数改进了摆角回路的误差反馈控制律,最后综合形成了适用于起重机的改进型自抗扰控制器.仿真及实验结果表明,STD 能使台车平滑启动、高效运行、平稳停止,SESO 有效避免了初始大摆角下观测信号的微分峰值现象,而改进了的误差反馈控制律则解决了大扰动下的控制量饱和问题,综合形成的改进型自抗扰控制器在大干扰下可全过程平稳且基本无摆地将负载搬运到目标位置.另外,三维桥式起重机在搬运负载过程中时常会出现复杂的球面摆现象,使其工作效率大幅降低,利用自抗扰控制强大的解耦能力,抑制三维吊车的球面摆动,将是后续值得深入研究的课题.582控制理论与应用第40卷参考文献:[1]WU X,XU K,HE X,et al.Disturbance-observer-based nonlinearcontrol for overhead cranes subject to uncertain disturbances.Me-chanical Systems and Signal Processing,2020,139:1–18.[2]ZHANG Shengzeng.Nonlinear control of underactuated overheadcrane systems.Hangzhou:Zhejiang University of Technology,2020.(张胜增.欠驱动桥式吊车系统的非线性控制研究.杭州:浙江工业大学信息工程学院,2020.)[3]XIAO Yougang,ZHU Chengzhen,LI Wei,et al.Sliding mode con-trol for double-pendulum overhead cranes with playload swing state observation.Journal of Central South University(Science and Tech-nology),2021,52(4):1129–1137.(肖友刚,朱铖臻,李蔚,等.基于负载摆动状态估计的双摆型吊车滑模控制.中南大学学报(自然科学版),2021,52(4):1129–1137.)[4]MAGHSOUDI M J,RAMLI L,SUDIN S,et al.Improved unity mag-nitude input shaping scheme for sway control of an underactuated3D overhead crane with hoisting.Mechanical Systems and Signal Pro-cessing,2019,123:466–482.[5]MOHAMMED A,ALGHANIM K,ANDANI M T.An optimizednon-linear input shaper for payload oscillation suppression of crane point-to-point maneuvers.International Journal of Dynamics and Control,2019,7(2):567–576.[6]LI F,ZHANG C,SUN B.A minimum-time motion online plan-ning method for underactuated overhead crane systems.IEEE Access, 2019,DOI:10.1109/ACCESS.2019.2912460.[7]PENG Haijun,SHI Boyang,WANG Xinwei,et al.Trajectory plan-ning of double pendulum crane considering interval uncertainty.Jour-nal of Mechanical Engineering,2019,55(2):204–213.(彭海军,施博洋,王昕炜,等.考虑区间不确定性的双摆吊车运动轨迹规划.机械工程学报,2019,55(2):204–213.)[8]SUN Ning,FANG Yongchun,QIAN Yuzhe.Motion planning forcranes with double pendulum effects subject to state constraints.Con-trol Theory&Applications,2014,31(7):974–980.(孙宁,方勇纯,钱彧哲.带有状态约束的双摆效应吊车轨迹规划.控制理论与应用,2014,31(7):974–980.)[9]OUYANG Huimin,WANG Jian,ZHANG Guangming,et al.Trajec-tory generation for double-pendulum rotary crane.Control Theory& Applications,2019,36(8):1265–1274.(欧阳慧珉,王健,张广明,等.双摆旋转起重机轨迹生成.控制理论与应用,2019,36(8):1265–1274.)