焊接材料选用标准
31-规范-焊材选用标准
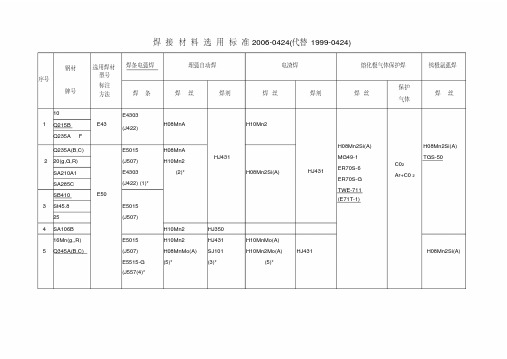
焊接材料选用标准2006-0424(代替1999-0424)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝1 10E43E4303(J422)H08MnAHJ431H10Mn2HJ431H08Mn2Si(A)MG49-1ER70S-6ER70S-GTWE-711(E71T-1)C02Ar+C02H08Mn2Si(A)TGS-50Q215BQ235A·F2Q235A(B,C)E50 E5015(J507)E4303(J422) (1)*H08MnAH10Mn2(2)* H08Mn2Si(A)20(g,G,R) SA210A1 SA285C3 SB410E5015(J507) St45.8254 SA106B H10Mn2 HJ3505 16Mn(g,,R)Q345A(B,C)E5015(J507)E5515-G(J557(4)*H10Mn2H08MnMo(A)(5)*HJ431SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431 H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝6 SA106CE50E5015(J507)E6015-D1(J607 )(6 )*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431H08Mn2SiMo(A) C02Ar+C02H08MnMo(A)H08Mn2SiMo(A) SA210CSA105SA516Gr70P355GH(19Mn6)7 SA299 E50-A1(11)*E50E7018-A1(11)*E5015(J507)E6015-D1(J607)(6)*E7015-D2(J707)(19)*H08MnMo(A)(S3Mo)H08Mn2Mo(A)(S4Mo)(6)*15Mn2Ni1MoE(18)*SJ101(3)*HJ350 H10Mn2Mo(A)8 SA209T1 E50-A1 E7018-A1E5015-G(J507Mo)MGS-M C02Ar+C02TGS-M 15Mo3序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝915MnV(g,R)E55 E5515-G(J557)E6015-D1(J607)(6)*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350 H10Mn2Mo(A) HJ431H08Mn2SiMo(A)CO2Ar+CO2H08MnMo(A)H08Mn2SiMo(A)15MnVN(R)25Mn10 20MnMo E5515-D3(J557Mo)1113MnNiMoNb(R)E60 E6015-D1(J607)E6015-G(J607Ni)E7015-D2(J707)(7)*(19)*H08Mn2Mo(A)H08Mn2NiMo(A)(7)*15Mn2Ni1MoE(18)*HJ350SJ101H10Mn2NiMo(A)(S3NiMo1)H10Mn2Mo(A)(7)*15Mn2Ni1Mo(20)*HJ431H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)DIWA353 (BHW35)12WB36(15NiCuMoNb5)E6015-D1(J607)FOX EV65H10Mn2Mo(A)3NiMo1-UPHJ350BB24H10Mn2Mo(A)H08Mn2Mo(A)(21)*DMO-IG(21)*13 14MnMoVgE70E7015-D2(J707)E7015-G(J707Ni)(8)*(9) *H08Mn2NiMo(A)H10Mn2NiMo(A)(8)*15Mn2Ni1MoE(18)*HJ350H10Mn2NiMo(A)15Mn2Ni1MoE(20)*HJ431 H08Mn2NiSiMo(A) CO2Ar+CO2H08Mn2NiSiMo(A)H08Mn2NiMo(A) 15MnMoV20MnMoNb15MnMoVN(调质状态)HJ250+HJ350(2:1)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝14 12CrMo E55-B1 E5515-B1(R207)H10CrMo(A)HJ350SJ101 PF-200(D) ETC FX 76B H13CrMo(A) HJ431SJ101H08CrMnSiMo(A)MGS-1CMCO2Ar+CO2H08CrMo(A)H08CrMnSiMo(A)15 15CrMo(R,G)E55-B2E5515-B2(R307)CMA96CMA96MBETCPH KV5HRH13CrMo(A)EB2US-511N(D)ETCAS2CrMo1H08CrMo(A)H08CrMnSiMo(A)TGS-1CMER70S-B2L(10)*13CrMo44SA335P12SA387Gr12CL1SA387Gr12CL2SA387Gr11CL1SA387Gr11CL216 SA213T12 E5515-B2(R307)MGS-1CM H08CrMnSiMo(A)TGS-1CM17 12Cr1MoV(G) E55-B2-V E5515-B2-V(R317) H08CrMoV(A) HJ350 H12CrMnSiMoV(A)HJ431H08CrMnSiMoV(A)H08CrMoV(A)H08CrMnSiMoV(A) 13CrMoV4218 21/4Cr-1MoE60-B3E6015-B3(R407)CMA-106NH08Cr3MoMnAEB3US-521SHJ350+HJ250(1:1)PF200(D)H10Cr3MoMnAH08Cr3MoMnAMGS-2CMH08Cr3MoMnATGS-2CMER80S-B3L(10)*SA335P22SA387Gr22CL110CrMo910SA213T22 MGS-2CM TGS-2CM序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝19 SA213T23 E60-B3-WV CM-2CW MGS-2CW TGS-2CW20 12Cr2MoWVTiB(钢102) E55-B3-VWB E5515-B3-VWB(R347) H08Cr2MoWVTiBAr+CO2H08Cr2MoWVTiB21 SA213T91E60-B9CM-9CbCM-96B9Chromet9MV-NMGS-9CbTGS-9CbTGS-90B9H06Cr9Mo1V SA335P91 US-9Cb PF-200S22 1Cr5MoE1-5MoVE5MoV-15(R507)E309Mo-16(A312) (12)*H1Cr5Mo HJ250 H1Cr5Mo 1Cr6SiMo23 0Cr13E410 E410-15(G207)(13)*H0Cr14HJ260H0Cr1424 1Cr13 E410-15(G217) 2Cr1325 1Cr17 E430 E430-16(G302) H0Cr18Mo2 H0Cr18Mo21Cr17Ti260Cr18Ni9E308 E308-16(A102)H0Cr21Ni10ER308(H)(17)*H0Cr21Ni10SiER308SiCO2Ar+CO2H0Cr21Ni10ER308(H)0Cr19Ni91Cr18Ni9SA213TP304(H) SA240TP304(H)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝27 