DW38数控弯管机机械的设计
自动液压数控弯管机设计与试验

自动液压数控弯管机设计与试验一、设计原理1.液压系统:液压系统主要由液压泵、液压缸、液压阀等组成。
通过液压泵提供的压力,液压系统将其传递给液压缸,从而实现弯管的作用力。
液压阀用于控制液压油的流动方向和流量大小。
2.弯管模具:弯管模具是实现金属管材弯曲的工具。
其设计原理是通过机械力和液压力的作用,使金属管材发生弯曲变形。
弯管模具的设计应考虑到材质的选择、弯曲角度的设定以及对金属管材的变形情况进行预测和控制。
3.数控系统:数控系统主要控制弯管机的运动轴向和角度,实现高精度的弯管加工。
数控系统通过编程控制,使弯管机按照设定的轨迹和角度进行运动,从而实现特定形状的弯管加工。
二、试验结果为验证自动液压数控弯管机的设计效果,我们进行了以下试验1.弯曲精度:通过多组试验样品的测量和数据统计,发现自动液压数控弯管机的弯曲精度达到了设计要求。
在设定的弯曲角度范围内,弯管的误差小于0.1mm,满足了高精度弯管的制造要求。
2.加工效率:通过与传统手动操作方式的对比试验,我们发现自动液压数控弯管机可以大大提高弯管的加工效率。
在相同的弯管材料和尺寸条件下,自动液压数控弯管机的加工速度是传统方式的2倍以上。
3.使用便捷性:自动液压数控弯管机的数控系统以简洁的操作界面展示,仅需通过编程控制即可实现复杂形状的弯管加工。
并且数控系统支持导入CAD图纸文件进行加工,具有较高的使用便捷性。
综上所述,自动液压数控弯管机的设计和试验结果表明,其具有高精度、高效率和使用便捷等优点,能够满足金属加工领域对弯管加工的要求。
随着现代工业技术的不断进步,自动液压数控弯管机将在金属加工领域发挥越来越重要的作用。
弯管机设计手册

弯管机设计手册第一章弯管机概述弯管机是一种广泛用于金属加工行业的设备,主要用于弯曲金属管材以满足不同形状和角度的要求。
它通过液压或机械力,使金属管在特定尺寸和角度下弯曲,用于制造各种管道、管件和其他工业零部件。
弯管机的设计和制造需要满足安全性、精度、稳定性等要求,因此设计手册对弯管机的设计、操作和维护具有重要意义。
第二章弯管机设计原理1. 弯管机的结构弯管机主要由底座、液压系统、弯管机构、控制系统等组成。
底座提供了弯管机的稳定支撑,液压系统提供了所需的弯曲力,弯管机构用于将管材按要求弯曲,控制系统用于控制整个弯管过程。
2. 弯管机的工作原理在工作时,金属管材由上料装置送入弯管机构,液压系统提供所需的压力使管材弯曲至所需形状。
而控制系统则通过控制液压阀门、电机等部件,实现对弯管机的操作和控制。
第三章弯管机设计要点1. 结构设计弯管机的结构设计要符合弯曲管材的力学要求,要确保弯管时不会产生变形或损坏,同时具备足够的稳定性和刚性。
2. 液压系统设计液压系统是弯管机的核心部件,设计要充分考虑所需的压力范围、液压元件的选择、密封元件的选用等,保证液压系统的可靠性和稳定性。
3. 控制系统设计控制系统的设计要考虑对弯管机各部件的精确控制,包括液压阀门、电机、传感器等的选用和布置,以及控制系统的稳定性和可靠性。
第四章弯管机的运行与维护1. 操作规程弯管机的操作规程包括启动、操作、停机等各个环节,要求操作人员严格按照规程进行操作,确保安全、高效地完成工作。
2. 维护保养弯管机的维护保养包括定期润滑、零部件的检查和更换、液压系统的清洗等内容,通过对弯管机的定期维护,延长设备寿命,保证设备的正常运行。
第五章弯管机的安全保障1. 安全防护针对弯管机的运行过程中可能存在的危险因素,要求设备具备相应的安全防护装置,包括安全门、急停按钮、警示标识等。
2. 安全操作操作人员要接受相应的培训,了解弯管机的操作规程和安全操作流程,确保在操作过程中能够严格按照要求进行操作,避免事故的发生。
三维数控气动左右弯管机的开发设计

三维数控气动左右弯管机的开发设计摘要:将绕弯工艺与滚弯工艺集成在一台机床上,采用专用的送料和转料装置,并将基于工业PC(个人计算机)的数控系统应用于弯管机的控制,取代传统PLC (可编程控制器)的控制系统,以NC(数字控制)嵌入PC的结构形式(工业PC 内嵌入工业运动控制卡和工业I/O卡),在Windows操作系统的基础上,实现了三维复杂管件的加工成型。
生产与试验结果表明,基于PC的3D数控弯管机不仅提高了加工效率(连续加工)和加工质量,而且提升了三维管件加工的柔性和数控系统的开放性。
弯曲是建立在金属塑性变形的基础上,利用模具和成形设备对板料和管材金属进行加工,以获得所需要的零件形状和尺寸。
管材弯曲加工的方法很多,本文设计研发的数控弯管机采用绕弯式有芯弯曲,属于冷冲压工艺。
数控弯管机是基于矢量弯管原理,按程序通过数字控制系统来弯曲用户所需管件的先进弯曲加工设备,其执行机构主要包括夹紧弯曲机构和管材送进旋转机构。
关键词:三维;NC(数字控制);弯管机;控制引言由于国内技术水平的落后,许多弯管设备的开发和设计只停留在初级阶段,继电器式电气控制系统的生产出的产品质量和成品率还没有达到人们对各种金属管材理想的工艺的要求。
90年代后,我国经济的快速发展和不断完善,以及PC技术在全行业的应用,二维弯管机已无法满足复杂的工业需求。
三维弯管机的背景下逐渐形成和发展,在弯曲的可编程控制器机控制系统(PLC)中扮演着重要的角色,对复杂管道系统的要求提供了重要保证。
现在,由于国内空调、汽车等行业对弯管机从数量向质量转变的需求上升,所以也催生了弯管机技术的飞跃,数控技术,最后介绍了弯管机行业,数控(NC)干预在管道行业的技术革命,从弯曲速度和精度是一个相当大的优势。
三角洲作为行业的领导者和先驱产品优势和电通集成技术销售的使用带来更多活力的行业。
1 概念设计1.1系统概述基于三维弯曲机的数控系统体系结构的弯曲设计。
自动三维弯管机控制系统主要由中达通用数控系统h4c-3,200W和2KW伺服驱动器构成。
弯管机设计范文范文

弯管机设计范文范文一、引言弯管机是一种用于对金属管材进行弯曲加工的专用机械设备。
它在工业生产中具有广泛的应用,可以用于制造汽车零部件、家具、建筑结构等各种产品。
本文将介绍一种弯管机的设计方案,以满足一般工业生产需求。
二、设计要求1. 预期加工管材的直径范围为20mm-100mm;2.加工管材的最大弯曲角度为180度,且允许一定的误差范围;3.设备结构紧凑,便于操作和维护;4.设备具有稳定的性能和高效的加工能力。
三、设计方案1.设备整体结构设计弯管机的整体结构采用框架式设计,由主机、液压系统、电气控制系统等部分组成。
主机采用铸铁材料制作,确保设备的稳定性和强度。
液压系统采用双泵双回路设计,保证加工过程中的压力和流量的稳定控制。
电气控制系统采用PLC程序控制,实现精确的弯曲控制和操作界面的友好性。
2.弯管机构设计弯管机构设计采用液压弯曲方式,通过液压缸施加力对管材进行弯曲。
弯管机构由弯曲头、弯曲模具和夹紧装置组成。
弯曲头采用合金刚性材料制作,确保强度和耐磨性能。
弯曲模具采用可拆卸设计,方便更换不同直径的管材。
夹紧装置采用液压夹紧方式,确保管材在弯曲过程中的稳定性和安全性。
3.控制系统设计控制系统设计采用PLC程序控制,通过传感器实时检测管材的位置和角度。
根据设定的弯曲参数,控制液压系统的工作,实现精确的弯曲加工。
同时,为了提高操作的便捷性和安全性,增加了触摸屏显示和报警系统,确保操作人员可以清晰地了解设备的工作状态和异常情况。
四、设计优势1.设备具有较宽的加工管材直径范围,可以满足一般工业生产的需求;2.设备的弯曲角度控制精度高,可以满足产品的精度要求;3.设备结构紧凑,占地面积小,方便移动和维护;4.设备采用液压控制,加工效率高且稳定性好。
五、结论通过对弯管机的设计方案进行介绍,可以看出该设备具有较好的工业应用性能。
设计方案采用可靠的机械结构和先进的控制系统,可以满足工业生产的要求,提高生产效率和产品质量。
弯管机设计手册

弯管机设计手册第一章:弯管机概述1.1 弯管机的定义弯管机是一种用于加工金属管材的机械设备,其主要功能是使金属管材按一定的角度和曲率进行弯曲加工,用于满足不同需求下的管道连接和布局。
1.2 弯管机的分类根据不同的工艺要求和适用范围,弯管机可分为手动弯管机、液压弯管机和数控弯管机等不同类型。
在实际生产中可根据不同的加工需求选择相应的弯管机型号。
1.3 弯管机的应用领域弯管机广泛应用于航空航天、汽车制造、轨道交通、石油化工及建筑等行业,满足了不同行业对管道加工的各项要求。
第二章:弯管机的构成和工作原理2.1 弯管机的构成弯管机主要由机架、液压系统、弯管装置、控制系统和电气系统等组成。
液压系统提供弯管所需的压力和动力,弯管装置是完成弯管过程的核心部件。
2.2 弯管机的工作原理液压系统提供动力使弯管装置进行运动,通过调整导模、弯曲模和底模的相对位置来完成管材的弯曲过程。
控制系统对弯管机进行参数的设定和调整,确保加工精度和稳定性。
第三章:弯管机的设计要点3.1 弯管机的结构设计弯管机的结构设计应考虑机械刚性、稳定性和可靠性,合理布局各部件并简化结构,以降低能耗和提高生产效率。
3.2 弯管机的控制系统设计控制系统设计应考虑到自动化程度和灵活性,可选择PLC或CNC控制系统,以实现自动化加工和提高精度。
3.3 弯管机的弯管装置设计弯管装置应设计成可调节的结构,满足不同角度和曲率的弯管要求,同时考虑到装置的刚性、耐磨性和维护便捷性。
第四章:弯管机的操作与维护4.1 弯管机的操作规程操作人员应熟悉弯管机的结构和工作原理,严格按照操作规程操作设备,确保安全和质量。
4.2 弯管机的日常维护日常维护包括润滑、紧固、清洁和保养等工作,以确保设备的正常运转和延长使用寿命。
第五章:弯管机的安全保障5.1 弯管机的安全操作规程全面了解弯管机的安全操作规程,使用设备时必须佩戴相关防护装备,并严格按照操作规程进行操作。
5.2 弯管机的安全防护装置弯管机应安装完善的安全防护装置,包括急停按钮、防护罩、限位开关和安全感应器等,以确保操作人员的安全。
弯管机设计手册