[10]RAMLI L,MOHAMED Z,EFE M,et al.Efficient swing control ofan overhead crane with simultaneous payload hoisting and external disturbances.Mechanical Systems and Signal Processing,2020,135: 1–17.[11]NEN M,AKAN A.Anti-swing control of an overhead crane by usinggenetic algorithm based LQR.International Journal of Engineering and Computer Science,2017,6(6):21612–21616.[12]ZHANG S,HE X,CHEN Q.Energy coupled-dissipation control for3-dimensional overhead cranes.Nonlinear Dynamics,2020,99(3): 2097–2107.[13]SUN N,FANG Y,WU X.An enhanced coupling nonlinear controlmethod for bridge cranes.IET Control Theory&Applications,2014, 8(13):1215–1223.[14]KIM G H,HONG K S.Adaptive sliding-mode control of an offshorecontainer crane with unknown disturbances.IEEE/ASME Transac-tions on Mechatronics,2020,24(6):2850–2861.[15]LE V A,LE H X,NGUYEN L,et al.An efficient adaptive hierar-chical sliding mode control strategy using neural networks for3D overhead cranes.International Journal of Automation&Computing, 2019,16(5):614–627.[16]YANG T,SUN N,FANG Y.Adaptive fuzzy control for a class of MI-MO underactuated systems with plant uncertainties and actuator deadzones:Design and experiments.IEEE Transactions on Cybernetics, 2021,99:1–14.[17]YANG T,SUN N,CHEN H,et al.Neural network-based adaptiveanti-swing control of an underactuated ship-mounted crane with rol-l motions and input dead zones.IEEE Transactions on Neural Net-works and Learning Systems,2020,31(3):901–914.[18]SUN N,YANG T,FANG Y C,et al.Transportation control of double-pendulum cranes with a nonlinear quasi-PID scheme:Design and experiments.IEEE Transactions on Systems,Man,and Cybernetics: Systems,2019,49(7):1408–1418.[19]OUYANG Huimin,WANG Jian,ZHANG Guangming,et al.Track-ing and anti-sway control for double-pendulum rotary cranes using novel sliding mode algorithm.Acta Automatica Sinica,2019,45(7): 1344–1353.(欧阳慧珉,王健,张广明,等.基于新型滑模算法的双摆旋转起重机消摆跟踪控制.自动化学报,2019,45(7):1344–1353.)[20]ZHANG M,ZHANG Y,CHENG X,et al.An enhanced couplingPD with sliding mode control method for underactuated double-pendulum overhead crane systems.International Journal of Control Automation and Systems,2019,17(6):1579–1588.