焦化回收粗苯的控制
焦化厂对粗苯加工的安全要求
焦化厂对粗苯加工的安全要求主要包括以下几个方面:设备安全、操作安全、防火防爆安全、防毒防尘安全和应急预案。
设备安全是焦化厂对粗苯加工的重要要求之一。
焦化厂应保证设备的维护和检修工作,确保其运行稳定可靠。
首先,焦化厂应定期对粗苯加工设备进行巡检、检修和维护,确保设备的正常运行。
在设备安全方面,焦化厂还需加强设备安全管理,制定设备安全使用规范和操作规程,确保员工正确使用设备,合理维护和保养设备,避免设备事故的发生。
操作安全是焦化厂对粗苯加工的另一个重要要求。
焦化厂应制定详细的操作规程,明确各类设备的操作要求和操作程序,并对设备操作人员进行培训,确保他们能够熟练地操作和使用设备。
焦化厂还应加强对操作人员的管理和监督,确保操作人员按照操作规程进行操作,杜绝违章操作的发生。
防火防爆安全是焦化厂对粗苯加工的另一个重要要求。
焦化厂应制定严格的防火防爆措施和管理制度,包括防火隔离、防爆装置的使用、防静电措施等。
焦化厂还应对作业场所进行合理的布局,确保设备与设备之间、设备与人员之间的安全距离。
同时,焦化厂还应定期进行防火防爆设备的检查和维护,确保其正常运行。
防毒防尘安全是焦化厂对粗苯加工的另一个重要要求。
焦化厂应制定相应的防毒防尘措施和管理制度,包括员工防护用具的配备和使用、通风设备的运行和维护等。
焦化厂还应加强对员工的健康教育,提高员工对有毒有害物质的认识和防范意识。
应急预案是焦化厂对粗苯加工的另一个重要要求。
焦化厂应制定应急预案,明确各类事故和突发事件的应急处理措施和程序,并进行定期演练。
焦化厂还应配备相应的应急设备和器材,建立健全的应急救援体系,确保在发生事故时能够迅速有效地进行应急处理,最大限度地减少人员伤亡和财产损失。
总之,焦化厂对粗苯加工的安全要求涵盖了设备安全、操作安全、防火防爆安全、防毒防尘安全和应急预案等多个方面。
只有做好这些安全工作,焦化厂才能确保粗苯加工过程安全可靠,最大限度地保护员工的生命安全和财产利益。
粗苯生产工艺优化调整控制

粗苯生产工艺优化调整控制摘要:粗苯是化工原料的中间产品,相对于以生产煤气为主的制气厂来说,粗苯具有较高的经济价值。
随着产生粗苯的重要原料洗油的逐渐减少,化工生产和市场的变化,导致经济价值逐步上扬。
在炼焦化工行业的粗苯生产系统中,要分析影响粗苯产生和造成粗苯洗油消耗的因素,在实际生产中,要增加油油换热器的容量,来降低冷却后贫油温度,选择优质的洗油进行生产,提高粗苯回收率。
本文简单分析了粗苯生产工艺中存在的问题,研究探讨优化粗苯生产工艺的有效策略。
关键词:粗苯;生产工艺;优化;控制前言:粗苯是由多种芳烃和其他化合物组成的复杂混合物。
粗苯中主要含有苯、甲苯、二甲苯和三甲苯等芳香烃。
此外,还含有不饱和化合物、硫化物、饱和烃、酚类和吡啶碱类。
当用洗油回收煤气中苯族烃时,粗苯中尚含有少量的洗油轻质馏分。
1、粗苯生产流程焦炉煤气经过硫胺工段后,进入冷却塔,经过直接水冷作用,将煤气温度降低到27摄氏度左右,并依次进入到三个保持串联的钢板网洗笨塔,洗笨贫油经由洗笨塔顶部喷入,按照洗笨塔的前后顺序同煤气逆流接触,经过第一个洗笨塔底部的富油,一部分富油送入洗萘塔内,另一部分和洗萘塔中返回的含有萘的富油进行混合,之后进入到蒸馏工序。
富油首先进入到油气换热器内,同脱笨塔顶的粗苯蒸汽间接换热到70℃-80℃,然后进入到油油换热器,和脱笨塔底部的热贫油换热到120℃-130℃,换热达到温度要求后,进入到脱水塔内进行脱除水份的操作,用泵将脱水之后的富油送入到管式炉的辐射段和对流段,待富油加热到180℃左右之后,1%的富油进入到再生器中,通过中压汽间接加热,并利用直接蒸汽来蒸吹,位于再生器的顶部的蒸出气体进入到脱笨塔,再生器下部排出的其他残渣流入到残渣槽内。
脱笨处理之后的热贫油,经过油油换热器和冷富油进行换热后,进入到贫油冷却器中,将其冷却到30℃左右后送回到第三个串联的洗笨塔中来循环使用。
粗苯的蒸汽和富油换热完成后,经过冷凝冷却器的全冷凝,之后进行油水分离,将粗苯流入到中间槽内,利用回流泵,抽出一部分送入到脱笨塔顶部做回流。
焦化厂粗苯加工安全要求(2篇)
焦化厂粗苯加工安全要求1精苯1.1精苯生产区域宜设高度不低于2.2m的围墙,其出入口不得少于两个,且正门应设门岗。
1.2禁止穿带钉鞋或携带火种者以及无有效防火措施的机动车辆进入围墙内。
1.3精苯生产区域,不得布置化验室、维修间、办公室和生活室等辅助建筑。
1.4金属平台和设备管道应用螺栓连接。
1.5洗涤泵与其他泵宜分开布置,周围应有围堰。
1.6洗涤操作室宜单独布置,洗涤酸、碱和水的玻璃转子流量计,应布置在洗涤操作室的密闭玻璃窗外。
1.7封闭式厂房内应通风良好,设备和贮槽上的放散管应引出室外,并设阻火器。
1.8苯类贮槽和设备上的放散管应集中设洗涤吸收处理装置、惰性气体封槽装置或其他排气控制设施。
1.9苯类管道宜采用铜质盲板。
1.10禁止同时启动两台泵往一个贮槽内输送苯类液体。
1.11苯类贮槽宜设淋水冷却装置。
1.12各塔空冷器强制通风机的传动皮带,宜采用导电橡胶皮带。
1.13初馏分贮槽应布置在库区的边缘,其四周应设防火堤,堤内地面与堤脚应做防水层。
1.14初馏分贮槽上应设加水管,槽内液面上应保持0.2~0.3m水层。
露天存放时,应有防止日晒措施。
1.15禁止往大气中排放初馏分。
1.16送往管式炉的初馏分管道,应设气化器和阻火器。
1.17处理苯类的跑冒事故时,必须戴隔离式防毒面具,并应穿防静电鞋或布底鞋,且宜穿防静电服。
2古马隆生产2.1古马隆蒸馏釜宜采用蒸汽加热,若采用明火加热,其距精苯厂房和室外设备应不小于30m。
2.2用氯化铝聚合重苯的室内,禁止无关人员逗留。
2.3热包装仓库应设机械通风装置,热包装出口处应设局部排风设施。
3苯加氢3.1反应器的主要高温法兰,应设蒸汽喷射环。
3.2主要设备及高温高压重要部位,应设有固定式可燃性气体检测仪。
3.3莱托尔反应器器壁应涂变色漆,以便发现局部过热。
3.4制氢还原态催化剂,严禁接触空气及氧气,停工时应处于氮封状态。
3.5取样时应装好静电消除器。
3.6加热炉和改质炉烟道废气取样,应用防爆的真空泵。
