VT160×148L-MC立式车削加工中心电气说明书
立式加工中心培训教材(FANUC-0MD)
前言..................................................................................................................................................... 2 1 机床的电气系统组成.....................................................................................................................2 1.1 机床电气控制系统各部分简介......................................................................................... 2 1.1.1 FANUC 0-MD 数控系统.......................................................................................... 2 1.1.2 FANUC 0-MD 驱动简介.........................................................................................
本机床说明书

一、用途本机床适用于在黑色金属及有色金属等材料上钻、扩、铰直径在Ф25mm以下的孔,它广泛应用于单件或成批生产的仪器仪表工业、制锁、五金加工、机械制造与修理等行业。
二、主要技术规格型号CTZ25CTZ16最大钻孔直径25mm16mm立柱直径85mm70mm主轴最大行程125mm100mm主轴端锥度MT.3MT.2主轴转速340-1800r/min480-4100r/min工作台面尺寸290x320mm265x265mm底座工作面尺寸335x335mm250x300mm主轴轴心线至立柱表面距离242.5mm193mm主轴下端至工作台面距离0-265mm0-255mm主轴下端至底座工作面距离265-545mm250-500mm电动机 1.1KW0.55KW毛重/净重160/140kg115/100kg包装尺寸86x47.6x101.3cm80x42.4x96.2cm三、安全注意事项1.机床应用螺栓安装固定,保持竖直向上,不得颠覆倾倒。
工作区域及通道应干燥整洁、安全畅通、通风、光线良好,电源线不得相互缠绕,应远离高温、油污、易损的场所;2.开动本机床前,请仔细阅读机床使用说明书,熟悉机床结构、各手柄功能、传动润滑系统及安全操作规范后,才可操作本机床;3.机床的电源插头、插座安装应牢固可靠,接触良好,禁止非电气专业人员安装和维修机床的电气系统;4.开动机床前应检查电源的电压和频率是否与电动机铭牌要求一致;5.开动机床前应检查电气系统保护接地的可靠性;6.工作前必须锁紧机床中应该锁紧的手柄,工件应可靠夹紧。
开动机床前,应随手拿掉留在机床上的扳手、钻夹头锁匙等工具;7.禁止戴手套操作并注意不得用手触摸旋转的刀具、工件和切屑,以免受伤;8.禁止在开动的机床上安装工件和更换刀具;9.在操作机床时,应注意保护双手、眼睛和脸部,按规定佩带护目镜、工作帽等防护用品。
长发应盘入帽内,长袖卷到肘部以上;10.在保养和维修机床之前,一定要先切断机床电源,确认安全后,方可进行;11.在接通电源前,应确保机床开关处于断开位置,工作完毕或临时离开时,请随手关闭机床电源开关;12.机床在工作中出现故障及不正常响声,应立即切断机床电源,检查原因,排除故障后,方可重新开动机床;13.工作时应保持警惕,禁止在酒后及疲劳状态下操作机床。
立式加工中心说明书

目录1 概述 (3)1.1 零件技术要求 (3)1.2 总体方案设计 (3)2 设计计算 (3)2.1主切削力及其切削分力计算 (3)2.2 导轨摩擦力计算 (4)2.3 计算滚珠丝杠螺母副的轴向负载力 (4)2.4 滚珠丝杠的动载荷计算与直径估算 (4)3 工作台部件的装配图设计 (9)4 滚珠丝杠螺母副的承载能力校验 (9)4.1 滚珠丝杠螺母副临界转速压缩载荷的校验 (9)4.2 滚珠丝杠螺母副临界转速n的校验 (10)c4.3滚珠丝杠螺母副额定寿命的校验 (10)5 计算机械传动系统的刚度 (10)5.1 机械传动系统的刚度计算 (10)5.2 滚珠丝杠螺母副的扭转刚度计算 (12)6 驱动电动机的选型与计算 (12)6.1 计算折算到电动机轴上的负载惯量 (12)6.2 计算折算到电动机上的负载力矩 (13)6.3 计算坐标轴折算到电动机轴上的各种所需的力矩 (13)6.4选择驱动电动机的型号 (14)7 机械传动系统的动态分析 (15)7.1 计算丝杠-工作台纵向振动系统的最低固有频率 (15)7.2 计算扭转振动系统的最低固有频率 (15)8 机械传动系统的误差计算与分析 (16)8.1 计算机械传动系统的反向死区 (16)8.2 计算机械传动系统由综合拉压刚度变化引起的定位误差 (16)8.3 计算滚珠丝杠因扭转变形产生的误差 (16)9 确定滚珠丝杠螺母副的精度等级和规格型号 (16)9.1 确定滚珠丝杠螺母副的精度等级 (17)9.2 确定滚珠丝杠螺母副的规格型号 (17)课程设计总结 (18)参考文献 (19)1. 概述1.1 零件技术要求工作台、工件和夹具的总质量m=833kg,其中,工作台的最大行程Lp=650mm;工作台快速移动速度15000mm/min;工作台采用贴塑导轨,导轨的动、静摩擦系数为0.15 ,0.2,工作台的定位精度为0.04mm,重复定位精度为0.02mm;机床的工作寿命为20000h(即工作时间为10年)。
格力数控机床产品手册说明书