弯管机设计手册摘要弯管机是一种常用于金属加工行业的机械设备,主要用于将金属管子或管材弯曲成所需的形状。
本手册旨在介绍弯管机的设计原理、结构特点、工作原理、安全操作规范以及维护保养方法,帮助用户更好地了解和使用弯管机。
一、引言弯管机是用于对金属管子进行弯曲加工的机械设备,广泛应用于汽车、航空航天、建筑等行业。
随着工业自动化水平的不断提高,弯管机在生产线上起着越来越重要的作用。
了解弯管机的设计原理和使用方法对于相关行业的从业人员至关重要。
二、弯管机的设计原理和结构特点1. 设计原理弯管机主要通过应用力对金属管子进行弯曲变形,其基本原理是利用沿管子周长产生等效弯矩的方法。
在弯管机的设计中,需要考虑材料的拉伸、挤压和弯曲变形,以实现预期的弯曲效果。
2. 结构特点弯管机通常由机床、液压系统、控制系统和弯头装置等部件组成。
弯头装置是实现管子弯曲的关键部件,通常包括弯曲机构、支撑辊、托辊装置等。
三、弯管机的工作原理1. 工作流程弯管机的工作流程主要包括工件夹持、弯曲、回程、松开和取件等步骤。
将待加工的金属管子夹紧在弯头装置上,然后通过控制系统对液压系统施加力,使弯头运动,最终实现管子的弯曲。
2. 控制系统弯管机的控制系统通常由数控系统和液压系统组成,通过对液压系统施加不同的压力和控制弯头的运动轨迹,实现对管子的精确控制。
四、安全操作规范1. 操作人员必须经过专业培训,了解弯管机的结构和工作原理,并熟悉相关安全操作规程。
2. 在操作过程中,必须严格按照操作规程操作,确保夹持和弯曲过程中工件的安全。
3. 弯管机在运行时,操作人员不得离开操作位置,以确保随时可以停止机器运行。
4. 弯管机具有一定的运行噪音和振动,操作人员需佩戴相应的防护设备,注意保护听力和身体健康。
五、维护保养方法1. 定期对弯管机的液压系统进行检查和维护,确保液压系统工作正常。
2. 对弯头装置的传动部件进行润滑保养,保证弯曲机构的稳定运行。
3. 定期检查和调整弯管机的机床和夹持装置,确保其工作精度和安全性。
DW38数控弯管机机械设计说明书及CAD图纸资料

DW38数控弯管机机械设计说明书及CAD图纸资料全套设计(图纸)加 401339828摘要管的弯制方法有很多,相应的设备也有很多,但大多数都是用手动或机械弯管机加工生产出来的,而且多为冷弯。
在实际中通常是根据生产对管的质量要求选择相应的弯管机进行加工。
本课题旨在寻求一种新的弯管工艺,在保证弯管质量的前提下尽可能提高弯管的速度。
本着以上的目的,本课题研究设计了一款DW38液压全自动弯管机。
它具有生产效率较高,制造成本低。
整台机器共有以下几部分组成:送料夹紧和送料机构、弯曲夹紧机构、弯曲机构和切断机构四大部分组成。
除了切断机构是由一台功率为0.37kw的小功率三相异步电动机带动之外,其它的机构均采用了液压传动。
弯管方式采用辗压。
在弯管的过程中,定模保持不动,固定在旋转平台上的动模进行靠模完成管子的加工。
由于主要采用了液压传动的传动方式,和其它的液压设备相同,该液压全自动弯管机在传动上大为简化,缩短了传动链,从而提高了动力的传动效率。
本设备可以一次完成两根管料的同时加工,所以加工效率较高。
关键词:弯管机齿轮传动液压缸专业论文设计图纸资料在线提供,优质质量,答辩无忧毕业论文ABSTRACTThere are many bending method of tube, so the corresponding deviceis a lot. But most bending machine is manual or mechanical processing, and mostly is cold .In practice; the select of bending machine isusually based on the quality of the production requirements on tube.This topic seeks to find a new elbow technology, in ensuring the quality of pipe bends under the premise of improving the speed as much as possible.In the above purpose, the research design of a hydraulic automatic tube bending machine. It has higher production efficiency, low manufacturing cost. The whole machine is a total of the following components: Feeding clamping and feed mechanism, clamp body bending, bending bodies and cut off the bodies of four parts. In addition to cutting off body by a low-power power 0.37kw three phase induction motor drive, the other agencies are using a hydraulic transmission. Rolling Elbow is adopted. In the bending process, scheduled to die remain intact, fixed on the rotating platform, the dynamic model for the tube to complete the processing by the module.Since the main use of the hydraulic drive transmission, and other similar hydraulic equipment, automatic bending machine of the hydraulic drive on the greatly simplified, reducing the transmission chain, resulting in improved power transmission efficiency. The device at once, while two pipe materials processing, so the processing efficiency ishigher.Bender,Motor, Gear, Hydraulic cylinder Keywords:1毕业论文目录第1章管子弯曲方法的选择.............................................. 4 1.1管料弯曲变形分析 ..................................................................... ........................... 4 1.2常用弯管方法 ..................................................................... ................................... 4 1.4弯曲方法的拟定 ..................................................................... ............................... 6 第2章弯管机的总体设计拟定.. (7)2.1弯管机的总体机拟定及分析 ..................................................................... (7)2.2弯管机总体机构的划分...................................................................... . (7)第3章弯管机各机构的选择和设计 (8)3.1靠模弯曲机构的设计 ............................................................................................ 8 3.2定模和夹块运动的设计...................................................................... ................... 8 3.3顶镦装置的设计 ..................................................................... ............................... 8 3.4切断机构的设计 ..................................................................... ............................... 9 第4章齿轮的参数计算和选定........................................... 10 4.1齿轮的拟定 ..................................................................... ..................................... 10 4.2齿条的参数计算和拟定...................................................................... ................. 10 第5章液压缸的设计................................................... 11 5.1液压缸主要参数的初步计算和拟定 ...................................................................11 5.2液压缸的验算 ..................................................................... ................................. 11 5.3液压缸各部分结构形式的拟定 ..................................................................... . (12)5.3.1缸筒与端盖联接方式的确定 ..................................................................... . (12)5.3.2 .............................................................. ....................................... 12 活塞结构形式的选取5.3.3活塞杆的结构拟定以及直径的计算 ..................................................................... .. (13)5.3.4活塞与活塞杆的联接以及活塞的密封 ..................................................................... . (14)5.3.5 导向套的选择 ..................................................................... ............................................ 14 第6章大液压缸的选择................................................. 15 第7章切断电机的选择以及计算......................................... 16 第8章冷弯工艺参数的计算............................................. 17 8.1冷弯工艺参数的计算 ..................................................................... . (17)8.1.1弯头伸长量的计算 ..................................................................... .. (17)2毕业论文8.1.2旋转力矩的计算 ..................................................................... .. (17)8.1.3夹紧力和压料力的计算 ..................................................................... .................................... 18 第9章旋转轴的校核................................................... 19 结束语................................................................ 22 参考文献.. (23)致谢.................................................................243毕业论文第1章管子弯曲方法的选择1.1管料弯曲变形分析管料弯曲基本变形机理与板料弯曲加工是相同的,特殊之处在于管料断面是中空的,被折弯的管料外侧与内侧壁厚变化相反。
弯管机设计手册

弯管机设计手册一、弯管机概述弯管机是一种用于弯曲金属管材的机械设备,主要应用于金属加工行业,如汽车制造、航空航天、管道工程等领域。
它通过在金属管材上施加力量,使管材弯曲成所需的角度和形状。
弯管机的设计和使用涉及材料力学、机械设计、液压控制等多个领域的知识。
二、弯管机设计原理1. 结构原理弯管机主要由机架、弯管装置、液压系统、控制系统等部件组成。
机架支撑着整个弯管机的结构,弯管装置用于夹持和弯曲管材,液压系统提供所需的压力和动力,控制系统用于控制整个弯管过程。
2. 弯管原理在弯管机的操作过程中,首先将金属管材放入弯管装置中固定好,然后通过液压系统施加力量,使管材产生弯曲变形。
在这个过程中,要控制好所施加的力量和变形角度,确保弯管的精度和质量。
三、弯管机设计要点1. 结构设计弯管机的机架和弯管装置的结构设计应考虑到工作稳定性、承载能力和操作便捷性。
机架要具有足够的刚性和稳定性,弯管装置应能够灵活调整,适用于不同直径和厚度的管材。
2. 液压系统设计弯管机的液压系统设计应满足对不同管材的弯管需求,包括对压力、流量和速度的稳定控制。
应考虑到节能、安全和维护方便等因素。
3. 控制系统设计控制系统是弯管机自动化操作的关键,应具备精确的控制能力和灵活的调整功能,确保弯管过程的精确性和可靠性。
四、弯管机的应用和发展趋势1. 应用领域弯管机广泛应用于汽车制造、石油化工、航空航天、管道工程等领域,为这些行业提供了高效、精密的金属加工解决方案。
2. 发展趋势随着工业自动化和数字化的发展,弯管机的智能化、柔性化和自动化程度将会不断提高。
新材料和新工艺的出现也将对弯管机的设计和技术提出更高的要求。
五、弯管机操作与维护1. 操作注意事项在使用弯管机时,操作人员应熟悉设备的操作规程,严格按照操作要求进行操作,保证工作安全和产品质量。
2. 维护保养定期进行弯管机的润滑、清洁和检查,发现问题及时处理,保证设备的正常运行和寿命。
结语随着工业制造技术的不断进步,弯管机作为一种重要的金属加工设备,为加工行业提供了高效、精确的加工解决方案。
机械设计题目汇总,DOC

