卷尺检定校准记录(最新)
通用卡尺检定和校准原始记录

12
示
值
误
差
受检点尺寸
(㎜)
刀口外量爪读数(mm)
刀口内量爪读数(mm)
允差
(㎜)
外端
里端Hale Waihona Puke 中间外端里端
中间
20mm深度示值
(㎜)
数显卡尺细分误差
受检点
1mm
2mm
3mm
4mm
5mm
允差(㎜)
读数值
结论
主要设备名称
量块块组
主要设备编号
检定
核检
检定日期
年 月 日
注:*为后续检定可不检定项。证书号NO:
各部分相互作用
3
各部分相对位置
4
标尺标记的宽度和宽度差(*)
(㎜)
5
测量面的表面粗糙度(*)
Ra (μm)
6
测量面的平面度
(㎜)
7
圆弧内量爪的基本尺寸和平行度
圆弧内量爪尺寸: (㎜)平行度: (㎜)
8
刀口内量爪的平行度
(㎜)
9
零值误差
(㎜)
10
示值变动性(只对数显和带表卡尺)
(㎜)
11
数显卡尺数字漂移
通用卡尺检定/校准记录
记录编号NO:第1页共1页
送样单位
量具名称
分度值
制造厂
出厂编号
地点
测量范围
0 ~ (㎜)
温度
℃
湿度
%RH
检前样品有效性检查
检后样品有效性检查
检测仪器使用前状态
检测仪器使用后状态
本次检测依据技术文件
JJG 30-2012《通用卡尺检定规程》
序号
检定/校准项目
量具检验记录汇总表校验记录
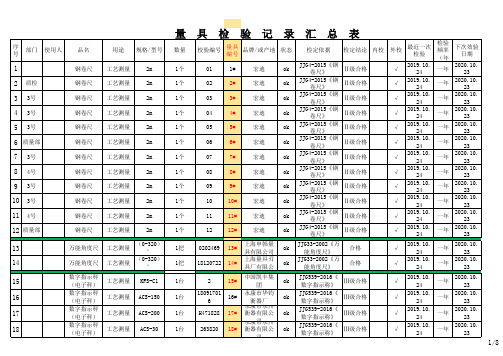
部门
使用人
品名
用途 规格/型号
1
钢卷尺 工艺测量
2m
2 质检
钢卷尺 工艺测量
2m
3 3号
钢卷尺 工艺测量
2m
4 3号
钢卷尺 工艺测量
2m
5 3号
钢卷尺 工艺测量
2m
6 质量部
钢卷尺 工艺测量
2m
7 3号
钢卷尺 工艺测量
2m
8 4号
钢卷尺 工艺测量
2m
9 3号
钢卷尺 工艺测量
2m
10 3号
钢卷尺 工艺测量
工艺测量
ACS-30
量
数量
1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1个 1把 1把
1台 1台 1台 1台
具检验记录
校验编号
量具 编号
品牌/或产地
状态
01
1#
宏迪
ok
02
2#
宏迪
ok
03
3#
宏迪
ok
04
4#
宏迪
ok
05
5#
宏迪
ok
06
6#
宏迪
ok
07
7#
宏迪
ok
08
8#
宏迪
ok
JJG205-2005《 ok 机械式温湿度计
检定规程》
合格
√
2019.10. 22
一年
2020.10. 21
2/8
38
温湿度计 工艺测量 DYWSJ
1个
F07
38#
天津市科辉 仪表厂
JJG205-2005《 ok 机械式温湿度计
钢卷尺校准记录
钢卷尺校准记录
日期:2020年4月20日
操作人:王某
校准器:高精度激光卷尺校准器
校准范围:1000mm
1、检查安装状态:检查卷尺安装是否牢固,检查电源线是否接好;
2、检查校准器:打开校准器,检查校准器是否正常运行,并确认工作状态;
3、调整原点:根据校准范围,调整起始点,以达到设定的准确度;
4、校准:根据校准器的指示,将卷尺的每一段进行校准,并检查其校准结果;
5、记录:将校准过程中的相关参数记录下来,以便日后核对;
6、清理:将校准器的电源关闭,将工作台清理干净,将校准过程中产生的废弃物收集起来;
7、检查:检查校准结果,确保校准质量;