焦化设备粗苯回收安全操作规程

焦化设备粗苯回收安全操作规程前言为了保障焦化设备粗苯回收操作的安全性,根据国家相关法规和本企业实际情况,制定如下安全操作规程。
一、基本原则1.安全第一,预防为主;2.重视职工教育和培训,强化职工安全意识;3.严格执行操作程序,杜绝违章操作;4.发现安全问题及时汇报上级;5.参照国家标准和企业标准,加强安全管理。
二、工艺流程1.粗苯回收主要流程:1.由原料罐将石脑油输送至加热炉;2.经加热炉后进入冷却器冷却成为粗苯;3.粗苯从冷却器中流出;4.粗苯通过过滤器去除杂质;5.滤液经蒸储塔分离;6.蒸偏后得到回收粗苯油。
2.粗苯回收应严格按照上述流程操作,任何违章操作都有可能引起意外事故。
三、仪器设备1.粗苯回收涉及的仪器设备包括:原料罐、加热炉、冷却器、过滤器、蒸馆塔等。
2.在操作前,应对各设备进行检查,确保设备完好无损,并且能正常工作。
四、安全措施要求1.粗苯回收工作区域应禁止吸烟、明火,应定期清洁工作现场;2.操作人员必须正确穿戴防护服、手套、口罩、护目镜等个人防护用品;3.不得轻易更换设备或修改工艺流程;4.废液和废物应正确处理,严防泄漏和环境污染;5.发现任何异常情况,如泄漏、气味,应及时向主管领导或安全部门报告。
五、应急处理1.在发生意外事故或职业病危害时,应按照应急预案组织人员进行处理;2.手动封闭进料管道和出料管道,并立即停止粗苯回收操作;3.稳定好市场,通知企业安全部门和环保局等相关单位进行处理。
六、职工教育和培训1.操作人员应符合企业职业资格标准,必须经过正规的培训, 并严格按职业操作规程执行相关作业;2.定期开展安全技能培训,强化职工安全管理意识;3.给予向未年满18周岁的青少年工禀熟悉作业的机会,并且必须经过一定的安全培训后,方可参与操作。
结论焦化设备粗苯回收安全操作规程是企业实现安全生产的基本保障。
我们必须严格遵守操作规程,始终把安全放在第一位,切实加强安全管理,确保员工的人身安全和设备的完好无损。
焦化厂粗苯加工安全要求
焦化厂粗苯加工安全要求焦化厂粗苯加工是指将原料粗苯通过蒸馏、脱硫、脱碳、反应等一系列工艺步骤,经过加工和处理后,得到合格的苯产品。
在焦化厂粗苯加工过程中,需要严格遵守一系列安全要求,以确保生产过程的安全性和环境保护。
首先,焦化厂粗苯加工过程要符合国家相关法律法规和标准。
必须遵守《焦化行业安全生产标准化规程》,确保生产过程中各项安全措施的具体要求。
此外,还需要遵守《焦化行业生产安全事故报告和调查处理办法》等规定,及时上报和处理生产过程中的安全事件。
其次,焦化厂粗苯加工过程中应进行全面风险评估和管控。
通过对粗苯加工的每个环节进行全面的风险评估,确定可能存在的危险源和风险点,并制定相应的管控措施。
对于高风险环节,应采取多层次、多角度的综合措施,确保生产过程的安全性。
第三,焦化厂粗苯加工过程中要做好安全防护。
生产工艺中会使用一些具有危险性的物质,如酸碱、有机溶剂等,需要使用符合规范的个人防护装备。
同时,对于有可能产生爆炸、火灾、腐蚀、中毒等危险的区域和设备,应设置相应的安全防护措施,如防火墙、防爆装置、排风系统等。
同时,在粗苯加工过程中,应加强设备维护和检修工作,确保设备的正常运行。
定期对设备进行维修保养,及时排查潜在的故障隐患,确保设备运行的可靠性和稳定性。
在设备检修中,要注意安全操作规程,使用符合要求的工具和设备,避免因操作不当导致的事故和故障。
此外,焦化厂粗苯加工过程中要加强作业人员的安全培训。
必须确保每位作业人员都具备相关的操作技能和安全意识,熟悉工艺流程和操作规程,掌握紧急情况下的应急处理措施。
加强安全培训可以提高作业人员的安全意识和应对能力,减少事故的发生。
最后,在焦化厂粗苯加工过程中要建立健全的应急预案。
制定应急预案是为了在发生事故或突发事件时能够快速、有效地进行紧急处置。
应急预案中应包括事故类型、应急反应措施、责任分工、沟通协调机制等内容,以指导现场人员应对突发情况,减少事故的发展和扩散。
焦化厂对粗苯加工的安全要求

焦化厂对粗苯加工的安全要求粗苯是焦化厂作为副产品生产出来的一种化工原料,广泛应用于石化、涂料、药品、橡胶等多个行业。
然而,粗苯在加工过程中存在一定的安全风险,因此焦化厂对粗苯加工的安全要求非常严格,以确保作业人员的安全、环境的安全和生产的安全。
以下将详细介绍焦化厂对粗苯加工的安全要求。
1. 安全设备要求:焦化厂要求粗苯加工区域内应配备先进、可靠的安全设备,包括但不限于燃气检测仪、火焰探测器、爆炸隔离器、紧急停车按钮等。
这些设备能够及时检测和报警,保证作业人员在紧急情况下能够快速采取避险措施。
2. 防火防爆措施要求:焦化厂要求粗苯加工区域内的设备、管道和容器必须符合防火防爆的要求,必须采取可靠的措施,如喷淋系统、防火墙、防爆隔离等,以减少火灾和爆炸的风险。
3. 人员培训要求:焦化厂要求对从事粗苯加工的作业人员进行专门的培训,包括安全操作规程、应急预案、防火防爆知识等方面的培训。
培训的内容要全面、系统,并通过考试评估,确保作业人员具备必要的安全意识和技能。
4. 管理制度要求:焦化厂对粗苯加工过程进行严格的管理,包括设定安全操作规程、安全操作管理制度、安全须知等文件,明确工作职责和操作流程。
对违反安全规定的行为要进行惩罚,以加强对作业人员的约束和监督。
5. 应急预案要求:焦化厂要求制定详细的应急预案,包括火灾、爆炸、泄漏等突发情况的处置措施和应急联络方式。
同时,焦化厂还要建立应急演练制度,定期组织演练,以确保作业人员熟练掌握应急处理的方法和技能。
6. 专业验收要求:焦化厂对从事粗苯加工的设备和管道进行定期的专业验收,确保设备和管道的完好性和安全性。
同时,要对开展危险源辨识、风险评价和安全生产现场检查,发现问题及时整改。
7. 环境保护要求:焦化厂对粗苯加工过程中产生的废气、废水等进行严格的处理和排放控制,以保护周围环境的安全。
焦化厂要建立完善的环境管理系统,并定期检查和监测环境污染指标,防止环境污染的发生。
粗苯生产工艺指标与焦炉煤气粗苯回收方法
粗苯生产工艺指标与焦炉煤气粗苯回收方法一、粗苯生产消耗洗油、蒸汽、焦炉煤气的指标:⑴、洗油<100kg/t粗苯(国内有些焦化厂<70kg/t粗苯);⑵、蒸汽10-1.5t/t粗苯;⑶、焦炉煤气450-550m3/t粗苯。
