MACH 3接口板使用说明
MACH3接口板使用说明
MACH3接口板使用说明1.电源接线:将接口板上的电源正负极分别与电源的正负极相连,确保接口板正常供电。
2.步进电机接线:将步进电机的A+,A-,B+和B-分别连接到对应的接口板上,接线时要注意极性的正确性,以免损坏电机。
3.限位开关接线:将限位开关的信号接线连接到接口板的对应引脚上,确保在机床运行时能够准确检测到限位信号。
4.运动控制卡接线:将接口板通过并口线或者USB线连接到电脑上,确保电脑能够正常识别接口板并进行通信。
接线完成后,还需要进行一些参数设置才能正常使用MACH3接口板:1.参考点设置:首先需要设置机床的参考点,通过手动调整机床到一个基准位置,然后在MACH3软件的参考点设置界面进行设置。
2.步进电机设置:根据实际步进电机的参数,设置步进电机的步进角度和细分数。
步进角度一般为1.8度,细分数根据精度要求来确定。
3.速度和加速度设置:根据实际需求,设置机床的运行速度和加速度。
速度和加速度设置过高可能导致电机无法正常工作,同时也会影响机床的精度。
4.输入和输出设置:根据实际需要,设置数字输入和输出的功能和映射关系。
可以通过接口板上的输入和输出端口实现一些辅助功能。
5.状态检测设置:设置MACH3软件对机床状态的检测方式,可以设置错误报警和状态显示等功能。
在正常使用MACH3接口板时,可能会遇到一些常见问题,下面是一些常见问题的解决方法:1.机床无法运动:首先检查步进电机的接线是否正确,以及步进电机的参数设置是否符合实际情况。
其次检查接口板的供电情况,确保接口板正常供电。
2.运动不稳定或者步进电机发热:这可能是电机供电不稳定或者过流导致的问题,可以检查电源和电机的额定电压和电流是否匹配,同时检查接口板的供电情况。
3.MACH3软件无法识别接口板:首先检查接口板的连接是否正常,确保并口线或USB线连接稳定。
其次检查电脑的并口或USB驱动是否正确安装。
4.限位开关无法正常工作:检查限位开关的信号线是否接触良好,以及限位开关的参数设置是否正确。
MACH-CNC接口板说明
7、针对计算机并口IO数的不足,增加三轴6位独立的限位开关输入IO口。
8、可与所有脉冲与方向信号的步进、伺服驱动配套使用,控制车床、铣床作数控运行。
9、输入端可外接机械开关、槽型光耦、接近开关、对刀器等。
10、接口板P1-P17口信号与电脑并口信号1-17针一一对应,并口18-25针为电源地。
11、通过并口P1、P16控制两路电磁继电器输出,可控制机床冷却泵,润滑油泵。
由于发光二极管的内阻非常小只有几百欧姆,而干扰源的内阻一般很大,在发光二极管上得到的干扰电压是非常小的,因此,大大削弱了其的强度,同时由于发光二极管必须有足够的电压和电流时才能发光,尽管干扰信号的电压很高,但其电流很小,能量则很小,因此,它不足以驱动发光二极管发光,在光电隔离器的另一端就不会有干扰电压输出,下图是光隔前后的信号波形图:
(二)输入接口20位
内部电路
GND Estop AGND P10 P11 P12 P13 AGND 5V P15 Probe Z- Z+ 5V AGND Y- Y+ X- X+ 5V
1、Estop为板的工作启停,板上已通过跳线接通允许
2、P10 P11 P12 P13 P15 为并口的5位输入端口
P10在MACH中设置为急停,(电脑上的Estop)
一、主要特点
1、提供十二路OC(集电集开路方式)输出,输出端口可直接驱动固态继电器。
MACH 3接口板使用说明
雕刻机接口板使用说明目录一、雕刻机接口板功能简介: (3)二、电气接线图: (3)三、接口板和驱动器的连接方法: (4)四、信号输入接口的连接方法: (4)五、继电器接口的使用: (5)六、并口的25针引脚输出定义: (5)七、Mach3软件的设置和使用方法: (6)7.1 Mach3的启动: (6)7.2 Mach3软件的端口设置: (7)7.3 限位开关的mach3设置: (11)7.4电机调试: (12)7.5 G代码的运行: (14)7.6 如何使用MACH3的手控界面: (16)八、联系我们: (17)一、雕刻机接口板功能简介:1、同时接5块步进电机驱动板器,控制5个步进电机运转2、带四路限位开关接口,可以接限位开关和急停开关,复位,对刀开关等。
3、带继电器控制,可控制雕刻机主轴电机的转动与不转动。
4、工作电压DC5V5、支持mach3软件。
二、电气接线图:三、接口板和驱动器的连接方法:X、Y、Z、4、5轴接口连接驱动板示意图:四、信号输入接口的连接方法:信号输入接口可以接限位开关和急停开关,对刀等,下图都以限位开关示意,具体的使用可以参考mach3中文教程:五、继电器接口的使用:继电器可以控制主轴的启动和停止,要使用该继电器,首先要对软件进行设置,软件的设置在后面章节中会提到。
在使用时即可通过代码控制继电器的吸合和释放,以此控制主轴的启动和停止。
六、并口的25针引脚输出定义:图6.1 并口接口并口简介:电脑的并口是一个25针D型凹槽连接器,图6.1所示为从电脑后方观看得并口插槽,箭头所指的方向为信息流相对电脑的流动方向,如标号为10-13的脚针是对向脑输入数据的。
接口板并口输出信号定义:七、Mach3软件的设置和使用方法:说明:这里将对mach3的基本设置进行讲解,对于mach3的设置是一个复杂的过程,我们这里的介绍主要是针对我们的驱动板进行,让您能够使电机正常转动,对于一些复杂的设置请您参考mach3的使用手册,那里有非常详细和专业的讲解。
