5083-O 合金腐蚀,焊接,疲劳性能测试
铝合金5083焊接试样微观力学测试分析
铝合金5083焊接试样微观力学测试分析常超;张柱;林金保【摘要】焊接接头是零件强度最薄弱的地方,为研究焊接试样的微观力学性能,利用纳米压痕测试技术对5083铝合金焊接试样进行微观力学测试,通过纳米压痕玻式压头测得焊接接口的弹性模量与硬度分布,同时利用纳米压痕球形压头分析了焊接接口基体区与焊缝区的应力-应变曲线.【期刊名称】《现代制造技术与装备》【年(卷),期】2018(000)003【总页数】4页(P157-159,161)【关键词】铝合金;焊接接口;纳米压痕【作者】常超;张柱;林金保【作者单位】太原科技大学应用科学学院,太原 030024;太原科技大学应用科学学院,太原 030024;太原科技大学应用科学学院,太原 030024【正文语种】中文焊接接头是零件强度最薄弱的地方,在焊接过程中由于在加热或冷却过程中,材料内部会产生温度梯度,在焊接接口不同微区产生残余应力,因而对焊接构件的疲劳强度、腐蚀开裂及可靠性等力学性能都有很大影响。
很多学者研究焊接接头微区的力学性能,乔及森等[1]采用穿孔剪切法研究铝合金材料Al6063焊接区域的弹塑性本构关系,得到了抗拉强度、屈服极限及加工硬化指数与距离焊缝中心距离的关系;郑小茂等[2]利用硬度计对焊接接口进行微区测试,发现硬度值最低点出现在热影响区,同时对不同焊接工艺的焊接试样进行了拉伸试样,进而优化了焊接工艺;杜家振[3]等利用纳米压痕实验与微拉伸实验分析了铝合金焊接接头不同微区的力学性能,包括弹性模量、屈服极限等的分布规律;杨喜昌等[4]通过显微硬度测试研究YAG激光焊、熔化极惰性气体保护焊(MIG)及激光-MIG电弧复合焊三种不同焊接工艺在焊接接口区域的硬度分布,得出MIG焊接工艺的显微硬度最高。
纳米压痕测试技术作为一种高分辨率的检测技术,具有试样制备简单、非破坏性等特点,通过记录连续的压入位移与压入力,可用于测量焊接试样热影响区在微尺度下的硬度、弹性模量及塑性性能等力学性能。
轨道交通车辆用5083铝合金单边角接接头的疲劳性能研究
轨道交通车辆用5083铝合金单边角接接头的疲劳性能研究阚晓阳;胡悦兵;张世欣;李可;崔云龙;邱文政
【期刊名称】《电焊机》
【年(卷),期】2024(54)5
【摘要】针对轨道交通车辆常用4 mm厚5083铝合金板材单边角接焊接接头展开疲劳性能研究,求得其单边角接焊接接头的S-N曲线及条件疲劳极限。
采用金相显微镜、扫描电镜观察接头微观组织和疲劳断口,分析了其疲劳断裂机理。
研究结果表明,5083铝合金角焊缝焊接接头微观组织均匀,无微裂纹。
焊缝中心硬度最低,硬度值随焊缝中心距离增大而增大,到达母材后硬度值趋于稳定;单边角接接头立板与底板间的抗拉强度仅为110 MPa,远低于母材的324.5 MPa;在加载107条件下,中值疲劳极限为7.33 MPa,仅为母材强度的2.25%,说明沿立板方向承受交变载荷时疲劳性能较差;疲劳裂纹萌生于焊缝根部,由于焊缝内部存在气孔等缺陷,导致疲劳断口存在多个裂纹源。
综上,设计5083铝合金单边角接接头时,立板不应承受交变载荷。
【总页数】6页(P60-64)
【作者】阚晓阳;胡悦兵;张世欣;李可;崔云龙;邱文政
【作者单位】中车青岛四方机车车辆股份有限公司;青岛青特铸造有限公司
【正文语种】中文
【中图分类】TG405
【相关文献】
1.A5083P-O铝合金MIG焊接接头组织及疲劳性能研究
2.轨道车辆车体5083铝合金焊接接头低温服役性能研究
3.5083铝合金带吻接FSW接头疲劳强度分析
4.铝合金5083纵向角接板焊接接头疲劳强度
5.轨道车辆用5083铝合金板材的疲劳性能研究
因版权原因,仅展示原文概要,查看原文内容请购买。
5083铝合金搅拌摩擦焊焊缝的电化学腐蚀行为
第29卷 第4期2008年8月大连交通大学学报JOURNAL OF DAL I A N J I A OT ONG UN I V ERSI TYVol.29 No.4 Aug.2008 文章编号:167329590(2008)04200682045083铝合金搅拌摩擦焊焊缝的电化学腐蚀行为赵亚东1,沈长斌1,刘书华1,葛继平1,黄振晖2,董春林3(1.大连交通大学材料科学与工程学院,辽宁大连116028; 2.中国北车集团唐山轨道客车有限责任公司产品研发中心,河北唐山063035; 3.中国搅拌摩擦焊中心,北京100024)摘 要:通过室温静态挂片实验以及动电位极化曲线测试,在0.2mol/L NaHS O3+0.6mol/L NaCl溶液中,对5083铝合金搅拌摩擦焊(FS W)焊缝以及5083铝合金母材的电化学腐蚀行为进行了研究.结果表明:主轴转速为300r/m in,焊接速度为160mm/m in,搅拌头倾角为3°时的焊缝与母材相比,平均腐蚀速率较小,腐蚀电位Ecorr 正向移动,腐蚀电流Icorr变小.同时使用扫描电子显微镜(SE M)对室温静态挂片实验试样的表面形貌进行了观察,发现焊缝表面上局部只出现少量较浅的点蚀坑,而母材表面的点蚀现象较为严重.关键词:铝合金;搅拌摩擦焊;焊缝;电化学腐蚀中图分类号:TG172.9文献标识码:AElectrochem i ca l Corrosi on Behav i or of Fr i cti on Sti rW eld i n g W eld of5083A lu m i n u m A lloyZHAO Ya2dong1,SHEN Chang2bin1,L I U Shu2hua1,GE J i2p ing1,HUAN Zhen2hui2,DONG Chun2lin3(1.School of M aterials Science and Engineering,Dalian J iaot ong University,Dalian116028,China;2.R&DCenter,CNR Tangshan Rail w ay Vehicle Co.,L td,Tangshan063035,China;3.China FS W Center,Beijing100024,China)Abstract:Electr oche m ical corr osi on behavi or of fricti on stir welding weld of5083alu m inum