0Cr19Ni9TiE347 E347-16(A132)H0Cr20Ni10NbER347(H)(17)* HJ260H0Cr20Ni10NbSiER347SiCO2Ar+CO2H0Cr20Ni10NbER347(H)1Cr18Ni9Ti1Cr18Ni11TiSA213TP347(H)SA240TP347(H)SA213TP321(H)SA240TP321(H)28 00Cr19Ni10E308LE308L-16(A002)H00Cr21Ni10ER308LH00Cr21Ni10ER308L SA213TP304LSA240TP304L29 0Cr17Ni11Mo2E316 E316-16(A202) H0Cr19Ni12Mo2ER316H0Cr19Ni12Mo2ER316SA213TP316 SA240TP316序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝30 00Cr17Ni11Mo2E316L E316L-16(A022)H00Cr19Ni12Mo2ER316LHJ260H00Cr19Ni12Mo2ER316L SA213TP316LSA240TP316L31 0Cr19Ni13Mo3E317 E317-16(A242)H0Cr20Ni14Mo3ER317H0Cr20Ni14Mo3ER317SA213TP317SA240TP31732 00Cr19Ni13Mo3 E317L E317L-16 H00Cr20Ni14Mo3ER317LH00Cr20Ni14Mo3ER317LSA213TP317LSA240TP317L33 0Cr18Ni12Mo2Ti E318 E318-16(A212)ER318 ER31834 00Cr17Ni14Mo2 E309-MoL E309MoL-16(A042) H00Cr20Ni14Mo3ER309MoLH00Cr20Ni14Mo3ER309MoL35 1Cr20Ni14Si2 E309Mo E309Mo-16(A312) H1Cr24Ni13Mo2 ER309Mo36 0Cr25Ni20E310Mo E310Mo-16(A412) H0Cr26Ni21 ER310SA213TP310S SA240TP310S序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝37阀门密封面堆焊工作温度EDCrNi-A EDCrNi-A-15(D547) 570℃以下38600℃以下EDCrNi-B EDCrNi-B-15(D547Mo)39 650℃以下EDCoCr-AEDCoCr-BEDCoCr-C(14)*EDCoCr-A-03(D802)EDCOCr-B-03(D812)EDCoCr-C-03(D822)(14)*40 TA1TA HTA141 TA2 HTA2 HTA 1 (15)*42 TA3 HTA3 HTA2 (15)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝43 16Mn( R), P355GH(19Mn6)SA299+Q235A20(g,G,R) E50E5015 (J507)H08MnAHJ431H08Mn2Si(A)HJ431H08Mn2Si(A) TWE-711(E71T-1)CO 2 Ar+CO 2H08Mn2Si(A)44 15MnV(g,R) 20MnMo+20(g,G,R)St45.8 4515MnV(g,R) 20MnMo +16Mn(R) H10Mn2H10MnMo(A)4620MnMo +SA106B 4720MnMo +P355GH (19Mn6)H08MnMo(A)HJ350 SJ101 (22)*48 20MnMo SA106CSA210CSA105+SA299E50E50-A1 (11)*E5015 (J507) E7018-A1 (11)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝49 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+Q235A20(g,G,R)E50 E5015(J507)H08MnAHJ350SJ101(22)*H08Mn2Si(A)HJ431H08Mn2Si(A)TWE-711(E71T-1)CO2Ar+CO2H08Mn2Si(A)50 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+16Mn(R)H10Mn2 H10MnMo(A)51 15CrMo(R,G)13CrMo44SA387Gr12CL2+20(g,G,R)H08MnAH08Mn2Si(A)MGS-50TWE-711(E71T-1)52 Cr5Mo15CrMo(R,G)SA387Gr12CL 2+16Mn(R )H10Mn2 H10MnMo(A) HJ431H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝53 P355GH(19Mn6)+WB36(15NiCuMoNb5) E50E5015(J507)H08MnMo(A)HJ350SJ101(22)*H08Mn2SiMo(A)CO2Ar+ CO2H08MnMo(A)H08Mn2SiMo(A)54 14MnMoVg14MnMoVNig13MnNiMoNb(R)DIWA353(BHW35)+20MnMoE55E5515-G(J557)H08MnMo(A)H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)55 14MnMoVg+15MnV(g,R) H10Mn2Mo(A) HJ431 H08Mn2SiMo(A) H08MnMo(A)H08Mn2SiMo(A)56 DIWA353(BHW35)+WB36(15NiCuMoNb5) E60 E6015-D1(J607)H08Mn2Mo(A) H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)57 14MnMoVg+15CrMo(R,G)13CrMo44SA387Gr12CL2E55-B2 E5515-B2(R307) H13CrMo(A) H13CrMo(A) HJ431H08CrMnSiMo(A)H13CrMo(A)H08CrMnSiMo(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝58 12Cr1MoV(G)+15CrMo(R,G)13CrMo44SA335P12E55-B2 E5515-B2(R307)EB2HJ350SJ101(22)*H08CrMnSiMo(A)MGS-1CMCO2Ar+ CO2H08CrMnSiMo(A)H08CrMo(A)TGS-1CM59 12Cr1MoV(G)+12Cr2MoWVTiB(钢102) E55-B2-VE5515-B2-V(R317)H08CrMnSiMoV(A)H08CrMnSiMoV(A)H08CrMoV(A)60 12Cr1MoV(G)+21/4Cr1MoSA335P22SA213T22H08CrMoV(A) HJ35061 12Cr1MoV(G)+SA213T2362奥氏体 +不锈钢碳钢ENi(16)*E309MoE310(Mo)ENiCrFe-2ENiCrFe-3WELDC182Sanicro71(16)*E309Mo-16E310(Mo)ERNiCr-3WELTIG82Sanicro72HP(16)*H1Cr24Ni13H0Cr26Ni21ER309MoER31063 低合金钢64 耐热钢65 铁素体及马氏体不锈钢锈焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