8、维护:将卷尺收起,清理清洁,保存在干燥通风处。
钢卷尺直尺直角尺原始校准记录文本

钢卷尺部校准原始记录校准基准:JJG4-2015 钢卷尺检定规程Array校准依据:钢卷尺部校准规程基准尺名称:钢卷尺基准尺编号: /基准尺规格:5m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(m)不少于3段,按每米逐段比对。
Ep:0-3.5m (0-1)m、(1-2)m(2-3)mEP:0-5m (0-1)m、(1-2)m、(2-3)m、(3-4)m、(4-5)m EP:0-10m (0-2)m、 (2-4)m、(4-6)m、(6-8)m、(8-10)m、EP:0-15m (0-3)m、(3-6)m、(6-9)m、(9-12)m、(12-15)m EP:0-20m (0-4)m、(4-8)m、(8-12)m、(12-16)m、(16-20)m钢卷尺部校准原始记录钢直尺部校准原始记录校准依据:钢直尺部校准规程基准尺名称:钢直尺基准尺编号: /基准尺规格:1m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(cm)不少于3段,逐段比对。
Ep:0-15cm (0-5)cm、((5-10)cm、(10-15)cmEP:0-30cm (0-10)cm、((10-20)cm、(20-30)cmEP:0-50cm (0-10)cm、((10-20)cm、(20-30)cm、(30-40)cm、(40-50)cmEP:0-100cm (0-20)cm、(20-40)cm、(40-60)cm、(60-80)cm、(80-100)cm钢直尺部校准原始记录直角尺部校准原始记录校准依据:直角尺部校准规程基准尺名称:钢直角尺基准尺编号: /基准尺规格:500mm基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至宽度直角尺部校准原始记录。
钢直尺校验记录表
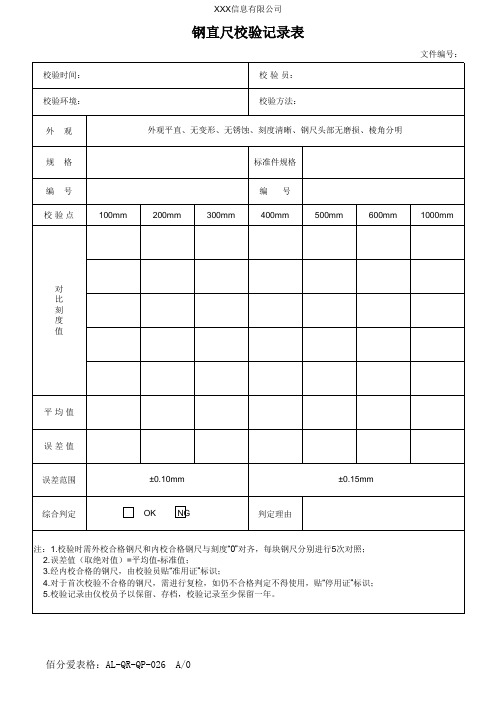
XXX信息有限公司
钢直尺校验记录表
校 验 员: 校验方法:
文件编号:
外观
外观平直、无变形、无锈蚀、刻度清晰、钢尺头部无磨损、棱角分明
规格 编号 校验点
100mm
200mm
标准件规格ຫໍສະໝຸດ 300mm编号 400mm
500mm
600mm
1000mm
对 比 刻 度 值
平均值
误差值
误差范围
±0.10mm
佰分爱表格:AL-QR-QP-026 A/0
±0.15mm
综合判定
OK NG
判定理由
注:1.校验时需外校合格钢尺和内校合格钢尺与刻度“0”对齐,每块钢尺分别进行5次对照; 2.误差值(取绝对值)=平均值-标准值; 3.经内校合格的钢尺,由校验员贴“准用证”标识; 4.对于首次校验不合格的钢尺,需进行复检,如仍不合格判定不得使用,贴“停用证”标识; 5.校验记录由仪校员予以保留、存档,校验记录至少保留一年。
钢卷尺质量检验记录

刻度不应模糊不清
2
示值误差
1.首次鉴定,标称长度和任意两个非连续刻度之间的尺带允许误差为Δ=±(a+bl)。
2.以零位为起始端面的尺带,由尺带一个端面至任意线纹的允许示值误差,可在第1条的基础上增加以下绝对值,Ⅰ级尺带0.1mm,Ⅱ级尺带0.2mm。
3.使用中的尺带允许示值误差为第2条的允许示值误差的两倍。