格力数控机床产品手册CNC PRODUCT MANUAL珠海格力智能装备有限公司ZHUHAI GREE INTELLIGENT EQUIPMENT CO.,LTD地址:广东省珠海市九州大道2097号Add :No.2097,jiuzhou ROAD,Zhuhai,Guangdong邮箱(E-mail):****************.com网址(Web):企业概况 COMPANY PROFILE产品细节介绍 PRODUCT SUMMARY 产品参数详情 PRODUCT DETIALS配件与数控系统 ACCESSORIES AND NC SYSTEM 01030521COMPANY—PROFILE0506参数 Data 单位GA-V2310主轴最大转速Maximun speed of spindlerpm30000行程X/Y/Z strokemm2300/1000/300工作台尺寸size of the tablemm2500X1200承重能力loading capacitykg500伺服马达功率X/Y/Z power of servo motorkw2/1.5/2快速进给fast movemm/min20000切削速率speed of cuttingmm/min1-15000定位精度positioning precisionmm0.02/0.02/0.015重复定位精度repositioning precisionmm0.01/0.01/0.008主轴功率spindle powerkw10/13刀柄型式type of holder HSKE40最大刀具largest cutmm200最大外形尺寸largest sizemm3850X3000X2100机器重量weight of the machinekg7000数控系统 CNC system 华中数控Vetical machining center GA-V2310立式加工中心GA-V23100708主轴最大转速Maximun speed of spindlerpm12000行程X/Y/Z strokemm6000/450/500工作台尺寸size of the tablemm6000X520承重能力loading capacitykg2000伺服马达功率X/Y/Z power of servo motorkw 3.1/3.1/4.87快速进给fast movemm/min36000切削速率speed of cuttingmm/min1-30000定位精度positioning precisionmm0.05/0.02/0.02重复定位精度repositioning precisionmm0.03/0.01/0.01主轴功率spindle powerkw7/9刀柄型式type of holder BT40最大刀具largest cutmm150最大外形尺寸largest sizemm11100X3150X2800机器重量weight of the machinekg8000数控系统 CNC system SIEMENS 828Dvertical squre tube manufacture machine立式方通加工专机 GA-VZ460具备6000mmX450mmX500mm的工作行程,主轴转速12000rpm采用高刚性进口滚珠丝杠及线轨,提高快移速度主要适用于细长类型材零件的高速铣削加工Y轴采用动柱式结构实现Y轴立柱前后移动,X轴加长实现可加工细长类零件,特别针对型材类零件24位圆盘式刀库,BT40刀柄Have the stroke of 6000mm*520mm*500mm, spindle speed 10000rpmApply the high stiffness import ball thread and linear rail. Improve the moving speedMainly used for the thin long type profile components high speed cuttingY axis apply the movable structure to achieve the forward and backward move of Y-axis, X-axisATC: 24 bit circle ATC, BT40 knifesGA-VZ4601112主轴最大转速Maximun speed of spindlerpm15000行程X/Y/Z strokemm2000/800/450工作台尺寸size of the tablemm2300X800承重能力loading capacitykg500伺服马达功率X/Y/Z power of servo motorkw4/3/4快速进给fast movemm/min36000切削速率speed of cuttingmm/min1-20000定位精度positioning precisionmm0.01重复定位精度repositioning precisionmm0.005主轴功率spindle powerkw 4.8/7刀柄型式type of holder BT40最大刀具largest cutmm125最大外形尺寸largest sizemm4700X3500X2300机器重量weight of the machinekg9200数控系统 CNC system SIEMENS 828Dvertical prototype manufacture machine立式手板加工专机 GA-VZ820具备2000mmX800mmX450mm的工作行程,主轴转速15000rpm口采用高刚性进口滚珠丝杠及线轨,提高快移速度24位圆盘式刀库,BT40刀柄X/Y轴采用动柱式结构,X轴方向占地面积可以减少一半,密封工作环境,适合加工会产生粉尘 的零件主要适用于手板类塑料零件的高速铣削加工Have the stroke of 2000mm*800mm*450mm, spindle speed 15000rpm.Apply the high stiffness import ball thread and linear rail. Improve the moving speed.ATC: 24 bit circle ATC, BT40 knifes.X/Y axis applies the movable column, x-axis could reduce half area. Close all the working area,suitable