al2l oy and parent material were comparatively investigated in the s oluti ons of0.2M NaHS O3and0.6M NaCl at r oom te mperature by static weight l oss experi m ent(gravi m etric test)and poten2ti odyna m ic polarizati on technique.The corr osi on rate of the weld at the t ool r otati on rate of300r/m in,and the traverse s peed of160mm/m in with3°t ool tilt was less than that of the parent ma2terial.The corr osi on potential of the weld was more positive than that of the parent material,andthe corr osi on current density was less than that of the parent material.SE M observati on showedthat a fe w shall ow p its p resented on the surface of the weld,however,a large number of deeperp its e merged on the surface of the parent material.Key words:alu m inu m all oy;fricti on stir welding;weld;electr oche m ical corr osi on铝合金搅拌摩擦焊焊缝的腐蚀性能研究具有一定的理论意义和工程应用价值.作者对5083铝合金搅拌摩擦焊焊缝在室温0.2mol/L NaHS O3+0.6mol/L NaCl溶液中的电化学腐蚀行为进行了较为详尽的研究.3收稿日期:2007211223基金项目:大连市经委资助项目作者简介:赵亚东(1983-),男,硕士研究生E2ma il:shencb@. 第4期赵亚东,等:5083铝合金搅拌摩擦焊焊缝的电化学腐蚀行为691 试验材料及方法试验材料采用厚度为8mm的5083铝合金,其化学成分见表1所示.试验所采用的搅拌摩擦焊试件是在北京赛福斯特技术有限公司提供的搅拌摩擦焊设备上进行,其工艺参数为:主轴转速为300r/m in,焊接速度为160mm/m in,搅拌头倾角为3°.表1 5083铝合金的化学成分%材料Si Fe Cu Mg Mn Cr Zn Ti其它A l50830.400.400.10.40 4.40.090.250.150.15余量静态失重试验(质量法)中的样品处理方法是先用水磨碳化硅砂纸打磨至1000#,然后用去离子水冲洗,酒精除油脂,吹风机吹干,置于干燥器中备用.腐蚀介质采用0.2mol/L NaHS O3+0.6mol/L NaCl混合溶液,所用NaHS O3、NaCl为分析纯试剂,用去离子水进行配制.样品悬挂于盛有2000mL室温0.2mol/L NaHS O3+0.6mol/L NaCl溶液的长方体状电解池底部,平行样品数为3个.挂片一定时间后,取出样品,先用50mL H3P O4+20g Cr O3+1L蒸馏水配成溶液去除腐蚀产物后,再浸入浓硝酸5m in除去残余的腐蚀产物[1].使用的电子天平由上海民桥精密科学仪器有限公司生产的,型号为F A1104A,精度达到0.1mg.动电位极化曲线是在上海辰华仪器公司生产的CH I600B型电化学工作站上进行的.电解池为全玻璃电解池,三电极系统,极化范围为-1.5~1.5V,扫描速度为0.01V/s,参比电极为饱和甘汞电极(SCE),辅助电极为光亮箔片(面积为3c m2),工作电极通过线切割从大块样品取得,工作面积为1c m2 (注:焊缝的取样原则是尽量取焊缝中间区域),其余非工作表面镶嵌在单组分室温硫化硅橡胶中.工作电极的工作表面的处理方法与静态失重实验中样品的处理方法一样,腐蚀介质亦一样.扫描电子显微镜(SE M)观察采用日本JEOL公司生产的JS M-6360LV型扫描电子显微镜.2 结果与讨论2.1 静态失重试验(质量法)静态失重法(质量法)是最简单和可靠的确定腐蚀速率的方法,它用于测量整个腐蚀期间的平均腐蚀速率.失重试验的结果列入表2(表2中的样品1号为5083铝合金搅拌摩擦焊焊缝,样品2号为5083铝合金母材).使用了三个平行试样,腐蚀速率ν通过下式计算:ν=m0-m1s×t(1)式中,m0为腐蚀试验前的试样质量;m1为腐蚀试验后的试样质量;s为暴露于腐蚀介质的试样总面积;t为腐蚀试验时间.根据式(1),主轴转速为300r/m in,焊接速度为160mm/m in,搅拌头倾角为3°时焊缝的平均腐蚀速率小于5083母材的平均腐蚀速率.表25083铝合金搅拌摩擦焊焊缝和母材在室温0.2m ol/LNaHS O3+0.6m ol/L NaC l溶液中静态失重测试结果试样编号s×10-6m2m1gm2gthv×10-1g・m-2・h-1v×10-1g・m-2・h-1 1146 6.0276 6.020124 2.7311139 6.0062 5.9980243 2.88 1146 6.0323 6.024324 2.911160 6.2421 6.231624 3.7721160 6.2787 6.267724 3.95 3.89 1160 6.2425 6.231524 3.9570 大连交通大学学报第29卷2.2 5083铝合金搅拌摩擦焊焊缝的动电位极化曲线图15083铝合金搅拌摩擦焊焊缝和母材在室温0.2m ol/L NaHS O 3+0.6m ol/L NaC l 溶液中的动电位极化曲线表35083铝合金搅拌摩擦焊焊缝和母材在室温0.2m ol/L NaHS O 3+0.6m ol/LNaC l 溶液中的电化学参数试样Ecorr/mV SCE I corr /(μA ・c m -2)1-709.310.032-717.520.15083铝合金搅拌摩擦焊焊缝的动电位极化曲线如图1所示.