363963051)0.1t普通座式焊接变位机设计2)0.5型调度绞车3) 1.5兆牛摆动剪切机构设计4) 1.5电葫芦提升系统设计(减速器设计)5)100米钻机变速箱设计23)1P65F上箱体缸体粗镗孔专机主轴箱设计24)1P68F上箱体双面钻专机总体及夹具设计25)20-5t桥式吊钩起重机设计26)20-5t桥式起重机控制线路设计27)200D多段离心式清水泵结构设计28)200米液压钻机变速箱的设计仅供个人学习参考29)200米钻机回转器设计30)200米钻机设计31)205t桥式起重机控制线路设计32)206DN1000一分加热器的结构设计33)20t铝卷材退火炉PLC自动控制34)20比5双梁桥式起重机35)220kV变电站桩基础设计36)24 Array 37)38)39)40)2YKS41)242)3-BL43)3.044)45)300w46)47)30048)30MN49)31m350)32-551)32t52)35KV53)35KV无人值班变电站54)380碎断剪设计55)3L-108空气压缩机曲轴零件56)3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计57)3个自由度搬运机械手的设计58)3个自由度机械手(有数控编程)仅供个人学习参考59)4-BL系列台车设计(进给箱部分)60)400型水溶膜流研成型机61)40吨π型结构轨道式集装箱门式起重机金属结构设计62)4110型柴油机总体设计63)45T旋挖钻机变幅机构液压缸设计64)468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计65)492Q型气缸盖双端面铣削组合铣床总体设计83)A272F型罗拉支架加工工艺设计84)A272F系列并条机车头箱设计85)A272F系列并条机车尾箱设计86)A272F系列高速并条机车尾箱设计87)ABS汽车防抱死制动系统设计88)AGV车转向总承设计仅供个人学习参考89)AMT自动变速器离合器执行机构设计90)AWC机架现场扩孔机设计91)B6065刨床推动架工艺规程及夹具设计92)BES型浮头式换热器93)BL系列台车设计(进给箱部分)94)BM—4010PD万达载货汽车后驱动桥的设计95)BW-100型泥浆泵曲轴箱与液力端特性分析、设计96)C336 Array 97)98)99)100)101)102)103)104)105)106)107)108)109)110)111)112)113)CA6140拨叉工艺设计114)CA6140数控改造115)CA6140普通车床改为经济型数控车床纵向进给系统设计及进给系统的润滑设计116)CA6140普通车床数控改装设计117)CA6140普通车床的经济型数控改造设计118)CA6140机床后托架加工工艺及夹具设计仅供个人学习参考119)CA6140机床后托架加工工艺及夹具设计1 120)CA6140杠杆中心孔夹具设计121)CA6140杠杆加工工艺122)CA6140杠杆加工工艺及夹具设计123)CA6140横向进给系统及刀架的数控改造124)CA6140车床主轴箱的加工工艺及工装设计125)CA6140车床主轴箱的设计143)CA6150车床横向进给改造的设计144)CA620车床数控化改造145)CA6900长途客车乘客门及舱门设计146)CA7620液压多刀半自动车床主传动箱设计147)CAD技术在机械设计中的应用设计148)CD盒注塑模具设计仅供个人学习参考149)CG2-150型仿型切割机150)CG2-150型仿型切割机设计151)CG2-150型仿型切割机设计1152)CJK6132数控车床及其控制系统设计153)CJK6256B简易数控车床的的设计154)CK3225数控车床主传动系统优化设计155)CK6130车削中心动力转塔刀架设计与三维制作156) Array 157)158)159)160)161)162)163)164)165)166)167)168)169)170)171)172)173)FA311系列高速并条机一三排罗拉支架设计及C6163车床改造174)FA311系列高速并条机罗拉支架加工工艺175)FDP-15非开挖导向钻机主机体设计176)FM摩托车发动机装配线设计177)FXS80双出风口笼形转子选粉机178)G41J-6型阀体双面钻24孔专机上的专用夹具设计仅供个人学习参考179)G7116型弓锯机的设计180)GBW92外圆滚压装置设计181)GCPS—20型复合式多功能钻机182)GCPS—20型工程钻机设计183)GDC956160工业对辊成型机184)GKZ高空作业车液压系统设计185)GSK928数控车削仿真系统的研究与开发NC代码插补功能的设计203)LH180MQ左箱体加工工艺及第一道机加工夹具设计204)M1000A气瓶的三维造型设计205)M200A气瓶的三维造型设计206)M200B气瓶的三维造型设计207)M500A气瓶的三维造型设计208)MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程仅供个人学习参考209)MG180435-W型液压牵引采煤机截割部设计210)MG200475-W型采煤机设计211)MG200(456)-AWD采煤机的截割部设计212)MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程213)MG250591-WD采煤机的截割部设计214)MP3后盖塑料模具毕业设计215)MQ100门式起重机总体设计216)218)219)220)221)222)223)224)225)226)227)228)229)230)231)232)233)PLC控制机械手设计234)PLC控制电梯235)PLC控制电梯的设计236)PLC控制的节能洗衣机系统设计237)ProENGINEER在钻床夹具设计中的应用238)Q3110滚筒式抛丸清理机的设计(总装、弹丸循环及分离装置、集尘器设计)仅供个人学习参考239)Q3110滚筒式抛丸清理机的设计(总装、滚筒及传动机构设计) 240)QTZ25型塔式起重机变幅机构241)RM市110KV变电站一次242)S114型碾轮式混砂机的设计(混凝土)243)S195柴油机体三面精镗组合机床总体设计及后主轴箱设计244)S195柴油机机体三面精镗组合机床总体设计及夹具设计245)S195柴油机机体三面精镗组合机床总体设计及夹具设计1263)T30履带推土机整机的设计264)T350搅拌机工艺工装设计265)T6113机床控制系统的设计改造PLC266)T6113电气控制系统的设计267)T611镗床主轴箱传动设计及尾柱设计268)T68卧式镗床电气控制的PLC改造设计仅供个人学习参考269)T68卧式镗床电气控制的PLC改造设计1270)T68卧式镗床电气控制的PLC设计改造设计271)T68镗床的控制系统的改造272)TGSS-50型水平刮板输送机---机头段设计273)TH5940型数控加工中心进给系统设计274)UG平台下数控加工刀具路径的应用研究275)VVVF垂直电梯机械系统设计276) Array 277)278)279)280)281)282)283)284)285)286)287)288)289)290)291)292)293)X700涡旋式选粉机(转子部件)设计294)XB220KV变电所一次部分设计295)XB市220KV变电站一次部分设计296)XKA5032AC数控立式升降台铣床自动换刀装置刀库式设计297)XQB小型泥浆泵的结构设计298)XT-Sepax三分离选粉机设计仅供个人学习参考299)Y12型拖拉机轮圈落料与首次拉深模设计300)YA-32100T液压机液压系统及其本体设计301)YA32-1000KN四柱万能液压机设计302)YC1040载货汽车底盘总体及制动器设计303)YD9160TCL轿运车箱体设计304)YF3-10L溢流阀的制造305)YK3150滚齿机滚刀主轴部件设计323)ZH1105柴油机气缸体三面攻螺纹组合机床(左主轴箱)设计324)ZH1105气缸盖三面钻组合机床设计325)ZL15型轮式装载机326)ZQ250减速机双侧面加工专用铣床的设计327)ZSFZ湿式报警阀的设计328)ZUO半自动液压专用铣床液压系统设计329)ZY32001535液压支架设计330)ZY35002547掩护式液压支架331)ZY86002550掩护式液压支架332)ZY市110KV变电站设计333)ZY市110KV变电站一次部分334)zz4000型支撑掩护式液压支架335)Z型弯曲摸和三通管塑件注射摸的设计336)Z337)338)339)340)341)342)343)344)345)346)347)348)349)350)351)352)一拖二热泵型空调器(KFR-20GW×2)353)一拖二热泵型空调器(KFR-30GW×2)354)一模四腔的塑料模具设计355)一种便携式树木涂白灰浆装置设计356)一级圆柱齿轮减速器(SolidWorks)357)万向轮支座注射模设计358)万能外圆磨床液压传动系统设计359)三孔双向卧式组合镗床夹具设计360)三汊河口闸工程施工组织设计361)三级减速器的整体设计362)三自由度圆柱坐标型工业机器人设计363)三轴式变速器设计364)三辊卷板机卷筒直边的弯卷设计382)乌珠水闸设计383)乳化液泵的设计384)二级减速器cad+说明书385)二级圆柱减速机设计386)二级圆柱齿轮减速器装配图和设计说明书387)二级斜齿圆柱齿轮减速器设计388)二级电液比例节流阀设计389)二级直齿圆柱齿轮减速器课程设计390)二级行星减速器391)二级锥齿圆柱齿轮减速器装配图及其零件图392)二级齿轮减速器proe三维图393)五寸软盘盖注射模具设计394)五层教学楼设计395)396)397)398)399)400)401)402)403)404)405)406)407)408)409)410)411)412)光环投影测量机设计413)全套办公楼毕业设计414)全数字化双闭环可逆直流PWM调速系统的研究415)全液压升降机设计416)全能工业焊接系统设计417)全自动洗衣机控制系统的设计418)八路抢答器的PLC控制设计419)共轭凸轮的设计制造(CADCAM)及工艺420)典型零件的数控加工与仿真及实体造型毕业设计421)内循环式烘干机总体及卸料装置设计422)内蒙古包头市磴口水厂毕业设计成果423)内螺纹管接头注塑模具设计424)内齿圈成组数控加工工艺及其钻床夹具设计442)冲压模-打火机金属外壳的冷冲压模具设计443)冲压模-挡油盘拉伸及冲孔模具设计444)冲压模-湖南Y12型拖拉机轮圈落料与首次445)冲压模-玻璃升降器外壳的模具设计446)冲压模-电器开关网芯零件冲压工艺及模具设计447)冲压模-电池帽冲压模具设计448)冲压模-电风扇面板级进模设计449)冲压模-短臂零件的冲压模具设计450)冲压模-笔记本电脑外壳冲压模具设计451)冲压模-钢圈切边模的设计制造452)冲压模-防尘盖冲压模具设计453)冲压模-高档不锈钢保温杯过滤盘切边冲孔模具设计454)冲压模具毕业设计455)456)457)458)459)460)461)462)463)464)465)466)467)468)469)470)471)472)凸轮轴加工自动线机械手473)凸轮零件的机械加工工艺规程及夹具设计474)出租车计价器系统的设计475)出租车计价器系统设计476)凿井绞车设计477)分离式液压切排机设计478)分离爪工艺规程和工艺装备设计479)别克赛欧ABS工作原理与检修480)刮板式流量计设计481)制订1P68F上箱体工序卡及第一道机加工夹具设计482)制订6MF-28缸体工序卡及磨缸体孔夹具设计483)制订LH180MQ左箱体工序卡及铣镗结合面夹具设计484)制订LH520ATV后HUB工序卡及第二道机加工夹具设计502)北京某综合办公楼设计503)十字接头零件分析504)千田大厦电气综合设计505)升降电机蜗轮箱506)半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计) 507)半精镗及精镗气缸盖导管孔组合机床设计(夹具设计)508)半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)509)半自动液压专用铣床液压系统的设计510)半自动液压专用铣床液压系统设计511)半自动锁盖机的设计(包装机机械设计)512)单片机对步进电机微量控制的软件设计513)单片机控制的数控车床实验台514)单片机数据采集与控制系统的设计515)516)517)518)519)520)521)522)523)524)525)526)527)528)529)530)531)532)压力容器设计533)压力机与垫板间夹紧装置的设计534)压燃式发动机油管残留测量装置设计535)压片机课设536)压砖机的有限元分析设计537)压缩机设计538)去青机设计539)叉杆零件540)叉杆零件设计541)双向刨削牛头刨床的机构改造设计542)双头铆接机设计543)双柱式机械式举升机设计544)双柱机械式汽车举升机设计562)变速齿轮箱体零件的加工工艺规程及工艺装备563)变频恒压供水控制系统原型设计与开发564)变频试验台直线运动机构及基于S7-200速度示教系统控制软件与上位监控系统设计565)可编程控制器在全自动洗衣机中的应用566)可调速钢筋弯曲机的设计567)台灯灯座注塑模的设计与制造568)右轴承座组件工艺及夹具设计569)叶片泵设计570)叶片泵设计1571)同轴式二级圆柱齿轮减速器的设计572)同轴式二级圆柱齿轮减速器设计573)后桥壳体双面钻组合机床总体及左主轴箱设计574)575)576)577)578)579)580)581)582)583)584)585)586)587)588)589)590)591)圆柱体相贯线焊接专机工作台设计592)圆柱齿轮减速器设计593)圆珠笔顶杆注射模设计594)圆盘剪切机设计595)圆盘剪切机设计说明书596)圆锥齿轮减速器设计597)圆锥齿轮减速器课程设计598)土壤表面整平装置设计599)地下升降式自动化立体车库600)地下升降式自动化立体车库设计601)地下渗灌管渗水滴头堵塞试验研究602)地铁综合监控系统设计与仿真603)地铁门槛的加工工艺及编程设计621)基于GPRS和LCD的信息发布系统622)基于GPRS和LCD的信息发布系统(单片机控制显示) 623)基于GPRS的广告牌远程控制系统设计624)基于LIN总线的车灯在线诊断系统设计与实现625)基于MATLAB的直流电机双闭环调速系统设计626)基于PC的二维数控实验台的设计与实现627)基于PLC二维数控实验平台设计与实现628)基于PLC交通灯控制系统的设计629)基于PLC交通灯控制系统的设计1630)基于plc变频恒压供水控制系统设计631)基于plc恒压供水变频控制系统设计632)基于PLC控制三层饭店送饭系统633)基于PLC控制机器人设计634)635)636)637)638)639)640)641)642)643)644)645)646)647)648)649)650)651)基于PLC高速全自动包装机的控制系统应用652)基于ProENGINEER挖掘机建模653)基于pro.e的两级斜齿减速器三维仿真(含CADPRO.E图)654)基于ProE二次开发的端盖参数化模型的实现655)基于ProE注塑模具架(定模部分)设计656)基于ProE的手表造型设计及动态仿真657)基于ProE的装载机工作装置的实体建模及运动仿真658)基于ProE的风扇造型设计659)基于UG的齿轮虚拟加工及蜗轮蜗杆的造型研究660)基于USB和FPGA技术的高性能数据采集系统设计与实现661)基于WEB的C语言程序设计网络教学平台的实现662)基于WEB的C语言程序设计网络教学平台的实现设计663)基于单片机升降控制系统的设计681)基坑排水监控系统的设计及应用682)堆取料机皮带机设计683)堆垛机轮胎载货台设计684)塑料后盖设计685)塑料底座模具设计686)塑料把手模具设计687)塑料挂钩座注射模具设计688)塑料挤出机装配图689)塑料挤出机设计690)塑料架注射模具设计691)塑料模具论文[1]692)塑料模具设计693)塑料模具设计-盖设计694)695)696)697)698)699)700)701)702)703)704)705)706)707)708)709)710)711)外壳零件的注射模设计712)多功能自动跑步机(机械部分设计) 713)多台浮选系统控制系统设计714)多层旅馆毕业设计715)多层次金属密封蝶阀716)多用途气动机器人结构设计717)大卡车液压助力转向系统设计718)大型制药厂热电冷三联供719)大型制药厂热电冷三联供设计720)大型轴齿轮专用机床设计721)大尺寸多工步自动推料进给装置及控制数据管理系统设计722)大模数蜗杆铣刀专用机床设计723)大直径桩基础工程成孔钻具741)导向套工艺及钻孔夹具设计742)导轨磨床的设计743)封箱机设计744)封闭式液压阻尼器745)小功率直流伺服系统控制电路设计746)小区燃气设计747)小型多工步自动推料进给装置及温控、上位显示系统设计748)小型模具柔性制造系统设计749)小型自动翻转提升机设计750)小型轧钢机设计751)小型零件数控加工工艺与编程752)小型风力发电机总体结构的设计753)小型风力发电机组动力结构设计754)755)756)757)758)759)760)761)762)763)764)765)766)767)768)769)770)771)左支座零件的机械加工工艺规程及工艺装备设计772)差动分级齿辊式破碎机773)差速器壳体工艺及镗工装设计774)巷道堆垛类自动化立体车库设计775)市人大办公楼电气综合设计776)帕萨特B5空调制冷系统及维修777)帕萨特B5自动变速器原理与检修778)带二次顶出机构的注塑模具设计779)带位移电反馈的二级电液比例节流阀设计780)带内侧抽芯机构的注射模的设计781)带定模顶出机构的注射模的设计782)带式输送机传动滚筒的防滑处理783)带式输送机传动装置设计801)开关类电器元件设计802)开环步进伺服系统定位误差分析及补偿装置的设计803)式升降台铣床拔叉壳体工艺规程制订804)弯管机总体设计805)弹簧CAD软件的开发806)弹簧支架级进模设计及其制造工艺807)彩瓦成型机的PLC设计808)往复式煤炭输送机设计809)心型台灯塑料注塑模具设计810)心型台灯塑料注塑模具设计1811)快速成型机812)总泵缸体加工设计813)惰轮轴工艺设计和工装设计814)815)816)817)818)819)820)821)822)823)824)825)826)827)828)829)830)831)拉臂式垃圾车车厢设计832)拔叉80-08的加工工艺及夹具设计833)拖拉机变速箱体上四个定位平面专用夹具及组合机床设计834)拖拉机变速箱体上四个定位平面的组合铣床及其专用夹具设计835)拨叉80-08的加工工艺836)拨叉加工工艺及夹具设计837)拨叉夹具设计838)拨叉零件工艺分析及加工839)拨叉零件工艺分析及加工工艺设计840)拨叉零件的工艺规程编订及铣夹具设计841)挂轮架轴工艺过程及工装设计842)挂钩三维设计及仿真分析843)挂钩注射模设计861)提升机驱动系统设计862)插座注射模设计863)插秧机及其侧离合器手柄的探讨和改善设计864)插秧机系统设计865)搅拌器的设计866)搬运机械手控制系统的设计867)摇臂座工艺规程及夹具设计868)摩托车把手上座注射模设计869)摩托车把手下座注射模设计870)播种机设计871)支座体加工工艺及关键工序工装设计872)支承套零件加工工艺编程及夹具设计873)支撑目标运动机构技术设计874)875)876)877)878)879)880)881)882)883)884)885)886)887)888)889)890)891)数控机床位置精度及标准892)数控机床位置精度的检测及补偿893)数控机床位置精度的检测及补偿设计894)数控机床的部分进行设计895)数控机床自动夹持搬运装置设计896)数控机床进给系统897)数控毕业设计898)数控激光切割机XY工作台部件及单片机控制设计899)数控车削中心主轴箱及自驱动刀架的设计900)数控车床主传动机构设计901)数控车床主轴组件监控系统的设计902)数控车床四工位电动刀架设计903)数控车床自动回转刀架结构设计921)旋钮零件注射模设计922)无轴承电机的结构设计923)易拉式罐盖垫的自动上料机构的设计924)普通CA6140车床的经济型数控改造925)普通带式输送机设计926)普通开关按钮模具设计927)普通式双柱汽车举升机设计928)普通车床进给传动部分建模及仿真929)普通钻床改造为多轴钻床930)普锐斯混合动力车主体结构及关键技术剖析931)智能全自动门设计932)智能恒压供水系统设计933)智能扫描机械台设计934)935)936)937)938)939)940)941)942)943)944)945)946)947)948)949)950)951)机械手设计2952)机械设计课程设计953)机油冷却器自动装备线压紧工位装备设计954)机油盖注塑模具设计955)机立窑(窑体及卸料部件)956)机立窑(总体及传动部件)设计957)材料分拣机控制系统设计958)杠杆夹具设计959)杠杆工艺和工装设计960)杠杆臂夹具设计961)杠杆零件的机械加工工艺规程与夹具设计962)杯形件拉深模具的设计963)板坯连铸机垛卸板机设计981)柔性包装机982)柠条联合收割机切割及拨禾装置的设计983)柠条联合收割机压扁及切碎装置的设计984)柱塞式输油泵外壳工序10加工工艺及夹具设计985)柱塞式输油泵外壳工序20机械加工工艺及夹具设计986)柱式举升机设计987)柴油机新型燃油分配泵结构设计988)柴油机曲轴连杆轴颈滚切铣床及其支撑部件设计989)柴油机气缸体顶底面粗铣组合机床总体及夹具设计990)柴油机输油泵壳体工艺及夹具设计991)柴油机连杆的加工工艺992)柴油机齿轮室盖钻镗专机总体及主轴箱设计993)柴油机齿轮室盖钻镗专机总体及夹具设计994)995)996)997)998)999)1000)1001)1002)1003)1004)1005)1006)1007)1008)1009)1010)1011)模具设计油杯1012)模具鼠标盖设计1013)模块化生产系统的硬件设计1014)模糊控制系统仿真技术研究1015)步进式加热炉同步顶升液压控制系统设计1016)步进电机的单片机控制设计1017)民液压式双头套皮辊机设计1018)气动式定尺飞锯机的结构设计1019)气动扳手1020)气动机械手升降臂结构设计,面板操纵式(有动力)点位示教部分控制软件设计1021)气动机械手回转臂结构设计1022)气动机械手的设计及其PLC控制系统1040)水泵叶轮夹具及工艺的设计11041)水泵房电气工程毕业设计全1042)水泵站设计1043)水闸的设计1044)江水利枢纽坝工设计1045)污水处理中的全自动加药系统的设计1046)污水处理设计1047)汽缸体左右端面钻孔组合机床设计1048)汽缸体顶面钻孔组合机床设计1049)汽车半轴1050)汽车半轴设计与加工工艺1051)汽车变速箱两端面液压双头组合铣床的设计1052)汽车变速箱加工工艺及夹具设计1053)1054)1055)1056)1057)1058)1059)1060)1061)1062)1063)1064)1065)1066)1067)1068)1069)1070)油底盒设计1071)油阀座设计1072)法兰盘加工工艺及其夹具设计1073)法兰盘夹具设计1074)法兰盘钻φ6mm孔夹具设计1075)法兰零件夹具课程设计1076)注塑机设计1077)注塑模具设计(闹钟后盖的设计) 1078)注射器盖塑料模具的设计1079)注射器盖课程设计1080)泵轮壳体设计1081)洗发水翻盖注塑模设计1082)洗涤剂瓶嘴注射模设计1100)液压机械手21101)液压机械手设计1102)液压绞车设计1103)液压课程设计1104)液晶显示器配件注塑模设计1105)混凝土搅拌站的plc控制1106)渐开线涡轮数控工艺及加工1107)渡槽设计1108)温度巡回检测控制系统设计1109)温度检测PLC控制系统设计1110)港件杂货港区总平面布置与码头结构设计1111)游戏机按钮注塑模具设计1112)游标卡尺盒注塑模具设计1113)1114)1115)1116)1117)1118)1119)1120)1121)1122)1123)1124)1125)1126)1127)1128)1129)1130)煤矿井下6kV电网防爆开关设计1131)煤矿瓦斯监测系统设计1132)燃油喷射装置1133)牙签合盖注射模设计1134)牛头刨床1135)牛头刨床推动架设计1136)牛皮切边机的数控系统及传动机构设计1137)物料升降平台设计1138)玉米脱粒机设计1139)环形抛光机设计1140)环面蜗轮蜗杆减速器1141)玻璃升降器外壳二次及三次拉深模具设计1142)玻璃后窗升降电机1160)电动自行车调速系统的设计1161)电动葫芦设计1162)电动观光汽车的总体设计1163)电厂循环冷却排污水回用工程的工艺设计图纸1164)电子万年历的设计与仿真1165)电工学课件制作(模拟部分)1166)电工学课件制作(数字部分)1167)电机炭刷架冷冲压模具设计1168)电机驱动端盖多孔钻专用机床的设计1169)电流线圈架塑料模设计1170)电液比例阀设计1171)电源盒注射模设计1172)电磁开关设计1173)1174)1175)1176)1177)1178)1179)1180)1181)1182)1183)1184)1185)1186)1187)1188)1189)1190)直岗拉卡水电站电气一次及发电机继电保护设计1191)直流运动控制系统误差分析及控制器的设计1192)直线振动给料机1193)直线振动给料机设计1194)知识竞赛抢答器PLC设计1195)短臂冲压成形工艺分析及模具设计1196)短轴类零件少废料车削工艺设计1197)石材雕刻机论文1198)矿山分离机1199)矿车轮对拆卸机构的设计1200)矿车轮对拆卸机设计1201)码垛机设计1202)破碎机的设计1220)空烟箱自动整理叠层机设计1221)空调压缩机设计1222)立体车库的内部机械结构的优化设计1223)立式磨簧机设计(总体、磨头设计) 1224)立轴的工艺系统设计1225)竖笛头部注射模设计1226)童心吸水杯杯盖注塑模设计1227)端盖模设计1228)端面齿盘的设计与加工1229)笔记本电脑壳上壳冲压模设计1230)简单逆止器整套图1231)管套压装专机设计1232)粗镗活塞销孔专用机床及夹具设计1233)1234)1235)1236)1237)1238)1239)1240)1241)1242)1243)1244)1245)1246)1247)1248)1249)1250)组合机床设计1251)组合机床设计11252)组合机床铣边机1253)组合铣床的总体设计和主轴箱设计1254)组合零件加工工艺、程序编制及仿真设计1255)细长轴类零件的切削加工工艺设计1256)经济型数控系统研究与设计1257)结构零件仿真分析及孔型的优化设计1258)绕丝筛管缠绕机设计1259)绕线机设计1260)给喷油泵下体零件设计组合机床1261)给水工程课程设计1262)绞肉机的设计1280)自动送料机控制系统设计1281)自动送料机械手的设计1282)自动钻床的总体方案设计1283)自卸汽车设计1284)臭氧消毒柜电路设计1285)艺术彩灯造型的PLC控制设计1286)花生去壳机1287)花生收获机毕业设计1288)花生收获机设计1289)花键传动轴零件设计1290)茶树重修剪机的开发研究1291)草坪塑料网格砖注塑模具设计1292)草坪播种机的设计1293)1294)1295)1296)1297)1298)1299)1300)1301)1302)1303)1304)1305)1306)1307)1308)1309)1310)设计AWC机架现场扩孔机设计1311)谐波齿轮机构的设计1312)货车底盘毕业设计说明书1313)起毛机主传动结构设计毕业设计1314)起源饭店设计1315)起重机设计1316)超声波发生器与换能器的匹配设计1317)超声波清洗机及其PLC控制1318)超精密三坐标测量仪整机机构设计1319)超精密机构设计1320)车床主轴箱展开图1321)车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计1322)车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计11340)转向系统设计1341)转塔式数控加工中心设计1342)转速器盘加工工艺及关键工序工装设计1343)轮毂包边机设计1344)轮碾机的设计1345)软管接头模具设计1346)轴向柱塞泵设计1347)轴承座设计1348)轴承座课程设计1349)轴盖复合模的设计与制造1350)轴类零件的数控加工设计1351)轴类零件端面标记机设计1352)轿车双摆臂悬架的设计及产品建模1353)1354)1355)1356)1357)1358)1359)1360)1361)1362)1363)1364)1365)1366)1367)1368)1369)1370)连杆加工工艺规程及夹具设计1371)连杆合件加工工艺及关键工序工装设计1372)连杆夹具设计1373)连杆孔加工工艺与夹具设计1374)连杆平行度测量仪1375)连杆零件加工工艺。
数控弯管机毕业设计