for the components manufacturing which have the dust during the process.Suitable for the prototype plastic components high speed cutting.GA-VZ8201516主轴最大转速Maximun speed of spindlerpm6000行程X/Y/Z strokemm1000/850/800工作台尺寸size of the tablemm630X630承重能力loading capacitykg1000伺服马达功率X/Y/Z/B power of servo motorkw 4.4/4.4/4.4/3.2快速进给fast movemm/min24000切削速率speed of cuttingmm/min1-10000定位精度positioning precisionmm0.01重复定位精度repositioning precisionmm0.005主轴功率spindle powerkw15/22刀柄型式type of holder BT50最大刀具largest cutmm125最大外形尺寸largest sizemm4300X5000X3250机器重量weight of the machinekg8300数控系统 CNC system SIEMENS 828Dvertical prototype manufacture machine卧式加工中心 GA-W6385具备1000mmX850mmX800mm的工作行程,主轴转速6000rpm,工作台最小分度0.001°采用高刚性进口滚珠丝杠及线轨,提高快移速度动柱式设计,X/Y/Z/B四轴联动主要适用于中型箱体类复杂零件加工40位刀库,自动换刀,BT50刀柄Have the stroke of 1000mm*850mm*800mm, spindle speed 6000rpm, minimum degree 0.001°.Apply the high stiffness import ball thread and linear rail. Improve the moving speed.Design by the movable column, x/y/z/b 4 axis moving together.Mainly used for the middle size box difficult components.ATC: 40 bits horizontal ATC, transfer the knife automatically.GA-W6385B配件与数控系统线性静态结构分析模态分析目的:确定固有频率,避免共振目的:确定应力、应变,优化结构,提高刚性第一阶模态振型等效应力分析云图等效应变分析云图第三阶模态振型第四阶模态振型总变形云图X 方向变形云图第六阶模态振型第五阶模态振型Y 方向变形云图 Z 方向变形云图第二阶模态振型Linear static structure analysisModal analysisACCESSORIES AND NC SYSTEM21222324高精度检测高性能控制系统精密配件多形式刀库因机型不断改进,规格如有变更不再另行通知,请以实物为准!Due to the continuous improvement of models,specifications are subject to change without notice!Precision testingHigh performance control systemPrecision accessoriesMultiple magazine球杆仪检测三菱控制系统动平衡检测 精密滚珠丝杠精密直线导轨精密联轴器精密轴承西门子控制系统激光干涉仪检测发那科控制系统三次元检测B。
立式加工操作手册

操作零件的说明
1–4
VMCTOPE21
1.4 操作符号
1) 用于装置说明的符号
类型
ATC(自动换刀 器)
APC(自动交换 托盘) 轴 主轴头 润滑
冷却液
其他
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
1.概述
符号
参考号 ISO 2972/7000︰1990(E) 说明
刀具 刀库 等待刀座 双换刀器臂 托盘,工作台 工件 第4轴 主轴头 润滑 冷却液 溢流冷却液装置 刀具贯穿冷却/主轴贯穿冷却 基本冷却液装置 手轮
<内容> 项目
机床手册
NC 手册
说明 注意事项手册 机床说明书 机床操作手册 零件表 电气图 梯形图 说明书 维护手册
附加资料 附加文件
备注 —— 注意事项 —— 技术规格和维护资料 —— 基本操作 —— 机床零件标志 —— 硬件图 —— 软件图 —— NC 操作和编程 —— NC 维护 —— F. C. F,参数表,数据表,
选项手册等
大宇编制
NC 制造商编制 大宇提供
页码
第1册
第2册 第3册
附加
介绍
I–0
VMCTOPE21
注意事项
本机床配备有安全装置用以保护人员和机床本身不受意外事故的危害。但是,操作者不能只依赖这些 安全装置:他们必须完全熟悉下述安全准则以确保无事故操作。 本说明书和固定在机床盖板上的铭牌只阐明了大宇能够预见到的危险。但并不包括所有可能的危险。 在我们的手册中使用以下警告表示以引起对特别重要事项资讯的注意。
1) 危险 :表示如不避免,就会导致死亡或严重受伤的危险。 2) 警告 :表示如不避免,就可能导致死亡或严重受伤的危险。 3) 注意 :表示如不避免,就可能导致轻微或中等程度受伤或损坏机床的危险。 4) 注意 :表示需要谨慎对待的注解和项目。
立式加工中心工作台X轴Y轴进给传动系统设计说明书000

一、概述1.1数控机床进给传动系统的特点数控机床的进给运动是数字控制的直接对象,不论是点位控制还是轮廓控制,工件的最后坐标精度和轮廓精度都受到进给运动的传动精度、灵敏度和稳定性影响。
为此,数控机床的进给系统一般具有以下特点。
1)摩擦阻力小为了提高数控机床进给系统的快速响应性能和运动精度,必须减小运动件数间的摩擦阻力和动、静摩擦力之差。
