LPT-CNC-H并口接口板使用手册
MACH-CNC接口板说明
7、针对计算机并口IO数的不足,增加三轴6位独立的限位开关输入IO口。
8、可与所有脉冲与方向信号的步进、伺服驱动配套使用,控制车床、铣床作数控运行。
9、输入端可外接机械开关、槽型光耦、接近开关、对刀器等。
10、接口板P1-P17口信号与电脑并口信号1-17针一一对应,并口18-25针为电源地。
11、通过并口P1、P16控制两路电磁继电器输出,可控制机床冷却泵,润滑油泵。
由于发光二极管的内阻非常小只有几百欧姆,而干扰源的内阻一般很大,在发光二极管上得到的干扰电压是非常小的,因此,大大削弱了其的强度,同时由于发光二极管必须有足够的电压和电流时才能发光,尽管干扰信号的电压很高,但其电流很小,能量则很小,因此,它不足以驱动发光二极管发光,在光电隔离器的另一端就不会有干扰电压输出,下图是光隔前后的信号波形图:
(二)输入接口20位
内部电路
GND Estop AGND P10 P11 P12 P13 AGND 5V P15 Probe Z- Z+ 5V AGND Y- Y+ X- X+ 5V
1、Estop为板的工作启停,板上已通过跳线接通允许
2、P10 P11 P12 P13 P15 为并口的5位输入端口
P10在MACH中设置为急停,(电脑上的Estop)
一、主要特点
1、提供十二路OC(集电集开路方式)输出,输出端口可直接驱动固态继电器。
H系列 视频拼接服务器 用户手册说明书

H 系列视频拼接服务器用户手册西安诺瓦星云科技股份有限公司HIPC西安诺瓦星云科技股份有限公司目 录 (i)1 (1) (1) (1) (2) (2).................................................................................................................................................................................. 3 2 (4) (4).................................................................................................................................................................................. 4 3 (7)LED (7)LCD................................................................................................................................................................................ 9 4 (11) (11)BKG (13)OSD (14) (17) (19) (21) (21)3D (23) (25)EDID (27) (28)5 (31) (31) (32) (32)5.3.1.......................................................................................................................................................................... 32 5.3.2 .......................................................................................................................................................................... 34 5.3.3 (34) (38)............................................................................................................................................................................................ 39 6 (40) (40) (44) (45) (46)西安诺瓦星云科技股份有限公司............................................................................................................................................................................................ 49 6.5.1 EDID ........................................................................................................................................................................ 49 6.5.2 IPC ............................................................................................................................................................................ 50 6.5.2.1IPC..............................................................................................................................!6.5.2.2 IPC ..............................................................................................................................! 