对焊缝和母材在室温0.2mol/L NaHS O 3+0.6mol/L NaCl 溶液中的动电位极化曲线进行分析,得出它们的腐蚀电位E corr 和腐蚀电流I corr ,其结果见表3.从结果中可以看出,5083铝合金搅拌摩擦焊焊缝的腐蚀电位E corr 大于母材的腐蚀电位E corr ,其腐蚀电流I corr 值约为母材的1/3.焊缝的动电位极化曲线位于母材的动电位极化曲线的左上侧.图1和表3表明主轴转速为300r/m in,焊接速度为160mm /m in,搅拌头倾角为3°时焊缝的耐腐蚀能力与母材相比较好.2.3 5083铝合金搅拌摩擦焊焊缝腐蚀形貌对失重后的样品用肉眼观察发现,5083铝合金搅拌摩擦焊焊缝的腐蚀形貌均一,相对比较平坦,5083母材的腐蚀形貌比较粗糙,点蚀现象比较严重.图2是1号试样和2号试样的扫描电子显微镜(SE M )的失重试验后的表面形貌图.图2 铝合金搅拌摩擦焊焊缝和母材的腐蚀形貌图(×50)2.4 讨 论在搅拌摩擦焊过程中,焊缝区要经受严重塑性变形,导致晶粒尺寸减小,单位面积内晶粒数目增加,位错密度增加,残余应力也增大(归结为因素1),同时,也使得焊缝区的化学成分均质化(归结为因素2)[2].根据经典理论,材料经过严重塑性变形后单位面积内的晶粒的数目增加,单位面积内的晶界数目亦增加,位错密度增大,这些晶体缺陷的大量增加导致了晶粒和晶界在电化学性能上的不均匀性增大[3],残余应力也增大,从而使材料的耐腐蚀能力降低,即因素1会导致材料耐腐蚀性能的恶化.从腐蚀学的角度,化学成分均质化,降低了材料形成局部腐蚀原电池的倾向,从而提高了材料的耐腐蚀性能[4],即因素2会提高材料耐腐蚀性能.因此,材料经过搅拌摩擦焊后,与母材相比,其电化学腐蚀性能的变化,取决于以上两种因素综合作用的结果,即谁占主导地位.假如,前者占主导地位,材料的电化学腐蚀性能降低[5];假如,后者占主导地位,材料的电化学腐蚀性能得到提高[629].根据实验结果,5083铝合金搅拌摩擦焊焊缝的平均腐蚀速率比5083母材的平均腐蚀速率小,其腐 第4期赵亚东,等:5083铝合金搅拌摩擦焊焊缝的电化学腐蚀行为71 蚀电流也比母材的腐蚀电流小,焊缝的腐蚀电位E corr 与母材的腐蚀电位E corr 相比,向正向移动.焊缝的腐蚀形貌均一,相对比较平坦,但是母材的腐蚀形貌比较粗糙,点蚀现象比较严重.焊缝的电化学腐蚀性能与母材相比,得到提高,是由于焊缝的化学成分均质化占主导地位.3 结 语(1)在室温0.2mol/L NaHS O 3+0.6mol/L NaCl 溶液中,主轴转速为300r/min,焊接速度为160mm /m in,搅拌头倾角为3°时焊缝的平均腐蚀速率小于5083母材的平均腐蚀速率.(2)在室温0.2mol/L NaHS O 3+0.6mol/L NaCl 溶液中,主轴转速为300r/min,焊接速度为160mm /m in,搅拌头倾角为3°时焊缝与母材相比,腐蚀电位E corr 正向移动,腐蚀电流I corr 变小.(3)使用扫描电子显微镜(SE M )对室温静态挂片实验试样的表面形貌进行了观察,发现焊缝表面上局部只出现少量较浅的点蚀坑,而母材表面的点蚀现象较为严重.参考文献:[1]FERRER K S,KE LLY R G .Comparis on of methods of re moval of corr osi on p r oducts fr om AA20242T3[J ].Corr osi on,2001,57(2):1102117.[2]M I SHRA R S,MA Z Y .Fricti on stir welding and p r ocessing[J ].Materials Science and Engineering R,2005,50:1278.[3]单毅敏,罗兵辉,柏振海.5083铝合金在3.5%NaCl 溶液中的电化学腐蚀行为研究[J ].铝加工,2007,(1):11214.[4]刘永辉,张佩芬.金属腐蚀学原理[M ].北京:航空工业出版社,1993:27228.[5]L 7PEZ 2H I RAT A V M ,ARCE 2ESTRADA E M.Characterizati on of Co 2Cu mechanical all oys by linear s weep volta mmetry[J ].Electr ochi m ica Acta,1997,42(1):61265.[6]WANG S G,SHE N C B,LONG K,et al .Preparati on and electr oche m ical corr osi on behavi or of bulk nanocrystalline ingot ir onin HCl acid s oluti on[J ].Journal of Physical Chem istry B,2005,109:249922503.[7]WANG S G,S HE N C B,LONG K,et al .The electr oche m ical corr osi on of bulk nanocrystalline ingot ir on in acidic sulfate s olu 2ti on[J ].Journal of Physical Chem istry B,2006,110:3772382.[8]S HE N C B,WANG S G,Y ANG H Y,et al .Corr osi on effect of allylthi ourea on bulk nanocrystalline ingot ir on in diluted acidicsul phate s oluti on[J ].Electr ochi m ica Acta,2007,52:395023957.[9]SHE N C B,WANG S G,Y ANG H Y,et al .Corr osi on and corr osi on inhibiti on by thi ourea of bulk nanocrystallized industrialpure ir on in dilute HCl s oluti on[J ].Corr osi on Science,2006,48:165521665.。