0-4.5
0-0.9
0-5.0
检验依据
《钢卷尺》QB/T2443-2011
检验结论
该钢卷尺上述各项技术要求均满足产品质量要求。
检验:审核:检验日期:
钢卷尺质量检验记录
单位:项目:记录编号:
形式
1.自卷式;2.自卷制动式;3.数显式;4.摇卷盒式;5.摇卷架式;6.量油尺
检验类别
1.首次鉴定;2.使用鉴定
尺带规格
m
尺带宽度
弧面;2.平面
检验项目
标准要求
实测结果
符合性评价
1
外观
尺带不应严重弯折
1.符合;2.不符合
4.钢卷尺全长大于标准钢卷尺时,可分段检验,其全长示值误差为各段示值误差的代数和。
被检间隔/m
实际长度/mm
被检间隔/m
实际长度/mm
1.符合;2.不符合
0-0.1
0-1.0
0-0.2
0-1.5
0-0.3
0-2.0
0-0.4
0-2.5
0-0.5
0-3.0
0-0.6
0-3.5
0-0.7
0-4.0
0-0.8
游标卡尺检定记录范例

81.5
0
-0.02
/
121.8
0
-0.02
/
检定结论:合格校准不确定度U=/(k=/)
检定/校准员:核验员:
检定/校准日期:2012年08月06日
检定/校准有效期:2013年08月05日
3
标尺标记的宽度和宽度差
合格
4
测量面的表面粗糙度
Ra0.2µm
5
测量面的平面度
合格
6
圆弧内量爪的基本尺寸和平行度
尺寸偏差
/
平行度
/
7
刀口内量爪的平行度
0.01mm
8
零值误差
零线
0
尾线
0
9
示值变动性
/
10
数字显示器的示值稳定性
/
11
示值误差
受检点( )
误差值( )
里端
外端ቤተ መጻሕፍቲ ባይዱ
刀口外量爪
41.2
0
-0.02
游标卡尺检定/校准原始记录第1页共1页
编号_****_(长)字第_***证书号**********__
委托单位:*************************生产厂:哈量型号:(0~150)mm编号:0013
测量范围:(0~150)mm不确定度/准确度/最大允差:±0.02mm技术依据:JJG30-2012
使用的主要标准器名称:量块测量范围:(10~291.8)mm
编号:*******出厂不确定度/准确度/最大允差:5等
计量标准考核证书号:[***]*量标*法证字第(***)号
环境条件:温度23℃湿度70%RH其他检校地点:本所***室
序号
检定项目
游标卡尺检定记录

游标卡尺检定记录2游标卡尺检定记录2一、检定目的本次检定的目的是确保游标卡尺的准确性和可靠性,确保其能够正常使用并给出准确的测量结果。
通过对游标卡尺的各项性能进行检测和评估,可以及时发现和解决潜在的问题,避免因测量不准确而带来的误差和损失。
二、检定范围本次检定的对象是一把型号为0-150mm的游标卡尺。
该卡尺广泛应用于机械制造、汽车维修、电子测量等领域,具有较高的测量精度和可靠性。
在检定过程中,将对游标卡尺的外观、精度、功能等方面进行全面检测。
三、检定方法及依据本次检定采用标准器比对法,即利用已知准确值的测量标准器(如高等级的游标卡尺或量块)与被检游标卡尺进行比对,从而确定被检游标卡尺的误差值。
检定依据为国家标准《JJG30-2017 游标卡尺检定规程》。
四、检定过程1.外观检查:首先对游标卡尺的外观进行检查,包括观察卡尺的刻度是否清晰、零位是否准确、各部件是否有磨损或损坏等。