6.5.2.3 IPC ..............................................................................................................................! 6.5.3 .......................................................................................................................................................................... 57 6.5.4 .......................................................................................................................................................................... 58 6.5.5 .......................................................................................................................................................................... 58 6.5.6 .......................................................................................................................................................................... 59 6.5.7 . (60)6.5.8.................................................................................................................................................................................. 61 6.5.9 .................................................................................................................................................................................. 62 6.5.10 .. (63)西安诺瓦星云科技股份有限公司1 设备连接H●DVI HDMISDI CVBS VGADP● “H_2IP ”图1-1HLED●“H_16+2”LED1182916−LED−CVT4K-SLED图1-2LED西安诺瓦星云科技股份有限公司当输出卡为“H_20网口发送卡”时,连接与配置方式与“H_16路网口+2路光口发送卡”中网口连接和配置方式保持一致。
并口初级板说明书

并口初级板说明书1、标准配置:学习板一块、并口下载线一根、光盘一张、usb线一根可选配:(1)162A液晶模块,可同时显示2×17个字符。
18元/块。
(2)RS232串口连接线,通过此线连接电脑串口,可与电脑通讯。
6元/条。
(3)9V1A开关电源。
2、注意硬件连接顺序(因为并口不能热插热拔,即不能带电拔插):上电连接步骤(1)先连接并口连接线。
(2)再连接usb线。
断开连接步骤(3)先拔去USB线(4)再拔去并口连接线3、学习板接口图如下:对主要接口的说明:(1)单片机程序下载接口:此接口连接下载连接线,电脑通过此口将目标程序下载到单片机A T89S51/A T89S52 。
(2)RS232串行接口:单片机通过此接口与电脑RS232接口连接,这样学习板与电脑就可以通讯了。
另外,也可以通过此接口下载程序到stc89c51单片机。
附:本网店上卖的串口型的学习板配的就是STC89C51单片机的。
(3)Usb接口:此通过此usb接口与电脑连接,为学习板提供5V电源。
(4)外接电源接口:如果想要学习板不连接电脑而独立工作,就要通过这个接口给学习板供电了。
(5)液晶接口:如果您选配了液晶模块,把液晶插上去就可以用了。
4、硬件连接图:5、通过此学习板可以学习:单片机io口控制、定时器计数器、外部中断、串口通讯、独立键盘、扫描键盘、数码管显示、iic总线读写等6、随光盘配备了18个例子程序,程序用c语言编写。
每个程序都有一定的代表性。
用medwin或KEIL软件打开程序,在程序的头部会看到这个程序的功能说明。
7、程序下载软件安装:(1)安装并口下载软件:打开光盘“【精创科技】51学习板资料\软件\并口下载软件\SLISP下载软件”文件夹,运行“SLISP_V1520_PNP.exe”文件,运行界面如下:(2)选择“我同意该许可协议的条款”点击“下一步”按钮:(3)点击“下一步”(4)点击“下一步”(5)点击“下一步”(6)点击“下一步”(7)点击“完成”,软件安装完毕。
雕刻机并口卡使用说明-第二版

并口卡使用说明产品样图一、板卡特色1、电源具有防反功能,使得不会因接错电源方向而烧坏。
2、输入、输出全部采用光耦隔离,最大程度上保护你的电脑,也隔离干扰,让您的设备工作更稳定。
3、步进电机脉冲方向信号采用6N137高速光耦,保证在苛刻的工作频率下波形完整,不失步!4、加入DC-DC隔离电源,隔离更彻底,实现完全电气隔离!5、集成了手控器接口,方便脱机控制;兼容维宏卡接口,使用不同的控制方法时,操作更简单,仅需换一个接口即可,无需拆卡拆线等麻烦操作!6、更合理的接线端子设计,接线更简单。
7、做出了输出扩展端口,方便你工作时的端口选择。
二、板上接口介绍:1、25针并口接头2、手控器接头3、维宏卡接头4、限位开关及其他输入接头5、五路步进电机输出接头6、主轴继电器输出接头7、24V电源接头三、详细接线介绍:1、并口卡与驱动连线:可以采用共阴或共阳接法,配合我们的步进电机驱动器,接线方法可参照我们的步进电机驱动器接线方法,5路相同:(1)共阳极接法:分别将驱动CP+,U/D+,EN+连接到并口卡的5V电源上(V-X),驱动CP-接并口卡CP,驱动DIR-接并口卡DIR,EN-接并口卡EN。