5083铝合金状态
5083铝合金状态5083铝合金是一种常用的铝合金材料,具有良好的耐腐蚀性和焊接性能。
在航空航天、汽车制造、船舶建造等领域得到广泛应用。
本文将从5083铝合金的特点、应用领域、加工工艺和注意事项等方面进行介绍。
一、特点5083铝合金是一种常用的高强度铝合金,具有良好的耐腐蚀性和焊接性能。
该合金具有良好的耐海水腐蚀性能,因此在船舶制造中得到广泛应用。
同时,5083铝合金还具有优异的塑性和热处理性能,可通过热处理进一步提高其强度。
二、应用领域5083铝合金广泛应用于航空航天、汽车制造、船舶建造等领域。
在航空航天领域,5083铝合金常用于制造飞机的机身、翼部和尾翼等部件,其高强度和轻质特性有助于提高飞机的性能。
在汽车制造领域,5083铝合金常用于制造汽车车身和零部件,其良好的耐腐蚀性能可以提高汽车的使用寿命。
在船舶建造领域,5083铝合金常用于制造船体和甲板等部件,其耐海水腐蚀性能可以保证船舶的安全和耐用性。
三、加工工艺5083铝合金的加工工艺主要包括铸造、挤压和轧制等。
在铸造过程中,5083铝合金需要控制合金成分和冷却速度,以保证铸件的性能和质量。
在挤压过程中,5083铝合金需要通过合理的挤压参数和温度控制,以获得符合要求的挤压产品。
在轧制过程中,5083铝合金需要通过适当的轧制温度和轧制工艺,使其获得良好的力学性能和表面质量。
四、注意事项在使用5083铝合金时,需要注意以下几点。
首先,要注意合金的成分和热处理状态,以确保其性能和使用寿命。
其次,要注意合金的耐腐蚀性能,避免与腐蚀介质接触,以防止材料损坏。
此外,要注意合金的加工工艺,避免过度加工或不当加工导致材料性能下降。
最后,要注意合金的储存和运输,防止外界环境对材料产生影响。
5083铝合金具有良好的耐腐蚀性和焊接性能,在航空航天、汽车制造、船舶建造等领域得到广泛应用。
在使用5083铝合金时,需要注意合金的特点、应用领域、加工工艺和注意事项等方面,以确保其性能和使用寿命。
5083铝合金强度
5083铝合金强度引言5083铝合金是一种常用的高强度铝合金,具有优良的力学性能和耐腐蚀性能。
本文将对5083铝合金的强度进行详细介绍,包括其力学性能、热处理对强度的影响以及强度测试方法等内容。
5083铝合金的力学性能5083铝合金具有较高的强度和良好的塑性,是一种常用的结构材料。
以下是5083铝合金的力学性能指标:•抗拉强度:5083铝合金的抗拉强度通常在240-280 MPa之间,取决于具体的合金状态和热处理条件。
•屈服强度:5083铝合金的屈服强度一般为110-130 MPa,较高的屈服强度使其具有优良的抗拉性能。
•延伸率:5083铝合金的延伸率通常在10-25%之间,表明其具有良好的塑性,能够在受力时发生较大的变形而不断裂。
•冲击韧性:5083铝合金的冲击韧性较好,能够在低温下保持较高的韧性,适用于一些寒冷地区的应用环境。
热处理对5083铝合金强度的影响热处理是一种常用的提高铝合金强度的方法。
对于5083铝合金来说,常用的热处理方法包括固溶处理和时效处理。
•固溶处理:5083铝合金在固溶处理时,将合金加热到高温(通常为480-520℃)保持一段时间,然后迅速冷却。
固溶处理能够使合金中的晶体溶解,形成固溶体。
固溶处理后的5083铝合金具有较高的强度和硬度,但塑性会降低。
•时效处理:固溶处理后的5083铝合金可以进一步进行时效处理。
时效处理的目的是通过在较低温度下(通常为120-180℃)保持一定时间,使合金中的溶质元素重新析出,形成弥散的强化相。
时效处理能够提高5083铝合金的强度和硬度,并在一定程度上保持其塑性。
强度测试方法为了评估5083铝合金的强度,常用的测试方法包括拉伸试验和硬度测试。
•拉伸试验:拉伸试验是一种常用的测试方法,用于评估材料的力学性能。
在拉伸试验中,将标准试样置于拉伸机上,施加拉力使其逐渐拉伸,记录载荷和变形数据,并根据这些数据计算出材料的抗拉强度、屈服强度和延伸率等指标。
铝合金5083焊接接头的腐蚀疲劳性能分析
铝合金5083焊接接头的腐蚀疲劳性能分析作者:林庆琳来源:《科技风》2018年第10期摘要:本文以5083O铝合金MIG焊接接头为研究对象,利用焊缝成形好的焊接接头进行了腐蚀疲劳试验;结合金相显微镜(OM)、扫描电镜(SEM)对焊接接头进行了初步分析。
关键词: 5083铝合金;MIG焊接接头;腐蚀疲劳中图分类号:TG 403随着铝合金焊接结构在轨道交通以及航天航空、船舶上的大量应用,铝合金焊接结构的各种性能越来越受到重视,特别是铝合金焊接接头的腐蚀疲劳性能[1]。
5083铝合金材料作为不可热处理强化的防锈铝合金,已经大量被运用到各个行业,5083的MIG焊接接头的腐蚀疲劳性能非常有必要。
本文采用了ER5356铝合金作为焊丝,利用MIG焊对5083O铝合金板材进行焊接,对焊接件进行了腐蚀疲劳试验,通过金相电镜以及扫描电镜,对铝合金5083O焊接接头的腐蚀疲劳性能进行了研究分析。
1 试验材料与方法1.1 试验材料试验用材料为5083O态铝合金板材,试验材料厚度4mm。
焊接材料选用5356铝合金焊丝,标准试验所用铝合金材料化学成分满足标准GB/T31902208要求。
1.2 焊接工艺焊接试验采用手工MIG焊接方法。
焊接接头采用对接焊缝,由于焊接板厚较薄,试件不开坡口,进行I型焊接,焊接时两件焊接间隙调整为1.01.4mm,为了保证焊接件的平面度,焊接件焊接时需要使用工装夹具固定。
1.3 试验方法及设备选取成型良好的焊接接头,根据GB/T30752008制成标准矩形截面疲劳试件,将试件使用3%NaOH浸泡过的湿棉布包裹后在MST810疲劳试验机上进行试验,应力比R=0,频率为8HZ,试验温度25oC,棉布一直湿润;对断裂后的焊接接头使用XJP2型金相显微镜观察金相组织结构;使用PhilipsSEM515型场发射扫描电镜观察了焊接件断形貌。
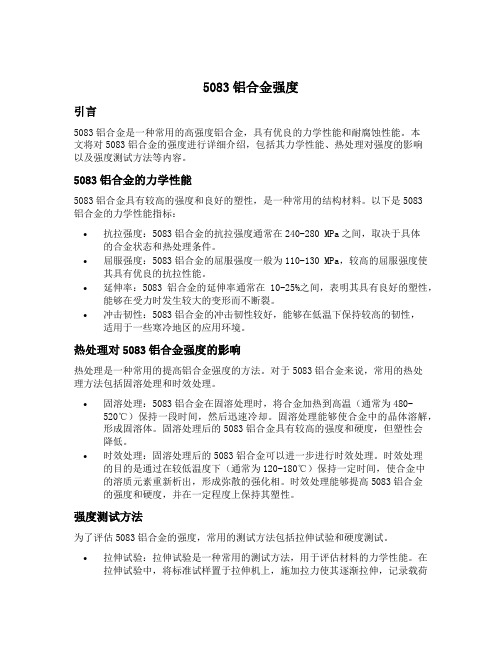
2 试验结果与分析2.1 腐蚀疲劳试验结果图1为断裂后的焊接接头试样,断裂位置位于焊缝区,稍向融合区偏移。
A5083P-O铝合金MIG焊接接头组织及疲劳性能研究

摘要:A5083铝合金为Al-Mg系防锈型铝合金,不可热处理强化,塑性较好,但强度较低,其耐蚀性和焊接性良好,退火状态时切削加工性较差。