常用焊接材料选用及不锈钢焊材选用
常用焊接材料选用及不锈钢焊材选用
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。
焊接材料的质量标准及检验方法

焊接材料的质量标准及检验方法焊接是工程中常见的连接方法,也是一种重要的加工工艺。
焊接材料的质量标准及检验方法对于保证焊接接头的质量以及工程的安全性具有重要意义。
下面将就焊接材料的质量标准及检验方法进行详细介绍。
焊接材料的质量标准是指焊接材料应满足的技术要求以及验收标准。
焊接材料质量标准通常包括焊接电极、焊接线、焊接药皮等类型的钢铁及非钢材等,这些焊接材料应符合相应的国家或行业标准。
常见的焊接材料质量标准有GB/T 5117的焊接用碳素钢电焊条、GB/T 5117的焊接用碳素钢气焊棒、GB/T 10858的铝和铝合金铸件用焊接线等。
焊接材料的质量检验是指通过一系列检测手段对焊接材料进行全面、准确检验,以确保焊接材料的质量达标。
焊接材料质量检验方法不同于金属材料的其他检验方法,主要包括外观检验、化学成分分析、力学性能测试等。
首先来看焊接材料的外观检验。
外观检验主要是对焊接材料的形态、表面质量、色泽等进行检测,以判断焊接材料是否存在缺陷或不良情况。
外观检验通常通过目测和放大镜等工具进行,检查焊接材料的外观是否平整、光滑,有无裂纹、气孔、夹杂物等缺陷。
其次是焊接材料的化学成分分析。
焊接材料的化学成分分析主要是通过化学分析方法进行,以确定焊接材料是否符合国家或行业标准中规定的化学成分要求。
常见的化学成分分析方法有光谱分析、蠕变法、火焰光谱法等。
通过这些分析方法,可以分析出焊接材料的含碳量、含氮量、含硫量等成分。
最后是焊接材料的力学性能测试。
焊接材料的力学性能是指焊接材料在力学载荷下的变形和破坏性能。
常见的焊接材料力学性能测试有抗拉强度测试、冲击韧性测试、断裂延伸率测试等。
通过这些测试方法,可以评估焊接材料的强度、韧性和延展性等性能。
同时,还可以进行金相组织检验,以检查焊接材料的晶粒尺寸、非金属夹杂物含量等。
综上所述,焊接材料的质量标准及检验方法是保证焊接接头质量的重要环节。
通过外观检验、化学成分分析和力学性能测试等手段,可以全面检验焊接材料的质量,确保其符合国家或行业标准的要求。
焊接材料的选用标准

焊接材料的选用1、本标准适用于锅炉、压力容器焊材的选用2、引用标准GB324-88《焊缝符号表示法》GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
焊接材料标准汇总

【焊接材料标准】——焊条GB/T5117--1995 碳钢焊条GB/T5118--1995 低合金钢焊条GB/T983—1995 不锈钢焊条GB984--2001(旧为GB984--85)堆焊焊条GB/T3670--1995 铜及铜合金焊条GB3669--2001(旧标准为GB3669--83) 铝及铝合金焊条GBl0044--88 铸铁焊条及焊丝GB/T13814—2008(旧标准为GB/T13814—92 )镍及镍合金焊条GB895--86 船用395焊条技术条件JB/T6964—93 特细碳钢焊条JB/T8423—96 电焊条焊接工艺性能评定方法GB3429--2002(替代GB3429--82)碳素焊条钢盘条JB/DQ7388--88 堆焊焊条产品质量分等JB/DQ7389--88 铸铁焊条产品质量分等JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等JB/T3223--96 焊接材料质量管理规程——焊丝GB/T 14957—94 熔化焊用钢丝GB/T 14958--94 气体保护焊用钢丝GB/T 8110--95 气体保护电弧焊用碳钢、低合金钢焊丝GB 10045--88 碳钢药芯焊丝GB 9460--2008(旧标准GB9460--83) 铜及铜合金焊丝GB 10858--89 铝及铝合金焊丝GB 4242--84 焊接用不锈钢丝GB/T 15620--2008(旧标准为GB/T15620--1995)镍及镍合金焊丝JB/DQ 7387--88 铜及铜合金焊丝产品质量分GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂GB/T 1300-1977 焊接用钢丝GB/T 17493-2008 低合金钢药芯焊丝GB/T 17853-1999 不锈钢药芯焊丝GB/T 4241-2006 焊接用不锈钢盘条GB/T 10044 铸铁焊条及焊丝JB∕T 4747-2007 承压设备用气体保护电弧焊钢焊丝——焊剂GB5293--1999 (旧为GB5293--85)碳素钢埋弧焊用焊剂GBl2470--90 低合金钢埋弧焊焊剂——钎料、钎剂GB/T6208--1995 钎料型号表示方法GBl0859---89 镍基钎料GBl0046--88 银基钎料GB/T6418--93 铜基钎料GB/T13815--92 铝基钎料GB/T13679--92 锰基钎料JB/T6045--92 硬钎焊用钎剂GB4906--85 电子器件用金、银及其合金钎焊料GB3131--88 锡铅焊料GB8012--87 铸造锡铅焊料【焊接用气体】GB6052--85 工业液体二氧化碳GB4842--84 氩气GB4844--84 氮气GB7445--87 氢气GB3863--83 工业用气态氧GB3864--83 工业用气态氮GB6819--86 溶解乙炔GBlll74--89 液化石油气GBl0624--89 高纯氩GBl0665--89 电石HG3728-2004焊接用混合气体Ar-CO2【其它】GB12174--90 碳弧气刨用碳棒【焊接质量试验及检验标准】——钢材试验GBl954--80 镍铬奥氏体不锈钢铁素体含量测定方法GB6803--86 铁素体钢的无塑性转变温度落锤试验方法G132971--82 碳素钢和低合金钢断口试验方法——焊接性试验GB4675.1--84 焊接性试验斜Y型坡口焊接裂纹试验方法GB4675.2—84 焊接性试验搭接接头(CTS)焊接裂纹试验方法GB4675.3--84 焊接性试验T型接头焊接裂纹试验方法GB4675.4--84 焊接性试验压板对接(FISCO)焊接裂纹试验方法GB4675.5—84 焊接热影响区最高硬度试验方法GB9447--88 焊接接头疲劳裂纹扩展速率试验方法GB/T13817--92 对接接头刚性拘束焊接裂纹试验方法GB2358--80 裂纹张开位移(COD)试验方法GB7032--86 T型角焊接头弯曲试验方法GB9446--88 焊接用插销冷裂纹试验方法GB4909.12—85 裸电线试验方法镀层可焊性试验焊球法GB2424.17--82 电工电子产品基本环境试验规程锡焊导则GB4074.26—83 漆包线试验方法焊锡试验JB/ZQ3690 钢板可焊性试验方法SJl798--81 印制板可焊性测试方法——力学性能试验中国GB2649--89 焊接接头机械性能试验取样方法GB2650--89 焊接接头冲击试验方法GB2651—89 焊接接头拉伸试验方法GB2652—89 焊缝及熔敷金属拉伸试验方法GB2653--89 焊接接头弯曲及压扁试验方法JB/T 