mach3 usb v10.1信号定义说明

输入信号/IO
CON2
SPEED
24v
12V
12V/24V电源输入选择
J1
/
PWM
0-10V
PWM/0-10V选择跳线开关
JP4
KA4 PWM+ PWMCON6 + 0V +5V X-D X-P +5V Y-D Y-P +5V Z-D Z-P +5V A-D A-P +12V OUT8 OUT7 OUT6 OUT5 OUT1 CON4
K4
K3
启动
K2
1
SW
输入
VD+
VD-
1 2
IN10 IN9 IN8 IN7 IN6 IN5 IN4 IN3 IN2 IN1 VS+ 0V IN11 PROBE ESTOP
此电源为输出
+
CON0 B
CON7
DC1 DC2
JP2
IN4-IN11,可用作限位,原点 或者自定义外部暂停,启动,换刀信号等 在端口设置里对应PORT和PIN来定义上上,信号为低有效
日期
签名
CNC V10.1信号说明图 等级
标准化 批 准
描图 幅面
标记 第 15 张 共 9 张
A3
艺格式(4)
F
拟 制 审 核
QQ:702735512013-11-11
JU
E
C
驳接电脑USB接口
/
USB
直流适配器电源接口(要求带磁环) (12V/1A)/选配
A
此电源可用于 3线传感器供电
主轴测速
电源输入接口(要求双绞线带磁环) 交流12-17V/1A 或者直流12-24V/1A
MACH3常用设置 教学

个,如果使用细分驱动器。每分钟
700×1600/60秒
=18666.66HZ/
秒。如果步进马达要达到
700
转就要使用高于
18666.33HZ/
秒的核心频率,应该选择系统中的
25000HZ
,就可以了。
Port Setup and Axis Selection
窗口中有以下选项是我们要关注的,
Port #1
中定义了
PC
主板上唯一的一
个并口地址,这个地址在主板
BIOS
中已经定义一般为默认,无需要更改,
Port
Enable
打勾有效。
Port #2
定义如果主板上有第二个并口,则定义了第二个并口
的地址。
2 .TB6560 3
轴板带第
4
轴扩展口,最大峰值
3.5A
均值
2.5A
,控
制部分全高速光藕,保证不丢步。控制部分与工作部分完全隔离抗干
扰能力强。
========================================第10页========================================
公制还是英制,也就是毫米还是英寸。
打开
Config
菜单,选择第一项
Select Native Units
。
========================================第2页========================================
淘宝店网址:
========================================第1页========================================
mach3说明书
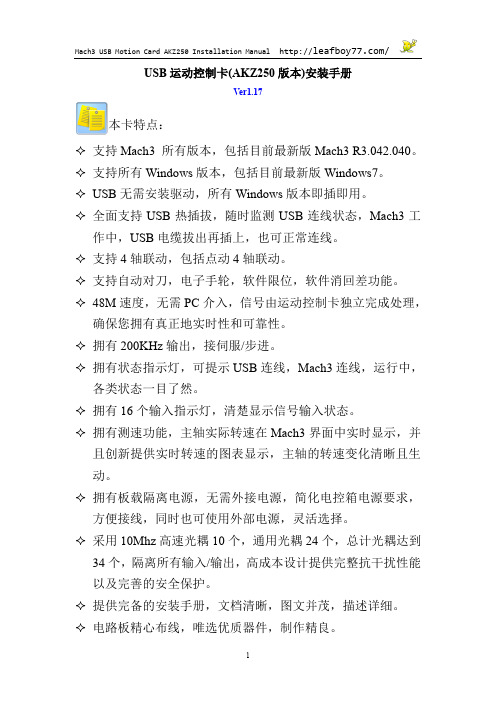
USB运动控制卡(AKZ250版本)安装手册Ver1.17本卡特点:✧支持Mach3 所有版本,包括目前最新版Mach3 R3.042.040。
✧支持所有Windows版本,包括目前最新版Windows7。
✧USB无需安装驱动,所有Windows版本即插即用。
✧全面支持USB热插拔,随时监测USB连线状态,Mach3工作中,USB电缆拔出再插上,也可正常连线。
✧支持4轴联动,包括点动4轴联动。
✧支持自动对刀,电子手轮,软件限位,软件消回差功能。
✧48M速度,无需PC介入,信号由运动控制卡独立完成处理,确保您拥有真正地实时性和可靠性。
✧拥有200KHz输出,接伺服/步进。
✧拥有状态指示灯,可提示USB连线,Mach3连线,运行中,各类状态一目了然。
✧拥有16个输入指示灯,清楚显示信号输入状态。
✧拥有测速功能,主轴实际转速在Mach3界面中实时显示,并且创新提供实时转速的图表显示,主轴的转速变化清晰且生动。
✧拥有板载隔离电源,无需外接电源,简化电控箱电源要求,方便接线,同时也可使用外部电源,灵活选择。
✧采用10Mhz高速光耦10个,通用光耦24个,总计光耦达到34个,隔离所有输入/输出,高成本设计提供完整抗干扰性能以及完善的安全保护。
✧提供完备的安装手册,文档清晰,图文并茂,描述详细。
✧电路板精心布线,唯选优质器件,制作精良。
安装手册导览文档更新记录运动控制卡配线示意图外形及安装孔机械尺寸1.安装准备2.Mach3的软件配置3.运动控制卡的硬件安装B运动控制卡的接线表B运动控制卡的接线图6.外部倍率旋钮7.主轴调速模拟量输出8.主轴测速功能9.自动对刀10.电子手轮11.预读缓冲设置文档更新记录日期/版本运动控制卡配线示意图伺服外形及安装孔机械尺寸141 ±0.1148.6本卡是一款Mach3 USB 接口的 3/4 轴外部运动控制卡。
最新版Mach3官方网站下载地址:/downloads.php进入官方网站后,点击Mach3下载:如下图中红圈所示安装Mach3时,可以不安装并口驱动。
使用mach3--usb插补控制卡,--安装培训教程.