数控弯管机毕业设计数控弯管机毕业设计毕业设计是大学生们在校园生涯中的一个重要环节,它不仅是对所学知识的综合应用,更是对学生综合能力的一次考验。
在我即将毕业的时候,我选择了设计一台数控弯管机作为我的毕业设计项目。
下面我将详细介绍这个项目的背景、设计思路和实施步骤。
一、背景介绍随着工业化的不断发展,管道在各个行业中的应用越来越广泛。
传统的手工弯管方式效率低下、精度不高,无法满足现代化生产的需求。
而数控弯管机则可以通过预设程序,实现高效、精准的弯管操作,大大提高了生产效率和产品质量。
二、设计思路1. 功能需求分析在设计数控弯管机时,首先需要明确其功能需求。
数控弯管机需要具备以下功能:- 弯管精度高,能够满足不同行业的弯管需求;- 操作简单,方便工人使用;- 高效率,能够在短时间内完成大批量的弯管任务;- 安全可靠,能够保证操作人员的安全。
2. 结构设计数控弯管机的结构设计是整个设计过程中的核心。
我选择了采用液压驱动的方式来实现弯管操作,因为液压驱动具有力量大、稳定性好的特点。
同时,为了提高机器的稳定性和精度,我设计了一套刚性的机械结构,确保在弯管过程中不会出现过大的变形。
3. 控制系统设计数控弯管机的控制系统是整个设备的大脑,它负责接收操作人员的指令,并将其转化为机器的动作。
在控制系统的设计中,我选择了采用PLC(可编程逻辑控制器)作为核心控制器,通过编写程序来实现弯管机的自动化操作。
同时,我还加入了人机界面,方便操作人员进行参数设置和监控。
三、实施步骤1. 设计机械结构根据数控弯管机的功能需求和结构设计思路,我开始进行机械结构的设计。
首先,我使用CAD软件进行三维模型的绘制,然后进行结构的优化和强度分析,确保其能够承受弯管过程中的力量。
最后,我制作了实物样机,进行了实际的测试和调试。
2. 编写控制程序在机械结构设计完成后,我开始进行控制程序的编写。
通过PLC编程软件,我编写了一套完整的控制程序,包括弯管参数的设置、弯管动作的控制和故障诊断等功能。
弯管机设计范文
弯管机设计范文弯管机是一种用于弯曲金属管材的机器设备,广泛应用于建筑、机械、汽车、航空航天等领域。
其主要原理是通过对金属管材施加力和转动作用,使其在特定直径的模具中弯曲成所需角度和形状。
本文将从弯管机的分类、结构设计、控制系统设计和操作安全等方面进行详细阐述。
一、弯管机的分类弯管机可分为手动弯管机、液压弯管机和数控弯管机三种类型。
1.手动弯管机:适用于一些小型或简单的金属弯曲加工,操作简便,成本较低。
但由于依靠人工施加力量,生产效率较低。
2.液压弯管机:采用液压系统,通过液压缸施加力量,可实现对较大直径、壁厚较大的金属管材进行弯曲。
其优点是操作方便,力量稳定,产量高,适用于中等规模生产。
3.数控弯管机:通过数控系统对弯曲动作进行精确控制,适用于对精度要求较高的金属管材加工。
与手动和液压弯管机相比,数控弯管机具有更高的精度、更快的响应速度和更大的生产效率。
二、弯管机的结构设计弯管机的基本结构包括机身、传动系统、弯曲系统和夹紧系统。
1.机身:提供弯管机的支撑和稳定性,通常由钢材制成。
机身上设有模具槽和导向槽,用于固定和引导金属管材。
2.传动系统:传动系统通常由电机、减速器和链条组成,用于提供弯曲动力。
电机通过减速器驱动链条,使机器转动。
3.弯曲系统:弯曲系统包括模具、液压或机械弯曲装置。
具体设计根据弯曲材料和应用需求进行选择。
4.夹紧系统:夹紧系统由夹具和气缸组成,用于固定金属管材以防止其在弯曲过程中滑动。
三、弯管机的控制系统设计弯管机的控制系统包括传感器、执行器和控制器。
1.传感器:传感器用于检测金属管材的位置、角度和力度。
常见的传感器包括位置传感器、角度传感器和压力传感器。
2.执行器:执行器根据传感器信号控制弯管机的动作。
液压弯管机的执行器通常是液压缸,而数控弯管机的执行器通常是伺服电机。
3.控制器:控制器根据传感器信号和用户设置的参数,控制弯管机的动作和操作。
常见的控制器有PLC、伺服控制器和数控系统,其中数控系统具有更高的精度和灵活性。
立式液压驱动数控滚弯机机械系统设计(有全套图纸)