4291-1999 焊接接头裂纹张开位移(COD) 试验方法GB2654--89 焊接接头及堆焊金属硬度试验方法GB2655--89 焊接接头应变时敏感性试验方法GB2656--81 焊接接头和焊缝金属的疲劳试验方法——焊接材料试验GB3731--83 涂料焊条效率、金属回收率和熔敷系数的测定GB/T3965--1995 熔敷金属中扩散氢测定方法——焊接检验GB/T12604.1--90 无损检测术语超声检测GB/T12604.2--90 无损检测术语射线检测GB/T12604.3--90 无损检测术语渗透检测GB/T12604.4--90 无损检测术语声发射检测GB/T12604.5--90 无损检测术语磁粉检测GB/T12604.6--90 无损检测术语涡流检测GB5618--85 线型象质计GB3323--87 钢熔化焊对接接头射线照相和质量分级GB/T12605--90 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T14693--93 焊缝无损检测符号GBll343--89 接触式超声斜射探伤方法GBll345--89 钢焊缝手工超声波探伤方法和探伤结果的分级GBll344--89 接触式超声波脉冲回波法测厚GB2970--82 中厚钢板超声波探伤方法JBll52--81 锅炉和钢制压力容器对接焊缝超声波探伤GB/T15830—1995 钢制管道对接环缝超声波探伤方法和检验结果的分级GB827--80 船体焊缝超声波探伤GBl0866--89 锅炉受压元件焊接接头金相和断口检验方法GBll809---89 核燃料棒焊缝金相检验JB/T9215--1999 控制射线照相图像质量的方法JB/T9216--1999 控制渗透探伤材料质量的方法JB/T9217--1999 射线照相探伤方法JB/T9218--1999 渗透探伤方法JB3965--85 钢制压力容器磁粉探伤EJ187--80 磁粉探伤标准JB/T6061--92 焊缝磁粉检验方法和缺陷磁痕的分级JB/T6062--92 焊缝渗透检验方法和缺陷迹痕的分缀EJl86---80 着色探伤标准JB/ZQ3692 焊接熔透量的钻孔检验方法JB/ZQ3693 钢焊缝内部缺陷的破断试验方法GBll373--89 热喷涂涂层厚度的无损检测方法EJ188--80 焊缝真空盒检漏操作规程JBl612--82 锅炉水压试验技术条件GB9251--88 气瓶水压试验方法GB9252--88 气瓶疲劳试验方法GBl2135---89 气瓶定期检查站技术条件GBl2137--89 气瓶密封性试验方法GBll639--89 溶解乙炔气瓶多孔填料技术指标测定方法GB7446--87 氢气检验方法GB4843--84 氩气检验方法GB4845--84 氮气检验方法JB4730—94 压力容器无损检测DL/T820-2002 管道焊接接头超声波检验技术规程DL/T821-2002 钢制承压管道对接焊接接头射线检验技术规程DL/T541-94 钢熔化焊角焊缝射线照相方法和质量分级JB4744—2000 钢制压力容器产品焊接试板的力学性能检验——焊接质量GB6416--86 影响钢熔化焊接头质量的技术因素GB6417--86 金属熔化焊焊缝缺陷分类及说明TJl2.1--81 建筑机械焊接质量规定JB/T6043--92 金属电阻焊接接头缺陷分类JB/ZQ3679 焊接部位的质量JB/ZQ3680 焊缝外观质量JB/TQ330--83 通风机焊接质量检验GB999--82 船体焊缝表面质量检验方法A-4 焊接方法及工艺标准GBl2219--90 钢筋气压焊GBll373--89 热喷涂金属件表面预处理通则JB/Z261--86 钨极惰性气体保护焊工艺方法JB/Z286--87 二氧化碳气体保护焊工艺规程JB/ZQ3687 手工电弧焊的焊接规范SDZ019--85 焊接通用技术条件J134251—86 摩擦焊通用技术条件ZBJ59002.1--88 热切割方法和分类ZBJ59002.2--88 热切割术语和定义ZBJ59002.3--88 热切割气割质量和尺寸偏差ZBJ59002.4—88 热切割等离子弧切割质量和尺寸偏差ZBJ59002.5--88 热切割气割表面质量样板JB/ZQ3688 钢板的自动切割ZBK540339--90 汽轮机铸钢件补焊技术条件NJ431—86 灰铸铁件缺陷焊补技术条件GBll630--89 三级铸钢锚链补焊技术条件GB/Z66--87 铜极金属极电弧焊JB/TQ368—84 泵用铸钢件焊补JB/TQ369---84 泵用铸铁件焊补HB/Z5l34--79 结构钢和不锈钢熔焊工艺JB/T6963—93 钢制件熔化焊工艺评定JB4708--2000 钢制压力容器焊接工艺评定JB4709—2000 钢制压力容器焊接规程DL/T752-2001 火力发电厂异种钢焊接技术规程DL/T819-2002 火力发电厂焊接热处理技术规程DL/T868-2004 焊接工艺评定规程DL/T869—2004 火力发电厂焊接技术规程【焊接设备标准中国】GB2900-22--85 电工名词术语电焊机GB8118--87 电弧焊机通用技术条件GB8366--87 电阻焊机通用技术条件GBl0249--88 电焊机型号编制方法GBl0977--89 摩擦焊机GB/T13164--91 埋弧焊机ZBJ64001--87 TIG焊焊炬技术条件ZBJ64003--87 弧焊整流器ZBJ64004188 MIG/MAG弧焊机ZBJ64005--88 电阻焊机控制器通用技术条件ZBJ64006--88 弧焊变压器ZBJ64008--88 电阻焊机变压器通用技术条件ZBJ64009--88 钨极惰性气体保护弧焊机(TIG焊机)技术条件ZBJ64016--89 MIG/MAG焊枪技术条件ZBJ64021—89 送丝装置技术条件ZBJ64022--89 引弧装置技术条件ZBJ64023--89 固定式点凸焊机JB5249--91 移动式点焊机JB5250--91 缝焊机ZBJ33002--90 焊接变位机ZBJ33003--90 焊接滚轮架JB5251--91 固定式对焊机JB685--92 直流弧焊发电机JB/DQ5593.1—90 电焊机产品质量分等总则JB/DQ5593.2--90 电焊机产品质量分等弧焊变压器.JB/DQ5593.3--90 电焊机产品质量分等便携式弧焊变压器JB/DQ5593.4--90 电焊机产品质量分等弧焊整流器JB/DQ5593.5--90 电焊机产品质量分等MIG/MAG弧焊机JB/DQ5593.6--90 电焊机产品质量分等TIG焊机JB/DQ5593.7--90 电焊机产品质量分等原动机弧焊发电机组JB/DQ5593.8--90 电焊机产品质量分等TIG焊焊炬JB/DQ5593.9--90 电焊机产品质量分等电焊机冷却用风机JB/DQ5593.10-90 电焊机产品质量分等MIG/MAG焊焊枪JB/DQ5593.11-90 电焊机产品质量分等电阻焊机控制器JB/DQ5593.12-90 电焊机产品质量分等摩擦焊机JB/Z152--81 电焊机系列型谱JB2751--80 等离子弧切割机JBJ33001—87 小车式火焰切割机JBl0860--89 快速割嘴GB5110--85 射吸式割炬JB/T5102--91 坐标式气割机JB5101--91 气割机用割炬JB6104--92 摇臂仿形气割机GB5107--85 焊接和气割用软管接头【焊接安全与卫生标准】GB9448—88 焊接与切割安全GBl0235--88 弧焊变压器防触电装置GB8197--87 防护屏安全要求GBl2011--89 绝缘皮鞋【焊工培训与考试标准】GB6419--86 潜水焊工考试规则JJl2.2--87 焊工技术考试规程EJ/Z3--78 焊工培训及考试规程DL/T679--1999 焊工技术考核规程JB/TQ338--84 通风机电焊工考核标准GB/T15169--94 钢熔化焊手焊工资格考试方法SDZ009--84 手工电弧焊及埋弧焊焊工考试规则JBll52--88 机械部焊工技术等级标准GS Z6002 特种设备焊接操作人员考核细则。