二、洗油吸收粗苯的基本原理:⑴、用洗油吸收焦炉煤气中的粗苯是物理吸收过程,服从有关定律。
⑵、当煤气中粗苯蒸汽分压大于洗油液面上粗苯蒸汽压时,煤气中粗苯被洗油吸收。
三、从焦炉煤气中回收粗苯的方法:1、吸收粗苯部分:⑴、洗油吸收法(本公司采用):①、用洗油在专门的洗涤塔内吸收焦炉煤气中的粗苯,将吸收了粗苯的洗油(称为富油);②、送至脱苯塔蒸馏装置中,在此粗苯被提取出来,脱苯后的洗油(称为贫油);③、经冷却后重新送回(循环)洗涤塔内吸收粗苯。
⑵、吸附法(如果用活性碳做吸附煤气中的粗苯,作为煤气含苯化验分析方法之一)。
⑶、低温加压法。
2、蒸馏脱苯部分:⑴、吸收了煤气中粗苯的洗油称为富油。
⑵、按富油加热发生分为:①、预热器加热富油(用水蒸气做热源)的脱苯法。
②、管式炉加热富油(用焦炉煤气做主要热源)的脱苯方法。
四、从富油中蒸出粗苯的原理:1、从富油中蒸出粗苯是根据洗油和粗苯两者沸点2的不同,虽然粗苯沸点小于180℃,但其液体混合物又不具有恒沸点,同时洗油又是此混合物中主要组份;2、混合物的沸点介于粗苯和洗油沸点(230-300℃)之间,并趋近洗油的沸点,于是采用降低蒸馏温度的水蒸气蒸馏方法。
五、粗苯工段工艺简介及流程图:1、工艺简介:⑴、从硫铵工段来的煤气进入终冷塔,在此被冷却至25-28℃后,由塔底进入洗苯塔,在塔内与塔顶下来的洗油(贫油)逆流接触后,煤气中的苯族烃被洗油贫油吸收下来,从塔顶出来的煤气一部分回焦炉加热。
⑵、其余部分送至气柜等用户。
⑶、吸收苯族烃的贫油变为富油后,在洗苯塔底进小富油泵送至富油槽。
⑷、在由大富油泵送至蒸苯部分处理。
⑸、脱苯后的热贫油经一段贫富油换热器后进入脱苯塔底部热贫油槽中,然后用贫油泵从槽中抽出经二段贫富油换热器后,一段贫油冷却器,二段贫油冷却器冷却后送往洗苯塔顶喜欢喷洒适用。
焦化厂粗苯工段操作规程

粗苯工段安全技术操作规程一、粗苯岗位工艺流程洗氨后煤气(55℃)经外管进入终冷塔顶部,用循环水与制冷水间接冷却煤气(27℃)。
冷却后的煤气进入洗苯塔下部与从塔顶喷淋而下地洗油逆流接触,洗去煤气中的苯,洗苯后的煤气从塔顶溢出,经外管至气柜或回炉使用。
通过富油输送泵,经粗苯冷凝冷却器,油油换热器粗苯加热炉加热至180—200℃,使其中一部分可以返回洗苯塔热喷清洗,正常情况下进入脱苯塔进行脱苯。
脱苯塔顶部溢出苯蒸汽经粗苯冷凝冷却器,粗苯油水分离器,粗苯回流槽。
除一部分打回流外,其余经计量槽入粗苯槽。
脱苯塔底部贫油经油油换热器,入贫油槽,然后在由贫油输送泵加压经贫油冷却器冷却至32℃左右进洗苯塔循环洗涤使用。
二、粗苯岗位工艺条件1、洗苯:a、入洗苯塔煤气温度27℃b、入塔循环洗油量 1.5—1.7kg/m3。
c、入塔贫油温度26--32℃左右(冬季比煤气温度高4—7℃,夏季高2--3℃)d、入塔贫油含苯量≰0.5%e、富油含苯1.6—2.5%,含水应小于1%f、洗苯塔后煤气含苯不大于5g/ m3洗苯塔阻力≰2000pag、洗苯塔后煤气压力不小于5—6kpah、各轴瓦温度不大于65℃i、各电升温不超过45℃(包括室温在内不得超过75℃)j、洗油质量指标:指标名称: 新洗油循环洗油比重d4/20 1.04—1.06 ≯1.07230℃前馏出量(容)%≰3 ≯10300℃前馏出量(容)%≱90 ≮85酚含量(容)%≯0.5苯含量(重)%≯13 ≯12粘度(E50) ≯1.5% ≯1.2水份(容)%≯1% ≯0.615℃时结晶沉淀物无2、蒸馏:a、温度指标:粗苯冷凝冷却器富油出口温度≰60℃油油换热器富油出口温度≰110℃粗苯管式加热炉富油出口温度 180—200℃脱苯塔底贫油温度≯200℃再生器顶部温度 60—180℃再生器底部温度≰120℃脱苯塔顶部粗苯蒸汽温度 90—99℃油油换热器后贫油温度 ` ≯110℃贫油冷却器后温度≰32℃过热蒸汽温度 150—300℃管式炉辐射段温度 400—700℃管式炉对流段温度 200—500℃管式炉烟道温度 300—400℃粗苯冷凝冷却器后温度25--40℃b、压力指标:脱苯塔底部压力0.08Mpa脱苯塔顶部压力≯0.035Mpa再生器顶部压力0.08Mpa蒸汽压力0.4Mpa入管式炉煤气压力>500kpa管式炉对流段富油进口压力≰0.4 Mpa管式炉辐射段富油出口压力2.5Kpa管式炉蒸汽过热进口压力1.2Kpac、粗苯回流比 2—2.5d、原料消耗e、洗油消耗≯100kg/t粗苯f、脱苯直接蒸汽消耗≯2t/t 粗苯g、再生洗油量 1—2%h、粗苯产量质量指标:指标名称粗苯外观黄色透明液体比重d420 0.87—0.9馏程 180℃前馏出量(容)≱90—93%三、粗苯岗位安全技术操作规程1、洗苯工安全技术操作规程a、负责洗苯塔的开工和正常生产操作,稳定洗苯塔的操作,提高粗苯回收率。
粗苯工段粗苯质量控制措施与回收工艺技术方法

粗苯工段粗苯质量控制措施与回收工艺技术方法1、总则:⑴、焦炉煤气是粗苯的重要来源,若是无法对粗苯进行有效回收,就造成了粗苯的浪费,影响了企业的经济收入。
⑵、通过对粗苯工序现状的分析得出,粗苯产率还有着非常大的提升空间。
⑶、深入分析和研究粗苯质量控制方法以及回收工艺,来强化对粗苯回收工作的管理,以促进其生产效率的提升,使企业经济效益能够实现最大化发展。
⑷、作为一种非常复杂化合物,粗苯作为焦煤气的产物,其主要成分有:苯和甲苯、二甲苯等芳香烃,而这些正是重要的化工原料。
2、粗苯质量控制措施:⑴、当脱苯塔塔顶温度过高时:①、一般来说,当塔顶温度高于105℃时,应采取有效的控制措施,来保证苯的质量。
②、首先,应对油换热器的贫油流量进行调节,使富油温度始终保持在110℃到150℃之间。
③、其次,将管式炉出口的富油温度控制在170℃到185℃之间。
④、再次,管式炉出口的过热蒸汽温度被控制在350℃到400℃之间。
⑤、最后,对粗苯的回流量进行调节,将塔顶温度控制在105℃以下。
⑵、在脱苯塔开工时:①、应在开工之前检查设备、阀门以及管道是否处于良好状态。
②、在油水分离器中注满水之后,需要将放散管、蒸馏设备、富油泵、再生器的各个阀门打开,使蒸汽得以贯通进行清扫,来检验设备的运行状态。