立式液压驱动数控滚弯机机械系统设计目录目录 (1)第一章绪论 (2)1.1弯管机在工业中的地位和各种弯管机的性价比 (2)1.2弯管机的基本原理与选择 (3)第二章弯管机的设计 (4)2.1工件的工艺分析 (5)2.2计算弯曲力矩 (5)2.3电机的选取 (6)2.4传动比的计算与各传动装置的运动参数 (8)2.5皮带与皮带轮的计算与选取 (9)2.6蜗轮蜗杆减速箱的计算与选取 (9)2.7联轴器的计算与选取 (10)2.8轴承的选取 (10)2.9轴的初步计算与设计及校核 (14)2.10齿轮的计算与设计 (17)2.11大小齿轴前后端盖及轴承座的结构设计 (18)2.12轴套的结构设计 (19)2.13盖板的结构设计与计算 (20)2.14机身的结构设计与计算 (21)2.15弯管机的主要参数 (22)第三章挡料架的结构设计 (23)3.1挡料架的结构设计 (23)第四章液压系统设计 (24)4.1动力设计计算 (22)4.1.1压紧缸载荷分析并选定压紧缸缸径 (22)4.1.2计算切头缸载荷并选定切头缸缸径。
(22)4.1.3计算抓紧缸载荷并选定抓紧缸缸径 (23)4.1.4分析摆动缸载荷并选定摆动缸缸径 (26)4.1.4计算转动缸载荷并选定转动缸缸径 (26)4.1.6分析移位缸载荷并选定移动缸缸径 (27)4.2运动设计计算 (28)4.2.1确定切头刀具工作角度: (28)4.2.2确定齿轮齿条模数及齿轮齿数 (29)4.2.3计算抓紧机构转位角度 (29)4.2.4计算转位缸行程并选定标准行程 (30)4.2.4计算切头缸工作行程并选定标准行程 (30)4.2.6分析压紧缸工作行程并选定压紧缸标准行程 (31)4.2.7选定抓紧缸标准行程 (31)4.2.8选定切头机构移动缸标准行程 (31)4.2.9计算切头机构摆动缸并选定标准行程 (32)4.2.10选定抽芯缸标准行程 (32)4.2.11选定定位缸标准行程 (33)设计总结 (34)参考文献 (35)第1章绪论1.1弯管机在自工工业中的地位和各种弯管机的性价比:现今工业发达,无论是哪一种机器设备、健身器材、家具等几乎都有结构钢管,有导管,用以输油、输气、输液等,而在飞机、汽车及其发动机,健身器材,家具等等占有相当重要的地位。
DW38数控弯管机机械设计