焊接材料规范

焊接材料规范焊接材料规范是指在焊接过程中所用材料的标准规范。
焊接是一种常用的金属连接方法,多用于制造业和建筑行业。
为了确保焊接质量,焊接材料的选择和使用必须符合相应的规范。
焊接材料规范主要包括以下几个方面:1. 焊丝规范:焊丝是焊接过程中最常用的材料之一。
焊丝主要分为钢丝、铝丝和铜丝等。
钢丝焊丝通常用于焊接钢结构、容器和管道等。
铝丝焊丝主要用于焊接铝制品,如铝合金门窗和汽车零部件等。
铜丝焊丝常用于焊接铜制品,如水管和电缆等。
焊丝的规范通常包括直径、强度和化学成分等。
2. 焊剂规范:焊剂是一种辅助焊接材料,用于清洁焊接表面和提高焊接质量。
焊剂通常分为酸性、碱性和中性等,不同类型的焊剂适用于不同的焊接材料。
焊剂的规范通常包括成分、PH值和溶解度等。
3. 焊盘规范:焊盘是焊接过程中用于固定工件的支撑材料。
焊盘通常由铁、钢和铜等材料制成,具有一定的承载能力和导热性能。
焊盘的规范通常包括尺寸、厚度和表面处理等。
4. 焊接气体规范:焊接气体是焊接过程中提供保护气体或燃料气体的气体材料。
常用的焊接气体有氩气、二氧化碳和氦气等。
焊接气体的规范通常包括纯度、压力和流量等。
5. 焊接辅助材料规范:焊接过程中还需要使用一些辅助材料,如焊接胶水、焊接胶带和焊接保护剂等。
这些辅助材料可以提高焊接效率和焊接质量。
焊接辅助材料的规范通常包括成分、耐温性能和使用方法等。
焊接材料规范的目的是确保焊接的安全性、可靠性和高效性。
合理选择和使用焊接材料,可以避免焊接缺陷和事故的发生,提高焊接质量和生产效率。
因此,在进行焊接工作时,必须严格按照相关的焊接材料规范进行操作。
焊接材料选用原则
焊接材料选用原则
焊接材料的选用是焊接工艺设计中非常重要的一环。
正确选择合适的焊接材料可以确保焊接接头的质量,提高焊接工艺的效果。
以下是焊接材料选用的原则。
1.焊接材料的力学性能要与母材相匹配:焊接接头的强度应该与母材的强度相适应,以确保焊接接头的强度满足设计要求。
2.焊接材料的化学成分要与母材相适应:焊接材料的化学成分应与母材相似,以降低焊接接头中的化学不均匀性,减少焊接接头的脆性。
3.焊接材料的热处理性能要符合要求:焊接材料的热处理性能包括热稳定性、热膨胀系数和回火脆性等。
这些性能应与母材相符,以确保焊接接头在焊接后的热处理过程中不发生变形、裂纹等问题。
4.焊接材料的焊接性能要好:焊接材料的焊接性能包括熔化性、延展性、流动性等。
焊接材料的选用应使得焊缝容易形成,并且在焊接过程中能够保持良好的流动性和延展性,以确保焊接接头的质量。
5.焊接材料的耐腐蚀性要好:焊接接头常常暴露在恶劣的环境中,容易受到腐蚀的影响。
因此,焊接材料的耐腐蚀性应该与母材相适应,以提高焊接接头的耐腐蚀性能。
6.焊接材料的可靠性要高:焊接接头的质量直接关系到焊接件的可靠性。
焊接材料的选用应保证焊接接头能够满足设计寿命和安全可靠性的要求,以确保焊接件能够长时间使用而不发生断裂、脱焊等问题。
综上所述,焊接材料的选用原则主要包括与母材匹配的力学性能、化学成分的适应性、热处理性能的符合要求、良好的焊接性能、良好的耐腐
蚀性和高可靠性。
选用合适的焊接材料可以确保焊接接头的质量和焊接工艺的效果,提高焊接件的可靠性和安全性。
焊接材料采购指南标准
焊接材料采购指南标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!焊接材料在工业生产中起着举足轻重的作用,它们关乎到产品的质量、使用寿命以及安全性。
焊材选用标准

焊材选用标准焊接是一种常见的金属连接工艺,而焊材作为焊接过程中不可或缺的一部分,对于焊接质量和效果起着至关重要的作用。
在选择焊材时,需要考虑多种因素,包括焊接材料的种类、焊接环境、焊接要求等。
本文将从这些方面为大家介绍焊材选用的标准。
首先,焊材的选择应考虑焊接材料的种类。
不同种类的金属材料需要选择不同的焊材,以确保焊接的牢固性和稳定性。
一般来说,碳钢应选用碳钢焊材,不锈钢应选用不锈钢焊材,铝合金应选用铝合金焊材,而铜、镍、钛等特殊材料也需要相应的特殊焊材。
因此,在选择焊材时,首先要明确焊接材料的种类,以便选择相应的焊接材料。
其次,焊接环境也是选择焊材的重要考虑因素。
焊接环境可能包括室内焊接、室外焊接、高温焊接、低温焊接等不同情况。
不同的焊接环境对焊材的性能和要求也有所不同。
例如,在高温环境下,焊接材料需要具有良好的耐热性和抗氧化性;在低温环境下,焊接材料需要具有良好的低温韧性和抗冷脆性。
因此,在选择焊材时,需要根据具体的焊接环境来选择适合的焊接材料,以确保焊接质量和效果。
此外,焊接要求也是选择焊材的重要考虑因素之一。
不同的焊接要求可能包括焊接强度、焊接密封性、焊接外观等不同方面。
根据不同的焊接要求,需要选择具有相应性能的焊接材料。
例如,对于要求焊接强度高的情况,需要选择具有高强度的焊接材料;对于要求焊接密封性好的情况,需要选择具有良好密封性能的焊接材料。
因此,在选择焊材时,需要根据具体的焊接要求来选择适合的焊接材料,以满足焊接的实际需求。
综上所述,焊材选用的标准包括焊接材料的种类、焊接环境和焊接要求等多个方面。
在选择焊材时,需要全面考虑这些因素,以确保选择的焊接材料能够满足焊接的实际需求,保证焊接质量和效果。
希望本文的介绍能够帮助大家更好地选择适合的焊材,提高焊接质量和效果。
焊接材料的选用

焊接材料的选用
二、工作环境
1. 温度
在高温或低温环境下工作,应选择具有相应耐热或耐寒性能的焊接材料。例如,在高温环 境下工作,应选择耐热钢焊条或焊丝;在低温环境下工作,应选择低温钢焊条或焊丝
2. 腐蚀环境
在腐蚀环境下工作,应选择具有良好耐腐 蚀性能的焊接材料,如不锈钢焊条或焊丝
焊接材料的选用
三、焊接工艺
1. 手工焊接与自动焊接 手工焊接时,应选择便于操作的 细直径焊丝或焊条;自动焊接时 ,应选择相应规格的实心或药芯 焊丝
2. 埋弧焊与气体保护焊 埋弧焊时应选择高强度的焊丝或 焊剂;气体保护焊时应根据保护 气体的种类选择相应的焊丝或焊 条
焊接材料的选用
四、经济效益
在满足使用要求的前提下,应尽 量选性和环 保性
焊接材料的选用
随着智能材料的发展,一些具有自适应、自修复功能 的焊接材料被开发出来,可以自动适应外部环境的变 化,提高焊接结构的稳定性和可靠性
焊接材料的选用
七、总结
焊接材料的选用是保证焊接质量 和经济效益的关键。在实际生产 中,应根据母材的化学成分、力 学性能、工作环境和焊接工艺等 因素选择合适的焊接材料。同时 ,应关注焊接材料的新发展,不 断引入新的技术和材料,以提高 焊接质量和效率。通过合理的选 用焊接材料,可以实现高质量、 高效益的焊接工程
-
1 一、母材的化学成分和力学性能 2 二、工作环境
3 三、焊接工艺
4 四、经济效益
5 五、实例分析
6 六、焊接材料的新发展
7 七、总结
焊接材料的选用
在焊接过程中,正确选择焊接材料是至 关重要的,它直接关系到焊接质量、焊 缝强度、焊接效率以及焊接成本等方面
焊接材料的选用需要考虑多个因素,如 母材的化学成分、力学性能、工作环境 以及焊接工艺等
焊接材料选用原则
焊接材料选用原则焊接是一种常见的金属连接方法,广泛应用于工业生产中。