[21]HAN J Q.From PID to active disturbance rejection control.IEEETransactions on Industrial Electronics,2009,56(3):900–906.[22]GAO Zhiqiang.On the foundation of active disturbance rejection con-trol.Control Theory&Applications,2013,30(12):1498–1510.(高志强.自抗扰控制思想探究.控制理论与应用,2013,30(12): 1498–1510.)[23]XIAO Yougang,LU Hao,YU Yi,et al.WADRC for anti-swing po-sitioning of underactuated crane with one parameters tuning.Journal of Central South University(Science and Technology),2019,50(11): 2074–2711.(肖友刚,卢浩,余驿,等.单参数调整的欠驱动吊车防摆定位全过程自抗扰控制.中南大学学报(自然科学版),2019,50(11):2074–2711.)[24]CORAL E H,PULIDO G S,CORTES R J.Robust disturbance re-jection based control with extended-state resonant observer for sway reduction in uncertain tower-cranes.International Journal of Automa-tion and Computing,2019,16(6):108–123.[25]RCR A,REPA B,EMP C.Hybrid data-driven fuzzy active distur-bance rejection control for tower crane systems.European Journal of Control,2021,58:373–387.[26]CAO X,WANG Z,ZHANG X.Precise locating control for a po-lar crane based on sliding mode active disturbance rejection control and quadratic programming algorithm.Machines,2021,DOI:10.3390/machines9020022.[27]WANG C,JI X,ZHANG Z,et al.Tracking differentiator based back-stepping control for valve-controlled hydraulic actuator system.ISA Transactions,2021.DOI:10.1016/j.isatra.2021.02.028.作者简介:肖友刚教授,博士生导师,目前研究方向为自抗扰控制、智能控制,E-mail:**************.cn;王辉堤硕士研究生,目前研究方向为自抗扰控制、控制理论与应用,E-mail:**********************;李蔚教授,博士生导师,目前研究方向为重载组合列车分布动力机车远程无线重联控制、列车通信网络及控制系统、自抗扰控制,E-mail:***************.cn;韩锟副教授,硕士生导师,目前研究方向为机器视觉与智能控制、自抗扰控制,E-mail:************.cn.。
起重机定位防摇摆闭环控制方法及系统

起重机定位防摇摆闭环控制方法及系统下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!起重机定位防摇摆闭环控制方法及系统引言起重机在工业生产和建筑领域扮演着至关重要的角色。
行车防摇摆控制系统(800K)

桥式行车防摇摆控制系统Antisway Control System for Overhead Crane李少彬(瑞钢钢板中国有限公司SSAB APAC,昆山)摘要:行车在运行过程中总是不可避免地造成吊物的摇摆,通常需要非常熟练的行车操作工手动操作控制吊物的摇摆,这也是目前最为常用的做法。
吊物的摇摆会加速机械磨损,增长吊物的转运时间,甚至造成安全事故。
因此多种防摇摆控制策略已经开发多年,防摇摆控制可以自动消除吊物在运行过程中产生的摇摆,可以更快地完成吊物的转运,特别是带有定位功能的自动化行车,防摇摆系统可以使行车的操作变得更高效、更安全。