为满足上述要求,在数控机床进给系统中,普遍采用滚珠丝杠螺母副、静压丝杠螺母副;滚动导轨、静压导轨和塑料导轨。
与此同时,各运动部件还考虑有适当的阻尼,以保证系统的稳定性。
2)传动精度和刚度高进给传动系统的传动精度和刚度,从机械结构方面考虑主要取决于传动间隙和丝杠螺母副、蜗轮蜗杆副及其支撑结构的精度和刚度。
传动间隙主要来自传动齿轮副、蜗轮副、丝杠螺母副及及其支撑部件之间,因此进给传动系统广泛采取施加预紧力或其他消除间隙措施。
缩短传动链和在传动链中设置减速装置。
加大丝杠直径以及对丝杠螺母副、支承部件、丝杠本身施加预紧力是提高传动刚度的有效措施。
3)运动部件惯量小运动部件的惯量对伺服机构的启动和制动特性有影响,尤其是处于高速运转的零部件。
因此,在满足部件强度和刚度的前提下,尽可能减小运动部件的质量、减小旋转零件的直径和质量。
以降低其惯量。
1.2设计内容及要求1.2.1设计立式加工中心工作台(X 轴、Y 轴)进给传动系统 1)工作台、工件和夹具总质量m=1200kg (所受重力N=12000N )选取工作台质量0m 800kg =(所受重力0N 8000N =)工作台最大行程600P L mm = 2) 工作台快速进给速度Vmax 2000mm /min =3)工作台采用滚动直线导轨,导轨的动、静摩擦系数均为0u 0.1=工作台定位精度20m μ,重复定位精度为8m μ,机床寿命为20000h (10年) 4) 机床主轴伺服电动机,额定功率 6.5E P kW =5)机床采用断面铣刀进行强力切削,铣刀直径125D mm =,主轴转速272/min n r =,切削状况如表所示表1 立式加工中心切削情况1.2.3 总体设计方案1)工作台工作面尺寸确定,=4001200mm mm ⨯⨯长宽 2)工作台导轨采用滚动直线导轨 3)对滚球丝杠螺母副进行预紧 4)采用伺服电动机驱动5)采用锥环套筒联轴器将伺服电动机的二、设计计算2.1主切削力及其切削分力计算 1)计算主切削力Z F主轴具有最大扭矩并且能传递主电动机全部功率,此时切削速度为33.1412510272/ 1.78/6060Dnv m s m s π-⨯⨯⨯===取机械效率0.8m η=,则由[1]中式(2-6)得3330.8 6.51010 2.92101.78m Ez P F N N vη⨯=⨯=⨯=⨯ 2)计算各切削分力 由[1]表(2-1)得纵向切削力310.4 1.1710z F F N ==⨯ 横向切削力30.95 2.7710c z F F N ==⨯ 垂向切削力30.55 1.6110v z F F N ==⨯ 2.2导轨摩擦力计算1)由[1]式(2-8a )计算切削状态下的导轨摩擦力F μ,此时导轨摩擦系数0.01μ=。
立式车床数控改造电气控制部分安装与调试
立式车床数控改造电气控制部分安装与调试1. 引言立式车床数控改造是一项重要的工程,其中电气控制部分的安装与调试是关键步骤之一。
本文旨在介绍立式车床数控改造电气控制部分的安装与调试过程,并提供相应的操作指南。
2. 安装步骤2.1 准备工作在开始安装之前,需准备以下材料和工具: - 数控控制面板 - 电气控制部件(例如:电气箱、电源等) - 电气连接线 - 扳手、螺丝刀等基本工具 - 电源插座和配电线路2.2 安装电气控制部件2.2.1 电气箱安装1.将车床电源关闭并拔掉电源插头。
2.找到合适的位置安装电气箱,并使用螺丝固定。
3.将电气箱与车床进行电气连接,确保连接牢固可靠。
4.连接电气箱与数控控制面板。
2.2.2 数控控制面板安装1.将数控控制面板固定在车床上,确保安装牢固。
2.连接数控控制面板与电气箱,并用螺丝固定连接。
2.3 连接电气线路1.检查车床的电源插座是否符合电气控制部件的要求,如果不符合,需要进行相应的改造。
2.使用电气连接线将电气控制部件与电源插座进行连接,确保连接牢固、绝缘良好。
3. 调试步骤3.1 软件设置1.打开数控控制面板的电源,并确保数控控制面板上的指示灯亮起。
2.根据数控控制面板的使用手册,进行软件设置,例如选择工作模式、设定加工参数等。
3.2 电气参数调试1.将车床电源接通,并确保车床处于待机状态。
2.使用数控控制面板,逐步进行电气参数调试,例如电机速度、电流等。
3.检查各个电气设备的工作状态是否正常,例如电机是否旋转、传感器是否正常。
3.3 运动调试1.将加工物件放置在车床上,并进行夹紧。
2.根据数控控制面板的指示,使用数控程序进行车床的运动调试,例如进行自动加工、手动操作等。
3.检查车床的运动是否准确、平稳。
4. 安装与调试注意事项1.在进行安装和调试时,务必参考车床和数控控制面板的使用说明书,并按照要求进行操作。
2.在安装和调试过程中,严禁触摸裸露的电线和接触高电压设备,以确保人身安全。
三菱加工中心说明书

第六章三菱系统铣、加工中心机床面板操作三菱系统铣床及加工中心操作面板三菱系统面板6.1 面板简介三菱系统铣床、加工中心操作面板介绍按钮名称功能简介紧急停止按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭电源开打开电源电源关关闭电源进给倍率选择旋钮在手动方式下,用于调节进给速度三菱系统铣床、加工中心系统面板介绍6.2 机床准备6.2.1 激活机床检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。
点击启动电源。
6.2.2 机床回参考点1、进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式。
若在其他模式下,须切换到“回参考点”模式。
2、回参考点操作步骤X轴回参考点点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;Y轴回参考点点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;Z轴回参考点点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z轴的回零灯变为;回参考点前的界面如图6-2-2-1所示:回参考点后的界面如图6-2-2-2所示:图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图6.3选择刀具依次点击菜单栏中的“机床/选择刀具”或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。