安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当指导及在自己能力之内给予答疑解惑。
网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机USB2.0接口和PC连接,控制软件MACH3通过端口控制雕刻机各轴按照指令运行。
WINDOWS请用2000以上版本,其他版本可能出问题。
警告:控制用的PC应该是台专用的,使用时请断开网络,关闭杀毒软件,运行MACH3时请不要同时运行其他软件。
本人并不建议用笔记本电脑控制本设备,如果一定要用请查看笔记本电脑的手册,关掉有关电源管理等相关功能!一、控制软件MACH3的安装警告:在软件的安装及设置过程中请不要开启雕刻机电源以免产生误动作发成意外!1、在随机光盘“MACH3 2.63”目录中打开文件夹“MACH3”2、运行“MACH3 R2.63.EXE”开始安装,全部默认点击“NEXT”直到安装完成3、为了简化您的设置过程,安装完成后可以删除整个MACH3目录,并将光盘内的MACH3目录整个拷贝到C盘根目录下。
MACH3接口板使用说明

MACH3接口板BL-MACH-V1.1使用说明功能特点:1、完全支持MACH3及其它支持并口控制的电脑软件。
2、USB供电和外围供电相分离,保障电脑安全。
3、外围宽电压输入,12-24V,并有防反接功能。
4、所有输入信号全部经光藕隔离,可接急停、对刀、限位等,保障电脑安全。
5、一路继电器输出端口,可控制主轴开关。
输出口为P17口。
6、一路经光耦隔离的0-10V模拟电压输出,可以控制具有相应模拟接口的变频器,控制主轴转速。
输出口为P1口。
7、开放所有17个端口,可接带光耦的驱动器,可控制5轴步进电机。
8、P1作为PWM输出,可控制带光耦输入的主轴调速器。
9、可接共阴或共阳、输入电平为5V的驱动器。
10、板印所有端口名称、一目了然。
Mach3接口板BL-MACH-V1.1使用说明整体功能、接线图:GNDP10–急停P11–对刀PX 12–P Y 13–P Z 15–P X 2-脉冲P X 3-方向-P Y 4-脉冲-P Y 5-方向P Z 6-脉冲P Z 7-方向P A 8-脉冲P A 9-方向P14-总使能P B 16-脉冲P B 17-方向/继电器P PWM1-PCGND(共阴端)PC V 5(共阳端)PC V 5(共阳端)注意:以下的设置是按接口板与驱动器是采用共阳的接线方式来设置的。
MACH3软件的相关设置:一、检查MACH3驱动是否正常安装:注意:“Mach3 Driver ”不能有“!”或“?”。
二、软件设置:1、公英制选择。
设置单位:在“设置”里的“公/英制选择” 选公制毫米Mach3接口板BL-MACH-V1.1使用说明2、端口/针脚(1)、端口设置和轴向选择:注意--设置好后点应用(2)、电机输出:如图设置好后点应用。
注意:步进电机的转向和接线有关,如果方向不对,可以调整上图的“Dir LowActive”。
(3)、输入信号:如图设置,设定后点应用。
Mach3接口板BL-MACH-V1.1使用说明(4)、输出信号:如图设置,设定后点应用。
mach3入门(并口与USB差别不大)操作说明参考1
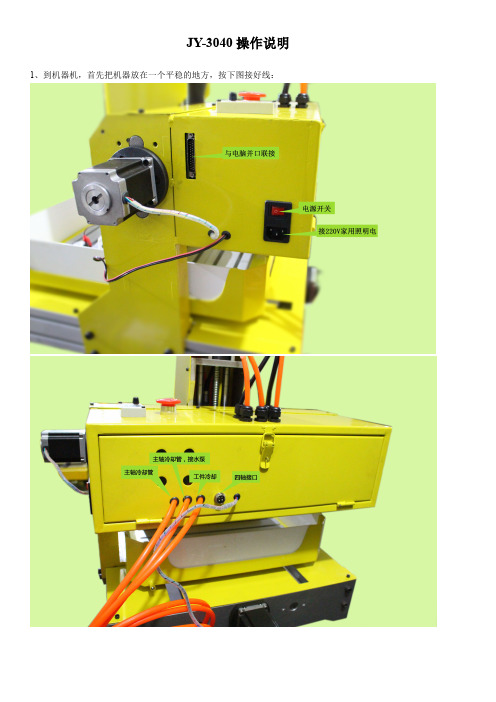
JY-3040操作说明1、到机器机,首先把机器放在一个平稳的地方,按下图接好线:2、然后控制电脑按教程装好MACH3程序3、打开控制箱正面的急停按钮(急停按钮用来在紧急情况下停机用的,弹出来为打开,压下为停机),打开MACH3软件如下:按键盘左边“TAB”键后,MACH3出现右边手轮面版刚打开MACH3,左下角的“RESET”上面指示灯是闪烁的,表示现在机器处于急停状态,鼠标点击“RESET”键,指示灯变绿,表示机器准备好了。
4、机器移动简单操作:(1)、绿色区域对应机器各轴的移动,其中注意“各轴移动是以主轴看动是移动的”所以Y方向会和工作台移动方向相反(2)、点动模式:我们常用是”连续“和”步“,其中“连续”表示只要按着各轴移动键不放,机器就一直运行,可以用这个方式快速移动;“步”是按一次各轴移动键,机器动一下,动一下的这个距离由“点动循环模式”中的“步”显示框确定的,点击”点动循环模式“,”步“中的数值为在1、0.1、0.01中循环显示。
(3)、键盘上“左”键对应X+,“右”键对应X-,“上”键对应Y+,“下”键对应Y-,“PageUP”键对应Z+,“PageDOWN”对应Z-。
这样子,用键盘操作更方便。
5、我们先少按Z+把主轴升起来,然后少量移动各轴,看运动方向对不对。
如果不对,按以下方法修改参数。
(1)在mach3界面依次点击“设置----端口/针脚”打开如下图设置窗口:那一个轴方向反了,我们就把那个轴对应该图中红框内的“勾或叉”取反,也就是说要是本身红框内是勾,我们就改成叉,本身是叉我们就改成勾。
最后点击确定,退出到MACH3界面后点击“RESET”,指示灯变绿,再移动该轴,看是否以经正确。
好了,完成以前操作,我们就可以出刀路加工了!刀路教程请参考我的“12张图教你出刀路新手教程”MACH3加载刀路方法如下:点击“加载G代码”会弹出打开窗口,先择刀路文件,点击打开,完成刀路的加载。
机器加工座标设置如下:完成对刀后,把Z轴升起来后,打开主轴冷却水泵,设置好控制箱正面变频器主轴转速(主轴转速为变频器显示屏显示数字*60,一般在设置在300左右,对应主轴转速为18000转左右)按控制箱正面变频器面绿键,主轴开始正转,最后在MACH3里按“循环开始”开始加工。
MACH3输入输出端口扩展板