(2)共阴极接法:分别将驱动CP-,U/D-,EN-连接到并口卡的5V电源地上(GND),驱动CP+接并口卡CP,驱动DIR+接并口卡DIR,EN+接并口卡EN。
注:EN端可不接,EN有效时电机转子处于自由状态(脱机状态),这时可以手动转动电机转轴,做适合您的调节。
手动调节完成后,再将EN设为无效状态,以继续自动控制。
2、五路输入端接法:用户可外接限位开关,急停信号等!需外接电源,将开关接在电源地与输入点之间,开关按下或限位开关触发,将输入信号与地导通,内部触发接收到的输入信号,并通过并口传至电脑。
内部连线图3、继电器输出接线方法:板卡将继电器的公共COM端与常开常闭端都引出,用户可根据自己需要接入!4、控制接口:本板卡集成了手控设备,PC并口设备,维宏运动控制卡三种接入,接头分别是15针并口母头(手控、维宏),25并口公头(电脑MACH软件)。
LPT-CNC-A并口接口板使用手册

三、应用范围 包装机械 纺织机械 印刷机械 涂胶机 打标机 机器人 机械雕刻机 激光雕刻机 复印机、扫描仪 自动化设备
四、使用环境和参数
使用环境 避免油雾、粉尘及腐蚀性气体
冷却方式
自然冷却
环境温度
0~+55摄氏度
湿度
40~90%RH
五、电源供给 本接口板采用单直流电源供电,板上的绿色指示灯指示设备正常工作。电源
电压在“+5V”电源接口,用户可以直接采用变压器整流加电容滤波电路提供。 但注意应使整流后电压纹波峰值不超过6.5V,避免电网波动超过峰值。接线时务 必注意电源正负,切勿反接!
第1页共5页
阿尔札特自动化有限公司
电源质量的好坏直接影响到接口板的性能,电源共模干扰的抑制能力影响系 统的抗干扰性,因此对于要求较高的应用场合,用户一定要注意提高电源的质量。
七、应用示例 1、CNC应用,支持 KCAM4、MACH3、EMC2/linuxcnc等并口类CNC控制软件,
最多支持6轴。可与所有脉冲与方向信号的步进、伺服驱动配套使用,控制车床、 铣床作数控运行。
三轴步进系统接线图
第4页共5页
阿尔札特自动化有限公司
附录 A、安装尺寸图(mm):
注意:接口板应安装在通风状况良好的环境中,机柜内同时使用其它电路板时要保证相互之 间的距离不小于 30mm。
商标声明
用户手册中所涉及到的产品名称仅作识别之用,而这些名称可能是属于其它 不同的商标或版权,在此声明如下:
● LPT-CNC-B是阿尔札特公司的产品型号。 ●其它未提到的标识,均属各注册公司所拥有。
版权所有,不得翻印。
阿尔札特自动化有限公司
目录
一、概述„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 二、特点„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 三、应用范围„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 四、使用环境和参数„„„„„„„„„„„„„„„„„„„„„„„„„1 五、电源供给„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 六、输入输出端口定义„„„„„„„„„„„„„„„„„„„„„„„„2 七、应用示例„„„„„„„„„„„„„„„„„„„„„„„„„„„„4 附录 A、安装尺寸„„„„„„„„„„„„„„„„„„„„„„„„„„5
CNC使用说明书

二.刀具设置
• 刀具设置步骤:“menu F5(表) F4(刀具库) 修改”(编辑你所需要的 刀具,其中P001 T0002表示刀具库的1号 位置为2号刀) • 在MDI界面输入M2**表示换几号刀,如 M201是换1号刀;输入M3**表示对几号刀 的刀补(一般在程序需要两把刀时候用到)
三.铣基准面
• 以毛坯的两个较为平整的面(如图中箭头所 指的面)为基准,装夹在工作台上,利用 手工编程或者G01代码铣平面,具体如下: 1)先预置X0Y0,方便计算 2)在MDI界面输入S1000M03 执行; 然后输入G01X***F150 执行 (PS:具体铣多少次要看毛坯的宽度和 刀具的直径)
3)铣完第一个基准面后,翻转毛坯,使刚才 铣的第一个面为下基准面,再用相同的办 法铣第二个基准面
六.检查及执行程序
• 检查程序:menu 编辑 选择所需程序,按 Enter 检查程序开始有没有“%,MX--,”、是否 水冷(M08)、有没有T2M06(在需要多把刀加 工的时候) • 检查完毕,确认无误后,按照以下操作来执行程 F1执行 选择程序后按“执行” 序:menu • 注意:在刀具接近工件的时候,放慢进给速度 (一般为10%,具体视情况而定),以判断是否 有异常
五.对刀
• 在MDI界面输入S800M03(主轴正转,转 速为800r/min) • 对X轴零点:在手动条件下,将刀具移至毛 坯X轴的某一边,用手轮中的X10或者X1倍 率去碰边 上升刀具到安全位置,然后 在MDI界面输入M66,按执行;按照相同的 步骤去碰另外一边,然后输入M77,执行后 输入X0,按Enter(刀具会走到毛坯X轴方 向的中间)
CNC使用说明书
一、开机与读入程序
1.开机
将总开关(在机床后面)转到ON状态,预热三分钟 解除急停(顺时针旋转) 按下开机按钮 注:在程序执行有误的时候按下急停键,可以使程序停 止执行
并口控制说明

并口控制说明✧控制设置:✓第一步:设置BIOS。
开机时,根据屏幕提示按F2键(有些设备按DEL、ESC、F1、F10、F12键)进入BIOS设置。
激活启用并口。
并口工作模式。
控制软件使用EPP(Enhanced Parallel Port增强并行接口)和ECP(Extended Capabilities Port扩展功能并行接口)模式。
并口基地址。
分别为278、378、3BC。
退出并保存更改。
并口设置,会因为BIOS的不同而出现在不同位置,但设置方式相同。
第二步:设置控制软件并口的端口地址。
鼠标右键单击"桌面"上"我的电脑"图标出现如下快捷菜单。
选择"属性"出现如下窗口。
选择"硬件"单击"设备管理器"出现如下窗口。
展开,鼠标右键单击出现如下快捷菜单。
选择"属性"出现如下窗口。
设置控制软件的"系统参数"的"LPT参数"的"端口基址"和上图打印机端口基址一致。
第三步:制作连接电缆计算机DB25并行接口插座,输出端口为CMOS电路,输出电压≥3.6V(高电平1)或≤0.1V(低电平0)。