研究4mm厚度A5083P-O MIG焊接接头的组织、硬度及其疲劳强度,发现接头的焊缝组织主要是以细小的枝晶为主,熔合线靠母材侧为垂直于熔合线的细长柱状晶粒。
焊接接头各区域硬度值为70~80HV,热影响区的软化现象不明显。
接头的条件疲劳强度能够达到95MPa。
关键词:A5083P-O铝合金;MIG焊接头;疲劳性能中图分类号:TG444+.74文献标志码:B文章编号:1001-2303(2014)09-0144-04 DOI:10.7512/j.issn.1001-2303.2014.09.35全可靠运行具有重要的意义。
在此对A5083P-O铝合金MIG焊接接头的组织、力学性能及其疲劳性能进行研究,拟为综合评价车体铝合金焊接接头的服役行为提供数据支撑。
1试验材料和方法试验所用材料为4mm厚的A5083P-O铝合金,其化学成分如表1所示。
采用MIG焊接方法,焊丝为ER5356,保护气为99.999%的高纯Ar。
焊接工艺参数:焊接电流135~150A,焊接电压20~22V,焊接速度460~490mm/min,单面焊双面成形。
焊接环境一直保持恒温恒湿条件,温度恒定在23℃~26℃,湿度53%~57%。
试件焊好之后,利用线切割机取样,对接头的微观组织、硬度及其疲劳性能进行试验。
其中金相观察所用设备为Zeiss-A1M数码金相显微镜;硬度试验所用设备为HVS-30维氏硬度计;疲劳试验采用进口的MTS-810低频疲劳试验机,试验温度严格控制在20℃~22℃,试验时频率20Hz,应力比R=0,采用轴向力拉伸(正弦波)循环应力加载方式,疲劳试验件尺寸如图1所示。
试样断口微观形貌采用JSM-6490LV型扫描电子显微镜进行观察。
图1疲劳试样尺寸2试验结果和讨论2.1微观组织A5083P-O对接接头金相组织如图2所示。
5083P-O铝合金板材高低温性能研究
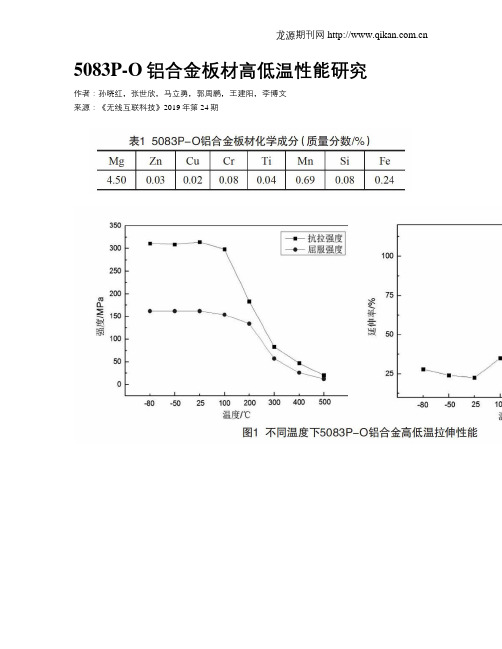
5083P-O铝合金板材高低温性能研究作者:孙晓红,张世欣,马立勇,郭周鹏,王建阳,李博文来源:《无线互联科技》2019年第24期摘要:文章以5083P-O鋁合金板材为研究对象,采用高低温环境箱在-80 ℃~100 ℃温度条件下进行高低温拉伸试验,采用高温炉在200 ℃~500 ℃下进行试验。
最终得出5083P-O铝合金板材的抗拉强度、屈服强度随着温度的升高而降低,延伸率随温度的升高而增加,100℃之前抗拉强度、屈服强度几乎无变化,200 ℃后才产生明显的降低,对温度的敏感性较高。
关键词:5083P-O;铝合金;高低温;力学性能基金项目:国家自然科学基金资助项目;项目编号:51374241。
2018河北省高等学校科学技术研究青年基金项目;项目编号:QN2018013。
2018年度张家口市科技计划财政资助项目;项目编号:1811009B-10。
2018年度张家口市科技计划财政资助项目;项目编号:1811009B-12。
2019年度张家口市科技计划财政资助项目;项目名称:高速/超高速发动机薄壁管多场耦合微成形制造工艺研究。
河北省大学生创新创业计划项目;项目编号:201810084004。
河北省大学生创新创业计划项目;项目编号:201810084011。
河北建筑工程学院教师发展专项;项目编号:2018SJ1002。
河北建筑工程学院教学改革研究项目;项目编号:2018JY0005。
作者简介:孙晓红(1987—),男,山东烟台人,工程师,硕士;研究方向:金属材料力学行为。
*通信作者:马立勇(1987—),男,河北张家口人,讲师,硕士;研究方向:铝合金板带轧制、铝合金材料力学行为。
1 5083P-O铝合金板材5083P-O铝合金板材为中等强度铝合金,具有优良的耐蚀性能、可焊接性能、加工性能、低温性能和不可热处理强化性能,被广泛应用于轨道车辆、建筑等领域,在轨道车辆司机室蒙皮、建筑桁架等部件多有应用[1-2]。
轨道车辆用5083铝合金板材的疲劳性能研究
L 前沿技术 eading-edge technology
5083 铝合金板材沿轧制 L 方向和垂直轧制 T 方向的基 于 Basquin 公式的 S-N 方程为 :
沿 T 方向 :S=204.84N-0.03292(r=0.9720) 沿 L 方向 :S=360.76N-0.07349(r=0.9001) 从图 6 和图 7 可见,对于 5083 铝合金而言,沿 T 方向和 沿 L 方向,在同一应力水平下,数据有一定的分散性。疲劳 试验数据的分散性通常来自材料本身的组织不均匀性、取样 位置的差异,以及不同的加载方式等多种因素。进行疲劳试 验时,原则上讲,由于疲劳数据不可避免的分散性,同一应 力水平下,需要做一定数量的试样,以尽可能能反映出各种 因素对材料疲劳试验数据分散性的影响。 为了比较 5083 铝合金板材沿轧制 L 方向和垂直轧制 T 方向 S-N 曲线的差异,将图 6 和图 7 中的 S-N 曲线放在同 一坐标下进行比较,见图 8。
铝合金比强度和比刚度高,易于成形,广泛应用于航空、 航天、交通运输等领域,成为地铁、列车、轻轨、高速列车等 实现轻量化、现代化的有效途径。5083 铝合金具有较高的 强度,较高的塑性、抗腐蚀性及易加工性,被广泛应用于高 速列车的外板、车顶板、波纹板、车体、补强板、侧墙板和端 墙板、车体构件、底架构件、骨架等结构 [1-4]。高速列车在运 行过程中,结构将要承受由于振动引起的循环载荷作用且破 坏形式主要是疲劳断裂。因此,研究高速列车用 5083 铝合 金的疲劳性能,具有重要意义。
Study on Fatigue Property of Aluminum Alloy 5083 Plate for High Speed Train Carriage
YIN Hong-tao1, WANG Jian-jun1, LI Wei1, ZHANG Ya-jun2, ZHENG Guo-hua2, ZHA Xiao-qin2
5083铝合金高温变形行为及腐蚀性能研究的开题报告
5083铝合金高温变形行为及腐蚀性能研究的开题报告一、研究背景和目的5083铝合金具有较高的强度、韧性和耐腐蚀性能,在船舶制造、汽车制造、轨道交通等领域得到了广泛应用。
然而,在高温环境下,5083铝合金还面临着变形和腐蚀等问题,这对其长期稳定使用造成了很大的影响。