③、在清扫完成之后,将所有蒸汽阀门关闭,并将贫富油泵启动进行送油,经过一段、二段贫油冷却器进入洗苯塔。
④、当塔底液位升到一半时,应及时启动贫富油泵的冷循环系统,当冷循环正常运转之后,管式加热炉进行点火加热,在再生器中加入适量的油,再使蒸汽阀门处于开放状态。
⑤、工作人员还应查看脱苯塔的底部压力是否符合相关技术的要求,在冷凝液冷却器出口苯为30摄氏度时,将冷却水打开,当回流槽出现溢流的情况时,在启动回流泵进行流量控制工作,保持塔顶温度能够低于105℃。
⑶、在脱苯塔停工时:①、对于各个设备的放液管的畅通情况进行检查,不再对再生器进行加油,当达到排渣规定温度时,应将再生期内的残渣排放出去,将各个管道进行清理。
焦化厂粗笨工段工艺流程简述

一、工艺流程本设计是在氨的回收采用硫铵生产工艺基础上进行的。
整体上包括终冷洗萘,洗苯和蒸馏脱苯三个部分。
1、横管终冷洗萘工艺进入粗苯回收工段的煤气,温度为55℃左右,从终冷塔顶进入,在横管终冷器内冷却水冷却到25℃左右的同时,煤气中的萘也被从轻质焦油循环槽来的连续喷洒的轻焦油溶解吸收。
脱萘至0.45g/Nm以下,然后从塔底排出,经旋风捕雾器除去大部分夹带的焦油,凝结水雾,在进入煤气总管,去洗苯塔。
吸收萘后的轻焦油,经U型管自流入塔底循环油槽,再用轻质焦油泵从塔底抽出,到塔顶和塔中分两段喷洒,循环至一定含萘量后,用焦油泵从槽底抽出送到焦油工段处理,同时补充新焦油。
18℃的低温水自下而上经过串联的各管箱中横管,与煤气逆流间接接触,与煤气塔内循环油间接换热升温后,从塔上部排出,各横管均有一定的斜度(纵向错开半个管箱高度)便于含萘焦油下流,避免粘附于管壁上形成热阻。
2、洗苯工艺从终冷器来的均为25℃的煤气,含苯族烃为25〜40g/Nm从洗苯塔进去出塔煤气含苯低于2g/Nm.从脱苯工序来的30℃左右,含苯0.2〜0.4%的贫油被贫油泵送至洗苯塔顶喷洒,含苯量增至2.5%左右,从塔底经U型管导入塔下油槽,再用富油泵从中抽送到脱苯工序去脱苯,脱苯后的贫油循环使用。
当贫油中间槽液位降低时,用贫油泵抽取新洗油槽内之新洗油补充,以确保塔下贫油槽内一定的液位。
3、脱苯工艺从洗涤工序来的富油经分缩器与从脱苯塔顶来的油气混合物换热升温至70〜80℃进入贫富油换热器,被从脱苯塔底来的热贫油加热至130〜140℃然后到管式炉加热升温至180〜190℃从第14块塔板进入脱苯塔,在过热蒸气的蒸吹作用下脱苯。
与富油换热后的贫油入脱苯塔下热贫油槽,再用贫油泵抽至贫油冷却器冷却后到洗苯塔去洗苯。
从脱苯塔顶出来的油气混合气进分缩器,冷凝出轻重分缩油后进入冷凝冷却器,粗苯蒸气冷凝冷却为粗苯液体,粗苯进入粗苯油水分离器,与水分离后进入粗苯贮槽。
焦化厂对粗苯加工的安全要求范文(二篇)

焦化厂对粗苯加工的安全要求范文一、工艺过程的安全要求1. 粗苯加工过程中应注意严格控制温度和压力,确保工艺过程的稳定性和安全性;2. 各设备的运行应经过严格的检测和试验,确保设备运行的安全可靠;3. 加工工艺中不得使用易发生爆炸的化学物质或物质的混合,避免发生爆炸事故;4. 对于有洁净要求的设备和管道,应定期进行清洗和检修,确保设备的正常运行和安全性;5. 加工设备的维护和保养应按照规定的要求进行,定期检查设备的运行情况,确保设备的安全性和正常运行。
二、设备设施的安全要求1. 加工设备的设计、制造和安装应符合相关的标准和规范,确保设备的安全性和使用可靠性;2. 设备设施应配备安全阀、压力表等安全装置,确保设备的安全运行;3. 设备操作平台和工作区域应设有防滑措施,避免工作人员滑倒或摔伤;4. 设备周围应设置警示标识,提示工作人员注意安全;5. 电气设备和线路的安装和维护应符合电气安全规范,确保电气设备的安全性。
三、操作人员的安全要求1. 加工操作人员应经过严格的培训和考核,掌握操作规程和应急措施,提高操作的安全性;2. 操作人员应穿戴工作服、安全鞋等个人防护装备,保护自身安全;3. 操作人员应严格遵守工艺操作规程,禁止违规操作和操作错误,确保工艺过程的安全性;4. 操作人员应熟悉设备的运行情况,发现异常情况及时报告和处理,确保设备运行的安全性。
四、应急预案和安全演练的要求1. 焦化厂应制定完善的应急预案和安全管理制度,明确各部门的职责和权限,确保应急处置的及时性和有效性;2. 焦化厂应定期组织安全培训和演练,提高员工的应急处置能力,增强工作人员的安全意识;3. 在加工过程中,发生重大事故或异常情况时,应及时启动应急预案,采取相应的措施进行处置,保障人员的生命安全和财产安全。
五、环境保护的要求1. 焦化厂应建立健全的环境保护制度,严格按照环保法律法规进行生产和排放控制;2. 加工过程中产生的废气、废水等应经过净化处理,达到环保要求后再排放;3. 焦化厂应定期进行环境监测和评估,确保环境对周边地区和人员的安全无害。
焦化厂对粗苯加工的安全要求

焦化厂对粗苯加工的安全要求主要包括以下几个方面:1. 原料收集和存储安全要求:a. 在进行粗苯收集和储存过程中,要确保收集设备、管道等设施完好无损,并进行定期的维护和检修,以确保其功能正常。
b. 在收集和储存粗苯过程中要注意防止粗苯泄漏,必要时应使用适当的防护设施,如防护罩、防泄漏设施等。
c. 粗苯储存区域应具备适当的通风和排气系统,以防止粗苯蒸发积聚有害气体,确保工作环境的安全。
d. 对于储存粗苯的设施要设置明确的警示标识,以提醒工作人员注意防范火灾、爆炸等危险。
2. 粗苯加工过程的安全要求:a. 在粗苯加工过程中,要确保设备的正常运行,对设备进行定期检修和维护,以降低设备故障的风险。
b. 粗苯加工设备要设有适当的安全保护装置,如过温、过压、过流等保护装置,以确保设备运行安全。
c. 粗苯加工设备和管道要经常检查和维修,以确保其完整性和防止泄漏。
d. 进行粗苯加工的工作人员要经过专门培训,具备相应的安全意识和操作技能,了解粗苯的特性和危险性,能够正确使用和维护设备。
e. 在粗苯加工过程中要定期进行安全检查,发现隐患和问题要及时处理并记录,以确保加工过程的安全。
3. 粗苯储存和运输安全要求:a. 粗苯储存区域要进行有效的防火设施和防爆设计,如设置火警报警系统、防火墙、灭火设备等,以降低火灾和爆炸的风险。