2.功能测试:检查游标卡尺的功能是否正常,如测量爪的开合是否灵活、紧固螺钉是否紧固可靠、微动装置是否灵活等。
3.精度检测:选择一组标准量块进行比对,分别检测卡尺的测量误差。
检测时,按照国家标准的要求,分别在三个不同的位置进行测量,并计算平均值。
通过比对,可以得出游标卡尺的精度误差。
4.重复性测试:重复性测试是评估游标卡尺性能的重要指标之一。
在同一条件下,对同一标准量块进行多次测量,并计算测量结果的偏差。
通过比较偏差的大小,可以判断游标卡尺的重复性好坏。
5.数据记录与分析:对检测过程中的各项数据进行记录和分析,包括外观检查结果、功能测试情况、精度误差值、重复性测试结果等。
通过对数据的分析,可以得出游标卡尺的整体性能评估结果。
五、检定结果与分析经过上述步骤的检测和评估,得出以下结论:1.外观检查结果表明,该游标卡尺的外观良好,刻度清晰、零位准确、各部件无明显的磨损或损坏。
2.功能测试结果表明,游标卡尺的功能正常,测量爪开合灵活、紧固螺钉紧固可靠、微动装置灵活。
通用卡尺检定记录表(0-200mm)(Z编)

受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
钢卷尺校准记录
校准内容:
示值误差:
被检间隔(米)对零位误差(毫米)
1-_____ ____
1-_____ ____
1-_____ ____
1-_____ ____
1-_____ ____
1-_____ ____
1-_____ ____
1-_____ ____
全长误差:
任意两条线纹间的示值误差不超过△=±(0.3+0.2L)mm,式中L是以米为单位的长度。
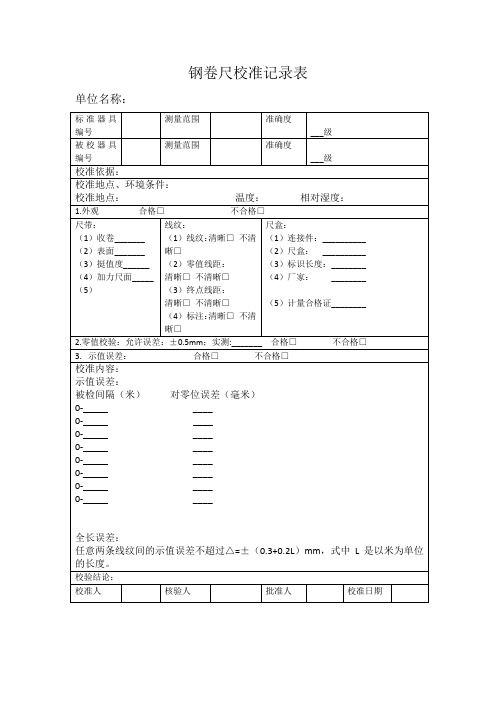
钢卷尺校准记录表
单位名称:
标准器具编号
测量范围
准确度
___级
被校器具编号
ቤተ መጻሕፍቲ ባይዱ测量范围
准确度
___级
校准依据:
校准地点、环境条件:
校准地点:温度:相对湿度:
1.外观合格□不合格□
尺带:
(1)收卷_______
(2)表面_______
(3)挺值度______
(4)加力尺面_____
(5)
线纹:
(1)线纹:清晰□不清晰□
校验结论:
校准人
核验人
批准人
校准日期
(2)零值线距:
清晰□不清晰□
(3)终点线距:
清晰□不清晰□
(4)标注:清晰□不清晰□
尺盒:
(1)连接件:__________
(2)尺盒:__________
(3)标识长度:________
(4)厂家:________
(5)计量合格证________
2.零值校验:允许误差:±0.5mm;实测:_______合格□不合格□
6 游标卡尺校准记录表

量具编号:
校准人:
量具名称
游标卡尺
规格
精度
检定日期:
校准周期
校准项目
位置
受检点
示值误差(0
200
400
600
1000
1200
里
外
游标卡尺校验结果
序号
校准项目
结果
1
测量面的平面度
2
内量爪的平行度
3
内量爪的基本尺寸
4
示值误差
游标卡尺校准记录表
量具编号:
校准人:
校准项目
位置
受检点
示值误差(mm)
50
100
125
150
200
400
600
1000
1200
里
外
游标卡尺校验结果
序号
校准项目
结果
1
测量面的平面度
2
内量爪的平行度
3
内量爪的基本尺寸
4
示值误差
量具名称
游标卡尺
规格