因此,研究5083铝合金在高温条件下的变形和腐蚀行为,具有重要的理论和应用价值。
本研究的目的是探究5083铝合金在高温条件下的变形行为和腐蚀性能。
通过分析铝合金表面显微组织变化,确定合金在高温下的变形机制,并研究不同温度和环境条件下5083铝合金的腐蚀性能,为提高5083铝合金在高温环境下的应用性能提供理论依据。
二、研究方法和步骤(1)制备试样选取5083铝合金板材,按照一定的工艺流程,冷轧、退火制备出一定尺寸的试样,利用电解抛光平整试样表面,保证试样表面平整无氧化膜。
(2)高温变形行为研究采用扭转试验和压缩试验,研究5083铝合金在高温状态下的变形行为。
测试过程中,控制变形速率等试验条件,利用金相显微镜、扫描电子显微镜等手段观测试样表面的显微组织变化,确定合金在高温条件下的变形机制。
(3)腐蚀性能研究使用盐雾试验箱和浸泡试验等方法,研究5083铝合金在不同环境条件下的腐蚀行为。
分析合金在不同温度、盐度、酸碱值下的腐蚀失重情况,借助电化学测试技术测量腐蚀电位和电流密度,探究合金的腐蚀机理。
最终确定合金在高温条件下的腐蚀行为和影响因素。
三、预期结果和意义通过研究5083铝合金在高温条件下的变形行为和腐蚀性能,预计可以得到以下结果:(1)确定5083铝合金在高温条件下的变形机制,探究其内在变形本质,为合金在高温下的应用提供理论依据。
(2)研究5083铝合金在不同温度、 pH 值和盐度等条件下的腐蚀行为和机理,为合金在特定环境下的应用提供基础数据支撑。
(3)为提高5083铝合金在船舶、汽车、轨道交通等领域的高温稳定性和抗腐蚀性能,提供理论参考和指导。
5083铝材rohs报告 -回复
5083铝材rohs报告-回复5083铝材ROHS报告一、引言ROHS(限制使用某些有害物质指令)是欧盟于2006年颁布的一项法律要求,其目的是限制电子电气产品中所使用的某些有害物质的含量,以保护人体健康和环境。
本文将围绕5083铝材ROHS报告展开讨论,详细介绍5083铝材的性质、ROHS对铝材的限制以及如何进行5083铝材ROHS 测试。
二、5083铝材的性质5083铝材是一种常用的高强度铝合金材料。
其具有良好的耐腐蚀性、焊接性和可加工性,被广泛应用于造船、汽车、航空航天等领域。
5083铝材具有高强度,尤其在低温下具有出色的韧性,因此非常适合用于制造需要高强度和耐蚀性的构件。
三、ROHS对铝材的限制ROHS指令限制了电子电气产品中某些有害物质的含量。
对于铝材来说,ROHS限制的有害物质主要包括铅(Pb)、镉(Cd)、六价铬(Cr6+)、汞(Hg)和某些溴化阻燃剂(如PBB和PBDE)等。
5083铝材作为一种金属材料,本身并不含上述有害物质,所以在ROHS指令中对其的限制相对较少。
然而,需要注意的是,如果在5083铝材的生产过程中使用了有ROHS限制的有害物质,那么其可能会被污染并超过ROHS要求的限制。
因此,在制造5083铝材时,需要确保所使用的原材料和加工过程符合ROHS指令的要求,以保证最终产品的合规性。
四、5083铝材ROHS测试5083铝材ROHS测试是为了确定其是否符合ROHS指令的限制要求。
具体可通过以下步骤进行:步骤一:准备样品首先,需要从5083铝材中取样。
取样过程应该尽量避免污染和外界干扰,以保证测试结果的准确性。
步骤二:确定测试方法根据ROHS指令的相关要求,选择合适的测试方法,例如X射线荧光分析(XRF)或其他化学分析方法。
这些测试方法可用于检测5083铝材中有害物质的含量。
步骤三:测试样品将样品放入测试仪器中进行分析。
根据测试方法和仪器的要求进行操作,并确保测试过程的准确性和可靠性。
5083-o铝合金强度
5083-o铝合金强度摘要:1.5083-o 铝合金简介2.5083-o 铝合金的强度特性3.5083-o 铝合金的应用领域4.我国5083-o 铝合金的发展现状与前景正文:5083-o 铝合金,是一种以镁、铝为主要元素,并添加了适量铬、锰、硅等合金元素的铝合金。
由于其优异的强度、良好的耐腐蚀性和焊接性能,使其在众多领域得到广泛应用。
一、5083-o 铝合金简介5083-o 铝合金是一种高强度、耐腐蚀的铝合金,其化学成分稳定,具有较高的力学性能和良好的耐磨性、耐腐蚀性。
该合金在常温下具有良好的可塑性,可以通过各种工艺方法进行成形。
二、5083-o 铝合金的强度特性5083-o 铝合金具有较高的强度,抗拉强度达到200-240MPa,屈服强度达到150-180MPa,延伸率达到10%-15%。
此外,该合金还具有良好的耐疲劳性、耐冲击性和抗蠕变性能。
这使得5083-o 铝合金在承受较大载荷和振动环境的工程结构中具有较高的可靠性。
三、5083-o 铝合金的应用领域5083-o 铝合金广泛应用于航空航天、交通运输、建筑、能源等领域。
在航空航天领域,该合金可应用于飞机发动机、导弹等部件;在交通运输领域,可用于汽车、火车等交通工具的车身、框架等部件;在建筑领域,可用于建筑模板、支柱等结构件;在能源领域,可用于核电站、风力发电等设备的结构件。
四、我国5083-o 铝合金的发展现状与前景我国在5083-o 铝合金研究、生产和应用方面已取得显著成果,产品质量和性能逐步接近国际先进水平。
然而,与国际先进水平相比,我国5083-o 铝合金在生产规模、产品品种和质量稳定性等方面仍有一定差距。
为满足我国航空航天、交通运输等高端领域对5083-o 铝合金的需求,我国应加大研发投入,提高生产工艺水平,优化产品结构,努力提升5083-o 铝合金的国际竞争力。
总之,5083-o 铝合金凭借其优异的强度特性,在多个领域具有重要应用价值。
铝合金A5083-0焊接接头的疲劳强度
铝合金A5083-0焊接接头的疲劳强度
酒井启一;张丽英
【期刊名称】《材料开发与应用》
【年(卷),期】1985(0)9
【摘要】一、前言 IMO组织将液化天然气和液化石油气运输船的罐体规定为B 类结构,在进行设计和建造时,必须充分满足下列条件。
(1)在使用期限内不产生疲劳裂纹。
(2)即使存在裂纹状缺陷,但在有效使用期内扩展甚微。
(3)容易查明漏泄液化天然气’并且要有安全地容纳一定时期内漏泄的液化气的双层围壁。
【总页数】10页(P25-34)
【关键词】疲劳强度;焊缝;力学强度;耐久试验;材料试验;焊接接头;A5083-0;对接接头;铝合金;轻有色金属合金
【作者】酒井启一;张丽英