b. 对于粗苯储罐和储存区域要进行定期检查和维修,确保其完整性和安全性。
c. 粗苯运输要符合相关法规和标准,使用符合要求的运输工具和设备,保证粗苯在运输过程中不泄漏或溢出。
d. 进行粗苯运输的人员要经过专门培训,具备相应的安全意识和操作技能,能够正确、安全地进行粗苯的装卸和运输。
4. 废物处置的安全要求:a. 在粗苯加工过程中产生的废物要进行安全的处置,如定期进行废物处理,确保其不会对环境造成污染和危害。
b. 废物处理区域要进行合理的设置和管理,采取适当的防护措施,防止废物泄漏或溢出造成的安全问题。
<冶金行业>焦炉煤气中粗苯的回收工艺设计
(冶金行业)焦炉煤气中粗苯的回收工艺设计设计说明本次毕业实习的地点是在中平能化集团河南京宝焦化有限公司,具体工作岗位是工艺技术部粗苯蒸馏工段。
经过近两个月的岗位工作,作者对焦化厂粗苯回收工艺流程有了一定程度的了解和掌握,所以将毕业设计题目定为:15000 m3/h 焦炉煤气中粗苯的回收工艺设计。
粗苯回收工艺主要分终冷洗苯和粗苯蒸馏两个过程,根据河南京宝焦化有限公司的粗苯回收工艺流程以及自己对粗苯回收相关内容的一些了解,本设计采用的是常压填料吸收塔进行焦炉煤气中粗苯的吸收,用管式炉加热富油生产一种苯的方法进行粗苯的蒸馏。
主要流程为焦炉煤气首先自上而下经过横管式终冷塔,在此依次用32°C的循环水和18°C的低温水除去煤气中的萘,然后煤气自下而上进入洗苯塔,塔顶向下喷洒27°C左右的吸油,气、液逆向接触,使洗油充分吸收煤气中的粗苯而成为富油。
富油送往管式加热炉预热到135°C,之后从第15层塔板处进入脱苯塔,在此富油被加热到180°C,粗苯蒸汽由塔顶采出,塔底则为贫油。
然后粗苯蒸汽依次经过油气换热器和冷凝冷却器后成为液体进入粗苯储槽。
洗苯塔操作压力0.1,填料塔高度13,塔径为,入塔煤气中粗苯含量25 g/m3 ~40 g/m3,出塔含量为4 g/m3以下。
本设计中的计算内容主要有吸收塔中气液相的物料衡算和管式炉加热脱苯工序的热量衡算,以及吸收塔设备的相关工艺计算。
完成的图纸有带控制点的粗苯回收工艺流程图、物料衡算图和主设备洗苯塔和脱苯塔的剖面图。
关键词:焦炉煤气、粗苯回收、粗苯蒸馏、常压、洗苯塔、管式炉、Design NotesThis is the place of graduation practice of the Group in Henan to Beijing Zhongping Bao Coking Co., Ltd., is a technology specific jobs distillation section in the Ministry of benzene. After nearly two months of post work, I have a coke plant crude benzene recovery process a degree of understanding and knowledge, so I put my graduate design topics as: 15000 m3/ h of coke oven gas in the crude benzene recovery process design.Crude benzene recovery process mainly consists of the final cold wash both benzene and benzene distillation process, according to King Po Coking Co, Ltd. Henan, crude benzene recovery of crude benzol recovery process and their relevant content on some idea, this design uses the atmospheric pressure packed absorption tower for absorption of benzene in coke oven gas with a tube furnace heated to produce a rich oil method of benzene benzene distillation. Operating pressure of 0.1, height of packed tower 13, tower diameter, the benzene content of the gas into the tower 25g/m3 ~ 40g/m3, the tower content 4g/m3 below.Calculation of the design content of the main absorber in the gas phase of the material balance and the tube furnace heating process from benzene heat balance, and the calculation of the absorber device related technology. The drawings are done with the control point flow chart of crude benzene recovery, material balance chart and the main equipment wash benzene tower profile.Key words: coke oven gas, crude benzene recovery, clumsy distillation, atmospheric pressure, benzene washing tower, tube furnace目录设计说明 (I)Design Notes (II)主要符号说明 (iii)引言 (1)1设计总论 (2)1.1粗苯的组成和性质 (2)1.1.1 粗苯的组成 (2)1.1.2 粗苯的性质 (3)1.2 回收苯族烃的方法 (3)1.3 影响粗苯回收的因素 (4)1.3.1 吸收温度 (4)1.3.2 洗油的吸收能力及循环油量 (4)1.3.3 贫油含苯量 (5)1.3.4 吸收表面积 (6)1.3.5 煤气压力和流速 (6)1.4 粗苯回收过程存在问题与改进措施 (7)1.4.1 存在问题 (7)1.4.2 改进措施 (7)2 设计方案的确定 (9)2.1生产条件及参数 (9)2.2 工艺流程及工艺流程图 (9)2.2.1 工艺流程 (9)2.2.2 工艺流程图 (11)3 物料衡算与热量衡算 (13)3.1 物料衡算 (13)3.1.1 进塔焦炉煤气中各组分的含量 (13)3.1.2 进塔焦炉煤气中粗苯的摩尔组成 (13)3.1.3 气、液量计算 (14)3.1.4 粗苯蒸馏工段物料横算 (14)3.2 热量衡算 (18)3.2.1管式炉供给富油的热量Q m (18)3.2.2 管式炉供给蒸气的热量Q V (19)3.2.3 管式炉加热面积 (19)4 主要设备的工艺计算 (20)4.1 吸收塔塔径计算 (20)4.2 吸收塔高度计算 (21)4.2.1 传质单元高度 (21)4.2.2 传质单元数 (22)4.2.3 填料层高度 (23)4.2.4 塔附属高度 (23)4.3 填料塔的压力降 (23)4.3.1 气体进出口压力降 (23)4.3.2 填料层压力降 (24)4.3.3 填料塔的总压力降 (24)5 主要设备的强度校核 (25)5.1壁厚设计及校核 (25)5.2 封头设计 (26)5.3 圆筒的应力 (26)5.4 塔裙座高度 (26)6 辅助设备的选型 (27)6.1 洗苯塔附属设备 (27)6.1.1填料支撑装置 (27)6.1.2液体分布器 (28)6.1.3液体再分布器 (29)6.1.4气体的进口与出口装置 (30)6.2 管式加热炉 (31)6.3 洗油再生器 (32)6.4 脱苯塔 (35)6.5 泵 (35)6.6 工艺管道 (36)6.7 换热器 (36)7 设计结果 (37)8 参考文献 (38)9 附录 (39)10 致谢 (40)主要符号说明引言粗苯是炼焦化学产品回收中最重要的两类产品之一。
粗苯生产过程控制
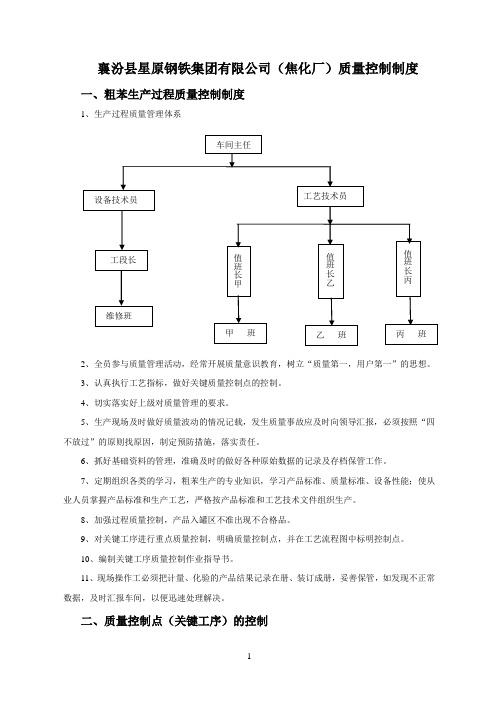
襄汾县星原钢铁集团有限公司(焦化厂)质量控制制度一、粗苯生产过程质量控制制度1、生产过程质量管理体系2、全员参与质量管理活动,经常开展质量意识教育,树立“质量第一,用户第一”的思想。
3、认真执行工艺指标,做好关键质量控制点的控制。
4、切实落实好上级对质量管理的要求。
5、生产现场及时做好质量波动的情况记载,发生质量事故应及时向领导汇报,必须按照“四不放过”的原则找原因,制定预防措施,落实责任。
6、抓好基础资料的管理,准确及时的做好各种原始数据的记录及存档保管工作。
7、定期组织各类的学习,粗苯生产的专业知识,学习产品标准、质量标准、设备性能;使从业人员掌握产品标准和生产工艺,严格按产品标准和工艺技术文件组织生产。
8、加强过程质量控制,产品入罐区不准出现不合格品。
9、对关键工序进行重点质量控制,明确质量控制点,并在工艺流程图中标明控制点。
10、编制关键工序质量控制作业指导书。
11、现场操作工必须把计量、化验的产品结果记录在册、装订成册,妥善保管,如发现不正常数据,及时汇报车间,以便迅速处理解决。
二、质量控制点(关键工序)的控制设备技术员 工段长维修班 丙 班乙 班甲 班 工艺技术员值班长甲值班长乙值班长丙车间主任2.1质量控制点的部位与内容:质量控制点选定a洗苯塔b管式炉c脱苯塔为关键控制部位,在这三个部位又选定:2.1.1洗苯塔:(1)塔前煤气温度(2)入塔贫油流量(3)塔后煤气含苯量2.1.2管式炉:(1)过热蒸汽温度(2)出口富油温度(3)炉前煤气压力2.1.3脱苯塔:(1)塔底贫油液位(2)塔顶压力(3)塔顶油气温度2.1.4这三部分九个指标为关键工序上的关键控制点2.2 质量控制点作业指导书2.2.1洗苯部分的操作与调节1、必须经常注意检查塔后与塔前煤气含苯量,根据实际情况及时进行调整。
2、回炉煤气中苯含量多少与下列因素有关:(1)洗苯塔内煤气和贫油温度,当其温度高时,洗苯效果变差。
(2)洗油喷洒量的多少,当洗油喷洒量大时,洗苯效果好,但如过大时也会造成塔阻变大,富油含苯较低,造成脱苯上的不经济。
峰煤焦化粗苯指标
峰煤焦化粗苯指标
(实用版)
目录
1.峰煤焦化粗苯指标概述
2.峰煤焦化粗苯指标的测定方法
3.峰煤焦化粗苯指标的影响因素
4.峰煤焦化粗苯指标的控制措施
正文
【峰煤焦化粗苯指标概述】
峰煤焦化粗苯指标,是指在煤焦化过程中,对粗苯的各项性质和成分进行检测和评估的一组参数。
粗苯是煤焦化的重要产品之一,其质量直接影响到煤焦化过程的经济效益和环境影响。
因此,对峰煤焦化粗苯指标的测定和控制至关重要。
【峰煤焦化粗苯指标的测定方法】
峰煤焦化粗苯指标的测定方法主要包括物理性质测定、化学成分分析和工艺性能试验等。
其中,物理性质测定主要包括密度、粘度、凝固点等;化学成分分析主要包括含苯量、含氮量、含氧量等;工艺性能试验主要包括馏程、酸洗试验、电导率等。
【峰煤焦化粗苯指标的影响因素】
峰煤焦化粗苯指标的影响因素主要包括原料煤的质量、煤焦化的工艺条件和操作管理等。
原料煤的质量直接影响到粗苯的产量和质量;煤焦化的工艺条件,如温度、压力、气氛等,也会对粗苯指标产生影响;操作管理,如设备的维护、操作人员的技术水平等,也会对粗苯指标产生影响。
【峰煤焦化粗苯指标的控制措施】
为了控制峰煤焦化粗苯指标,需要从原料煤的质量控制、工艺条件的优化和操作管理的规范等方面入手。
2024年焦化厂粗苯加工安全要求

2024年焦化厂粗苯加工安全要求一、引言粗苯是焦化厂生产中的常见产品之一,其加工过程中安全是非常关键的,对于保障生产安全和员工健康有着重要的作用。
本文将对2024年焦化厂粗苯加工的安全要求进行详细阐述。
二、生产现状粗苯的加工主要分为粗初净分离和精细分离两个阶段。
在粗初净分离过程中,主要进行物理分离,如冷凝、分馏等。
而在精细分离过程中,则需要进行化学处理,如脱蜡、脱硫、净化等。
而焦化厂中的粗苯加工主要以蒸馏为主要工艺。