关键词:防摇摆、高效、安全Abstract: When operating a crane, a state of sway is more natural than a state of equilibrium. A skilled crane operator will eliminate sway manually, and by far this is still the most common solution to the antisway problem. The sway will shorter the mechanical life of the crane and increase the transport time. Even cause safety accident. Antisway strategies of different kinds have been devised for many years. An antisway system may often do the job faster, especially if the antisway is combined with automatic positioning. Key Words: Antisway、Efficient、Safety一、防摇摆理论1.摇摆的产生行车在加减速的过程中,吊物的运动总是落后行车的运动,从而在行车与吊物间形成夹角,在重力的作用下,吊物会形成来回摇摆的现象。
桥梁工程高架施工现场起重机械设备防摆控制方法

桥梁工程高架施工现场起重机械设备防摆控制方法我折腾了好久桥梁工程高架施工现场起重机械设备防摆控制方法,总算找到点门道。
一开始啊,我真的就是瞎摸索。
我当时就想,这起重设备摆动起来可太危险了,得想办法让它稳定住。
我首先尝试的方法就特别简单粗暴,我想着是不是给它加个重物就能稳住呢。
就像咱骑自行车,感觉不稳的时候,人就往下趴增加重量。
我在起重设备的某个部位加上了一定重量的东西,可是实际效果不咋样,该摆还是摆,而且因为加了这个东西,还感觉整个设备运行起来有点吃力,这方法算是失败了。
后来我又想啊,那是不是和起吊的速度有关系呢。
我就开始各种调整起吊速度,慢慢起、快快起、先慢后快、先快后慢,就像开车踩油门一样,想要找到一个完美的节奏,让设备不会摆动。
但是这个过程太复杂了,因为不同的载重情况,不同的高度,似乎都需要不同的速度组合,而且就算当时找到了一个看似合适的速度模式,也不稳定,可能下一次同样的载重,同样的高度,又会摆。
没办法,这个方法也只能放弃。
再后来,我想是不是设备本身的结构有问题导致的摆动。
我就去检查各个部件的连接情况,看看是不是有松动或者哪里不对称了。
我检查得可仔细了,像是在检查一个特别精密的模型一样。
当我发现某个连接处有点松动的时候,我就把它拧紧。
确实,在小范围的起吊中,摆动情况有所改善,但这个只能算是减少了点摆动因素,并没有从根本上解决问题。
后来啊,我查阅了好多资料,请教了不少老师傅。
从他们那里我学到,在设备上安装一些自动化的防摆控制系统是比较可靠的方法。
这些系统就像是给设备装上了一个智能的大脑,可以实时监测设备的摆动情况,然后快速调整各个部件的运行来平衡。
刚开始我觉得这东西安装起来肯定特别复杂,还怕不靠谱。
但是真正去做了之后发现,虽然安装和调试确实需要花费点功夫,但解决问题的效果是挺好的。
不过在安装这些自动化系统的时候也有个教训。
我有一次没按照说明书的要求,把一个传感器的位置稍微装偏了一点,结果整个系统就乱套了。
桥式起重机防摇摆控制系统的应用鞠君国
桥式起重机防摇摆控制系统的应用鞠君国发布时间:2021-09-23T07:52:52.771Z 来源:《中国科技人才》2021年第16期作者:鞠君国郭文明[导读] 文章主要结合桥式起重机的电气控制技术进行分析,桥式起重机使用过程中出现吊物摇摆的现象,该现象的出现严重阻碍了机械设备性能的发挥,而且在现场吊物摇摆现象的出现会严重限制施工,导致现场是控制增加安全隐患,对现场极为不利。
在现阶段除了常规的防止吊物摆动的方式以外,还可以使用电气控制技术实现控制。
立足现阶段的实际需要,桥式起动机防摇摆功能还需要不断创新研究,希望可以从根本上一劳永逸地解决这个问题。
山东力山特智能科技有限公司山东省济南市 271104摘要:文章主要结合桥式起重机的电气控制技术进行分析,桥式起重机使用过程中出现吊物摇摆的现象,该现象的出现严重阻碍了机械设备性能的发挥,而且在现场吊物摇摆现象的出现会严重限制施工,导致现场是控制增加安全隐患,对现场极为不利。
在现阶段除了常规的防止吊物摆动的方式以外,还可以使用电气控制技术实现控制。
立足现阶段的实际需要,桥式起动机防摇摆功能还需要不断创新研究,希望可以从根本上一劳永逸地解决这个问题。
关键词:起重机;电气控制;吊物摇摆;控制现阶段大宗货物越来越多,在生产规模和经营规模不断扩大的背景下提高物料搬运作业,提高工业生产安全作业成为人们需要思考的重点,在现代物流搬运、工业运输在人们生活中作用越来越明显,成为影响生产效率和生产安全的重要因素。
桥式起重机是非常重要的物料装卸搬运设备之一,是工业领域内重要的设备。
起重机在运行过程中会出现摇摆晃动的现象,因此研究控制、消除摇摆现象,对保证作业安全有重要作用。
1.研究背景改革开放后我国经济快速发展,一带一路战略背景的带动下基础设施建设项目成为热点被重视,而生产、建设规模的不断扩大让行业对起重机械的要求也越来越高。
目前起重机械朝着大型化、自动化、专业化等方向发展。
基于PLC在起重机中的防摇控制应用