而焊接材料的选择对焊接质量和焊接工艺起着决定性的作用。
本文将从几个方面介绍焊接材料选用的原则。
1. 化学成分匹配原则焊接材料的化学成分应与被焊接材料相近,以确保焊缝的性能与母材相匹配。
如果焊接材料的成分与母材差异较大,容易产生不均匀的组织结构和化学成分,从而降低焊缝的强度和耐腐蚀性。
2. 熔点匹配原则焊接材料的熔点应适中,既不能过低导致焊缝强度低和变形大,也不能过高导致焊接难度增加。
一般来说,焊接材料的熔点应与被焊接材料接近,以确保焊接过程中两者能够充分熔化并形成良好的焊缝。
3. 热膨胀系数匹配原则焊接材料的热膨胀系数应与被焊接材料接近,以避免焊接后的残余应力和变形。
如果焊接材料的热膨胀系数与母材差异较大,焊接后易产生应力集中和裂纹,影响焊缝的质量和使用寿命。
4. 物理性能匹配原则焊接材料的物理性能应与被焊接材料相匹配。
例如,焊接材料的硬度应与母材相近,以确保焊接后的硬度分布均匀。
另外,焊接材料的延伸率和抗拉强度等性能也应与母材相匹配,以确保焊缝的可靠性和耐久性。
5. 耐腐蚀性匹配原则焊接材料的耐腐蚀性应与被焊接材料相近或更好。
如果焊接材料的耐腐蚀性差于母材,焊缝易受到腐蚀而导致失效。
因此,在选择焊接材料时,应根据被焊接材料的腐蚀环境和要求,选择具有良好耐腐蚀性的焊接材料。
6. 工艺性匹配原则焊接材料的工艺性能应与焊接工艺相匹配。
例如,焊接材料的液态流动性、湿润性和涂敷性等应适合所采用的焊接方法和设备。
选用工艺性能匹配的焊接材料,可以提高焊接效率和焊接质量。
7. 经济性原则焊接材料的选用还应考虑经济性。
在满足焊接质量和性能要求的前提下,应选择价格合理、易获取的焊接材料,以降低焊接成本。
总结起来,焊接材料选用的原则包括化学成分匹配、熔点匹配、热膨胀系数匹配、物理性能匹配、耐腐蚀性匹配、工艺性匹配和经济性原则。
通过遵循这些原则,可以选择合适的焊接材料,提高焊接质量和效率,确保焊接连接的可靠性和耐久性。
常用焊接材料标准及选用
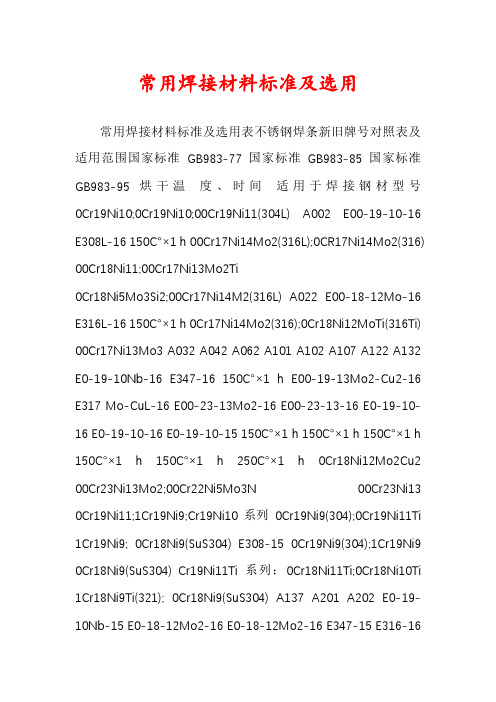
常用焊接材料标准及选用常用焊接材料标准及选用表不锈钢焊条新旧牌号对照表及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干温度、时间适用于焊接钢材型号0Cr19Ni10;0Cr19Ni10;00Cr19Ni11(304L) A002 E00-19-10-16 E308L-16 150℃×1 h 00Cr17Ni14Mo2(316L);0CR17Ni14Mo2(316) 00Cr18Ni11;00Cr17Ni13Mo2Ti0Cr18Ni5Mo3Si2;00Cr17Ni14M2(316L) A022 E00-18-12Mo-16 E316L-16 150℃×1 h 0Cr17Ni14Mo2(316);0Cr18Ni12MoTi(316Ti) 00Cr17Ni13Mo3 A032 A042 A062 A101 A102 A107 A122 A132 E0-19-10Nb-16 E347-16 150℃×1 h E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 E00-23-13Mo2-16 E00-23-13-16 E0-19-10-16 E0-19-10-16 E0-19-10-15 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr18Ni12Mo2Cu2 00Cr23Ni13Mo2;00Cr22Ni5Mo3N 00Cr23Ni13 0Cr19Ni11;1Cr19Ni9;Cr19Ni10系列0Cr19Ni9(304);0Cr19Ni11Ti 1Cr19Ni9; 0Cr18Ni9(SuS304) E308-15 0Cr19Ni9(304);1Cr19Ni9 0Cr18Ni9(SuS304) Cr19Ni11Ti系列;0Cr18Ni11Ti;0Cr18Ni10Ti 1Cr18Ni9Ti(321); 0Cr18Ni9(SuS304) A137 A201 A202 E0-19-10Nb-15 E0-18-12Mo2-16 E0-18-12Mo2-16 E347-15 E316-16E316-16 250℃×1 h 0Cr18Ni11Ti;0Cr18Ni11Nb ;0Cr18Ni10Ti; 1Cr18Ni9Ti(321) 250℃×1 h 0Cr18Ni12Mo2(SuS316) (禁反复烘) 150℃×1 h 0Cr17Ni12Mo2(316);00Cr17Ni13Mo2Ti 0Cr18Ni12Mo2(SuS316) A207 A212 A242 A232 A302 A307 A312 A402 A407 A412 A422 说明:15、25―碱性,直流反接;E1-23-13-16 E1-23-13-15 E1-23-13Mo2-16 E2-26-21-16 E2-26-21-15 E1-21-21Mo2-16 E0-19-13Mo3-16 E0-18-12Mo2-15 E316-15 E318-16 E317-16 E318V-16 E309-16 E309-15 E309 Mo -16 E310 -16 E310 -15 E310Mo -16 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr17Ni12Mo2(316);0Cr18Ni12Mo2;Cr1300Cr17Ni13Mo2Ti;Cr17系列00Cr17Ni13Mo2Ti;0Cr18Ni12MoTi(316Ti) Cr19Ni13Mo3系列0Cr17Ni13Mo2Ti;0Cr18Ni9Ti;1Cr18Ni9Ti Cr23Ni13系列; 0Cr18Ni5Mo3Si2 Cr23Ni13系列Cr23Ni13Mo2系列; 0Cr18Ni5Mo3Si2 Cr25Ni20系列Cr25Ni20系列Cr26Ni21Mo2系列Cr25Ni20Si2系列16、17、26―钛钙型,交流或直流反接。
焊材选用标准

焊材选用标准焊接是一种常见的金属加工工艺,而焊材作为焊接的重要组成部分,对焊接质量和效果起着至关重要的作用。
因此,正确选用焊材是保证焊接质量的关键之一。
本文将就焊材的选用标准进行详细介绍,希望能够对大家有所帮助。
首先,焊材的选用应符合国家标准和行业规范。
国家对于不同类型的焊接工艺和材料制定了相应的标准,这些标准包括了焊接材料的种类、性能、规格、质量要求等内容,因此在选用焊材时,首先要确保所选用的焊材符合国家标准和行业规范,以保证焊接质量和安全。
其次,根据焊接材料的种类和用途进行选择。
根据不同的焊接工艺和要求,焊接材料可以分为焊条、焊丝、焊剂等多种类型,而不同的焊接材料适用于不同的焊接方式和材料。
例如,对于碳钢的焊接,可以选择碳钢焊条或者碳钢焊丝;对于不锈钢的焊接,可以选择不锈钢焊条或者不锈钢焊丝。
因此,在选用焊材时,要根据具体的焊接材料和要求进行选择,以确保焊接质量和效果。
另外,还需要考虑焊接材料的性能和质量。
焊接材料的性能和质量直接影响着焊接的质量和效果,因此在选用焊材时,要重点考虑焊接材料的抗拉强度、延伸率、冲击韧性、焊缝成形性等性能指标,以及焊接材料的质量认证和检测报告。
只有确保选用的焊接材料具有良好的性能和质量,才能够保证焊接质量和安全。
最后,还需要考虑成本和经济性。
在选用焊材时,除了考虑焊接材料的性能和质量外,还需要考虑其成本和经济性。
有时候,高性能的焊接材料并不一定是最合适的选择,因为过高的成本可能会增加焊接成本,影响整体经济效益。