CNC MACH 3 in&out-put port extension board MODIO_II NEWFeatures:1、it is very easy to setup the extension IO input and output port expeciallyfor the Mach 3 control2、16-wires optical isolated input ( 2-wires are high-speed IO)3、12-wires optical isolated input ,4-wires relay output can control theexternal equipments4、The communication port is MODBUS slavestation , 1 RS232communication port by setting up the jumper , this RS232 port can be used as RS485 or USB port5. 3 wires analog quantity input port can connect the external sensor or extention input port接口定义Jumper :1、power jumperUSB to RS232 power supply choiceJP1 JP2 L:external power supply R:USB power supply 2、USB choice jumperUSB communication function ENUp: Enable USB communication Down:Disable USB communication,USB just provide the power3、communication port choice jumperUSB: use USB communication portRS232: use RS232 communication portRS485: use RS485 communication portmunication connecting portUSB connector can supply the power to IO board , it corresponds to the PC communication port NRS232 connector ,uses DB9 serial port cable to connect the PC , it corresponds to the PC commnunication port COM0RS485 connector ,it corresponds to the PC commnunication port COM0Relay connecting portIO-PORT can be connected to the relay OI board , to change the output function to RelayInput connecting portInput port has 8 digits , IN1-IN16, GND is the ground connection on the board, VCOM is the input coupling power supply port, when it is the 5V power, you can not connect it, but when larger than 5V, you have to put a current-limiting resistance on the IN port. when 5V is the external power supply port and using USB power supply , please do not connect this , using the external power , the jumper must setup as external power supply.By the input port, we can connect many kinds of the sensor and the switch , to realize a lot of functions.connect to the mechanical switchesconnect to the sensorproximity sensor optical sensorOutput portoutput port has 8 digits , OUT1-OUT8, GND is the ground connection on the board, COM + is the output coupling power supply port, you do not need to connect it, COM- is the output coupling -. 5V power is as the same as the input 5V.OUTA,8 are the relay and COM normal open and normal closed connecters, Vin is the power input 6-12VUse RS232 or RS482 communication , Mach 3 can control the COM1 by the MODBUS .If use the RS485, you have to install a 232-485 port on the PC serial port. By using the RS485 , you can control the lathe in a long distance about 1200m.ModBus InputOutput Supported setupwhen setup the MACH 3 in&out put port,choose ModBus InputOutput Supported .Function Cfg’s->Setup serial ModBus controlHere are the steps from 1 to 10, please setup step by step.1、Serial port number, the NO.1 port usually connects to the RS232or the RS485. We can get the USB port NO. by seeing which USB equipment is the default Prolifice USB-to-Serial Comm Port, the test port No. is 6.2、38400 data transfer frenquency is 384003、the transfer mode of the Serial port4、the time is between 50-100ms5、choose input6、ModBus equipment NO.7、ModBus beginning address8、input port NO.9、choose the discrete10、choose the coils outputChoose Test ModBus,as belowsFile the communication info and Open the serial port equipment。