DW38数控弯管机机械设计首先,机架结构设计是DW38数控弯管机的基础。
机架由钢材焊接而成,具有良好的刚性和稳定性。
机架的设计考虑到整体结构的强度和稳定性,确保其能够承受较大的工作负荷,并且能够保持稳定的工作状态。
接下来,弯管部分的设计是DW38数控弯管机的核心。
弯管部分由弯曲模具、弯管轴和弯管机构组成。
弯曲模具是由硬质合金材料加工而成,能够在高温和高压条件下确保金属管材的弯曲质量。
弯管轴是驱动弯管运动的核心部件,具有高精度和高强度。
弯管机构包括定位机构和夹紧机构,能够稳定地夹紧和定位金属管材,确保其在弯曲过程中位置的准确性和稳定性。
传动系统设计是保证DW38数控弯管机正常运行的重要因素。
传动系统包括电机、齿轮传动装置和液压系统。
电机通过齿轮传动装置将功率传递给弯管轴,使其能够旋转和移动。
齿轮传动装置采用高精度的齿轮副,确保传动的平稳性和精度。
液压系统负责驱动弯管机构的夹紧和定位,同时控制弯管轴的抬升和下降。
传动系统的设计需要充分考虑工作负荷、速度和精度等因素,以确保数控弯管机的正常运行和工作质量。
最后,控制系统设计是DW38数控弯管机的核心。
控制系统采用数控技术和PLC控制,通过编程和操作界面来控制弯管机的工作。
控制系统具有弯管角度、位置、速度等参数的调节功能,能够根据不同的工艺要求实现弯管的精确控制。
同时,控制系统还具有故障诊断和报警功能,能够及时发现和修复故障,确保弯管机的安全和可靠性。
综上所述,DW38数控弯管机的机械设计涉及到机架结构设计、弯管部分设计、传动系统设计以及控制系统设计等方面。
通过合理设计这些部分,可以保证数控弯管机在工作过程中具有高强度、高稳定性和高精度的特点,提高生产效率和产品质量。
弯管机毕业设计论文

弯管机毕业设计论文弯管机是机械制造领域中重要的设备之一,广泛应用于管道、结构件等产品的制造过程中。
毕业设计是机械类专业学生理论实际、综合运用所学知识的重要环节。
本文旨在探讨弯管机的设计原理、结构特点及性能分析,并结合毕业设计的要求,提出一种新型弯管机的设计方案。
弯管机的主要工作原理是利用旋转运动和轴向压力将管材弯成所需形状。
根据弯管形状的不同,弯管机可分为手动弯管机、电动弯管机、液压弯管机等。
手动弯管机适用于小直径、小弯曲半径的管材,电动弯管机适用于大直径、大弯曲半径的管材,液压弯管机则适用于高强度、大直径的管材。
结合毕业设计的要求,本文提出一种新型电动弯管机设计方案。
该方案主要考虑以下几个方面:结构设计:新型弯管机采用卧式结构,主要由机架、旋转机构、压力机构、传动系统等组成。
其中,旋转机构采用伺服电机驱动,精确控制旋转角度;压力机构采用油压缸和斜楔结构,实现轴向压力的传递;传动系统采用蜗轮蜗杆减速器,提高传动效率。
控制系统设计:新型弯管机采用PLC控制系统,实现自动化控制。
控制系统主要包括伺服电机驱动器、压力传感器、位移传感器等。
通过编程控制,可以实现对管材的自动夹紧、旋转、弯曲等动作。
安全保护设计:新型弯管机设计有安全保护装置,主要包括光电传感器、接近传感器等。
当管材在弯曲过程中出现裂纹、变形等情况时,保护装置会自动停止机器运行,避免安全事故的发生。
本文通过对弯管机设计原理及结构特点的分析,提出了一种新型电动弯管机的设计方案。
该方案结合了现代机械设计理念和自动化控制技术,具有结构简单、操作方便、工作效率高等优点。
该设计方案还考虑了安全保护问题,保障了操作人员的安全。
通过本文的研究,为毕业设计提供了新的思路和方法,有助于提高机械类专业学生的理论水平和实践能力。
随着制造业的快速发展,折弯机在各种生产过程中扮演着越来越重要的角色。
折弯机作为一种重要的金属成型设备,能够将各种金属板材经过弯曲变形,加工成各种形状的零件或产品。
机械原理课程设计弯管机设计说明书