电机控制信号(D0-D7):控制软件支持四轴联动,目前仅提供X和Y轴控制信号。
输入开关信号(S3-S7):用于输入信号。
输出控制信号(C0-C3):用于输出控制信号。
地线(G0-G7):一般是用来完善电路的。
焊接电缆:计算机后面板上的为DB25孔式并行接口插座(母头)。
连接到计算机后面板上的DB25孔式并行接口插座的DB-25针型插座(公头),且背面带焊接头(见下图)。
按照上面提供的信号类型,引出信号,并连接到相应设备。
如果电缆线长度不够,可以使用LPT并口延长线。
如下图:第四步:控制设备如果并口存在,且参数设置正确,并接好连接线后,便可以对设备实施控制。
电脑串口及并口连接线大全(附针脚定义)

电脑串口及并口连接线大全在电脑的使用中往往会遇到各种各样的连接线。
这些连接线外观上好像都差不多,但内部结构完全不同并且不能混用。
如果在使用中这些连接线坏了,往往很多使用者都不知道应该怎么办,下面就给出这些常见的连接线的连线方法以便于修理或查找故障。
在介绍之前先对一些市场常用名词做出解释。
现在所有的接头都可以分为公头和母头两大类。
公头:泛指所有针式的接头。
母头:泛指所有插槽式的接头。
所有接头的针脚有统一规定,在接头上都印好了的,连接时要注意查看。
在接线时没有提及的针脚都悬空不管。
下面给出串口,并口各针脚功能表以供高级用户维护电缆或接头时使用。
并口针脚功能一览表25针串口功能一览表9针串口功能一览表联机线的连接方法联机线主要用于直接把两台电脑连接,分为串口(com1,com2)联机线和并口(lpt1)联机线。
比较早一点的AT架构的电脑的串口有为9针,和25针两种,现在的ATX架构的电脑两个串口全部是9针。
打印机的接口也是25针的但功能、外观上与AT架构的25针串口不一样。
于是联机线就分为4种(9针对9针串口联机线,9针对25针串口联机线,25针对25针串口联机线,25针对25针并口联机线)其中3种串口连接,一种并口连接。
并口联机线和串口联机线最大的差别就是速度,前者明显快于后者。
这些直接电缆连接线的两个头完全相同可以互换的连线方法如下表:首先我们必须准备2个连接头,以及大约1.5米的联机线,联机线应该选用带屏蔽的多芯线,把多余未用的芯全部接在接头的金属壳(地线)作为屏蔽用。
串口连机线一览表并口联机线一览表打印机连接线的现在使用的打印机连接线端口是25针公头的,和并口联机线使用的接头针脚数一样,但打印机连接线的两个头是不一样的,分别接电脑和打印机不能互换。
首先准备一个25针接头,和一个36线打印口接头。
并且先将25针接头的18-25针脚连接在一起。
把36线打印口接头的19-30脚连接在一起。
然后使用一根芯把这两组连接在一起。
连接板使用说明安全操作及保养规程
连接板使用说明安全操作及保养规程连接板是一种用于连接和固定电气设备和电线的电器附件,广泛应用于家庭、工业和商业领域。
正确的使用连接板并遵守相应的安全操作规程,可以保证电气设备的正常运行,以及保障用户的人身和财产安全。
本文将详细介绍连接板的使用说明、安全操作及保养规程,以供参考。
连接板的使用说明1. 连接板的种类连接板根据其使用场景和应用需求,可以分为以下几种类型:•终端连接板:用于固定电线在电气设备的端子上;•直通连接板:用于连通两条电线,将电信号或电能传递到下一级设备;•分支连接板:用于分支连接两条或多条电线,方便复杂电路的接线。
2. 连接板的选型在选择连接板时,需要考虑以下因素:•连接板的类型是否符合实际需求;•连接板是否符合国家或地区的相关标准和规定;•连接板的质量和品牌信誉度。
3. 连接板的安装设置连接板在安装前,需要考虑以下因素:•连接板的电压等级、接口形状、规格尺寸是否与电气设备匹配;•连接板的电线孔是否符合电线的直径和材质要求;•连接板的安装位置是否符合电气设备的要求。
连接板安装时需要采取以下步骤:•先将连接板安装在电气设备上,并固定好连接板;•将电线插入连接板的电线孔中,并用螺钉或其他连接工具将电线固定在连接板上;•最后,检查连接板和电线的连接状态,确认电线是否牢固和接触良好。
4. 连接板的使用注意事项在连接板的使用过程中,需要注意以下问题:•不能超载使用连接板,否则会导致电气设备过热、烧毁等情况;•不能在带电状态下拆卸连接板或移动连线,否则会导致电击或火灾等危险事件;•不能让连接板长时间处于潮湿、震动或腐蚀等环境,否则会影响连接板的使用寿命和安全性能。
连接板的安全操作连接板使用时需要遵循以下安全操作规程,以保证用户的人身和财产安全:1. 避免超载连接板的额定电流和电压要与电气设备匹配,不要超过连接板的负载容量。
否则,在长时间使用过程中,连接板会发热过大,增加电线老化或烧断的风险。
lpt说明文档
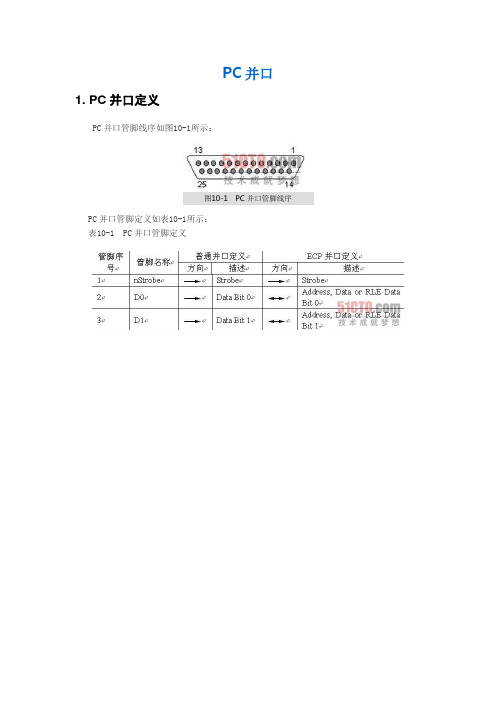
PC并口1. PC并口定义PC并口管脚线序如图10-1所示:图10-1 PC并口管脚线序PC并口管脚定义如表10-1所示:表10-1 PC并口管脚定义2 PC并口的寄存器PC上的程序通过访问并口的I/O端口寄存器来访问、控制并口的管脚信号,这些端口包括数据端口、状态端口和控制端口,其中每个端口都有自己的端口号,相当于它们的地址。
程序通过端口号来访问端口寄存器。
PC并口的数据端口号为378H,状态端口号为379H,控制端口号为37AH;1)数据寄存器(address :0x378)数据寄存器(D0~D7)也叫数据端口,它保存了写到数据端口管脚的一字节数据。
数据端口可以写入数据(输出),也可以读出数据(输入)。
写入的数据是从数据端口管脚输出的数据,读出来的数据是我们上次写入数据端口的数据或者原来保留在里面的数据,并不是从端口管脚输入PC的数据。
数据端口对应的管脚是PIN2~PIN9,数据寄存器定义如表10-2所示。
表10-2 PC并口数据寄存器定义bit对应并口管脚信号名信号源是否倒相0Pin2D0PC否1Pin3D1PC否2Pin4D2PC否3Pin5D3PC否4Pin6D4PC否5Pin7D5PC否6Pin8D6PC否7Pin9D7PC否2)状态寄存器(address :0x379)状态寄存器(S0~S7)又叫状态端口,它保存的是5个输入(S3~S7)管脚的逻辑状态,S0~S2位不与管脚对应。
除了S0以外,状态寄存器是只读的,读出数据信息是状态端口管脚上的逻辑状态。
S0是支持EPP传输并口的超时标志信息,可以用软件方法清零。
在许多并口中,状态输入接有上拉电阻。
状态端口对应的管脚是Pin10~Pin13、Pin15。
状态寄存器定义如表10-3所示。