mach3_CNC控制板V43使用说明2

PWM 输出 0-10V 对应数据
(使用美国 FLUKE 92B)示波表测试,见下图,最低 0 转,最高 8000 转)
1)转速为 0 时的 PWM 输出
12)转速为 100 的 PWM 输出 Q:70273553)转速为 1000 转的 PWM 输出
4)转速为 3000 转的 PWM 输出
5)转速为 8000 转的 PWM 输出
1 作正常。 5 6、 轴控制信号可以连接步进驱动或者伺服驱动,方便不同用户的实际需求。 5 7、 最多可以控制 7 轴: 73 3 个方向轴 2 3 个附加扩展轴, 0 1个主轴 可以通过手动控制主轴:
7 用继电器或电流接触器控制电机的启动(顺时针或逆时针)和停止。 Q: 通过分步或直接脉冲控制电机(电机为伺服电机)。
Q:70273551 etc)
外形尺寸
Q:70273551
说明: 1、孔为 M3 螺钉,4 颗 2、孔位为滑孔,方便调整。
ABC 三轴及两路备用信号输出 A\B\C three axis and two backup output signals
Q:70273551
PWM 输出使用说明
PWM 模拟电压 0-10V 输出,见控制板接口 J15,请注意极性(如上图示)
3551 如果输出最大值不及 10V,请尝试调整此电位器。 Q:7027 PWM 输出设置:按如下图设置
Q:70273551 Config input(输入设置)
Config outputs(输出设置)
Q:70273551 Config spindle setup (主轴参数设置)
8、config motor tuning 几个进给轴电机参数设置
Q:70273551
使用mach3--usb插补控制卡,--安装培训教程
安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当指导及在自己能力之内给予答疑解惑。
网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机USB2.0接口和PC连接,控制软件MACH3通过端口控制雕刻机各轴按照指令运行。
WINDOWS请用2000以上版本,其他版本可能出问题。
警告:控制用的PC应该是台专用的,使用时请断开网络,关闭杀毒软件,运行MACH3时请不要同时运行其他软件。
本人并不建议用笔记本电脑控制本设备,如果一定要用请查看笔记本电脑的手册,关掉有关电源管理等相关功能!一、控制软件MACH3的安装警告:在软件的安装及设置过程中请不要开启雕刻机电源以免产生误动作发成意外!1、在随机光盘“MACH3 2.63”目录中打开文件夹“MACH3”2、运行“MACH3 R2.63.EXE”开始安装,全部默认点击“NEXT”直到安装完成3、为了简化您的设置过程,安装完成后可以删除整个MACH3目录,并将光盘内的MACH3目录整个拷贝到C盘根目录下。
(完整word版)mach3教程

安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要按装其它应用软件!警告:部分PC没有自带的并行口,玩家需另行购买PCI 插槽的并口扩展卡,任何市售的USB-并口(打印口)的设备都不能使本设备正常运行。
mach3_CNC控制板V43使用说明2
外形尺寸
Q:70273551
说明: 1、孔为 M3 螺钉,4 颗 2、孔位为滑孔,方便调整。
ABC 三轴及两路备用信号输出 A\B\C three axis and two backup output signals
Q:70273551
PWM 输出使用说明
PWM 模拟电压 0-10V 输出,见控制板接口 J15,请注意极性(如上图示)
3551 如果输出最大值不及 10V,请尝试调整此电位器。 Q:7027 PWM 输出设置:按如下图设置
卡上,安全保证。 3、 芯片和大部分元件使用 SMD 贴片元件,提升可靠性。所有的输入信号都经过
处理后才进入电脑,不怕干扰和误动作。 4、 输入信号及电源使用规范的工业 24V 电源,或者使用 18-24V 宽电源均可。 5、 输出控制使用工业 PLC 内使用的进口品质 12V 或者 24V 继电器,有效保证工
1 作正常。 5 6、 轴控制信号可以连接步进驱动或者伺服驱动,方便不同用户的实际需求。 5 7、 最多可以控制 7 轴: 73 3 个方向轴 2 3 个附加扩展轴, 0 1个主轴 可以通过手动控制主轴:
7 用继电器或电流接触器控制电机的启动(顺时针或逆时针)和停止。 Q: 通过分步或直接脉冲控制电机(电机为伺服电机)。
Q:70273551 Config input(输入设置)
Conffig spindle setup (主轴参数设置)
8、config motor tuning 几个进给轴电机参数设置
Q:70273551
1、 STEP PER 单位步数设置 2、 VELOCITY 速度设置 3、 ACCELERATION 加速度设置 5、SREP PULSE DIRPULSE 两个脉冲宽度设置,建议设置 2 以上
MACH3 USB 口 4 轴控制驱动一体板 USB8727T4 产品说明书

产品说明书MACH3 USB口4轴控制驱动一体板USB8727T4MNV8727T4V4产品说明书Contect..........................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................01第一章 概 述1.1 产品简介飞斯特数控专注数控行业7年,专门从事于多种高质量,高可靠性CNC 数控系统的研究、开发和生产工作。
MACH3软件输入设置

MACH3软件输入设置
MACH3软件用的是电脑并口,一个并口只有5个输入,这5个输入可以接许多输入项目,如“限位,按钮,接近开关,光电开关,探针”等等。
我简单介绍一下:
用的论坛6轴接口版黄色的插座是输入端,端口是并口的10,11,12,13,15针,有电源负和+5V,方便接光电和接近开关。
一般我们用急停和启动按钮用的多,特别是改数控设备,操作者不可能用鼠标来操作。
就可以用OEM外部按钮.