【作者单位】
【正文语种】中文
【中图分类】F2
【相关文献】
1.6005A-T6铝合金型材搅拌摩擦焊接头与MIG焊接头应力腐蚀敏感性 [J], 钮旭晶;鲁二敬;郁志凯
2.不同评定方法对高速列车A7N01铝合金焊接接头疲劳强度的影响 [J], 王勇;张志毅;果伟;吴向阳;朱忠尹
3.焊接接头中缺陷对铝合金焊接接头疲劳状况的影响 [J], 赵宏源;张忠松;郭瑞霖;卓迷
4.铝合金焊接接头疲劳强度试验研究 [J], 许海生;杨新岐;耿立艳;霍立兴
5.铝合金5083纵向角接板焊接接头疲劳强度 [J], 贾法勇;霍立兴;吴冰;王东坡因版权原因,仅展示原文概要,查看原文内容请购买。
退火态5083铝合金焊接接头组织与性能分析
退火态5083铝合金焊接接头组织与性能分析罗健;蹇海根;徐国新;申向旭;覃凯阳;陈芷婷;丁智辉【摘要】采用连续挤压—拉拔—刮削光亮化技术制备的ER5356铝合金焊丝对退火态5083铝合金板材进行MIG焊接,并通过金相、扫描、硬度、拉伸等观察与测试手段对其焊接接头进行试验分析.结果表明:该技术制备的焊丝焊接效果良好,焊缝无裂纹、夹杂等缺陷;焊接接头各区域组织分布均匀,焊缝中心硬度最低,为68 HV,焊接接头抗拉强度为277 MPa,强度系数为92.3%,力学性能较好,完全达到了实际焊接要求和船舶使用需求.【期刊名称】《湖南工业大学学报》【年(卷),期】2017(031)004【总页数】6页(P59-64)【关键词】ER5356铝合金焊丝;连续挤压;焊接接头;力学性能【作者】罗健;蹇海根;徐国新;申向旭;覃凯阳;陈芷婷;丁智辉【作者单位】湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南工业大学冶金与材料工程学院,湖南株洲412007;湖南工业大学冶金与材料工程学院,湖南株洲 412007;湖南德润有色焊材科技有限公司,湖南株洲 412000【正文语种】中文【中图分类】V229+.85083铝合金属于典型的铝镁合金,具有质量轻、强度高、塑性好且抗腐蚀等优点,其焊接结构件在船舶等行业应用较为广泛[1-2]。
在焊接基材确定的情况下,焊接工艺和焊丝质量决定着焊接结构件的性能[3]。
焊丝质量影响着焊缝的组分、焊缝裂纹的形成、接头的耐蚀性、微观组织及力学性能等[4],而不断发展的焊接技术则直接影响耐蚀5083铝合金在船舶上的应用程度。
近年来,许多学者对5083铝合金焊接接头进行了深入的探索与研究。
不同元素含量对5083铝合金腐蚀性能的影响

不 同元 素 含量 对 5 8 0 3铝合 金 腐蚀 性 能 的影 响
黄 光 杰 张 珂 汪 凌 云 刘 正 宏 杨 文 敏 。 , , , 一,
( . 庆 大 学 材料 科学 与工程 学院 , 庆 4 0 4 ; 2 西南政 法大学 , 庆 4 03 ; 1重 重 0 0 4 . 重 0 0 1
收 稿 日 期 :0 9—0 20 2—2 2
1 2 试 验 过 程 .
作者简介 : 黄光杰( 94一)男 , 16 , 重庆市人 , 教授 , 博士 , 主要从事轻
合 金 材 料 与 工程 、 料 加 工 工 艺 与 组 织 性 能 、 料 先 进 材 材 加 工 技术 等 方 面 的研 究 。
58 0 3铝 合 金 的 成 分 范 围 如 表 1所 示 。根 据
表 1 58 0 3铝合 金化学成 分范 围
Ta e Ch mi a o bl 1 e c l c mpo ii n r n e o 08 a u n m lo sto a g f5 3 l mi u a l y
倾 向随 镁 含 量 的增 加 而 增 大 。 锰 元 素对 腐 蚀 电位 影 响不 大 , 可提 高抗 晶 间腐 蚀 及 剥 落 腐 蚀性 能 。 但
关 键 词 : 属 材 料 ;0 3铝 合 金 ; 金 58 合金 元素 ; 问 腐 蚀 ; 落 腐 蚀 ; 晶 剥 电化 学
中图 分 类 号 :G 4 . 1 T I32 文 献标 识 码 : 文 章编 号 :0 1 0 1( 0 1 0 — 0 2 0 T 162 ; G 1.3 A 10 ~ 2 1 2 1 ) 2 02任公 司 , . 集 有 重庆 4 1 2 ) 0 3 6
摘 要 : 用 扫描 电镜 、 相 显微 镜 、 问 腐 蚀 试 验 、 落 腐 蚀 试 验 考 察 三 种 不 同元 素 含 量 5 8 应 金 晶 剥 0 3合 金 板 材 的 腐 蚀 性 能 , 在 E C X O溶 液 中进 行 极化 曲线 测 试 。 结 果 表 明 , 金 的 抗蚀 性 能 和 镁元 素含 量 有 很 大 的关 系 ,0 3合 金 板材 的 晶 问腐 蚀 和 剥 落腐 蚀 合 58
5083-o铝合金强度
5083-o铝合金强度
5083-O铝合金是一种具有良好强度的铝合金。
在O状态下,
铝合金以完全退火的形式存在,具有较低的强度。
5083-O铝
合金通常用于制造船舶、海洋工程设备等需要良好耐蚀性和抗腐蚀性能的应用中。
5083-O铝合金的抗拉强度为~110MPa,屈服强度为~40MPa,延伸率为~20%。
这些值是在环境温度下测试得出的,实际应
用中还应考虑到应力、温度等因素的影响。
需要注意的是,5083-O铝合金的强度相对较低,如果对强度
有更高要求的应用,可以考虑使用其他热处理状态下的5083
铝合金,如5083-H111、5083-H112等。
这些状态下的合金经
过适当的热处理,具有更高的强度和硬度。
综合考虑强度和耐蚀性,5083-H116、5083-H321等状态下的合金是常用的选择。
总之,5083-O铝合金的强度适中,适用于一些对强度要求不
高但又具有良好耐蚀性要求的应用场合。
在实际应用中,需要根据具体要求选择合适的铝合金状态。
不同工艺制备的5083-O铝合金板材的组织和性能