基于PLC在起重机中的防摇控制应用摘要:随着时代的发展,我国社会不断进步。
起重机是用来搬运重物或在短距离内水平起重的设备,其中桥式起重机的机载质量较小,适用范围较广。
桥式起重机运行中挠度为主要检测指标,将其作为检测标准,能够在一定程度上分析起重机的位移状况并及时调整起重机工作状态。
而起重机每天要进行上千次的操作,其内在的绕线式电机主要依靠控制元件来完成电机转子的串联和切换,因此产生的故障频次较高。
随着起重机技术的不断发展,传统的控制技术已经不能满足起重机的生产效率,需要利用现代控制技术对传统方式进行改造。
关键词:PLC技术;起重机;防摇控制;应用引言在PLC元件中,操作人员能够精准判断和识别各项数据信息的存储形式是否合理,并结合各项自动化控制装置的具体逻辑判断规则以及数据处理结果,动态化分配存储空间,还能够保留继电器等装置的各项功能和性能参数。
在详细设计和实现PLC元件的各项功能模块过程中,可以将不同类型的输入信号与数据源进行有效链接,并精准判断各项数据指标的合法性以及正确性。
PLC的自动控制原理主要涵盖对数字量、模拟量等数据信息的输入输出控制过程,并且需要按照指定的编程设计原则和算法流程,精准判断和识别计算结果的正确性和合法性。
PLC技术能够被广泛应用在相关工业技术领域之中,呈现较为强大的自动控制效果,还能够提升工业控制系统装置的综合利用效率。
1概述PLC是可编程逻辑控制器的简称,通过可编程存储器进行逻辑运算以及流程控制等多种操作指令,运用计算机技术应用基础在数据处理等方面发挥关键作用,逐渐成为工业控制中不可缺少的存在。
中央处理器是PLC组成的关键部分,除此之外还需要存储器、接口电路以及I/O电路等关键组成部分,为自动化流程控制起到协调作用。
存储器将系统信息数据以及用户操作等信息进行存储,接口电路通过与重要接口相连的方式形成现场设备,最终输出电路转化对其进行驱动。
2LC技术的应用优势2.1反应快速在电气自动化系统内,辅助继电器是PLC技术的应用结构,利用其去除掉内部的部分连接导线。
基于数据驱动的桥式起重机防摇控制策略
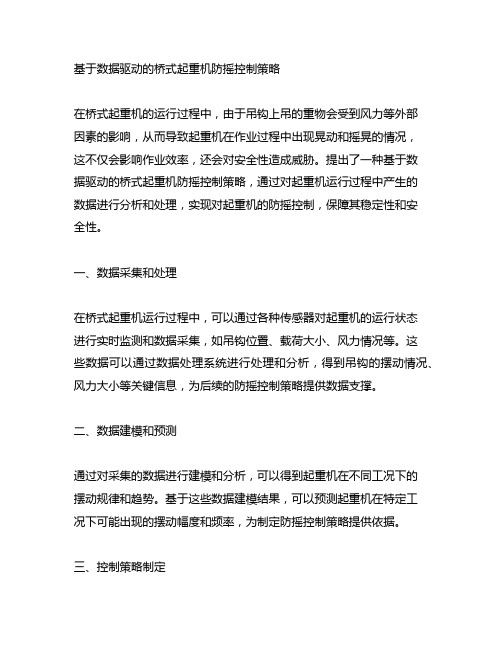
基于数据驱动的桥式起重机防摇控制策略在桥式起重机的运行过程中,由于吊钩上吊的重物会受到风力等外部因素的影响,从而导致起重机在作业过程中出现晃动和摇晃的情况,这不仅会影响作业效率,还会对安全性造成威胁。
提出了一种基于数据驱动的桥式起重机防摇控制策略,通过对起重机运行过程中产生的数据进行分析和处理,实现对起重机的防摇控制,保障其稳定性和安全性。
一、数据采集和处理在桥式起重机运行过程中,可以通过各种传感器对起重机的运行状态进行实时监测和数据采集,如吊钩位置、载荷大小、风力情况等。
这些数据可以通过数据处理系统进行处理和分析,得到吊钩的摆动情况、风力大小等关键信息,为后续的防摇控制策略提供数据支撑。
二、数据建模和预测通过对采集的数据进行建模和分析,可以得到起重机在不同工况下的摆动规律和趋势。
基于这些数据建模结果,可以预测起重机在特定工况下可能出现的摆动幅度和频率,为制定防摇控制策略提供依据。
三、控制策略制定基于数据模型和预测结果,可以制定针对不同工况的防摇控制策略。
在风力较大的情况下,可以通过调整起重机的运行速度和加减速曲线,减小起重机的摇摆幅度;在吊钩载荷较大的情况下,可以通过调整起吊速度和加减速曲线,减小载荷对起重机的摇摆影响。
还可以通过调整起重机的结构参数和增加辅助设备等方式,进一步提高起重机的防摇控制能力。
四、实时监测和调整在起重机实际作业过程中,可以通过实时监测系统对起重机的运行状态进行监控和分析,一旦发现起重机出现摇摆情况,可以及时采取相应的控制措施,调整起重机的运行参数,保障其稳定性和安全性。
基于数据驱动的桥式起重机防摇控制策略通过对起重机运行过程中产生的数据进行分析和处理,制定针对不同工况的防摇控制策略,实现对起重机的防摇控制,保障其稳定性和安全性。
这种控制策略不仅能有效减小起重机的摆动幅度,提高作业效率,还能有效降低起重机的运行风险,具有重要的工程应用价值。
桥式起重机是一种常用的工程机械设备,用于吊装和搬运重物。
岸边集装箱桥式起重机防摇控制系统

岸边集装箱桥式起重机防摇控制系统作者:窦剑峰来源:《科技传播》2014年第13期摘要根据以往集装箱起重机工作过程进行观察研究,发现吊具结构部分存在严重的周期摇摆隐患,这将长期阻碍港口现场装卸控制效率。
本文具体结合模糊神经网络控制系统元素特征,实现创新形式的集装箱起重机防摇控制规模调整,利用实践控制活动和细节问题记录模式检验模糊神经网络控制装置的具体结构和应用思路,确保创新样式的防摇控制系统在硬件和软件设计上都足够优秀,带动相关产业可持续发展活力。
关键词集装箱起重机;防摇;模糊神经网络控制器;设置流程中图分类号TH2 文献标识码A 文章编号 1674-6708(2014)118-0156-01集装箱起重机在实现细致工作布置环节中,因为小车的加减速控制不当会造成吊具或者相关部件负载在平行小车桁架平面内绕小车进行周期性的弧线运动。