例如我定义端口 10是急停,11是启动在输入中设置,低电平有效:
再到热键中设置OEM代码这个代码可以查资料获得。
急停是1021 启动是1000
安装限位:拖板安装限位可以防止超行程损坏机器,如果3个轴用6个端口做限位肯定不行,其实我们可以用一个端口,并联6个限位,或者用12,13,15端口分别定义
XYZ轴
用3个端口设置3个超行程限位,低有效:
设置限位后,如果压住了限位,就无法启动,所以要设置个取消限位。
还可以用槽型光电开关做限位,
电路接5V
还可以用接近开关做限位,选6-36VDC NPN常开型的,可以接5V或12V.
如果车螺纹,可以用光电开关或接近开关检测主轴转速,在下面INDEX设置:
接近开关输入不同速度的信号会在下面RPM反应出来:
一个并口输入端口是有限的,再用个电脑小键盘也够用了(小键盘设置:/thread-176-1-1.html),如果是台式电脑可以加个并口卡就多出5个输入端口了。
还可以用MODBUS协议与PLC通讯,可以增加到64个输入64个
输出。
Mach3以太网控制卡 MKX-ET(以太网卡)说明书

MACH3以太网控制卡适合系统:MACH3运动控制系统MK3-ET :以太网接口的,3轴运动控制卡MK4-ET :以太网接口的,4轴运动控制卡MK6-ET :以太网接口的,6轴运动控制卡型号以太网卡:184x127x 30mmMKX-ET(以太网卡)说明书QC :012016-9-13电源0V 电源24V适合系统:Mach 3系统产品型号:MK 4-ET 产品名称:Mach 3以太网控制卡硬件程序版本:特点描述支持Mach 3 所有版本,只适合Windows 操作系统,仅支持以太网接口,使用时需要进行IP 通讯地址设置(参考第20页)支持主轴速度反馈功能支持断电续传功能支持最大10米以太网线,无需安装驱动,即插即用;支持最多6轴联动,包括点动6轴联动。
(根据型号不同,支持轴数不同)拥有2000K Hz 的脉冲输出,支持差分信号输出,支持伺服/步进电机。
拥有状态指示灯,可提示连线状态,Mach 3连线状态,运行中,各类状态一目了然。
拥有16个输入口,8个输出口,支持扩展输入输出口所有IO 口全隔离,抗干扰强,性能稳定支持主轴PWM 调速输出;支持主轴脉冲+方向输出;支持主轴0到10V 模拟电压调速输出。
184x 127x 30 毫米,铝外壳,屏蔽干扰,稳定可靠。
★第1部分:控制卡硬件说明★★★★★★★★★-1-端口说明图变频器调速接口变频器调速信号模拟地变频器调速输入:0-10V 变频器10V 输出5V P W M 信号输出X 轴原点信号(输入0)Y 轴原点信号(输入1)Z 轴原点信号(输入2)A 轴原点信号(输入3)对刀信号输入(输入4)16个输入信号接口外接电源输入:24V外接电源输入:地线方向-脉冲+外接电源输入X 轴工作指示灯状态说明:常亮:表示工作运行正常输出:0V电源指示灯慢闪:表示控制卡与电脑 连接正常不亮:表示与电脑连接 不正常输出0V输出24V 输入5输入6输入7输入8输入9输入10输入11输入12输入13输入14输入15输出8输出3输出4输出5输出6输出76个输出口Y 轴Z 轴A 轴第1部分:控制卡硬件说明变频器正转信号变频器反转信号变频器数字信号地主轴速度反馈输出:24V-2-QC :012016-9-13脉冲-方向+方向-脉冲+脉冲-方向+方向-脉冲+脉冲-方向+方向-脉冲+脉冲-方向+电源0V电源24V输出:24V输出:0V适合系统:Mach 3系统产品型号:MK 4-ET 产品名称:Mach 3以太网控制卡硬件程序版本:应用接线图备注:如果出现开启变频器,控制卡工作不正常,是因为变频器干扰引起的;请更换变频器 根据我们的测试,推荐使用市场上的如下品牌变频器:贝斯特。
MACH3激光控制使用教程
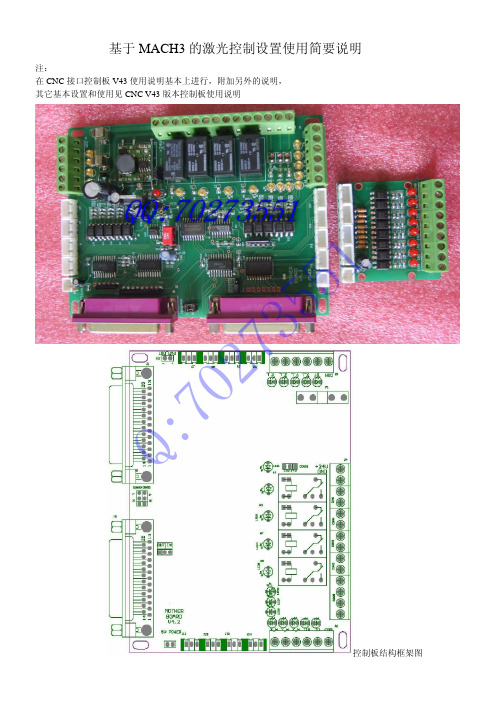
基于MACH3的激光控制设置使用简要说明注:在CNC接口控制板V43使用说明基本上进行,附加另外的说明,其它基本设置和使用见CNC V43版本控制板使用说明1553727:Q控制板结构框架图1、 控制激光启动和停止1.1 使用继电器输出控制激光的启动和停止1.1.1 输出设置(config—ports and pins—output signals )1.1.2 M3和M4控制设置1.1.3 接线使用说明同正转反转接法一致。
1.2 使用TTL 电平控制激光的启动和停止 1.2.1 输出设置1.3.2 M3和M4控制设置Q :702735511.3.3 接线使用说明A 、CON33,中间跳线剪开,不要连接。