表10-3 PC并口状态寄存器定义bit对应并口管脚信号名信号源是否倒相0Time-Out1未使用2未使用3Pin15nError(nFault)外设否4Pin13Select外设否5Pin12PaperEnd外设否6Pin10nAck外设否7Pin11Busy外设是3)控制寄存器(address :0x37a)控制寄存器(C0~C8)又叫控制端口,它保存了C0~C3的4位的控制信息,C4~C7不与管脚对应,这些位一般被用来输出;但在大多数SPP并口中,控制位为集电极开路/漏极开路模式,也就是说,它们同样可以用作输入。
CNC操作指引
5.8在做主轴旋转时,请将机械安全门关好,切勿将手或身体靠近旋转之刀具。
5.9操作选择停止功能后,在恢复操作时,须以最慢FEED进行测试。
5.10在进行加工前须确认主程序呼叫每个子程序之整个循环顺序及刀具排列之顺序无误后,才可以进行实际加工。
5.11在加工前请检查及确认Z轴之补正没有问题。
5.12关机时请按3.2.10所述方法关机,切勿直接关闭总电源开关。
4.2.5.2调刀及拆刀程序。
T1;(针对米克朗除外)
M6;
G65P9623 H1. D2;
M30
H刀具长度输入此补偿号
D刀具半径输入此补偿号
4.2.6子程序更改与传送
4.2.6.1在PC修改子程序F值及M99并加入G05P10000及G05 P0
4.2.6.2更改子程序文件名为Oaabb其中前两码aa为工件号码、后两码bb为程序序号,例如:O0304为3号工件的4号程序。(FANUC铜公机用)
5.4大件擦底时不可站在工件下面,尽量使用吊车上下工件,随时注意自身安全,以免意外发生。
5.5每天上班前加润滑油,注意机床清洁与保养。雷雨天要随时注意,如雷声过大时应关闭机床。因任何情况下断电的机床,都不宜马上开机,应等待2分钟以上。
5.6将刀杆放入刀库之前,确定将刀杆锥面清洁干净。
5.7刀杆放入刀库之位置,尽可能与加工单的刀具排列相同。
4.2.1.2EMERGERCY拉起
4.2.1.3按下控制器开关(NC POWER ON)
LPT说明书
第一章概述LED图文屏以显示文字、符号、图片为主,其信息是在计算机上经专用软件编辑生成,经通讯口传输到控制器,保存在FLASH存储器中,再由控制器脱机循环播放,图文屏使用简单方便,显示方式丰富多彩,特别适合于银行、车站等场合进行信息发布、广告宣传等用途。
图文控制系统作为LED图文屏的核心部件,其技术性能指标直接影响LED 显示屏运行的稳定性及显示的效果。
LPT-B是一款大容量、通用性强、高性价比的LED异步控制系统,其配套的节目编辑软件,人机界面友好,功能强大、使用方便,针对银行、车站等提供专用的实时发布功能模块,同时还提供了动态库以便用户进行二次开发。
产品特点:◆采用高速SOC控制器+CPLD硬件扫描技术◆采用高性能抢占式多任务内核◆控制范围:最大128K点(双色),宽度最大2048点,高度最大256行◆支持1/16扫描、1/8扫描、1/4扫描和静态扫描模式,采用软件设置◆FLASH存储容量4M BITS◆可任意划分多个区域,支持时钟、走马灯和A VI/GIF动画与其他区域同时运行(最多可支持5个区域同时运行)◆直接支持MS OFFICE文件调用,支持DOC和XLS文件的自动分页◆支持走马灯内容的实时插播、支持实时图文区的即时显示◆支持中英文时钟、正倒计时(可精确到秒)显示◆提供定时开关机和4时段亮度控制,可实现亮度分时调节和自动调节(需加配亮度侦测模块),并支持节目的定时播放◆支持温度/湿度显示(需加装相应选配件)◆支持RS232、RS485通讯接口,通讯波特率为9600/19200/38400/115200(通过跳线选择),内置TCP/IP模块接口,加选配件还可支持MODEM和GPRS无线通讯◆采用50芯通用HUB转换板接口,支持40种以上显示板第二章软件的安装和运行运行TW_SETUP.EXE,把节目编辑软件安装到目标计算机中运行LPTW.EXE,出现下面的界面:●●,这里就列出当前全部的显示屏的名称,选中某个项,点右键就可以下拉出菜单,对屏进行增/删/设置等操作;如果双击列表中某个屏,就可以调入对应的节目;●●第三章系统参数的设置在显示屏管理列表面板中选中某个屏,点主菜单里[设置] [设置LED屏参数],输入密码(缺省为888),则调出[节点属性设置]窗口:输入显示屏的名称,每个屏可以定义自己的名称,名称将出现在显示屏管理列表面板中;,如果选了“串口通讯”,则可在下面的“串行通讯设置”里选择串口号(COM1-COM8),波特率(9600/19200/38400/115200);如果选了“网络通讯”,则可在右下面的“网络通讯设置”里设置IP地址和端口;每个控制器通过拨动开关设置一个独立的地址,这里须填上对应地址ID(一般显示屏开机时自动显示自己的ID号);在控制组件中选择对应的控制器的型号,显示屏类型,显示宽度/高度,扫描方式(1/16—静态扫描),还可以设置红绿颠倒、数据反相等属性;设置完毕,就可以点[加载]把设置传送到控制器。
拼接器说明书
多屏幕拼接控制器与分割器说 明 书感谢使用本公司多屏幕拼接控制器重要提示:为了您和设备的安全,请您务必在使用设备前仔细阅读本安全说明。
如果在使用过程中遇到疑问,请首先阅读本说明书。
正文中有设备操作的详细描述,如仍有疑问,请联系我们,我们将尽快给您满意的答复。
本说明书如有版本变动,恕不另行通知,请谅解。
本公司保留该产品所有权利!第一章 安全说明1.1 电源1.2 断电1.3 线缆1.4 信号1.5 散热1.6 环境1.7 维修1.8 设备安装1.9 安全注意事项第二章 概述2.1 多屏幕拼接控制器2.1.1 简述2.1.2 特点说明2.2 系统拓扑图第三章 安装说明3.1 打开包装3.2 安装机器3.3 机器调试第四章 技术规格第五章 功能介绍第六章 控制软件的基本操作6.1 基本参数的设置6.2 新窗口的建立6.3 窗口之间的层次关系6.4 窗口的关闭6.5 场景的保存与调用6.6 像素补偿功能6.7 矩阵的联控第七章 解除时间限制授权文件的导入方法目 录C O N T E N TS111111111133334555567889121212121314第一章 安全说明1.1 电源请使用带保护的单相三线制的220V交流电源,并确保整个工程系统使用同接地,不能使用无接地保护的电源,电源线的接地端不能破坏。
1.2 断电在进行设备移动或其它需要断电的情况时,先关闭电源,确保设备安全。
1.3 线缆勿在电源线、信号线、通讯线等线缆上压放物品,避免对线缆踩踏或挤压,以防止漏电、短路等危险情况的发生。