按条件列出工具清单筛选的条件是直径和类型(1) 在“所需刀具直径”输入框输入直径,如果不把直径作为筛选条件,请输入数字“0”。
(2) 在“所需刀具类型”选择列表中选择刀具类型。
可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。
(3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。
指定序号:(如图6-3-1-1)。
这个序号就是刀库中的刀位号。
卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具;图6-3-1-1选择需要的刀具:先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行;输入刀柄参数:操作者可以按需要输入刀柄参数。
FANUC电气说明书

使用说明书(电气部分)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
如本公司对本产品、机床规格及各种机床文件进行修改或完善,恕不另行通知,请以机床实际情况为准。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图(0i-MC+αi电机)附件B:电气原理及接线图(0i/ 0i mate-MC+βi电机)备注:本说明书适用于XD系列:30/40VDL/F系列:500/600/600A/800/1000/1000A/1200/1300/1400/1400A/1500/18001. 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
加工中心操作手册
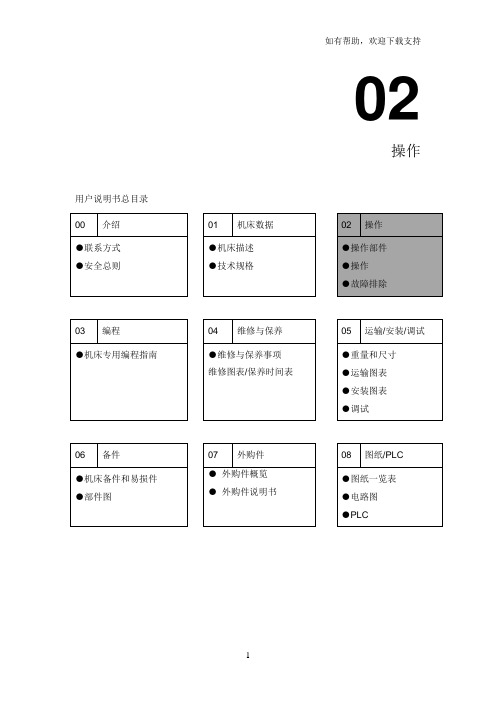
02操作用户说明书总目录目录1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.2 1.2.1 1.2.2 1.2.3 1.2.4 2 2.1 2.1.1 2.1.2 2.2 2.3 2.4 3 3.1 3.1.1 3.1.2 3.1.3 3.2 3.3 3.4 3.4.1 3.4.2 3.5 3.6 3.6.1 3.6.2 3.6.3 3.7 3.8 3.8.1 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 5 5.1 5.2 5.3 5.4 5.5试车和操作安全事项 (4)安全总则 (4)人身安全注意事项 (5)解锁工作区防护门,以便紧急撤离工作区 (6)机床保护注意事项 (7)刀具操作注意事项 (8)安全措施 (8)安全总措施 (8)机床专用安全措施 (9)集成安全 (9)镁加工时用油或乳化液的消防安全(可选功能) (10)操作部件 (11)主操作面板 (11)NC上的机床专用操作面板 (13)机床控制面板(MCP)的专用功能键 (14)工件装载站操作面板 (18)刀库装载站操作面板 (20)手持单元(HHU) (22)基本操作 (24)开/关机 (24)开机并准备运行 (24)停止/启动 (25)关机 (26)X、Y、Z、B和ZP轴的进给速度/快速移动键(镗杆主轴-可选) (27)打开/关闭工作区门 (27)工作区门打开和关闭时的手持单元或使能键的操作 (28)模式2—调整模式 (28)模式3—扩展调整模式 (30)交换工件 (31)刀具装卸 (32)交换主轴上的刀 (32)刀库的装载 (34)换刀机械手 (35)托盘交换 (36)操作时与SINUMERIK840D操作说明书的相异之处 (37)程序段搜索 (37)机床制造商在数控系统中开发的扩展操作区域的说明 (39)参数(刀具管理) (39)刀具目录、刀具柜、刀具表 (39)刀具监测(使用次数、刀具寿命) (41)“刀具管理”子菜单(链式刀库) (43)“Heckert(海科特)”操作区域 (56)服务功能 (57)机床功能 (61)刀库 (77)选择功能 (87)工作区抽尘 (87)预热程序 (87)彩色信号灯 (87)液压装夹系统 (88)传感测头 (91)5.5.1 5.5.2 67在主轴上安装传感测头 (92)使用传感测头 (92)故障排除 (94)数据备份 (95)1.试车和操作时的安全在加工中心的试车期间,对用户来说,因为机床移动部件首次运动,所以会遇到危险。
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
单头加工中心电气操作说明书

单头加工中心 ZX3-6000/6000A/6000B操作说明书北京市平和机器制造公司Beijing Pinghe目录1、机床的电气操作部分 (3)2、加工中心界面 (8)3、主轴的冷却 (15)4、开关机步骤 (16)5、喷雾调整 (16)6、安全注意事项 (17)7、在调试及操作过程中的参数调整注意事项 (17)1. 机床的电气操作部分1.1.概述加工中心机床由两部分组成:床身及电气柜。
1.2.机床本体及控制柜机床本体是本设备的主体部分,它完成工件的定位与夹持。
由电主轴输出切削功率,并由3台松下交流伺服电机分别控制电主轴的上下、左右、前后协调运动,切削出我们所设计的工件形状。
关于工件的夹持﹑定位﹑冷却油雾的调整等,有专门的章节描述,这里不再赘述。
下面主要描述电气控制部分的操作。
控制柜放在机床本体左边,为机床的控制中心。
电气柜为一个长800mm﹑宽500mm﹑高1500mm的机柜,机柜与机床之间有导线连接。
打开柜门可看到里面装有3台交流伺服电机驱动器、1台变频器、1台数控系统、1台变压器、1台开关电源、4台空气开关及接线端子等电气元件。
空气开关自左向右排列依次控制交流伺服电机和驱动器、变频器、24V电源、计算机系统。