三、设备安全要求1. 设备选型:焦化厂应对粗苯加工设备进行合理的选型,确保设备材质符合相关标准,抗腐蚀性能良好,并能承受高温、高压等工作条件。
2. 设备维护:焦化厂应制定详细的设备维护计划,并定期进行设备检查、润滑和清洗保养等工作,确保设备的正常运行和安全性能。
3. 设备安全监测:焦化厂应安装必要的设备安全监测仪器和设备,对关键设备进行实时监测和报警,确保设备运行的安全性和可靠性。
四、工艺安全要求1. 工艺管理:焦化厂应建立完善的工艺管理体系,明确各项工艺参数和操作要求,做好工艺变更的管理工作。
同时,焦化厂应对工艺操作人员进行培训,提高其对工艺安全的重视和操作技能。
2. 废气处理:焦化厂应采取有效的废气处理措施,如装置尾气收集和净化处理设备,减少或消除有害气体的排放,确保环境的安全性。
3. 废水处理:焦化厂应建立完善的废水处理系统,采取合适的处理工艺,对废水进行处理后达到国家环境排放标准,保护水源的安全性。
五、安全管理要求1. 人员培训:焦化厂应加强对操作人员的安全培训,提高其安全意识和应急处理能力,确保能够熟练操作设备并正确应对突发情况。
2. 安全监测:焦化厂应建立完善的安全监测系统,对粗苯加工过程中的环境、设备和人员进行监测,及时发现和处理安全隐患。
3. 应急预案:焦化厂应制定完善的应急预案,明确各项应急措施和应急责任人,保障在突发情况下能够迅速、有序地进行处置,最大限度减少事故损失。
焦化厂粗苯加工安全要求

焦化厂粗苯加工安全要求引言焦化厂中的粗苯加工是一个危险的过程。
如何确保加工过程中的安全是焦化厂必须要考虑的问题。
本文将阐述粗苯加工的安全要求,并提供一些保障工人安全的建议。
焦化厂粗苯加工的基本流程焦化厂中的粗苯加工流程主要包括以下几个步骤:1.气液分离:将粗苯混合物中的气体和液体分离。
2.蒸馏:使用精馏塔对粗苯进行升华。
3.冷凝:将升华后的粗苯冷却成液态。
4.产品分离:分离液态的粗苯。
焦化厂粗苯加工的安全要求1. 工艺安全在粗苯加工的过程中,必须要确保工艺的安全。
具体的要求如下:1.设备选材应符合国家标准和厂家规范,确保设备受力合理,使用寿命符合要求。
2.根据工艺参数,严格控制工艺条件,如温度、压力等参数,并设置相应的安全措施,如过热保护、过压保护等。
3.建立严格的管控制度,对设备异常运行情况进行及时处理,避免设备故障引发事故。
2. 人员安全在粗苯加工的过程中,人员必须具备相关的安全知识和操作技能。
具体的要求如下:1.所有从事粗苯加工的人员必须接受安全培训,并经过资格认证后方可上岗。
2.人员必须按照规定的操作程序进行操作,严格遵守安全操作规定。
3.加工过程中,必须要有专人负责监控设备运行情况,及时处理异常情况。
3. 应急处理在粗苯加工的过程中,必须要建立应急处理预案,以应对突发事件。
具体的要求如下:1.建立应急处理组织,负责应对事故事件,并按照应急预案进行处理。
2.充分准备应急救援设备,如防爆器材、泵浦等,以保障应急处理的顺利进行。
3.全员参与应急演练,确保应变能力和能力管理水平。
保障工人安全的建议除了以上的安全要求外,我们还可以通过以下建议保障工人安全:1.工人必须佩戴好相应的防护工具,包括服装、眼罩、口罩等,保护身体的安全。
2.注意安全教育,为工人加强知识技能的培训,并强化工人安全意识。
3.确保设备维护保养,对设备进行定期维修保养,减少故障出现的概率,提升设备的工作效率,要求更换变热器。
结论在焦化厂粗苯加工的过程中,需要注意保障工人的安全,确保工艺和设备的安全运行,建立完善的应急处理预案,提供必要的防护设备,并加强安全教育工作,共同维护焦化厂安全生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.2. DCS 控制系统的特点
� 系统功能: DCS 具有数据采集、控制运算、控制输出、设备和状态监视、报警监视、 远程通信、实时数据处理和显示、历史数据管理、日志记录、事故顺序识别、事故追忆、 图形显示、控制调节、报表打印、高级计算,以及所有这些信息的组态、调试、打印、 下载、诊断等功能。
第 1 页 共 6 页
28℃,同时煤气中相当数量的萘也冷凝析出被水冲洗下来。冷却后的煤气送洗苯塔。 冷却到 25~27℃的煤气,进入洗苯塔,温度为 27~30℃循环洗油(贫油)用泵送至洗 苯塔的顶部,与煤气逆向沿着填料向下喷洒,流入塔底,洗苯塔底流出的含苯的富油送至脱 苯装置。为了防止煤气中的水汽冷凝而进入洗油中,操作中洗油温度应略高于煤气温度。 一 般规定洗油温度在夏季比煤气温度高 2℃左右,冬季高 4℃左右。脱苯后的贫油经冷却后再 送至洗苯塔循环使用。 增加循环洗油量, 可降低洗油中粗苯的含量, 增加吸收推动力, 从而可提高粗苯回收率。 但循环洗油量也不宜过大,以免过多地增加电、蒸气的耗量和冷却水用量。 在塔后煤气含量一定的情况下, 随着吸收温度的升高, 所需要的循环洗油量也随之增加。 吸收温度需保持一定。 洗油的脱苯是利用洗油与粗苯沸点的不同, 通过煤气及蒸汽加热管式炉和脱苯塔蒸馏将 粗苯(轻苯)从洗油中分离出来。 粗苯回收原则工艺流程图如下图所示
�
实时仿真: 系统具有离线的实时调试和仿真功能,缩短系统在现场的调试周期并降低 了方案实施的风险。
�
系统容量: 系统规模灵活可变,可满足从几十个 I/O 信息、几个回路,到成白上千个 个 I/O 信息采集及控制回路的应用制机柜的热设计、防护设计及抗电磁干扰设计可适应任 何恶劣的工业现场环境。
粗苯回收原则工艺流程图
第 3 页 共 6 页
4.粗苯回收的 DCS 控制
4.1. 终冷洗苯
进入粗苯工序的煤气, 一般温度为 55℃---65℃的, 而洗苯最适宜的温度是 20℃---28℃, 因此必须进行煤气的最终冷却。 煤气从终冷器下部进入终冷器分两段进行冷却, 然后进入洗 苯塔。 在洗苯塔,煤气与洗油逆流接触,煤气中的粗苯被洗油吸收。洗油的温度是重要参数之 一。为防止煤气中的水汽冷凝进入洗油,洗油的温度应控制为高于煤气温度 2℃-4℃. 终冷器相关的主要检测参数有:循环水流量、低温水流量、煤气压力、煤气温度、冷凝 液液位。 终冷器中冷凝液液位通过调节阀控制送机械化澄清池的冷凝液流量来控制。 洗苯塔相关的主要检测参数有:煤气温度、煤气压力、贫油温度、贫油流量、洗苯塔底 富油液位。 洗苯塔底富油液位通过洗苯塔输出富油泵后的调节阀控制富油流量来控制。