1.4 信号确保信号线、通讯线等连接好,再开机操作。
1.5 散热设备表面的散热孔要保持畅通,以免热量聚集,损坏设备。
1.6 环境设备工作环境要注意防尘,防潮,防止液体浸泡。
1.7 维修所有维修工作应由专业人员完成,未经许可,不准私自维修,以免发生触电危险。
1.8 设备安装设备应安装在稳固、平稳的工作台面上或标准机架、机柜、机箱里。
LPT说明书
第一章概述LED图文屏以显示文字、符号、图片为主,其信息是在计算机上经专用软件编辑生成,经通讯口传输到控制器,保存在FLASH存储器中,再由控制器脱机循环播放,图文屏使用简单方便,显示方式丰富多彩,特别适合于银行、车站等场合进行信息发布、广告宣传等用途。
图文控制系统作为LED图文屏的核心部件,其技术性能指标直接影响LED 显示屏运行的稳定性及显示的效果。
LPT-B是一款大容量、通用性强、高性价比的LED异步控制系统,其配套的节目编辑软件,人机界面友好,功能强大、使用方便,针对银行、车站等提供专用的实时发布功能模块,同时还提供了动态库以便用户进行二次开发。
产品特点:◆采用高速SOC控制器+CPLD硬件扫描技术◆采用高性能抢占式多任务内核◆控制范围:最大128K点(双色),宽度最大2048点,高度最大256行◆支持1/16扫描、1/8扫描、1/4扫描和静态扫描模式,采用软件设置◆FLASH存储容量4M BITS◆可任意划分多个区域,支持时钟、走马灯和A VI/GIF动画与其他区域同时运行(最多可支持5个区域同时运行)◆直接支持MS OFFICE文件调用,支持DOC和XLS文件的自动分页◆支持走马灯内容的实时插播、支持实时图文区的即时显示◆支持中英文时钟、正倒计时(可精确到秒)显示◆提供定时开关机和4时段亮度控制,可实现亮度分时调节和自动调节(需加配亮度侦测模块),并支持节目的定时播放◆支持温度/湿度显示(需加装相应选配件)◆支持RS232、RS485通讯接口,通讯波特率为9600/19200/38400/115200(通过跳线选择),内置TCP/IP模块接口,加选配件还可支持MODEM和GPRS无线通讯◆采用50芯通用HUB转换板接口,支持40种以上显示板第二章软件的安装和运行运行TW_SETUP.EXE,把节目编辑软件安装到目标计算机中运行LPTW.EXE,出现下面的界面:●主工具栏:这里是对应一些常用菜单操作的快捷按钮;●显示屏管理和节目管理列表面板:如果屏体列表选择为“全部显示屏”,这里就列出当前全部的显示屏的名称,选中某个项,点右键就可以下拉出菜单,对屏进行增/删/设置等操作;如果双击列表中某个屏,就可以调入对应的节目;●预览区:显示当前节目页的预览;●属性面板:对应左边面板选中项,设定不同的参数;第三章系统参数的设置在显示屏管理列表面板中选中某个屏,点主菜单里[设置] [设置LED屏参数],输入密码(缺省为888),则调出[节点属性设置]窗口:节点名称:输入显示屏的名称,每个屏可以定义自己的名称,名称将出现在显示屏管理列表面板中;通讯模式:可以选择“串口通讯”或“网络通讯”,如果选了“串口通讯”,则可在下面的“串行通讯设置”里选择串口号(COM1-COM8),波特率(9600/19200/38400/115200);如果选了“网络通讯”,则可在右下面的“网络通讯设置”里设置IP地址和端口;地址:每个控制器通过拨动开关设置一个独立的地址,这里须填上对应地址ID(一般显示屏开机时自动显示自己的ID号);显示属性:在控制组件中选择对应的控制器的型号,显示屏类型,显示宽度/高度,扫描方式(1/16—静态扫描),还可以设置红绿颠倒、数据反相等属性;设置完毕,就可以点[加载]把设置传送到控制器。
德州极锋数控设备使用说明书
顶峰机械龙门式系列LMS-CNC2016使用说明书※使用设备前请认真阅读本说明书一、上机操作前1、检查各气管、阀门,不允许有泄漏,检查气体安全装置是否有效。
一经发现,必须加以排除。
2、检查所提供气体入口压力是否符合规定要求;查看气源仪表是否正常。
3、检查所提供电源电压是否符合规定要求。
4、工作区域严禁存放易燃、易爆品,氧气禁止与带油的物品部件(包括衣物、棉纱)接触,以防发生爆炸事故。
5、根据不同板厚和材质,选择合适的割嘴;检查割嘴是否拧紧。
6、清理轨道及工作区域的障碍物。
二、工作中1. 操作者休息或长时间离开机器时,应关断电源和气源。
1、调整被切割的钢板、使其与轨道保持平行。
2、根据板厚和材质,火焰需设定机器中的切割速度和预热时间等参数,设定预热氧、切割氧合理的压力。
等离子需设定电流,速度等参数。
3、在点火后,任何人不得接触火焰区域。
操作人员应尽量采取飞溅小的切割方法,保护割嘴。
4、检查加热火焰,以及切割氧射流,如发现切割嘴堵塞或损坏,应停机待冷却后及时更换、清理。
清理割嘴应用专用工具清理。
5、切割过程中发生回火现象,应立即关闭气源,注意设备运行情况,如发现有异常情况,闻到有燃气气味和其它异味等,应按下急停开关,严禁开机脱离现场。
6、行吊在吊物运行时,不准经临设备上空,以防万一。
7、工作人员应注意工作时按规定选择速度,不允许单纯为了提高工效而增大设备负荷,处理好设备寿命与效率之间的关系。
8、操作人员需要佩戴相应的防护用品。
三、下班后1、切割机用完后必须放尽管内余气(先关掉氧气及乙炔气气源,再启动“预热氧键”,管内余气即可排尽)。
2、随机专用工具要清点。
3、实行交班制度时,应将当班设备运行情况作好交接班记录。
4、应认真清理场地,保持工作区内的整洁、有序。
四、日常保养1、轨道不允许人员站立、踩踏、靠压重物,更不允许撞击,每个班要对导轨日常保养要求除尘后用纱布沾20#机油擦拭轨面。
随时保持导轨面润滑、清洁。
CNC→PMC的接口手册
CNC与PMC间的接口A.1 地址表 A.1.1 CNC、PMC和机床之间的接口信号地址如下: 0i/0i Mate地址表 地址表表示如下: 在T系列和M系列所表示的地址项中,某些信号标有符号( ),如以下信号地址图中所示。
这表示或者T系列或者M系列不用该信号。
上方表示T系列,而下方表示M系列。
[例 1] EXLM和ST信号是公共信号,STLK仅用于T系列,而RLSOT仅用于M系列。
用PMC-SA1 当使用PMC-SA1时,使用的传送信号地址范围如下表。
时的注意事项 信号地址 说 明 G000-G255 当用PMC-SA1时从PMC传到CNC的信号 F000-F255 当用PMC-SA1时从CNC传到PMC的信号 如上表所示,PMC-SA1梯形图编程软件不能用G256及它之上和F256及它之上的信号地址。
因此,有一些使用这些信号的系统特性就不能使用。