通过计算机,操作者可以把加工程序进行备份,也可以把在其它计算机上编制的零件加工程序通过USB口调入本计算机,还可以调入设计者所绘制的型材图形(DXF格式,请参见CAM编程手册)。
电气柜的左边有一空气开关,它是设备的总电源开关。
在第一次开机时应首先向右转动此开关,关机时则向左转动此开关。
控制柜上有一19”彩色液晶显示屏,我们编制工件的加工程序,了解机床操作状态及各坐标位置,设置机床参数等,都要观察液晶显示屏上的显示。
显示屏的下面为一排控制按钮与指示灯,共有十个,分别为急停按钮、伺服按钮、故障指示灯、手/自旋钮、闭/开旋钮、A按钮、B按钮、启动按钮、停止按钮、倍率旋钮,在后面的章节中将详细描述。
立式加工中心调试手册
CY-VM系列立式加工中心立加调试操作与编程目录(一)机床使用前的准备工作 (3)(二)如何安全有用的操作和使用本机床 (4)1. 安全操作…………………………………………………………… .(4)2.如何对刀 (4)3.应具备以下各项操作能力………………………………………… ..(8)4.其他 (10)(三) 操作……………………………………………………………………. ..(10)1 手动操作..................................................................... (10)2 自动操作…………………………………………………………… ..(13)3.图形模拟功能 (25)4.报警显示 (26)5.系统调整 (27)6.程序与参数的输入输出 (32)7.帮助功能 (33)8.屏幕保护功能 (34)(四) 编程 (35)1.编程基础 (35)2 基本指令 (47)(五) 有关传输 (57)(-):机床使用前的准备工作:1.开箱检查外观,安装地脚螺钉和调整垫铁.2.拧松工作台(X轴).床鞍(Y轴)制动螺钉或止动脚钢;拆除刀库止动块3.给机床通电.通气4.铣头(Z轴)固定装置的拆除,方法如下:➢机床上电.➢用手抡往正方向移动Z轴(顺时针),起下铣头的支架,然后非常缓慢的移动Z轴.往负方向;走到连接铣头与配重之间的链条刚刚吃到力为止。
➢取下立柱后方固定配重的支撑杆。
注意:有些机床运输固定时,立柱侧面有固定配重的可能(螺钉)。
5.刀库使用前的准备工作:(斗笠式)➢关闭压缩空气。
➢Z轴移动到零点以上位置。
➢用手左右移动刀库,试验刀库的可使用性(移动是否灵活;防护门是否能关闭。
)➢开压缩空气。
➢用M代码移动刀库,检查到位开关是否起作用。
➢用TxxM06指令进行换刀,如操作面板上的刀位显示与实际刀位不相对应时,应进行换向处理,并进行刀位显示的修改。
6.调整水平(水平仪),方法如下:➢X轴Y轴移动到中间位置。
金属切削机床使用说明书
金属切削机床使用说明书尊敬的用户:感谢您购买我们的金属切削机床。
为了确保您的安全和机床的正常运行,请仔细阅读以下使用说明,并按照所示操作进行。
一、安全须知1. 在使用机床之前,请确保您已经仔细阅读本使用说明书,并严格按照要求操作。
2. 使用机床时,请佩戴防护设备,如护目镜、耳塞和手套等,以防止眼睛、耳朵和手部受伤。
3. 保持机床周围干燥整洁,避免积水、油脂和杂物等引发危险。
4. 严禁将手指、衣物或任何物品放入运转中的机床中,以免造成人身伤害或机床故障。
5. 切勿在机床运转时离开工作区域,如有需要暂停操作,请将机床关闭。
6. 在进行机床清洁、维护或检修时,务必将机床断电,并等待所有动力部件停止运动。
二、机床结构介绍1. 床身:机床最基础的部分,提供了机床的稳定支撑。
2. 主轴箱:安装主轴和切削工具的部件,通过主轴传递动力。
3. 电控系统:控制机床的启停、运转速度和各部件运动参数的中枢系统。
4. 工作台:放置待加工的金属材料,进行切削和加工。
5. 切削刀具:切削金属的工具,根据加工需求选择合适的刀具类型和规格。
三、操作步骤1. 开机准备:a. 确保机床电源已连接,并处于良好工作状态。
b. 检查机床各部件是否完好无损。
c. 佩戴好防护设备,并确保工作区域安全整洁。
2. 加工操作:a. 将待加工的金属材料固定在工作台上,注意固定牢固并保持材料平整。
b. 根据加工方案选择合适的刀具,并注意刀具的固定和磨损情况。
c. 启动机床,并调节适当的转速和进给速度。
d. 注意观察切削过程中的材料状态,及时调整切削参数以获得最佳加工效果。
e. 完成加工后,关闭机床,并清理工作区域。
四、维护保养1. 操作完毕后,切记切断电源,并确保机床停止运转后再离开。
2. 定期对机床进行清洁,清除杂物和金属屑,以保持机床的正常运行。
3. 每天开始使用机床之前,请检查各部件的紧固情况,并根据需要润滑机床的动力部件。
4. 长时间不使用机床时,请将机床进行油脂润滑并进行防尘措施。
BV系列立式加工中心使用说明书(电气部分)

安装、使用该产品之前,请阅读使用说明书!文件编号:SK/T73-02/02BV 系列立式加工中心使用说明书(电气部分)系统名称:FANUC 0i MA伺服类别:FANUC 机床编号:北京机电院高技术股份有限公司数控机床事业部2003年5月注意事项1.本机床的操作者应具有中专及以上文化程度,且经过机床制造厂家的专门培训。
2.请仔细阅读并执行提前收/得到的《用户提货搬运、拆箱注意事项》中每条要求。
3.机床在使用前,操作人员必须认真阅读机床使用说明书、数控系统操作说明书、参数说明书、维修说明书等技术资料,特别要详细了解关于吊运、安装、调整、操作方面的安全说明。
在对机床的有关情况还未了解之前,不能吊运安装、调整、操作机床。
4.本机床基本配置不含开门断电功能,安全门上警示标牌机床运行严禁开门字样是提醒操作者在机床切削过程中应注意关严安全门,禁止在开门的条件下加工工件,因为存在着刀片夹持不牢、由于操作等原因造成的刀具与工件意外撞车产生金属碎片、切屑及冷却液被旋转刀具带动甩出等多种可能因素,一旦发生将可能造成飞出物击伤人员的危险。
左右侧门仅供机床维修时使用,机床运行时严禁打开。
5.本说明书适用于我单位BV75、BV85、BV100各配套FANUC0i MA系统的产品。
6.本说明书编写时,已符合当时机床实物状况。
由于设计改进引起的修改内容,对出厂后的机床的用户恕不通知。
若有需要请按下列信息进行联系。