机械原理课程设计弯管机设计说明书本次机械原理课程设计的主题为弯管机设计,通过该课程设计,旨在让学生掌握机械元件的选择、机械原理的应用和自主设计的能力,以此提高学生的机械设计能力和工程实践能力,加深对机械原理的理解与应用。
一、设计目标。
本次课程设计的主要目标是设计一个满足生产要求的自动化弯管机,其中包含以下要求:1、能够完成对各种类型管材的弯曲加工需求。
2、能够实现自动化加工,节约劳动成本。
3、加工精度高,误差小,提高产品的质量。
二、设计思路。
根据弯管机的制作要求,本次设计选用了电机、减速机、液压马达、管子夹持装置、弯曲模具以及控制系统等核心机械元件,最终完成对管子的自动弯曲加工。
电机及减速机的选取应根据加工样板的直径、加工角度,结合生产能力、设备费用等因素做出选择,一般情况下,挑选适合的减速机比马达是更加重要的考虑因素。
液压马达与弯曲模具是完成自动化加工的核心配件,通过液压系统、码垛器或摆杆等,通过对模具进行调整后可实现对不同角度的管子进行弯曲加工,实现对不同类型管子的一个综合加工处理。
管子夹持装置则用于保证管子在加工过程中的安全性,防止出现夹伤、失手等意外。
通过合理设计夹具结构,并结合夹具与模具的配合,夹具便可与管子满足安全牢固的固定,随着模具的移动与压力的调整,可最终达到对不同角度与弧度的管子进行弯曲加工的目的。
控制系统用于实现设备的自动化控制,主要由PLC+触摸屏的方式进行。
通过输入加工参数,并结合控制程序的设置,可实现对设备的自动化控制。
三、应用效果。
本次设计的自动化弯管机,所应用的机械原理与元件结合使用,能够为工业生产做出很大的贡献。
它能够实现对各种类型的管子进行精确加工,提高了生产效率和产品质量,同时也避免了劳动工人在操作机器过程中可能会出现的安全隐患。
在机械设计及生产的应用中,弯管机不仅可以用于汽车、建筑、航空、船舶等领域中的管子加工,而且还可以应用在轨道交通、地下管道、通讯产品等领域。
数控弯管机嵌入式硬件系统总体设计方案
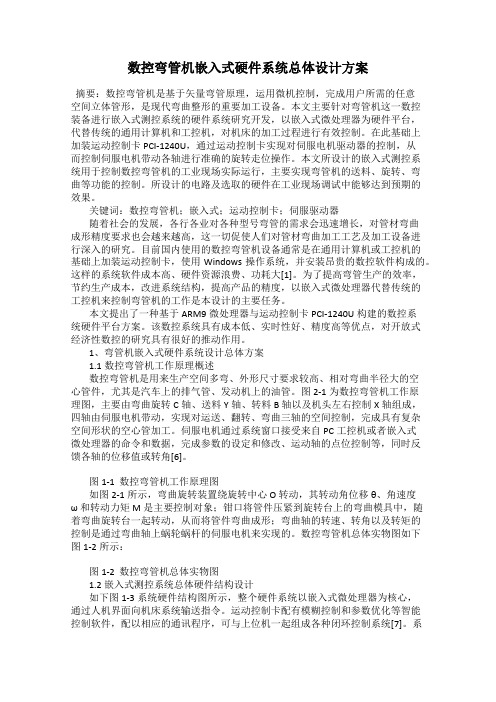
数控弯管机嵌入式硬件系统总体设计方案摘要:数控弯管机是基于矢量弯管原理,运用微机控制,完成用户所需的任意空间立体管形,是现代弯曲整形的重要加工设备。
本文主要针对弯管机这一数控装备进行嵌入式测控系统的硬件系统研究开发,以嵌入式微处理器为硬件平台,代替传统的通用计算机和工控机,对机床的加工过程进行有效控制。
在此基础上加装运动控制卡PCI-1240U,通过运动控制卡实现对伺服电机驱动器的控制,从而控制伺服电机带动各轴进行准确的旋转走位操作。
本文所设计的嵌入式测控系统用于控制数控弯管机的工业现场实际运行,主要实现弯管机的送料、旋转、弯曲等功能的控制。
所设计的电路及选取的硬件在工业现场调试中能够达到预期的效果。
关键词:数控弯管机;嵌入式;运动控制卡;伺服驱动器随着社会的发展,各行各业对各种型号弯管的需求会迅速增长,对管材弯曲成形精度要求也会越来越高,这一切促使人们对管材弯曲加工工艺及加工设备进行深入的研究。
目前国内使用的数控弯管机设备通常是在通用计算机或工控机的基础上加装运动控制卡,使用Windows操作系统,并安装昂贵的数控软件构成的。
这样的系统软件成本高、硬件资源浪费、功耗大[1]。
为了提高弯管生产的效率,节约生产成本,改进系统结构,提高产品的精度,以嵌入式微处理器代替传统的工控机来控制弯管机的工作是本设计的主要任务。
本文提出了一种基于ARM9微处理器与运动控制卡PCI-1240U构建的数控系统硬件平台方案。
该数控系统具有成本低、实时性好、精度高等优点,对开放式经济性数控的研究具有很好的推动作用。
1、弯管机嵌入式硬件系统设计总体方案1.1数控弯管机工作原理概述数控弯管机是用来生产空间多弯、外形尺寸要求较高、相对弯曲半径大的空心管件,尤其是汽车上的排气管、发动机上的油管。
图 2-1为数控弯管机工作原理图,主要由弯曲旋转C轴、送料Y轴、转料B 轴以及机头左右控制X轴组成,四轴由伺服电机带动,实现对运送、翻转、弯曲三轴的空间控制,完成具有复杂空间形状的空心管加工。
DW38数控弯管机机械设计