精度
检定日期:
校准周期
校准项目
位置
受检点
示值误差(mm)
50
100
125
150
200
400
600
1000
1200
里
外
游标卡尺校验结果
序号
校准项目
结果
1
测量面的平面度
2
内量爪的平行度
3
内量爪的基本尺寸
4
示值误差
游标卡尺校准记录表
量具编号:
校准人:
量具名称
游标卡尺
规格
精度
检定日期:
校准周期
钢卷尺记录
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( Biblioteka m编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
编号:L20℃=( )m
依据检定结果准予该计量器具作使用。检校日期:年月日检定周期:
检定/校准员:核验员:
受检段
(m)
标准修正值
(mm)
偏差值
(mm)
被检修
正值
(mm)
受检段
(m)
标准
修正值
(mm)
偏差值
(mm)
被检
修正值
(mm)
受检段
(m)
标准
修正值
(mm)
偏差值
(mm)
被检
修正值
(mm)
编号:准予作使用
编号:准予作使用
编号:准予作使用
0~1
0~1
0~1
0~2
0~2
0~2
0~3
0~3
0~5
0~5
0~5
编号:准予作使用
编号:准予作使用
编号:准予作使用
0~1
0~1
0~1
0~2
0~2
0~2
0~3
0~3
0~3
0~4
0~4
0~4
0~5
0~5
0~5
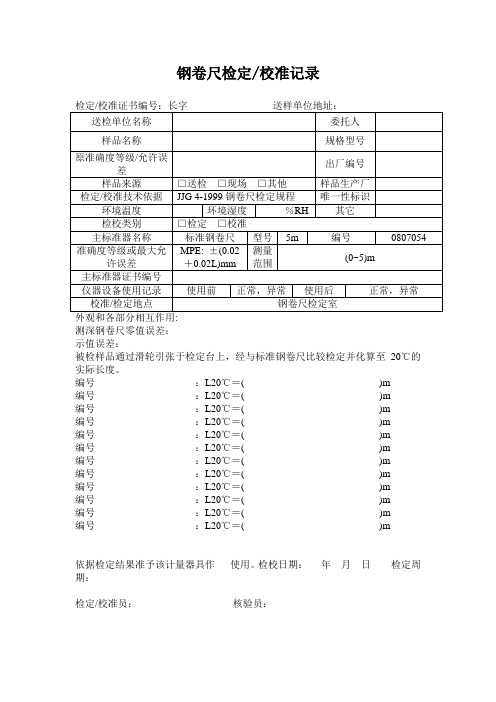
钢卷尺检定/校准记录
检定/校准证书编号:长字送样单位地址:
送检单位名称
委托人
样品名称
规格型号
原准确度等级/允许误差
卷尺内校记录表
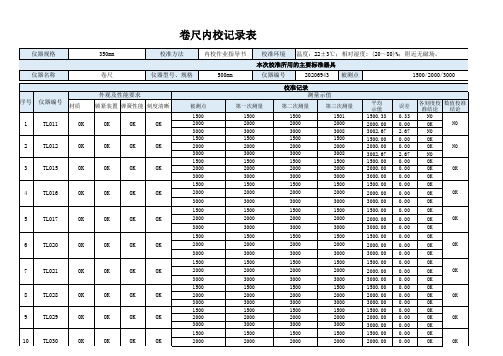
1500/2000/3000
外观及性能要求 锁紧O装K 置 弹簧O性K 能 刻度O清K 晰
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
被测点
3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000
1500
2000
3000
1500
2000
3000
1500
2000
3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000
平均 示值 3000.00
1500.00
2000.00
3000.00
1500.00
第二次测量
第三次测量
3000
1500
2000
3000
1500
2000
3000
1500
2000
3000
1500
2000
3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000 1500 2000 3000
3000
1500
钢卷尺自校记录表

序号
名 称
编 号
使用
部门
偏差点㎜
外 观
校准日期
判 定
下次校准
日 期
备 注
1
2
3
4
5
1
钢卷尺
JC-01
手工裁切
2
钢卷尺
JC-02
手工裁切
3
钢卷尺
JC-03
直线磨边机
4
钢卷尺
JC-04
直线磨边机
5钢卷尺JC-5来自清洗烘干机6钢卷尺
JC-6
钢化炉
7
钢卷尺
JC-7
检验员