企业名称:北京市机电研究院数控机床事业部地址:北京市朝阳区工体北路4号邮政编码:100027联系电话:销售(010)85236909;85236930;85236933;(010)85236733(传真)售后服务(010)65920454(兼传真)1.安全说明1.1安全总则1.2开机前的安全1.3启动时的安全检查1.4操作运行中的安全1.5工作结束后的安全1.6维修操作中的安全1.7环境要求2.机床通电前的准备工作3.控制系统介绍3.1数控系统概述3.2控制系统简介3.3G代码功能介绍3.4M代码功能介绍4.操作说明4.1机床的基本操作4.2机床校准4.3轴运动与机械运动4.4手提盘说明4.5超程解脱键4.6急停4.7快速进给4.8冷却5换刀位置的调整5.1盘式刀库5.2机械手式刀库5.3主轴准停调整5.4Z轴换刀高度的调整6.机床相关的信号、参数6.1X信号6.2Y信号6.3D参数6.4C参数6.5T参数6.6PLC部分报警中英文解释6.7PLC部分报警的诊断信息111111121212131321 31 31 31 31 34414141424444 44 44 44 51 51 52 52 536161636568686106117.机床自动运行7.1MEM自动运转方式7.2EDIT:编程方式7.3MDI:单程序段执行按钮7.4DNC运行方式7.5SINGLBLOCK单程序段7.6BLOCKDELET跳过任选程序段7.7OPTSTOP选择停7.8DRY RUN空运转7.9MACHINE LOCK机械锁住7.10CYCLE START循环起动键7.11CYCLE STOP进给保持键8.机床操作面板说明8.1机床操作地址说明8.2机床操作面板说明8.3操作面板各键功能说明9.宏程序9.1直接换刀方式9.2机械手换刀方式附录1:机床与PC机之间的通讯方法附录2:机床参数71717172737373737374747481 81 82 84 91 9193A1-1A2-11安全说明在操作机床和进行日常维修之前,操作人员必须仔细阅读本说明书,以对机床安全措施和要求有所了解。
(完整word版)立式数控加工中心使用说明书(word文档良心出品)

立式数控加工中心使用说明书第一章操作面板一、环境设置1、电源:AC200/220V±10% 50/60Hz±2%2、空气压力源:0.4~0.8MPa 600L/min(大气压)以上露点温度-20℃以下,参考规格:ISO8573-1品质等级ISO1.5.1:最大粒子径0.0001mm以下,最大加压下露点7℃以下,最大油分浓度:0.01mg/m3以下。
3、温度差:±2℃4、温度变化:1℃/30min5、温度:20~24℃6、湿度:75%以下7、粉尘:0.3mg/m3以下二、准备检查机床设备:机床、电脑、集线器、网线、编程软件、刀柄、刀具、夹具;1、检查机床气压、主轴冷却油、导轨润滑油等情况。
在气压方面,机床侧面气动装置处观察。
右下侧主气压表读数应为0.5Mpa。
2、启动和关闭机床启动:把机床电源总开关置于ON处,电源指示灯变亮;按下面板CONTROL POWER ON,等待开机画面显示完。
关机:把三轴移至行程中间位置,按下面板POWER OFF,机床会在几分钟后自动关闭。
关机时请不要按紧急开关,以免主轴漏油。
3、开机后的热机运动机床热身运动是为了让主轴和各运动轴的受热膨胀均匀,润滑充分!程序操作为:将旋钮旋至EDIT模式,选择PROG模式,在屏幕上输入热机程式(各机床的行程不同,程式也稍有不同,举例如下)O****;G91G28Z0;G91G28X0Y0;S12000M03G91G01F3000 X-600. Y-350. Z-150.;X300Z50;G02J175.0;M99;不同型号的机床,行程不同,请事先阅读说明书,了解具体的尺寸。
将旋钮旋至MEMORY模式,按循环启动按钮执行程序,热机一般为15-30分钟左右。
三、操作面板1、EMERGENCY紧急按钮在紧急情况下用此按钮停机,所有机器动作停止:包括X、Y、Z轴移动、进给;主轴转动、换刀动作及冷却液供应等。
此按钮按下后,恢复只要向右旋转按钮就会自动弹起。
立式车床操作作业指导书.doc
文件编号:版本号:编制:年月日审核:年月日批准:年月日受控号:1目的本文件为我厂立式车床操作而制定,其目的是使立式车床操作过程处于可控制状态下,从而保证车削质量。
2适用范围本文件适用C5112A、C516A、C5116A、C5225、C5235 立式车床。
3准备:3.1操作者必须了解与掌握本机床结构、性能、润滑调整及维护方法,了解与掌握本机床使用说明书里的规定及要求。
3.2机床的主要规格与参数(见附表)3.3熟悉、掌握本厂发布的Z/JS 3 0 0 1 -3 0 3 0-8 8中的车工工艺守则。
4工作前的准备4.1上班后应按交接班制度检查各项,认真做好交接班。
4.2检查机床各个部分的状态是否良好,检查各开关手柄、指示讯号、仪表及行程限位开关,确信其位置可靠,动作灵活。
4.3检查卡爪在工作台上的固定情况和工件卡紧情况。
要避免工作台上压有较重工件时进行高速起动,尤其在停车较久情况下,应作低速起动,运转2~3分钟后,过渡到其他各种速度。
4.4按机床润滑图表,对各润滑点进行充分润滑。
4.5机床开动前必须首先开动油泵。
4.6认真熟悉图纸内容,准备好工、卡、量具,并检查毛坯料的情况(数量、质量),操作者不得擅自改动各项技术要求。
5工作过程5.1遵守车工工艺守则。
5.2工作台上不许放置工具,量具等物品。
5.3横梁升降、滑枕与刀架移动时,应先擦净导轨面,察看丝杆清洁情况,注意松开夹紧,并相应的浇注润滑油。
5.4工作台未停止前不许变速,双柱立车不许开升降横梁。
5.5无论是快速或工作进给,在接通刀架移动之前一定要放松刀架的紧固件。
5.6机床在切削时,在刀具没有退出或进给没有停止时,不准停止工作台。
5.7工件装卸应轻起轻落,严防碰撞,损坏台面及其它定位精度。
若是毛基面,可适当加垫。
刀具、工件要正确紧固。
5.8机床近旁不许翻身工件或作一些产生剧烈振动的工作,以免影响机床精度和日常维护。
5.9在设备运行时,要经常检查、察看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1FT6102-8AF71—2AH0型;22.4Nm;3000r/min