用PMC-SB7 当使用PMC-SB7时,使用的传送信号地址范围如下表。
时的注意事项 信号地址 说 明 G000-G512 当用PMC-SB7时从PMC传到CNC的信号 F000-F512 当用PMC-SB7时从CNC传到PMC的信号 位号地址地址位号AICC A.2 信号表 A.2.1信号表(按功能排序) 功能 信号名称 符号 地址 T 系列 M 系列 章节 Power Mate后台操作信号 BGEN G092#4 〇 〇 13.5 Power Mate读/写报警信号 BGIALM G092#3 〇 〇 13.5 Power Mate读/写进行中信号 BGION G092#2 〇 〇 13.5 从装置诊断选择信号 EDGN F177#7 〇 〇 13.5 从装置参数选择信号 EPARM F177#6 〇 〇 13.5 从装置程序选择信号 EPRG F177#4 〇 〇 13.5 从装置外部读开始信号 ERDIO F177#1 〇 〇 13.5 从装置读/写停止信号 ESTPIO F177#2 〇 〇 13.5 从装置宏变量选择信号 EVAR F177#5 〇 〇 13.5 从装置外部写开始信号 EWTIO F177#3 〇 〇 13.5 外部阅读机开始信号 EXRD G58#1 〇 〇 13.5 13.3 外部阅读机/穿孔机停止信号 EXSTP G58#2 〇 〇 13.5 13.3 外部穿孔机开始信号 EXWT G58#3 〇 〇 13.5 13.3 I/O Link检测信号 IOLACK G092#0 〇 〇 13.5 从装置I/O Link选择信号 IOLINK F177#0 〇 〇 13.5 I/O Link指定信号 IOLS G092#1 〇 〇 13.5 阅读机/穿孔机报警信号 RPALM F053#3 〇 〇 13.5 13.3 阅读机/穿孔机忙信号 PRBSY F53#2 〇 〇 13.5 13.3 组号指定信号 SRLNI0toSRLNI3 G091#0to#3 〇 〇 13.5 通过I/O Link 的数据 输入/输出功能 组号输出信号 SRLNO0toSRLNO3 F178#0to3 〇 〇 13.5 外部阅读机开始信号 EXRD G058#1 〇 〇 外部穿孔机开始信号 EXWT G058#3 〇 〇 外部阅读机/穿孔机停止信号 EXSTP G058#2 〇 〇 后台编辑信号 BGEACT F053#4 〇 〇 阅读机/穿孔机忙信号 RPBSY F053#2 〇 〇 外部I/O设备控制 阅读机/穿孔机报警信号 RPALM F053#3 〇 〇 13.3 报警信号 AL F001#0 〇 〇 报警信号 电池报警信号 BAL F001#2 〇 〇 2.4 功能 信号名称 符号 地址 T 系列 M 系列 章节 异常负载检测忽略信号 IUDD1toIUDD4 G125 〇 〇 伺服轴异常负载检测信号 ABTQSV F090#0 〇 〇 第1主轴异常负载检测信号 ABTSP1 F090#1 〇 〇 异常负载检测 第2主轴异常负载检测信号 ABTSP2 F090#2 〇 〇 2.9 位置显示忽略 位置显示忽略信号 NPOS1~MPOS4 G198 〇 〇 12.1.10 第2M功能代码信号 M200~M215 F014~F015 〇 〇 第3M功能代码信号 M300~M315 F016~F017 〇 〇 第2M功能选通信号 MF2 F008#4 〇 〇 一个程序段内的多个M指令 第3M功能选通信号 MF3 F008#5 〇 〇 8.3 英/公制转换 英制输入信号 INCH F002#0 〇 〇 11.4 B轴夹紧信号 BCLP F061#1 – 〇 B轴夹紧完成信号 *BECLP G038#6 – 〇 B轴松开信号 BUCLP F061#0 – 〇 分度转台分度 功能(M系列) B轴松开完成信号 *BEUCP G038#6 – 〇 11.9 到位检测 到位检测信号 INP1~INP4 F104 〇 〇 7.2.4.1 AI先行控制 AI先行控制方式信号 AICC F062#0 – 〇 7.1.12 F1位数进给 (M系列) F1位进给选择信号 F1D G016#7 – 〇 7.1.5 误差检测 (T系列) 误差检测信号 SMZ G053#6 〇 – 7.2.4.3 *-L1~*+L4 G114 〇 〇 超程信号 超程信号 *-L1~*-L4 G116 〇 〇 2.3.1 倍率取消 倍率取消信号 OVC G006#4 〇 〇 7.1.6.3 进给速度倍率 进给速度倍率信号 *FV0~*FV7 G012 〇 〇 7.1.6.2 选择跳过程序段信号 BDT1,BDT2~BDT9 G044#0,G045 〇 〇 跳过任选程序段/跳过附加任选程序段 选择跳过程序段检测信号 MBDT1,MBDT2~MBDT9 G004#0,F005 〇 〇 5.5 外部键盘输入方式选择信号 ENBKY G066#1 〇 〇 键代码信号 EKC0~EKC7 G098 〇 〇 键代码读信号 EKSET G066#7 〇 〇 键代码读取完成信号 EKENB F053#7 〇 〇 键输入无效信号 INHKY F053#0 〇 〇 外部键输入 编程屏幕显示方式信号 PRGDPL F053#1 〇 〇 15.5 *+ED1~*+ED4 G118 〇 〇 外部减速 外部减速信号 *-ED1~*-ED4 G120 〇 〇 7.1.8 功能 信号名称 符号 地址 T 系列 M 系列 章节 外部数据输入的数据信号 ED0~ED15 G000,G001 〇 〇 外部数据输入的地址信号 EA0~EA6 G002#0~#6 〇 〇 外部数据输入的读信号 ESTB G002#7 〇 〇 外部数据输入的读取完成信号 EREND F060#0 〇 〇 外部数据输入的检索完成信号 ESEND F060#1 〇 〇 外部数据输入 外部数据输入的检索取消信号 ESCAN F060#2 〇 〇 15.2 外部运动功能(M系列) 外部操作信号 EF F008#0 — 〇 11.7 外部程序输入 外部程序输入启动信号 MINP G058#0 〇 〇 13.4 外部工件号检索 工件号检索信号 PN1,PN2,PN4,PN8,PN16 G009#0~4 〇 〇 15.3 扩展工件号检索信号 EPN0~EPN13 G024#0~#7 G025#0~#5 〇 〇 扩展型外部工件号检索 扩展工件号检索开始信号 EPNS G025#7 〇 〇 15.3.2 用户宏程序输入信号 UI000~UI015 G054,G055 〇 〇 UO000~UO015 