Abstract:Basedonthe“1+4”hotcontinuousrollingproductionlineandthe2800mmcoldrollingproductionline,the5083-Oaluminum alloysheet waspreparedbydifferentpreparationprocesses,andtheinfluenceofdifferentpreparationprocessesonthemicrostructureandpropertiesofthesheetwas studied.Theresultsshowthatasforthesheetproducedbydifferentpreparationprocesses,thetensilestrengthandyieldstrengthdecreaseandthedeep drawingpropertyimproveswiththeincreaseofannealingtemperature.Withtheintermediateannealing,finalsheethasalargergrainsize,whichismore suitablefordeepdrawingprocessing.Thetestandproductionvaryintermsofproperties,attheoptimizedannealingtemperatureof355℃ and3hforheat preservationbasedonproductiondata,thepropertiesofthesheetareasfollows:tensilestrengthof275MPa,yieldstrengthof126MPa,elongationof 27%,nvalueof0.24,rvalueof0.72,earproductionrateof0.8%,andcuppingvalueof9.15mm. Keywords:“1+4”hotcontinuousrolling;5083-Oaluminum alloysheet;preparation;microstructureandproperties
铝合金5083-O在低温B型罐生产过程中的焊接控制
铝合金5083-O 在低温B型罐生产过程中的焊接控制摘要:随着低温储存技术的不断发展,铝合金5083-O因其优良的抗腐蚀性、可焊性和低温韧性,在低温B型罐的生产过程中得到了广泛应用。
本文旨在探讨铝合金5083-O在低温B型罐生产过程中的焊接控制方法,分析其焊接性能,并提出相应的优化措施,以确保低温B型罐的质量和安全性。
关键词:铝合金;低温罐;生产;焊接引言:铝合金5083-O具有良好的抗脆性、抗蚀性和可焊性。
在低温B型罐的生产过程中,焊接是关键的工艺步骤之一。
焊接质量的好坏直接影响到低温B型罐的密封性、强度和使用寿命。
因此,对铝合金5083-O在低温B型罐生产过程中的焊接控制进行研究,具有重要的现实意义[1]。
一、铝合金5083-O的焊接性能分析(一)化学成分与力学性能铝合金5083-O的主要化学成分包括Al、Mg、Mn等元素,其中Mg元素的含量对合金的焊接性能具有重要影响。
在力学性能方面,铝合金5083-O具有较高的抗拉强度、条件屈服强度和良好的伸长率,这些性能为其在低温B型罐生产过程中的应用提供了保障[2]。
(二)焊接性分析铝合金5083-O属于可焊性较好的合金,但其焊接过程中也需要注意一些问题。
首先,焊接前应对坡口两侧进行仔细打磨和清理,以减少杂质元素对焊接质量的影响。
其次,应选用合适的焊接方法和焊接材料,如TIG焊、MIG焊等,并控制好焊接电流、电压、焊接速度等参数。
最后,在焊接过程中应注意保护气体的选择和使用,以防止焊接区域受到污染和氧化[3]。
二、低温B型罐生产过程中的焊接控制(一)焊接前准备在铝合金5083-O板材的焊接过程中,焊接前的准备工作是至关重要的,直接影响到焊接接头的质量和整个低温B型罐的性能。
以下是详细的焊接前准备步骤:焊接前的第一步是对铝合金5083-O板材进行仔细的表面检查,这一步骤的主要目的是确保板材表面无油污、锈迹等杂质,这些杂质不仅会影响焊接接头的质量,还可能导致焊接缺陷的产生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
等级: N 级 (无肉眼可见腐蚀).
3
晶间腐蚀性能评估
测试方法: ASTM G67-13
合金: 5083-O 厚度: 6.0 mm 腐蚀溶液: 浓HNO3
4
测试结果
样品编号 合金/状态 1 2 3 5083-O
样件尺寸(mm) 49.80 X 5.90 X 6.20 49.60 X 5.90 X 6.30 50.00 X 5.90 X 6.30
10
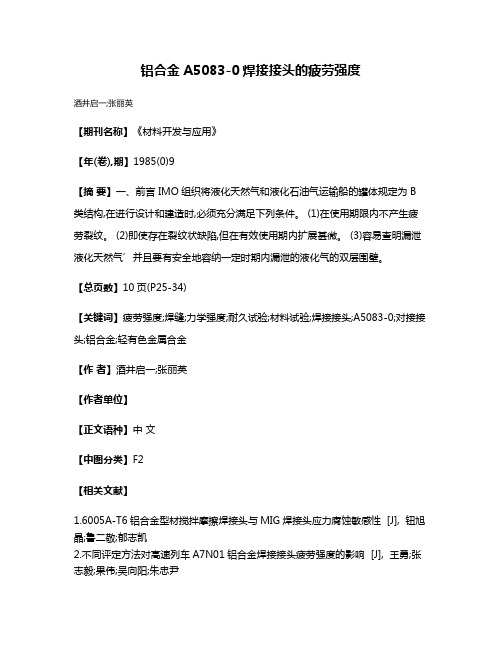
5083-O轴向应力疲劳测试
材料厚度:1.8-7.7mm
载荷周期:R=0, R=+0.5 循环次数:108 测试方向:平行轧制方向,垂直轧制方向 材料疲劳强度范围:125-245MPa
11
5083-O合金腐蚀、焊接及疲劳性能
美铝渤海铝业有限公司
剥落腐蚀性能评估
测试方法: ASTM G66-99 (2013)
合金: 5083-O 厚度: 6.0 mm 腐蚀溶液:
NH4Cl + NH4NO3 + (NH4)2C4H4O6 + H2O2
2
测试结果
Surface 1 Surface 2
6
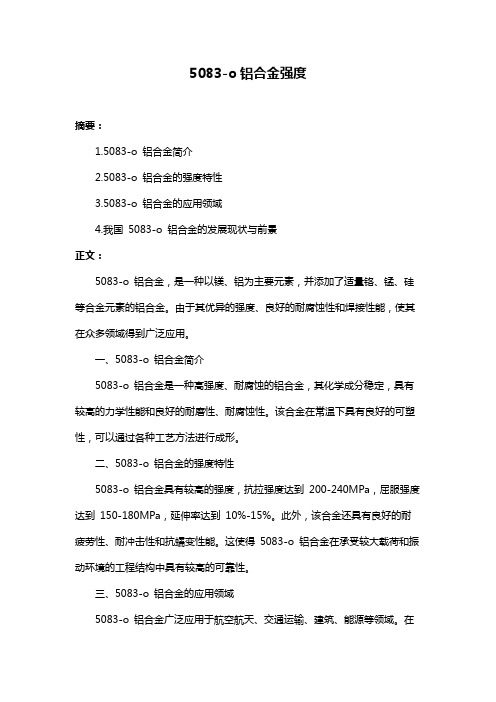
机械性能测试结果 拉伸测试:
屈服强度(Mpa) 基体金属 焊接后 149.4 142.2 抗拉强度(MPa) 289.4 276.7 延伸率(%) 26.38 16.00
焊接后强度达到原材料强度的95%
折弯测试:
表面没有任何开裂
7
盐雾测试
测试方法: ASTM G85 合金: 5083-O 盐雾类型: 酸化合成海水溶液 盐雾周期:30分钟盐雾喷射,98%相对湿度下90分钟浸渍。 测试周期:每周一次,共四周 测试结果:P级 (仅有点蚀,无剥落腐蚀)
质量损失 (mg/cm2 ) 5.79 5.29 5.08
标准为小于15mg/cm2,所测结果要远好于标准的要求。
5
搅拌摩擦焊接性能评估 焊接方式: 搅拌摩擦焊(FSW)
合金: 5083-O 厚度: 6.0 mm 焊接参数: 旋转速率:600r/min;行进速度200mm/min
8
疲劳测试性能评估
测试方法: ASTM E466
合金: 5083
轴向应力疲劳测试
9
5083-O旋转弯曲疲劳测试
采用两种试样:平滑试样和坡口试样 载荷周期:R= -1 循环次数:109 平滑试样的材料疲劳强度:140MPa 坡口试样的材料破坏疲劳强度:50MPa