刀架润滑站M13 :AMO-II-150S 20W 220V
铁屑输送器M46:380V
冷却电动机M47:380V
2、开车前的准备工作
控制电柜上绿色指示灯HL01亮,白色指示灯HL02熄灭,表示三相动力电源已引入电柜内。
3.工作台电气控制
本机床工作台采用28KW的交流伺服主轴电动机1PH7167-2ND03-0BC2型,611D伺服驱动.工作台控制包括:工作台正转、反转、正点、反点,停止、工作台变档、工作台调速。
SVT160×14/8L-MC
<5>
使用说明书
共22页
第4页
3.1工作台变速
本机床工作台由西门子1PH7电机驱动,三位油缸驱动,机械三档变速(中间档为空档),工作台转速为2.5~315r/min。
机床设有一个控制电柜,一个悬挂式按钮站。所有控制元件及数控系统均安装在电柜内,所有操作元件及数控系统的操作显示单元均安装在按钮站上。电动机、行程开关、电磁阀等均安装在机床上。
电力设备由三相交流50HZ,380V电源供电。电源部分包括以下种类:
动力回路为~380V;由总电源开关QF55控制。
交流控制回路为~110V,由变压器TC1供电;
信号回路及PC输出控制回路为直流24V,由直流电源TVC2供电。
电磁阀用直流24V电源由直流稳压电源TVC3供电。
PC用直流24V电源由直流稳压电源TVC1供电。
照明回路为~24V,由照明变压器TC4供电。
电气控制柜空调所需的~220V由TC5供电。
SVT160×14/8L-MC
<5>
使 用 说 明 书
4.进给电气控制 7
5. 横梁升、降控制10
6. 润滑控制 11
7. 换刀控制 12
8.机床照明 12
9. 其它 12
10.电气设备清单 13~17
11.附图18~22
11.1电器安装图(一) 18
11.2电器安装图(二) 19
11.3电器安装图(三) 20
11. 4电器安装图(四) 21
11. 5按钮板电器位置图 22
升降箱润滑电动机M22、M23:B250C 380V,50Hz
铣主轴电机M9:DM160L4-B5-15KW 31A 1430r/min;
水平进给电动机(X轴)MX:
1FT6132-6AB71—2AG0型;62Nm;1500r/min
垂直进给电动机(Z轴)MZ:
1FT6108-8AB71—2AH0型;58Nm;1500r/min
获得NC及PC用直流24V,通过TVC2获得PC输出回路用直流24V电
源,通过TVC3获得电磁阀用的直流24V 电源。
为使机床工作,首先应使供油系统、伺服驱动系统及主轴驱动装置处于工作状态。按压按钮SB3,使油泵电动机连续运转,同时主轴驱动装置及伺服驱动系统进入准备工作状态。
2.1机床工作方式选择
在机床的开车准备工作完成后,操作者可通过按钮站上的按键来选择工作方式,本机床的工作方式有手动、自动、单段,手动数据,回参考点。
横梁电动机M21:Y132M-4-B6型;7.5KW;1440r/min,380V,50Hz
油泵电动机M25:Y100L2-4, 3KW;1450r/min;380V
刀库旋转电机M17:1FT6084-8AC71-1AH0型;2000r/min;
380V;50Hz
润滑电动机M24:20W;0.41A,220V,50Hz
SVT160×14/8L-MC
<5>
使 用 说 明 书
共 2 页
第 2 页
12. 附件
12.1 进给模块1
12.2 进给模块1
12.3 主轴模块2
12.4 主轴模块2
12.5 电源模块3
12.6 横梁模块5
12.7 刀库模块6
12.8 操纵台模块 9
12.9 辅助模块8
12.10 辅助模块8
1模块1---1(13)1模块1---1(8)
2模块---(10)2模块---(10)
3模块---(3)
5模块---(10)
6模块---(4)
9模块. (2)
8模块---(4)
8模块---(4)
SVT160×14/8L-MC
<5>
使 用 说 明 书
共 22 页
第 1 页
1、概述
本机床为数控立式车床,机床最大切削直径为1600mm。可粗,精车内外圆柱面、内外锥面、圆弧、平面、切槽、切断及钻孔、扩孔、铰孔加工直螺纹,公制端面螺纹等。
机床的电气控制系统采用了SINUMERIK 840D数控系统。机床的主轴为交流伺服主轴,具有C轴功能。机床的刀架为X、Z轴数控,全闭环控制,采用交流伺服电动机驱动,驱动装置均采用了SIMODRIVE 611D。刀架体内安装有铣削用铣主轴,用法国TE公司ATV58变频器控制铣头的旋转运动。机床主运动为工作台的旋转运动,铣主轴旋转运动。进给运动为垂直刀架的水平、垂直方向移动。辅助运动为横梁的上、下移动及刀库的转位换刀运动。所有运动均通过NC和PLC控制。
SVT160×14/8L-MC
<5>
使 用 说 明 书
共 22 页
第 3 页
若要使机床工作,首先合上控制电柜上的自动开关QF55接通主电源,这时控制电柜上白色指示灯HL02亮,绿色指示灯HL01熄灭,同时接通了控制变压器TC1、TC2、TC3、TC4的输入端,从而由输出端获得了控制电路所需的~220V、~110V、~24V工作电压,通过TVC1
共 22 页
第 2 页
本机床共有下列电动机:
主电机风机M1:150W;0.26A;380V(安装在主电机内部)
主轴润滑油温箱电动机M4:YL-35BUZG
油泵电动机M2:5.5KW;380V; 1450r/min
主电动机M5:1PH7167-2ND03-0BC2;28KW;1000-6500r/min
操作者可根据实际需要,在自动或手动方式下进行工作台变档操作。
在自动方式时,编程员向NC系统输入M41、M42指令信号,
分别选择Ⅰ档、Ⅱ档。在编入上述指令之前,工作台必须处于停车状态,即先使工作台停车,然后开始变档。
编号:Q1Z/SW5107
使用说明书
最大加工直径:1600mm
最大工件高度:1400mm
出厂编号:
(电气部分)
中华人民共和国
齐重数控装备股份有限公司
SVT160×14/8L-MC
<5>
使 用 说 明 书
共2页
第 1 页
目 录 页 次1.概述Biblioteka 12.开车前的准备工作 2
2.1 工作方式 3
3.工作台电气控制 3