� �
安 全 性: 系统安全性和抗干扰性符合工业使用环境下的国际标准。 故障诊断: 具有卡件、通道以及变送器或传感器故障诊断功能,智能化程度高,轻松 排除热电偶断线等故障。
�
供电电源: 本系统采用集中供电方式。交直流电源都采用双重化热冗余供电模式,部 件能进行热插拔,方便安装和维护。
�
远程服务: 能够通过远程通信媒体实现远程监控、故障诊断、系统维护、操作指导、 系统升级等。
4.2. 粗苯蒸馏
洗苯塔来的富油,经油气交换器和贫富油器换热后,再经管式炉加热,进入脱苯塔, 在 此进行汽提和蒸馏,经油气换热器、粗苯冷凝冷却器冷却后,进入油水分离器,获得粗苯。 脱出粗苯的贫油由脱苯塔抽出循环使用。 部分贫油经再生器排除洗油中相对分子量较大的聚合物,以保证循环洗油的质量。 脱苯塔相关的主要检测参数有:塔顶温度、压力、底部温度、压力、塔底贫油液位。 塔底贫油液位通过脱苯塔输出贫油泵后的调节阀控制贫油流量来控制。 管式炉相关的主要检测参数有:管式炉温度、煤气压力、煤气流量、蒸汽温度、蒸汽流 量、富油温度等。 煤气压力用调节阀控制稳定压力, 同时以温度流量串级控制温度管式炉的燃烧, 温度富 油加热温度。
� 在控制组态画面上设备的动态显示符有多种颜色变化, 提高了操作人员对设备运行状态 的判断能力,设备运行的状态和工艺操作画面简捷明了,可操作性强,提高了操作人员 的工作效率。 � 控制系统通过工业以太网链接,三级通讯结构,安全、可靠。采用分散及远程 I/O 控制 和集中操作的配置方式,控制站分布科学合理。便于维护和点检,大大缩短了故障判断 和处理时间。集中操作减少了工序间的沟通环节,减轻了操作压力。 � 系统主控制卡、数转卡、I/O 网络及主网络都为冗余配置、采用两路冗余供电(第一路 为 UPS 供电、第二路为稳压源供电) ,当主控制卡、数转卡、 I/O 网络及主网络单项出 现故障时系统能够实现无扰动切换,保证了设备装置的正常运行。 � 控制系统提供了强大的监控诊断功能,可随时监视控制系统的网络组件、控制主模件、 数据转发卡、I/O 卡件及现场 I/O 点的工作状态,利用系统的语音报警功能,可根据参 数及设备的级别设置不同的报警声音, 方便操作人员快速判断出报警源。 历史趋势记录, 可以帮助完成生产事故分析和生产管理。 � 各运行设备的事故停车均设有声光报警, 能够及时提醒操作人员进行紧急处理, 避免重
�
在线下载:DCS 允许工程师在完成组态修改并编译成功后执行在线下载操作。
3.粗苯回收工艺
从焦炉煤气中回收苯族烃采用的方法有洗油吸收法, 固体吸附法和深冷凝结法。 其中洗 油吸收法工艺简单经济,得到广泛应用。 煤气在终冷塔内自下而上流动,与塔顶喷洒而下的冷却水逆流接触,煤气冷却至 20—
第 2 页 共 6 页
第 4 页 共 6 页
4.3. 粗苯生产控制在安全上的考虑
粗苯生产环境属爆炸危险场所, 并有化学腐蚀性。 仪表及电气设备按相关防爆等级选型。 一次仪表与执行机构与 DCS 的连接通过安全栅完成。DCS 硬件板卡作防腐蚀处理。含气液双 相的罐体设液位检测、报警或控制。对于煤气燃烧系统,设置煤气切断阀,在煤气低压时, 迅速切断煤气,保障安全。
焦化回收粗苯的控制
1. 概述
焦化生产包括炼焦和化产,其中化产的任务是回收炼焦过程中的化学产品。 回收炼焦化学产品具有重要的意义。煤在炼焦时,除有 75%左右变成焦炭外,还有 25% 左右生成多种化学产品及煤气。来自焦炉的荒煤气,经冷却和用各种吸收剂处理后,可以提 取出煤焦油、氨、萘、硫化氢、氰化氢及粗苯等化学产品,并得到净化的焦炉煤气。 炼焦化学产品中的粗苯是多种碳氢化合物组成的复杂混合物。 粗苯经精制加工后, 可得 到苯、甲苯、二甲苯等有用的化工原料,是生产塑料、染料、合成橡胶、医药、农药、油漆 等的重要原料。 粗苯回收生产控制通常采用 DCS 控制系统。DCS 硬件和软件先进、可靠,由 DCS 构 成的控制系统稳定地运行和快速反应, 对各种生产工况能进行正确有效处理, 联锁动作及时 准确,对粗苯回收工序的高效生产和安全运行起到了良好的保障作用。
2.控制系统简介
2.1. DCS 的体系结构
DCS 是由仪表控制系统发展而来,由于 Internet、Web 技术的发展而推出的基于网络技 术的控制系统。该系统融合了最新的现场总线技术、嵌入式软件技术、先进控制技术与网络 技术,实现了多种总线兼容和异构系统综合集成。 DCS 主要由控制站、操作站、工程师站、系统网络等构成。
第 5 页 共 6 页
大事故的发生。 � 自主研发的监控软件,合理、清晰、直观,便于操作维护人员学习,而且具备故障记录、 查询功能,有利于及时、准确的找到故障发生点,给维护带来了极大的方便,提高了生 产效率。
第 6 页 共 6 页
�
信号精度: I/O 卡件的高精度 A/D 采样技术、先进的信号隔离技术、严格测试下的带 电插拔技术、以及多层板和贴片技术,使信号的采集精度高、运行稳定性好。
�
控 制: 系统控制组态符合 IEC61131-3 标准的组态工具 FBD、LD、SFC 、ST 等, 使 DCS 与 PLC 的控制功能得到统一,实现了局部控制区域内的实时过程信息的共享。
�
集 成 性:DCS 是一个开放的可扩展系统,它可以方便地进行扩展和集成,利用数据 站、OPCServer 或网关卡,可实现与异构系统的互联。
�
图形界面: DCS 集成化图形界面组态工具,可以方便、快捷地生成图形画面,提供多 种预定义图库对象。
�
报 警: 采用分布式报警管理系统。可以管理无限报警区域的报警、基于事件的报警、 报警优先权、报警过滤以及通过拨号输入/输出管理设备的远程报警。
4.4. 粗苯生产的 DCS 配置
粗苯生产是焦化生产中化产的工序之一。其 DCS 配置含于煤气净化的 DCS 中。典型的 I/O 点数是:218 点(其中,模拟量 92 点,数字量 126 点) 典型的焦化 DCS 基础自动化由操作站(含工程师站)和控制站组成。
5.DCS 控制系统在粗苯回收生产控制中的特点