8
钢卷尺
JC-8
理货员
填表规则:
1、按照《计量器具自校规程》,将被校钢卷尺与标准钢直尺比对,校验点偏差大于规定偏差值(±0.5mm)时,记录于“偏差点”一栏;无偏差或偏差小于规定偏差值可不记录;外观合格时打√,不合格时打× 。
2、检验员、包装工所有钢卷尺每三个月检定一次;其他所用钢卷尺为每二个月检定一次。
制表人:王瑞伦
卷尺检定校准记录(最新)
准确度等级
证书号及有效期至
钢卷尺标准装置
0-5m
±(0.03+0.03L)mm
标准钢卷尺
5m
1级
1.外观及各部分相互作用:□ 合格 □ 不合格 ;线纹宽度:mm
2.钢卷尺示值检定:
标准钢卷尺20℃时的修正值:
标称值(m)
0.1
0.5
1.0
2.0
3.0
4.0
5.0
修正值(mm)
0.00
-0.02
-0.02
0.00
+0.02
+0.01
+0.02
被检钢卷尺示值误差:
标称值(m)
读数值
(mm)
示值误差(mm)
标称值(m)
读数值
(mm)
示值误差(mm)
标称值(m)
读数值
(mm)
示值误差(mm)
0.1/0.5
17
34
1
18
35
2
19
36
3
20
37
4
21
38
5
22
39
6
23
40
7
24
41
8
25
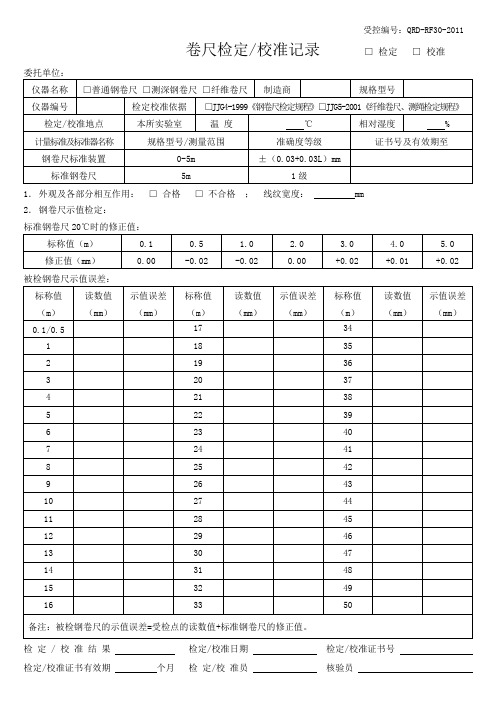
受控编号:QRD-RF30-2011
卷尺检定/校准记录□检定□校准
委托单位:
仪器名称
□普通钢卷尺 □测深钢卷尺 □纤维卷尺
制造商
规格型号
仪器编号
检定校准依据
□JJG4-1999《钢卷尺检定规程》□JJG5-2001《纤维卷尺、测绳检定规程》
检定/校准地点
本所实验室
温度
℃
相对湿度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
准确度等级
证书号及有效期至
钢卷尺标准装置
0-5m
±(0.03+0.03L)mm
标准钢卷尺
5m
1级
1.外观及各部分相互作用:□ 合格 □ 不合格 ;线纹宽度:mm
2.钢卷尺示值检定:
标准钢卷尺20℃时的修正值:
标称值(m)
0.1
0.5
1.0
2.0
3.0
4.0
5.0
修正值(mm)
0.00
42
9
26
43
10
27
44
11
28
45
12
29
46
13
30
47
14
31
48
15
32
49
16
33
50
备注:被检钢卷尺的示值误差=受检点的读数值+标准钢卷尺的修正值。
检定/校准结果检定/校准日期检定/校准证书号
检定/校准证书有效期个月检 定/校准员核验员
-0.02
-0.02
0.00
+0.02
+0.01
+读数值
(mm)
示值误差(mm)
标称值(m)
读数值
(mm)
示值误差(mm)
标称值(m)
读数值
(mm)
示值误差(mm)
0.1/0.5
17
34
1
18
35
2
19
36
3
20
37
4
21
38
5
22
39
6
23
40
7
24
41
8
25
受控编号:QRD-RF30-2011
卷尺检定/校准记录□检定□校准
委托单位:
仪器名称
□普通钢卷尺 □测深钢卷尺 □纤维卷尺
制造商
规格型号
仪器编号
检定校准依据
□JJG4-1999《钢卷尺检定规程》□JJG5-2001《纤维卷尺、测绳检定规程》
检定/校准地点
本所实验室
温度
℃
相对湿度
%
计量标准及标准器名称