因此,在选用焊材时,要综合考虑其性能、质量和成本,以找到最合适的选择。
总之,正确选用焊材是保证焊接质量和效果的关键之一。
在选用焊材时,要符合国家标准和行业规范,根据焊接材料的种类和用途进行选择,重点考虑焊接材料的性能和质量,以及综合考虑成本和经济性,才能够确保焊接质量和安全。
希望本文的介绍能够对大家有所帮助,谢谢阅读!。
常用钢材焊接材料选用参考

常用钢材焊接材料选用参考焊接是一种将两个或多个工件连接在一起的加工工艺。
焊接材料是在焊接过程中使用的填充材料,用于填充焊缝并与被焊接工件形成均匀的连接。
选用合适的焊接材料对于焊接质量至关重要,下面将介绍常用钢材焊接材料的选用参考。
1.钢材的材质和成分选择焊接材料时首先要考虑的是被焊接钢材的材质和成分。
不同类型的钢材具有不同的焊接特性和需求。
例如,焊接碳钢需要使用碳钢焊条或焊丝;焊接不锈钢则需要使用不锈钢焊材。
因此,必须首先了解被焊接钢材的材质和成分,以便正确选择焊接材料。
2.焊接工艺和条件焊接工艺和条件的选择也会影响焊接材料的选择。
不同的焊接工艺和条件对焊接材料的要求不同。
例如,对于需要高强度焊接的工件,常使用电弧焊的焊接工艺,此时可以选用焊接材料具有较高强度的焊条或焊丝。
而对于要求较高的耐腐蚀性的焊接,可以选择具有耐腐蚀性的焊接材料。
3.混杂物的影响被焊接工件中可能含有一些混杂物,如氧化皮、锈蚀等。
这些混杂物会对焊接材料产生负面影响,例如降低焊接质量或者引起焊接缺陷。
因此,在选择焊接材料时,需要考虑混杂物的影响,并选用具有良好去除能力的焊接材料。
4.焊接后的性能要求焊接后工件的性能要求也是选择焊接材料的重要考虑因素。
不同的工件对焊接后的要求不同,例如一些工件需要具有良好的强度和韧性,此时可以选择焊接材料具有良好的强韧性的特性;有些工件对耐腐蚀性要求较高,此时可以选择具有耐腐蚀性的焊接材料。
5.焊接成本焊接材料的选择也要考虑成本因素。
不同类型的焊接材料价格不同,因此需要根据实际情况和需求来选择合适的焊接材料。
在选择时要综合考虑成本和焊接质量。
6.供应商信誉和服务最后,选择焊接材料还要考虑供应商的信誉和服务。
选用具有良好信誉的供应商,以确保焊接材料的质量和售后服务。
总结起来,选用合适的焊接材料对于焊接质量至关重要。
在选择时要考虑被焊接钢材的材质和成分、焊接工艺和条件、混杂物的影响、焊接后的性能要求、焊接成本以及供应商的信誉和服务等因素。
焊接材料选用标准

焊接变形与收缩率
焊接变形与收缩率是指在焊接过程中,由于 热胀冷缩和材料特性的差异,导致焊缝及其 周围的金属发生变形和收缩的现象。
焊接变形与收缩率的大小直接影响到焊接接 头的形状、尺寸和性能。过大的变形与收缩 率可能导致装配困难、结构失稳等问题;过 小的变形与收缩率则可能影响焊缝的成形和 外观质量。因此,在选用焊接材料时,应考 虑其变形与收缩率特性,并采取相应的工艺 措施,以减小变形与收缩对焊接质量和接头
04 焊接材料的工艺性能
焊接流动性
焊接流动性是指焊接材料在熔化后,在重力和表面张力的作用下,熔融金属能够顺畅地流动并均匀地 铺展在焊缝中的能力。焊接流动性好的材料能够形成光滑、均匀的焊缝,有利于提高焊接质量和接头 性能。
焊接流动性差的材料可能导致焊缝不均匀、有气孔、夹渣等缺陷,影响焊接接头的强度和致密性。因 此,在选用焊接材料时,应考虑其流动性,并根据所需的焊接工艺和焊缝要求进行选择。
零部件修复
对于机械设备的损坏部分,采用耐磨 、耐腐蚀的焊接材料进行修复,延长 设备使用寿命。
压力容器行业
压力容器制造
选用符合相关标准的高质量焊接材料,如不 锈钢、低合金钢等,确保压力容器的安全性 和密封性。
压力管道焊接
根据管道材质和压力等级,选用合适的焊接 材料,确保管道的强度和耐压性能。
航空航天行业
焊接材料如铝、镁等具有质量轻、强度高等优点,能够满足制造业对轻
量化的需求。
环保型焊接材料的研发与应用
低烟尘焊接材料
传统的焊接工艺会产生大量的烟尘,对环境和操作者的健康造成危害。因此,低烟尘焊接 材料的研发已成为环保型焊接材料的重要方向。这种材料在焊接过程中产生的烟尘较少, 能够减少对环境的污染和操作者的危害。
焊接材料的选用及引用标准
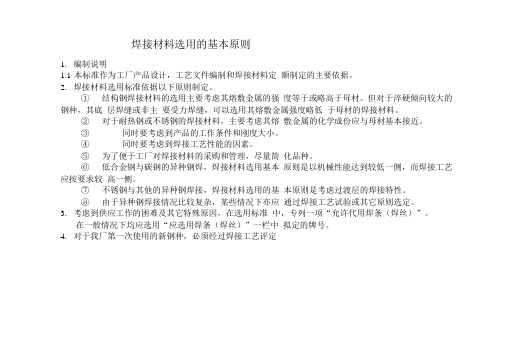
焊接材料选用的基本原则1.编制说明1.1本标准作为工厂产品设计,工艺文件编制和焊接材料定额制定的主要依据。
2.焊接材料选用标准依据以下原则制定。
①结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材。
但对于淬硬倾向较大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料。
②对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近。
③同时要考虑到产品的工作条件和刚度大小。
④同时要考虑到焊接工艺性能的因素。
⑤为了便于工厂对焊接材料的采购和管理,尽量简化品种。
⑥低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到较低一侧,而焊接工艺应按要求较高一侧。
⑦不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性。
⑧由于异种钢焊接情况比较复杂,某些情况下亦应通过焊接工艺试验或其它原则选定。
3.考虑到供应工作的困难及其它特殊原因,在选用标准中,专列一项“允许代用焊条(焊丝)”。
在一般情况下均应选用“应选用焊条(焊丝)”一栏中拟定的牌号。
4.对于我厂第一次使用的新钢种,必须经过焊接工艺评定表1常用钢材焊接材料选用表表2常用钢材焊接材料选用表表4铬\铬镍不锈钢与其它钢焊接材料选用表注:1)碳钢包括Q235-A 20 20g2)低合金钢包括:16Mn 16Mng 16MnR 20MnMo 19Mn6 15MnV 14MnMoV 18MnMoNb BHW-35 3)耐热钢包括:12CrMo 15CrMo 12Cr1MoV 12Cr2MoWVTiB4)奥氏体不锈钢包括:0Cr18Ni9 1Cr18Ni9 0Cr18Ni9Ti 1Cr18Ni9Ti Cr20Ni14Si2 Cr25Ni13 Cr25Ni20 5)铁素体不锈钢包括:0Cr13 1Cr136)马氏体不锈钢包括:2Cr13 3Cr13 1Cr6Si2Mo碳钢(GB5117),低合金钢(GB5118)不锈钢GB983)焊条新旧对照表焊接材料选用标准2006-0424代替1999-0424)焊接材料选用表中的注解⑴E4303(J422焊条只适用于第一类压力容器中的非重要结构件⑵序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用12焊丝。
焊材选用标准04242006
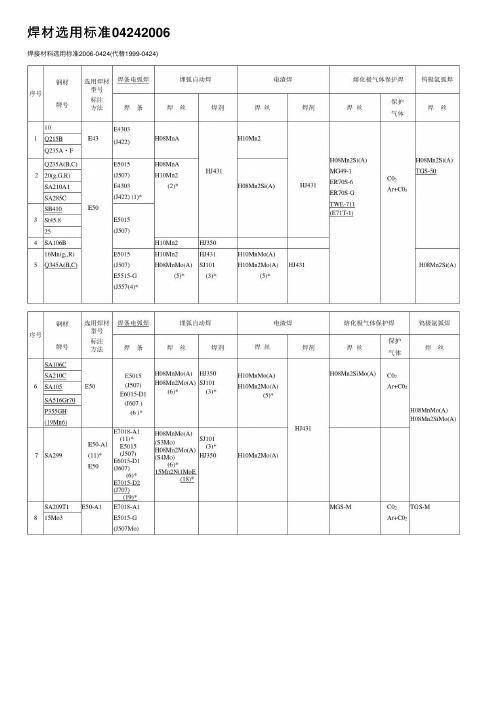
焊材选⽤标准04242006焊接材料选⽤标准2006-0424(代替1999-0424)焊接材料选⽤表中的注解(1) E4303(J422)焊条只适⽤于第⼀类压⼒容器中的⾮重要结构件.(2)序号2-3项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊选⽤H10Mn2焊丝。
(3)SJ101烧结焊剂可⽤于序号5-7项钢号⼯件壳体纵、环缝窄间隙埋弧⾃动焊。
(4)E5515-G(J557) 焊条适⽤于焊后需进⾏正⽕温度范围内热加⼯的5项钢号的⼯件。