B 、TTL 接线:使用CON5 (4位)接口,从上至下,第二位对应M3,第三位对位M4。
2、控制激光功率2.1 直接使用PWM 控制激光输出功率2.1 PWM 输出IO 设置(config—ports and pins—motor outputs )设置同MILL 的主轴,如上图。
2.2 PWM 参数设置(config—ports and pins—spindle setup )PWMBASE FREQ (PWM 基频)和MINIMUM PWM 可以自己控需要进行调整 2.3 接线使用说明Q :70273551对应接线,使用+5V 和STEP 两根线。
2.2 使用模拟电压0-5V 控制激光输出功率 2.2.1 参数设置同上 2.2.2 接线使用说明对应接J15,注意正负极性。
PWM 模拟电压0-10V 输出,见控制板接口J15,请注意极性(如上图示)Q :70273551如果输出最大值不及10V ,请尝试调整此电位器。
PWM 输出0-10V 对应数据(使用美国FLUKE 92B )示波表测试,见下图,最低0转,最高8000转)1)转速为0时的PWM 输出2)转速为100的PWM 输出3)转速为1000转的PWM 输出4)转速为3000转的PWM 输出5)转速为8000转的PWM 输出Q :70273551。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机接口板使用说明
目录
一、雕刻机接口板功能简介: (3)
二、电气接线图: (3)
三、接口板和驱动器的连接方法: (4)
四、信号输入接口的连接方法: (4)
五、继电器接口的使用: (5)
六、并口的25针引脚输出定义: (5)
七、Mach3软件的设置和使用方法: (6)
7.1 Mach3的启动: (6)
7.2 Mach3软件的端口设置: (7)
7.3 限位开关的mach3设置: (11)
7.4电机调试: (12)
7.5 G代码的运行: (14)
7.6 如何使用MACH3的手控界面: (16)
八、联系我们: (17)
一、雕刻机接口板功能简介:
1、同时接5块步进电机驱动板器,控制5个步进电机运转
2、带四路限位开关接口,可以接限位开关和急停开关,复位,对刀开关等。
3、带继电器控制,可控制雕刻机主轴电机的转动与不转动。
4、工作电压DC5V
5、支持mach3软件。
二、电气接线图:
三、接口板和驱动器的连接方法:
X、Y、Z、4、5轴接口连接驱动板示意图:
四、信号输入接口的连接方法:
信号输入接口可以接限位开关和急停开关,对刀等,下图都以限位开关示意,具体的使用可以参考mach3中文教程:
五、继电器接口的使用:
继电器可以控制主轴的启动和停止,要使用该继电器,首先要对软件进行设置,软件的设置在后面章节中会提到。
在使用时即可通过代码控制继电器的吸合和释放,以此控制主轴的启动和停止。
六、并口的25针引脚输出定义:
图6.1 并口接口
并口简介:电脑的并口是一个25针D型凹槽连接器,图6.1所示为从电脑后方观看得并口插槽,箭头所指的方向为信息流相对电脑的流动方向,如标号为10-13的脚针是对向脑输入数据的。
接口板并口输出信号定义:
七、Mach3软件的设置和使用方法:
说明:这里将对mach3的基本设置进行讲解,对于mach3的设置是一个复杂的过程,我们这里的介绍主要是针对我们的驱动板进行,让您能够使电机正常转动,对于一些复杂的设置请您参考mach3的使用手册,那里有非常详细和专业的讲解。
7.1、Mach3的启动:
MACH3 软件安装完毕后,桌面上会出现三个图标,重新启动电脑后,点击图标,打开后的界面如下图所示:
Mach3软件不是打开后就可以直接使用了,需要根据您使用的驱动板的并口引脚定义和驱动板特点,进行设置,才能够控制电机正常运转。
7.2、Mach3软件的端口设置:
MACH3 打开后界面如上图,上面有常用的控制按纽,在这里我们先对MACH3 软件进行基本的设置。
电机单位设置出现如下图所示: 点击确定:
选择毫米。
端口和引脚设置:
如上图,打开设置菜单下的端口和引脚菜单,进行引脚设置,点击红圈所示项目,点击后出现下图所示界面:
如图圈1 的地方可以设置基本频率,这个参数影响电机转动速度,对于步进电机的话,我们一般使用默认的25000HZ,就可以了。
设置好后选择圈2 的地方,出现下图的界面,下面我们进行方向和脉冲引脚的设置:
注意:设置完成以后一定要点击应用保存数据!