为了将这种不良现象克制,除了利用传统模式的机械防摇设备调整之外,可以考虑配备电子防摇系统基础,其控制机理性质基本不变,但实际应用环节中发现由于调整小车速度运行动作过于频繁,增加了员工劳动强度。
在深度结合小车控制的滞后性和非线性作用之后,联合现场干扰元素的搜集整合,有关技术人员决定使用模糊神经网络控制器的智能调试技术进行防摇控制措施的制定。
1 关于模糊神经网络控制器的研究按照应用实效内容研究,模糊形式的控制手段主要是沿着过程本身存在的不定向特征和噪声隐患进行系统内部运转动作滞后效果的鉴定,并在此基础上贯彻非线性和时变因素,烘托特定工艺技术的优越地位。
所以在对集装箱起重机进行电子防控系统的安置过程中,应该联合模糊控制神经网络进行电子防摇系统建设,其中相关管控规则内容排列顺序较为复杂,这对就现实处理环节产生严格的细致水平要求。
FNN控制器是某种存在四层神经网络的结构框架格式,在功能处理上,此类网络单层节点总是对应模糊逻辑控制的模糊特征、实施规则和反模糊化效果进行延展,所以其模糊逻辑意义相当深刻。
几种防摇摆装置在起重机上的应用研究

几种防摇摆装置在起重机上的应用研究摘要:大型起重机从诞生开始就广泛应用于各个领域,并且衍生出来了各种型号的起重机。
即使这样,关于起重机起吊时的摇摆问题依旧存在,且严重影响了起重机的工作效率和使用寿命。
为此我国为防起重机摇摆采取了各种方式,现阶段比较常见的有手动式防摇摆、机械式防摇摆,电子式防摇摆。
本文主要讨论的是这几种防摇摆装置在起重机上的应用和研究。
关键词:起重机:防摇摆装置;应用与研究;前言人类迄今为止一共经历了三次工业革命,第一次工业革命让蒸汽机械进入了人们的生活,第二次工业革命让电力机械进入了人们的生活,而第三次工业革命让人们进入了数字化时代。
每次工业革命的爆发都会引起技术的更新换代,而我们今天要讨论的起重机上的防摇摆装置也是随着工业革命的大爆发而缓慢发展的。
起重机最早的原型最早出现在公元前10年,然而从他诞生开始,摇摆问题就一直伴随着他,到了近现代依旧是一个很大的难题。
起重机工作时产生的各种力直接导致了摇摆的产生,严重影响着起重机的工作效率和使用寿命,因此解决起重机的摇摆问题势在必行。
现阶段常见的几种起重机防摇摆方式有3钟,分别是手动防摇摆、机械防摇摆,电子防摇摆。
1手动防摇摆顾名思义,手动防摇摆就是依靠操作员的技术,在起重机起吊工程中降低行车或者吊起重物的晃动。
这种降低摇摆的方式对于操作员的技术要求特别高,同时还要了解一定的力学知识,所以,这种方式一般在实际操作中是不常见的。
手动式防摇摆的优点就是可以更加精准起吊,还可以降低行车或者塔架的载荷,提高稳定性。
但他的缺点也同样明显,因为手动防摇摆的原理就是以力卸力,这种方式可能会造成起重机动力系统的损伤,还可能会损伤一些起重机电子元件。
而且,因为对操作员的要求比较高,使操作员的工作量加大,容易发生安全事故[1]。
2机械防摇摆机械防摇摆是指增加机械装置达到放摇摆的目的,机械防摇摆需要增加机械设备造成行车自重增加且价格昂贵,所以应用的地方很少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2017第7期总第248期现代制造技术与装备随着全球一体化工业的发展和生产规的扩大,提升和物料搬运系统在工业生产中的作用日趋增强,成为影响生产效率和生产安全的重要因素。
桥式起重机是一种重要的物料装卸搬运设备,在工业各领域具有广泛应用。
但是,起重机在运行过程中不可避免会产生吊重摇摆。
因此,研究控制并消除起重机作业时吊点的摇摆,对提高起重机的作业效率、搬运精度以及消除作业的安全隐患具有重要意义。
目前,如科尼集团、卫华集团等行业领先的起重机制造企业已经研发出自己的起重机防摇系统,大大提升了产品性能。
1吊物摇摆现象的产生起重机工作时的摇摆主要由柔性钢丝绳产生。
起重机在加、减速运行过程中,由于惯性力作用,吊物动作总是落后于起重机行走机构,致使其在吊物和钢丝绳出绳点形成一定角度,进而在重力作用下会以钢丝绳出绳点为吊点、以钢丝绳长度为半径来回摇摆,即出现钟摆现象,如图起重载荷的摇摆可以近似看作单摆现象。
由单摆周期公式T=2πL 姨/g 可以看出,吊物摆动的周期和重物的质量无关,只跟摆绳的长度有关。
绳长越长,摆动周期越大。
2起重机防摇摆的常用措施机构部分和电气部分为起重机运行的驱动和控制部分,主导起重机的运行状态。
因此,起重机防摇摆措施一般从机械和电气控制两个方面入手。
常见的方式主要有以下几种。
2.1机械防摇摆一般采取的措施第一,加大小车处钢绳的出绳角度。
例如,在吊具的四个角上通过滑轮引出钢丝绳,形成倒八字的机构。
当吊物水平移动时,左右钢丝绳都受力,限制吊物摆动。
这种防摇系统较为简单,节约成本,防摇效果也较好,应用较广泛。
第二,交叉钢丝绳防摇摆。
沿小车运行方向在小车架上装两组交叉悬挂的减摇钢丝绳和驱动装置,驱动液压系统使钢丝绳产生张力,从而控制载荷的摆动。
这种方式在起吊不同的载荷式效果差异较大。
第三,分离小车式防摇摆。
小车行走时,两部分小车通过驱动机构向两侧分离,使钢丝绳呈V 型,从而有效地控制载荷摆动;当小车停止运行时,两组小车自动靠拢,执行起升或下降指令。