本科毕业设计(论文)通过答辩摘要管的弯制方法有很多,相应的设备也有很多,但大多数都是用手动或机械弯管机加工生产出来的,而且多为冷弯。
在实际中通常是根据生产对管的质量要求选择相应的弯管机进行加工。
本课题旨在寻求一种新的弯管工艺,在保证弯管质量的前提下尽可能提高弯管的速度。
本着以上的目的,本课题研究设计了一款DW38液压全自动弯管机。
它具有生产效率较高,制造成本低。
整台机器共有以下几部分组成:送料夹紧和送料机构、弯曲夹紧机构、弯曲机构和切断机构四大部分组成。
除了切断机构是由一台功率为0.37kw的小功率三相异步电动机带动之外,其它的机构均采用了液压传动。
弯管方式采用辗压。
在弯管的过程中,定模保持不动,固定在旋转平台上的动模进行靠模完成管子的加工。
由于主要采用了液压传动的传动方式,和其它的液压设备相同,该液压全自动弯管机在传动上大为简化,缩短了传动链,从而提高了动力的传动效率。
本设备可以一次完成两根管料的同时加工,所以加工效率较高。
关键词:弯管机齿轮传动液压缸ABSTRACTThere are many bending method of tube, so the corresponding device is a lot. But most bending machine is manual or mechanical processing, and mostly is cold .In practice; the select of bending machine is usually based on the quality of the production requirements on tube. This topic seeks to find a new elbow technology, in ensuring the quality of pipe bends under the premise of improving the speed as much as possible.In the above purpose, the research design of a hydraulic automatic tube bending machine. It has higher production efficiency, low manufacturing cost. The whole machine is a total of the following components: Feeding clamping and feed mechanism, clamp body bending, bending bodies and cut off the bodies of four parts. In addition to cutting off body by a low-power power 0.37kw three phase induction motor drive, the other agencies are using a hydraulic transmission. Rolling Elbow is adopted. In the bending process, scheduled to die remain intact, fixed on the rotating platform, the dynamic model for the tube to complete the processing by the module.Since the main use of the hydraulic drive transmission, and other similar hydraulic equipment, automatic bending machine of the hydraulic drive on the greatly simplified, reducing the transmission chain, resulting in improved power transmission efficiency. The device at once, while two pipe materials processing, so the processing efficiency is higher.Keywords:Bender,Motor, Gear, Hydraulic cylinder目录第1章管子弯曲方法的选择 (4)1.1管料弯曲变形分析 (4)1.2常用弯管方法 (4)1.4弯曲方法的拟定 (6)第2章弯管机的总体设计拟定 (7)2.1弯管机的总体机拟定及分析 (7)2.2弯管机总体机构的划分 (7)第3章弯管机各机构的选择和设计 (8)3.1靠模弯曲机构的设计 (8)3.2定模和夹块运动的设计 (8)3.3顶镦装置的设计 (8)3.4切断机构的设计 (9)第4章齿轮的参数计算和选定 (10)4.1齿轮的拟定 (10)4.2齿条的参数计算和拟定 (10)第5章液压缸的设计 (11)5.1液压缸主要参数的初步计算和拟定 (11)5.2液压缸的验算 (11)5.3液压缸各部分结构形式的拟定 (12)5.3.1缸筒与端盖联接方式的确定 (12)5.3.2活塞结构形式的选取 (12)5.3.3活塞杆的结构拟定以及直径的计算 (13)5.3.4活塞与活塞杆的联接以及活塞的密封 (14)5.3.5导向套的选择 (14)第6章大液压缸的选择 (15)第7章切断电机的选择以及计算 (16)第8章冷弯工艺参数的计算 (17)8.1冷弯工艺参数的计算 (17)8.1.1弯头伸长量的计算 (17)8.1.2旋转力矩的计算 (17)8.1.3夹紧力和压料力的计算 (18)第9章旋转轴的校核 (19)结束语 (22)参考文献 (23)致谢 (24)第1章管子弯曲方法的选择1.1管料弯曲变形分析管料弯曲基本变形机理与板料弯曲加工是相同的,特殊之处在于管料断面是中空的,被折弯的管料外侧与内侧壁厚变化相反。
弯管机毕业设计论文
弯管机毕业设计论文弯管机是一种常见的金属加工设备,广泛应用于航空、航天、汽车、建筑等领域。
随着工业技术的发展和市场需求的增加,弯管机也得到了不断的改进和升级。
本文将针对弯管机的结构、工作原理、性能优化等方面展开研究,并以此为基础提出一种新型弯管机的设计方案。
首先,弯管机的结构由底座、机架、机械臂、弯管模具等部分组成。
其中底座起到固定整机的作用,机架是支撑整个弯管过程的关键部分,机械臂则是负责夹紧管材和施加弯曲力的关键部件,弯管模具则是用于实现管材弯曲的工具。
在设计弯管机时,应考虑机架的刚性和稳定性,机械臂的精度和可靠性,以及弯管模具的可更换性和耐磨性。
其次,弯管机的工作原理是通过机械臂对管材施加力,在弯管模具的作用下,使管材发生弯曲变形。
根据需求,可以通过调整机械臂的施加力和弯管模具的形状来实现不同角度和曲率的弯曲。
值得注意的是,在弯管过程中,应根据管材材料和弯曲角度合理控制弯曲速度和施加力,以确保弯管质量和设备安全。
另外,为了提高弯管机的性能,可以针对其结构和控制系统进行优化。
例如,采用更高强度的材料制作机架,增加其刚性和稳定性;利用液压系统控制机械臂的运动,提高其精度和可靠性;设计一种可更换的弯管模具系统,以适应不同规格和形状的管材。
此外,还可以引入智能控制技术,实现弯管过程的自动化和远程控制,提高生产效率。
综上所述,弯管机作为一种重要的金属加工设备,在现代工业中扮演着重要的角色。
本文通过研究弯管机的结构、工作原理和性能优化,以及提出一种新型弯管机的设计方案,旨在为弯管机的改进和应用提供一定的参考和指导,以满足市场的需求和持续发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优秀设计摘要管的弯制方法有很多,相应的设备也有很多,但大多数都是用手动或机械弯管机加工生产出来的,而且多为冷弯。
在实际中通常是根据生产对管的质量要求选择相应的弯管机进行加工。
本课题旨在寻求一种新的弯管工艺,在保证弯管质量的前提下尽可能提高弯管的速度。
本着以上的目的,本课题研究设计了一款DW38液压全自动弯管机。
它具有生产效率较高,制造成本低。
整台机器共有以下几部分组成:送料夹紧和送料机构、弯曲夹紧机构、弯曲机构和切断机构四大部分组成。
除了切断机构是由一台功率为0.37kw的小功率三相异步电动机带动之外,其它的机构均采用了液压传动。
弯管方式采用辗压。
在弯管的过程中,定模保持不动,固定在旋转平台上的动模进行靠模完成管子的加工。
由于主要采用了液压传动的传动方式,和其它的液压设备相同,该液压全自动弯管机在传动上大为简化,缩短了传动链,从而提高了动力的传动效率。
本设备可以一次完成两根管料的同时加工,所以加工效率较高。
关键词:弯管机齿轮传动液压缸ABSTRACTThere are many bending method of tube, so the corresponding device is a lot. But most bending machine is manual or mechanical processing, and mostly is cold .In practice; the select of bending machine is usually based on the quality of the production requirements on tube. This topic seeks to find a new elbow technology, in ensuring the quality of pipe bends under the premise of improving the speed as much as possible.In the above purpose, the research design of a hydraulic automatic tube bending machine. It has higher production efficiency, low manufacturing cost. The whole machine is a total of the following components: Feeding clamping and feed mechanism, clamp body bending, bending bodies and cut off the bodies of four parts. In addition to cutting off body by a low-power power 0.37kw three phase induction motor drive, the other agencies are using a hydraulic transmission. Rolling Elbow is adopted. In the bending process, scheduled to die remain intact, fixed on the rotating platform, the dynamic model for the tube to complete the processing by the module.Since the main use of the hydraulic drive transmission, and other similar hydraulic equipment, automatic bending machine of the hydraulic drive on the greatly simplified, reducing the transmission chain, resulting in improved power transmission efficiency. The device at once, while two pipe materials processing, so the processing efficiency is higher.Keywords:Bender,Motor, Gear, Hydraulic cylinder目录第1章管子弯曲方法的选择 (4)1.1管料弯曲变形分析 (4)1.2常用弯管方法 (4)1.4弯曲方法的拟定 (6)第2章弯管机的总体设计拟定 (7)2.1弯管机的总体机拟定及分析 (7)2.2弯管机总体机构的划分 (7)第3章弯管机各机构的选择和设计 (8)3.1靠模弯曲机构的设计 (8)3.2定模和夹块运动的设计 (8)3.3顶镦装置的设计 (8)3.4切断机构的设计 (9)第4章齿轮的参数计算和选定 (10)4.1齿轮的拟定 (10)4.2齿条的参数计算和拟定 (10)第5章液压缸的设计 (11)5.1液压缸主要参数的初步计算和拟定 (11)5.2液压缸的验算 (11)5.3液压缸各部分结构形式的拟定 (12)5.3.1缸筒与端盖联接方式的确定 (12)5.3.2活塞结构形式的选取 (12)5.3.3活塞杆的结构拟定以及直径的计算 (13)5.3.4活塞与活塞杆的联接以及活塞的密封 (14)5.3.5导向套的选择 (14)第6章大液压缸的选择 (15)第7章切断电机的选择以及计算 (16)第8章冷弯工艺参数的计算 (17)8.1冷弯工艺参数的计算 (17)8.1.1弯头伸长量的计算 (17)8.1.2旋转力矩的计算 (17)8.1.3夹紧力和压料力的计算 (18)第9章旋转轴的校核 (19)结束语 (22)参考文献 (23)致谢 (24)第1章管子弯曲方法的选择1.1管料弯曲变形分析管料弯曲基本变形机理与板料弯曲加工是相同的,特殊之处在于管料断面是中空的,被折弯的管料外侧与内侧壁厚变化相反。
管料断面的形状变化,内侧管面的褶皱缺陷往往成为管料弯曲加工中的问题。
加工过程中管料断面的形状变化如图1所示,与板料弯曲相似,管料弯曲时,弯曲横断面上,外侧壁厚发生拉伸变形,内侧壁厚发生压缩变形。
当弯曲达到一定程度后,内侧管壁在压应力的作用下仍会失稳而发生皱折,外侧管壁在拉应力的作用下会产生裂纹。
另外,弯管外侧的管壁由于受切向拉伸而向内侧转移,导致管料弯曲后整个断面形状呈椭圆形。
图1.1管料弯曲变形示意图1.2常用弯管方法管材弯曲成型是直接靠特别的磨具来实现的,通常按模具的特征大致可以分为四类:●冲模强制成型法,其代表就是用冲床来生产弯管件。
●滚轮弯曲法,常见于电动三辊卷弯机,其特点是只能卷制不同的弧形,目前应用最广的是不锈钢装饰行业。
●滚压法,常见于电动机平台式弯管机,目前液压弯管机械中的双弯机也是采用这种成型方法。
●缠绕式弯曲法,目前市场上所有的单头液压弯管机及数控弯管机采用的都是这种成型法,其特点是产品变形小,基本上可以避免管材表面的划伤,进行有芯弯曲时管材的椭圆度和减薄量都可以控制在最小范围内。
若按采用芯棒情况又可以分为两类,即有芯棒弯曲法和无芯棒弯曲法,液压弯管机和数控弯管机都是按缠绕式弯曲进行设计的,并都可以进行有芯弯曲和无芯弯曲。
管料的压弯和绕弯示意图:图1.2 压弯法弯管示意图图1.3 管料绕弯示意图 按管子成型方法的不同可以分为以分为:压(顶)弯、滚弯、回弯和挤弯,回弯又分为辗压式和拉拔式。
1.3管件的加工管料弯曲制品断面有一定椭圆度是难免的。
但不同的加工方法(包括是否使用芯棒)对椭圆变化程度影响不同。
用压缩弯曲或回转牵引弯曲法加工,当R/d=2.0时,椭圆率η约为5%(η=(a-b)/a 各符号见图1)管料弯曲的加工极限决定于破裂和折皱缺陷的产生。
一般对于壁厚t 和管径d 之比较小的薄壁管料,折皱是制约加工极限的主要因素;而采用回转牵引弯曲时,由于整个管料都收拉伸,容易发生破裂,其加工极限决定于是否达到破裂的拉伸极限。
随着工业技术的发展,为了获得紧凑的结构。
这类管件的弯制目前可以采用以下加工方法,但第二和第三种已不属于弯曲变形。
带有轴向顶镦装置的机械冷弯如图4所示:图1.5切向应力叠加图1.4轴向顶镦机械冷弯示意图如图4所示,为了改善弯头的质量,采用顶镦装置,即在管子末端施加了轴向推力。
在轴向推力的作用下,可以使管子外侧拉伸区的切向拉伸应力由+σ1减小大+σ3,使弯曲中性线外移(图5中由R2移到R1).这样,弯头截面的畸变和外侧壁厚减薄都得到改善。
但内侧压缩区的压缩应力-σ1增大至-σ3,这样将增加内壁产生皱折的可能性,为此在内侧加防皱板。
轴向推力的大小根据具体要求而定。
通常以中性线外移至等于平均弯曲半径的原则来确定。
1.4弯曲方法的拟定本设备初步拟定采用辗压式的加工方法。
管子弯曲过程弯曲意图如图6所示:图1.6 管子弯曲过程示意图第2章弯管机的总体设计拟定2.1弯管机的总体机拟定及分析弯管机的总体构思如图7所示图2.1弯管机的总体工作示意图2.2弯管机总体机构的划分弯管机的总体结构可以分为送料夹紧、送料、弯曲夹紧、靠模弯曲和切断机构五个部分。
弯曲夹紧、弯曲靠模以及动模的运动考虑采用液压缸液压传动来实现,传动链简短而且机构简单易于实现。
切断机构采用小电机驱动锯片旋转来实现。
第3章弯管机各机构的选择和设计3.1靠模弯曲机构的设计动模固定在旋转平台上,而定模固定在主机机体上,靠模过程靠动模和定模的相对运动来实现,定模在靠模过程中保持不动,动模绕着定模和导槽旋转中心所在的轴线旋转。
旋转平台的运动由一个液压缸驱动。
管子内壁受到挤应力的作用,外壁受拉应力的作用,从而弯曲形成要求弯度。
旋转平台旋转运动的实现:由一个大液压缸推动齿条滑动,齿条与直齿圆柱齿轮相啮合把转矩传递到齿轮安装轴上,轴和旋转平台间通过键连接,从而带动旋转平台实现转动,动模固定在旋转平台上随旋转平台一块转动。
如图8所示:图3.1弯管机工作原理示意图3.2定模和夹块运动的设计定模和夹块在各自轴线方向上的运动均由一个小行程液压缸驱动,当送料机构把管料送到夹块所在位置处时,处于远距离的夹料液压缸推动弯曲夹紧机构的夹块向前移动完成弯曲夹紧这一动作。
弯曲夹紧动作完成后,动模液压缸推动动模沿轴向移动完成合模动作。
并保持合模状态,直到弯制成功再复位。
3.3顶镦装置的设计由于管子在弯曲过程中经常出现外壁拉裂的情况所以考虑采用一个顶镦装置给管子施加轴向的一个推力,来改善管子拉裂状况。