(5)序号5项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊焊丝选⽤H08MnMoA焊丝;序号5-6项钢号当⼯件板厚≥60mm时,电渣焊选⽤H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊选⽤E6015-D1(J607)焊条,埋弧⾃动焊选⽤H08Mn2MoA焊丝。
(7)序号11项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-D2(J707)焊条,埋弧⾃动焊选⽤H08Mn2NiMoA焊丝,电渣焊选⽤焊丝原则:当壳体进⾏正⽕+回⽕热处理时选⽤H10Mn2NiMoA焊丝当壳体进⾏淬⽕+回⽕热处理时选⽤H10Mn2MoA焊丝(8)序号13项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-G(J707Ni)焊条,埋弧⾃动焊选⽤H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适⽤于低温容器和要求冲击韧性⾼的重要结构。
(10)E R70S-B2L、ER80S-B3L焊丝分别⽤于序号15项和序号18项(SA213T22除外)钢号⼯件的⼿⼯氩弧焊打底。
(11)E7018-A1(AWS)焊条⽤于300MW、600 MW锅炉⽓包筒体纵、环缝⼿弧焊封底及⽓包筒体与下降管的焊接。
(12)当⼯件不能进⾏预热时可选⽤E309Mo-16(A312)焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
企业标准共 13 页第1页
新乡锅炉制造有限公司
焊接材料选用
2008—0424
编制:
校对:
审核:
审定:
2008——发布2008——实施
技术部发布
总工程师批准:
前言
本标准是根据CE冶金和ASME法规第Ⅰ卷C篇《焊接材料》(2001版)、《蒸汽锅炉安全技术监察规程》(96版)进行编制。
本标准自实施之日起开始执行。
本标准于2008年首次制定。
本标准由技术部提出并归口。
本标准由技术部起草并解释。
本标准主要起草人:
1范围
本标准适用于依据ASME法规第Ⅰ卷及《蒸汽锅炉安全技术监察规程》制造的锅炉受压部件的焊接。
2引用标准
XG30.2003.005 锅炉及压力容器承压元件焊接技术条件
3 焊接材料的选用
大容量锅炉受压部件焊接材料选用按下表。
注
(1)E4303(J422)焊条只适合用于第一类压力容器中的非重要结构件。
(2)序号4~11项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101焊剂可用于序号13~18项钢号工件壳体纵、环逢窄间隙埋弧自动焊。
(4)E5515-G(J557)焊条适用于焊后需进行正火温度范围内热加工的13~16项钢号的工件。
(5)序号13~16项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMo焊丝。
(6)序号17~18项、序号21~24项钢号工件,如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E6015-D!(J607)焊条,埋弧生动焊选用H08Mn2Mo焊丝。
(7)序号25、26项钢号工件如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E7015-D2(J707)焊条,,埋弧自动焊焊丝选用H08Mn2NiMo。
(8)序号27~31项钢号工件,如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E7015~G(J707Ni)焊条,埋弧自动
焊选用H08Mn2NiMo焊丝。
(9)E7015~G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的很需要结构。
(10)ER80S-B2L、ER90S-B3L焊丝分别用于序号33~38项和序号42~45项钢号工件的手工氩弧焊打底。
(11)E7018-A1(AWS)焊条用于300MW、600MW锅炉锅筒筒体纵、环缝焊条电弧焊封底及锅筒筒体与下降管的焊接。
(12)当工件不能进行预热时可选用E309Mo-16(A312)焊条。
(13)对0Cr13钢产品若要求高耐蚀性时,可选用E309Mo-16(A312)焊条。
(14)对于工作温度650℃以下密封面堆焊层硬度要求HRC≥40时,选用EDCoCr-A-03(D802)焊条;硬度要求HRC≥44时,选用EDCoCr-B-03(D812)焊条;硬度要求HRC≥53时,选用EDCoCr-C-03(D822)焊条。
(15)对于TA2、TA3钛材产品,一般应选用比母材具有较高纯度的钛焊丝,可分别选用HTA1、HTA2焊丝。
(16)镍基合金焊材(ENi)适用于奥氏体不锈钢与低合金钢、耐热钢和铁素体及马氏体不锈钢接头受压且工作温度超过315℃的焊接接头以及需要受压部件的焊接接头。
(17)序号58~69项中焊材带(H)者,仅适用于母材带(H)的钢种。
(18)本标准列出的异种异材钢焊接对应的焊接材料原则上适用于对接接头。
(19)管子与非承载/承载附件焊接工艺要求见XG30.2003.005《锅炉及压力容器承压元件焊接技术条件》中的附录3。
编制说明
本标准中列出的各种钢材、名种焊接方法、各种热处理条件下对应的焊接材料牌号不是唯一的,而是应该优先考虑选用的。
如16MnR焊条电弧焊,表中规定了一般情况下选用国产的J507(E5015)焊条,并不说明国产的J506(E5016)焊条、美国ASME标准中的AWS E7015焊条及日本KOBE的LB52焊条不能使用。
尽管上述焊条工艺性能和力学性能都和J507相当,但是本公司产品制造中,焊接16MnR选用J507焊条,是因为本公司16MnR焊条电弧焊的评定和试验以及焊接生产一直使用J507焊条,而且J507(E5015)焊条性能良好、质量稳定、市场货源充足,能够满足焊接生产需求。
在表中某些同种牌号的钢材、同种焊接方法,列出了两种以上不同的焊接材料,并不意味在焊接工艺中这些焊接材料可以互相代用,而应根据焊接和热加工中的不同条件及热处理类别,按表后的注解分别选用对应的焊接材料。
再以16MnR焊条电弧焊为例,当焊后不经过正火处理时,应选用J507焊条,而焊后进行热冲压、热卷、热较圆等的正火温度范围内的热加工时,应选用J557焊条;另外当埋弧自动焊时,表内列出了两种焊剂,如采用窄间隙焊以及深焊接坡口时,应选用SJ101焊剂,其他情况则选用HJ431焊剂。
表中焊接材料的选用也不是绝对的,因为许多低合金高强钢的强度指标是按钢板的厚度分等的,随着钢板的增厚,强度指标相应降低,有时同种钢材不同厚度的强度指标可能跨越两个强度级别,例如:19Mn6钢板,当厚度δ≤60mm时,强度指标σb=510~650MPa;当板厚度60mm<δ≤100mm时,强度指标σb=490~630MPa,表中19Mn6钢板焊条电弧焊选用J507焊条,因为J507焊条的强度指标σb≥490MPa,这对于厚度δ>60mm的19Mn6焊条电弧焊是可以的,但是对于厚度δ≤60mm 的19Mn6钢板,J507焊条焊接的焊缝不能确保熔敷金属的强度指标在σb=510~650MPa的范围内。
在选用焊材时还应考虑材料的供货状态,供货状态不同,强度级别相差较大。
表中列出的焊接材料适用于通用产品,当产品对接头性能有特殊要求时,也应根据具体情况选择满足特殊性能要求的其他焊材。
表中列出的异种异材钢焊接对应的焊接材料原则上适用于对接接头;对于异种异材钢的角焊缝不完全适用,可根据相应技术条件对焊接接头性能的具体要求合理选用焊接材料。