这种方式增加了小跑车的重量,机构也较为复杂。
第四,跷板式防摇摆。
跷板式防摇装置包含跷板梁和安装在起重机上的液压缓冲缸。
当小车加速时,由于惯性力作用,载荷向小车运行的反方向摆动,从而使跷板梁随之倾斜,其能量由液压缓冲缸吸收;载荷向后方向的摆动受阻后,将再次改变方向反向摆动。
如此反复运动,由液压缸吸收能量,从而有效控制载荷摆动。
这种方式操作方便,工作平稳,减摇效果明显,但结构复杂。
以上任何一种机械防摇摆都需要增加机械设备自重且造价较高,在一些尺寸要求较高的场合受到限制,不利于起重设备轻量化发展,因此目前新制造设备很少采用。
2.2电气防摇摆措施随着各类控制器、PLC 、变频器等技术在起重机中的成熟应用,电气防摇摆控制系统迅速发展。
它的主要实现原理是,当小跑车以一定的加速度运行时,测量出吊钩的偏摆角度,再通过控制小车加速或减速限制摆动。
当物体达到设定的速度或者停止时,摆动很小或者基本没有摆动,从而抵消偏摆角。
电气防摇摆可以采用开环控制系统或闭环控制系统完成。
闭环控制系统需要增加偏摆角度测量装置,控制精度高,稳定性好,但控制较复杂,成本较高。
开环控制系统不需要测量偏摆角,而是根据已有的测量数值通过控制算法实现对桥机的防摇控制。
它一般能减少摇摆度90%,也能起到良好的稳定效果,满足现场需桥式起重机防摇摆控制系统的应用宗浩王子庆(山东丰汇设备技术有限公司,济南250200)摘要:通过对起重机电气控制技术的发展和防摇摆技术应用现状的分析,总结起重机运行时吊钩摇摆现象的产生原因,并提出有效的控制措施。
关键词:起重机电气控制防摇摆图1吊物摇摆示意图132求,且控制难度和成本较闭环系统有所降低。
因此,一般情况下,多选用开环控制方案。
图2是一种带闭环控制的起重机电气控制系统,包含操作器、程序控制器、数据采集器、控制驱执行机构等部分。
此系统采用的是典型的闭环控制系统,控制精度高,经济性好。
在进行防摇系统的开发工作时,可以参考此方案进行。
3防摇摆系统的电气控制方法目前,在一些场合,开环控制应用较为普遍。
最常见的开环防摇摆控制方法为双脉冲前馈控制(Double Pulse Control ),也称为POSICAST 控制,是一种常见的处理震荡的方法,由O.J.MSmith 在1958年提出。
具体地,当行车以一定加速度运行时,吊物会以一定摆动周期T 摆动,在一半摆动周期T/2时施加一个等量等时的短脉冲后,吊物形成的摆动将会消除。
图3为双脉冲时序图。
基于双脉冲前馈控制控制算法,控制思路大致为:运行启动或加速时,首先根据运行加速度计算钢丝绳的偏摆角度,然后根据编码器测量值计算钢丝绳长度,再根据绳长和偏摆角计算重物偏摆周期和偏摆距离,最后通过控制小车一定距离内的减速运行,使钢丝绳的中心和吊物的重心位置在竖直方向重合,随后小车加速运行并与吊物的速度保持一致,从而使吊物消除偏摆而稳定运行。
减速停止过程的控制和加速过程控制原理上相同,不同之处在于对运行机构加速或减速的控制。
整个运行过程如图4所示。
随着起重机防摇摆系统重要性逐渐体现和市场的广阔前景,近年来一些变频器厂家也进行了防摇方面的研究。
例如,施耐德、西门子、汇川等品牌开发出针对起重机防摇控制的防摇卡,应用时只需要选购防摇卡并作出正确的配置即可,大大减轻了用户的工作强度。
施耐德的防摇摆控制系统,起升变频器采用一台ATV71变频器加防摇功能卡,大车和小车各采用一台ATV32或ATV71变频器,变频器之间采用CANopen 总线通讯方式,起升编码器直接连接变频器的防摇卡。
如果防摇辅助功能的参数已经设置完毕,则变频器可实时测得吊钩高度,并通过通讯将数据传输给大车变频器和小车变频器。
大车和小车变频器根据吊钩高度值控制速度给定,系统将自动在大小车两个轴向上执行防摇控制和调整。
图5为激活防摇功能与没有激活防摇功能速度停止时的震荡曲线图。
可以看出,没有激活防摇功能时,运行速度由满速降为0速呈线形关系,保持二阶系统阶跃响应曲线,阻尼系数大约在0.1~0.2;激活防摇功能后,运行速度由满速降为0速为曲线关系,震荡幅度的二阶曲线阻尼系数和震荡频率ωn 明显增大,体现为系统的响应时间和震荡衰减过程显著加快。
4电气防摇技术的现状和发展双脉冲前馈控制是基于二阶理论的控制方法。
此外,还有一些先进的控制方式用在防摇控制系统中,通过不断尝试并获得了一定成果,如模糊控制、神经网络控制等。
模糊控制作为控制主要分支,通过模仿起重机司机的实际操作经验建立模糊控制规则库,通过控制小车的速度及加速度,以克服由于过程本身的不确定性、不精确性及噪声带来的困难。
当前,模糊控制技术在起重机防摇试验或仿真方面取得了一定成果。
模糊神经网络控制器是一个四层的神经网络,其中第一层为输入层,第二层为模糊化层,第三层为规则层,第四层为输出层,能够解决模糊控制中难以实现的“隶属度函数的自动实现”和“模糊规则的自动提取”,进而增强系统的适应能力。
神经网络控制基于真实可靠的理论模型和大量的实验数据实现,图2带防摇摆功能的起重机电气控制系统图3双脉冲时序图图4双脉冲前馈控制在加减速过程中控制图5速度与震荡曲线工艺与装备1332017第7期总第248期现代制造技术与装备触点要始终处于带材与带卷切点的后方。