方向和脉冲设置好后,点击输出信号出现下图,进行使能和继电器控制引脚的设置:
17 脚是控制使能的引脚,如果电机没有锁住,切换1位置即可,只有电机锁住,发脉冲驱动器才响应。
16 脚是继电器控制引脚,此时继电器没有吸合,要控制继电器还需要通过如下设置。
此时主轴继电器可以通过代码控制吸合或释放,M3继电器吸合,M5 继电器释放。
注意:设置完成以后一定要点击应用保存数据!
7.3 限位开关的mach3设置:
点击输入信号,设置参数如下图:
急停开关设置:在遇到紧急情况是机床需要紧急停止,我们把并口的引脚13作为紧急停止输入引脚,对应的mach3设置如下图:
对于三轴系统来说,4个输入引脚可以对限位开关、急停开关、复位开关进行设置,设置的方法有很多,我只列举了其中的一种,你可以根据你的实际需求参考mach3 的使用手册对mach3进行设置。
注意:设置完成以后一定要点击应用保存数据!
7.4电机调试:
电机调试就是指通过软件对电机的运动状态进行调试,这里需要做的工作有3个:
(a)计算刀具或工作台移动一毫米所需的脉冲数,
(b)设定电机的最大速度,
(c)设定电机加速度。
电机调试菜单的打开步骤如下图所示:
点击后如下图:
对于计算刀具或工作台移动一个毫米需要的脉冲数量,需要根据您机器的丝杆螺距、驱动器细分数、步进电机步距角进行计算,
对于电机的最大速度会受到Mach3最大脉冲速率的限制,如果配置的Mach3
频率为25000Hz,单位脉冲为2000,您能获得电机最大速度为750单位每分钟。
设定的电机最大速度可能对电机、驱动装置或机床并不安全,Mach3可能是在疲惫运行,您需要先计算一下或通过试验来确定这个最大速度是否安全。
电机的加速度设置也是一个非常重要的环节,电机从静止到最大速度需要一个加速的过程,我们设置的数值以电机不丢步,正常运转为准。
脉冲宽度有光耦的接口板和驱动器是设置,这里我们都把它设置为3us。
上图的数据只是示意,不是您要设置的数据,具体根据您的设备进行计算和调试。
附:多少个脉冲工作台走1mm计算方法:计算公式=(电机转动1圈需要的标准脉冲数*驱动器细分数)/丝杠的螺距
例如:步距角为1.8°的步进电机(最常用的电机),转动1圈需要的脉冲数就是360°/1.8°=200个脉冲,驱动器细分数为16细分,丝杆螺距是4mm。
Steps per=200*16/4=800。
注意:设置完成以后一定要点击保存轴选项保存数据,每个轴都要单独保存!
7.5 G代码的运行:
G代码是数控程序中的指令,mach3 软件自带了供客户测试用的G代码,可以方便客户测试机器时调用。
点击菜单栏File下的Load G-Code,如下图:
打开包含mach3 软件的文件夹, ,打开后点击包含测试用的G 代码,,打开后选择一个G 代码,界面如下图:
点击要运行的G 代码后出现下图:
可以看到红色急停按钮RESET(圈1 位置)在闪动,用鼠标点一下这个按钮使之停止闪动, 然后点击圈 2 位置的CYCLESTART 运行。
如果要运行自己的G 代码用于加工,方法相同,找到存放你G代码的文件夹,导入要运行的G 代码即可。
7.6、如何使用MACH3的手控界面:
测试的时候,需要用到手控的,可以按键盘的TAB 键可以打开手控面板如下图:
软件配置好后,点击急停开关reset 让其不要闪动,有鼠标点击相应通道的按钮,可以使相应通道的步进电机转动,下图就是手控面板:
八、联系我们:
非常感谢你使用本产品,如果你在使用过程中有什么意见建议或者是想了解本店更多步进电机驱动器的详细资料,请登录旺旺联系。
谢谢!
店铺地址:
/
/。