太靠前或太靠后都会有所影响,如太靠前会影响带材的卷取,太靠后则将不能有效消除“气契”,从而影响熨平辊作用[3]。
因此,必须将其接触点控制在带材与带卷切点后方大约10~20mm 位置,保证带材能平坦卷在卷材上,实现牢固、紧密地卷取。
设计过程中,受机组中单体设备距离受限制、卷径变化范围大等限制,接触点的位置可能会有所超出,但是一般控制在50mm 以内。
2.2熨平辊的工作过程直线行进式熨平辊一般由熨平辊、气缸、偏导辊、滚珠丝杠、驱动电机等组成。
正常生产时,熨平辊与卷材外圆接触,起到熨平的作用;偏导辊辊面与出口带材接触,起到标高和方向的导向作用;滚珠丝杠和驱动电机用来控制熨平辊的前进和后退;气缸用来施加熨平力。
整个过程包括熨平辊前进、保持、返回三种过程。
其中,熨平辊的滚珠丝杠电机要求在熨平状态时能够保持制动状态,预防丝杠在卷径变大的过程中出现互相转动的情况,从而使得机架系统能够拥有一定的稳定性能,以保证在熨平状态时熨平辊仅能够通过两侧气缸的溢流实现自由回缩。
2.3恒熨平力的控制带材的厚度影响熨平力。
带材厚度较小时,熨平力也较小;反之,带材厚度较大时,熨平辊力较大。
带材的宽度是影响熨平力的另外一个因素。
带材宽度较窄时,熨平力较小;带材宽度较宽时,熨平力较大。
熨平辊通常沿带材宽度上选取2.0N/mm[4]。
在卷取直径范围内找N 个取样点,然后根据取样点及力的平衡公式建立数学模型。
熨平辊的压力通过汽缸提供,熨平力会随着卷径的变化而发生变化,如:式中,T 1为熨平辊压在带材上的正压力,单位N ;T 2为汽缸推力,单位N ;R 1、R 2、R 3为力臂,单位N/m ;G 为熨平辊自重,单位N 。
R 1、R 2、R 3三个力臂随卷径R 的变化而发生变化,因此必须通过调整汽缸的推力T 2来保证熨平辊压在带材上的正压力T 1是恒定保持不变的。
在拉弯矫机组中,一般采用气动比例阀来实现对熨平辊汽缸推力的控制。
该控制方式完全可以用于一般的拉弯矫机组生产,却对熨平力不能达到精确调控。
在此基础上,建立了闭环式控制模式。
该模型采用数学模型,结合计算机程序和熨平力对气缸的推力进行精确调控,能够使设定的压力和处于带材直径范围内的熨平辊的压力相吻合。
3结语近年来,随着人们对拉弯矫机组进行反复安装、调试和设计优化,铝带拉弯矫铝机组熨平辊的使用越来越频繁,得到了理想的运行效果。
因此,熨平辊的使用极大地降低了废品量,产生了较大的经济效益。
参考文献[1]饶旭跃.铝箔轧机熨平辊设计探讨[J].有色金属加工,2002,31(4):53-55.[2]张鹏翼.铝箔轧机熨平辊的设计探讨[J].有色设备,2001,(2):1-2.[3]许小丰.熨平辊控制系统的改进设计[J].有色金属加工,2014,43(1):31-34.[4]陈学强,张瑞琴.铝箔轧机熨平辊的分析与探讨[J].中国新技术新产品,2008,(15):94.Analysis and Research of Ironing Roll Device of Aluminum Strip Stretch Bending Straightening MachineZHANG Yuanyuan(Shaanxi Tendering Co.,Ltd.,Xi'an 715300)Abstract:With the rapid development of the national economy and the continuous progress of science and technology,domestic enterprises have higher requirements for the quality and performance of aluminum strip products.Widehigh speed large is one of the main characteristics of modern tension bending leveler,technical performance and band bending straightening units of aluminum are increasingly high requirements.This paper analyzes the working principle,structure features and control of constant ironing force of ironing roller.It can be used for reference in the design of the ironing roll device for the aluminum strip bending and straightening machine in the future.Key words:stretch bending straightening machine,ironing roll,constant ironing force()21132/T T R G R R =´-´需要长期积累经验,所以此项技术正处于不断探索中。