F054,F055 〇 〇 用户宏程序 用户宏程序输出信号 UO100~UO131 F056~F059 〇 〇 11.5.1 所需零件计数达到信号 PRTSF F062#7 〇 〇 运行时间和零件的计数显示 多种用途的积分器启动信号 TMRON G053#0 〇 〇 12.1.11 清屏/自动清屏 自动清屏无效信号 *CRTOF G062#1 〇 〇 12.1.18 简单同步轴选择信号 SYNC1~SYNC4 G138 〇 〇 简单同步控制 简单同步手动进给轴选择信号 SYNCJ1 ̄SYNCJ4 G140 — 〇 1.6 斜轴控制 对于垂直轴角度控制轴无效 NOZAGC G063#5 〇 〇 1.7 换刀信号 TLCH FO64#0 〇 〇 换刀复位信号 TLRST G048#7 〇 〇 独立换刀信号 TLCHI F064#2 - 〇 10.3 刀具寿命到期通知信号 TLCHB F064#3 - 〇 10.3.2 独立换刀复位信号 TLRSTI G048#6 - 〇 刀具跳过信号 TLSKP G048#5 〇 〇 新刀具选择信号 TLNW F064#1 〇 〇 TL01~TL256 G047#0to G48#0 - 〇 刀具寿命管理 刀具组号选择信号 TL01~TL64 G047#0~#6 〇 - 10.3 刀具寿命计数倍率信号 TLV0~*TLV9 G049#0~ G050#1 - 〇 功能 信号名称 符号 地址 T 系列 M 系列 章节 XAE X004#0 〇 〇 YAE X004#1 - 〇 ZAE X004#2 - 〇 自动刀具长度测量(M系列)/自动刀具偏置(T系列) 测量位置到达信号 ZAE X004#1 〇 - 14.2 刀具偏移量写入方式选择信号 GOQSM G039#7 〇 - +MIT1,+MIT2 X004#2,#4 〇 - 刀具偏移量写入信号 -MIT1,-MIT2 X004#3,#5 〇 - 刀具偏移号选择信号 OFN0~OFN5 G039#0~#5 〇 - 工件坐标系偏移量写入方式选择信号 WOQSM G039#6 〇 - 刀具偏置值测量B的输入(T系列) 工件坐标系偏移量写入信号 WOSET G040#7 〇 - 14.4.2 刀具偏置值测量A的输入(T系列) 位置记录信号 PRC G040#6 〇 - 14.4.1 辅助功能结束信号 MFIN G005#0 〇 - 主轴功能结束信号 SFIN G005#2 〇 〇 刀具功能结束信号 TFIN G005#3 〇 〇 BFIN G005#4 〇 - 第2辅助功能结束信号 BFIN G005#7 - 〇 第2M功能结束信号 MFIN2 G004#4 〇 〇 第3M功能结束信号 MFIN3 G004#5 〇 〇 高速接口的外部操作信号 EFD F007#1 - 〇 高速M/S/T/B接口 外部操作功能结束信号 EFIN G005#1 - 〇 8.4 高速跳转信号 高速跳转状态信号 HDO0 F122#0 〇 〇 14.3.2 固定循环(M系列)/孔加工固定循环(T系列) 攻丝信号 TAP F001#5 〇 〇 11.6 伺服关闭 (机械手轮) 伺服关断信号 SVF1~SVF4 G126 〇 〇 1.2.7 电机速度检测功能使能信号 MSDFON D016#0 〇 〇 伺服电机速度检测信号 DSV1toDSV4 Y(n+0) 〇 〇 伺服/主轴电动机速度检测 主轴电机速度检测信号 DSP1,DSP2 Y(n+1)#0,#1 〇 〇 2.10 循环启动/进给循环启动 ST G007#2 〇 〇 5.1 进给暂停信号 *SP G008#5 〇 〇 自动运行信号 OP F000#7 〇 〇 循环启动灯信号 STL F000#5 〇 〇 暂停 进给暂停灯信号 SPL F000#4 〇 〇 功能 信号名称 符号 地址 T 系列 M 系列 章节 Cs轮廓控制转换信号 CON G027#7 〇 〇 Cs轮廓控制 Cs轮廓控制转换结束信号 FSCSL F044#1 〇 〇 9.8 轴移动信号 MV1~MV4 F102 〇 〇 轴运动状态的输出 轴移动方向信号 MVD1~MVD4 F106 〇 〇 1.2.4 实际主轴速度输出 实际主轴速度信号 AR0~AR15 F040,F041 〇 – 9.6 恒表面切削线速度控制 恒表面切削速度信号 CSS F002#2 〇 〇 9.4 主轴停止完成信号 SPSTP G028#6 〇 – 主轴松开信号 SUCLP F038#1 〇 – 主轴松开完成信号 *SUCPF G028#4 〇 – 主轴夹紧信号 SCLP F038#0 〇 – 多主轴控制 (T系列) 主轴夹紧完成信号 *SCPF G028#5 〇 – 9.9 SHA00~SHA11 G078#0~G079#3 〇 〇 主轴定向 主轴定向外部停止位置指令信号 SHB00~SHB11 G080#0~G081#3 〇 〇 9.12 TLMLA G070#0 〇 〇 转矩限制指令LOW信号(串行主轴) TLMLB G074#0 〇 〇 TLMHA G070#1 〇 〇 转矩限制指令HIGH信号(串行主轴) TLMHB G074#1 〇 〇 CTH1A,CTH2A G070#3,#2 〇 〇 离合器/齿轮信号(串行主轴) CTH1B,CTH2B G074#3,#2 〇 〇 SRVA G070#4 〇 〇 CCW指令信号(串行主轴) SRVB G074#4 〇 〇 SFRA G070#5 〇 〇 CW指令信号(串行主轴) SFRB G074#5 〇 〇 ORCMA G070#6 〇 〇 定向指令信号(串行主轴) ORCMB G074#6 〇 〇 MRDYA G070#7 〇 〇 机床就绪信号(串行主轴) MRDYB G074#7 〇 〇 ARSTA G071#0 〇 〇 主轴串行输出/主轴模拟输出 报警复位信号(串行主轴) ARSTB G075#0 〇 〇 9.2 *ESPA G071#1 〇 〇 急停信号(串行主轴) *ESPB G075#1 〇 〇 SPSLA G071#2 〇 〇 主轴选择信号(串行主轴) SPALB G075#2 〇 〇 MCFNA G071#3 〇 〇 动力线切换结束信号(串行主轴) MCFFNB G075#3 〇 〇 功能 信号名称 符号 地址 T 系列 M 系列 章节 SOCNA G071#4 〇 〇 软启动/停止取消信号(串行主轴) SOCNB G075#4 〇 〇 INTGA G071#5 〇 〇 速度积分信号(串行主轴) INTGB G075#5 〇 〇 RSLA G071#6 〇 〇 输出切换请求信号(串行主轴) RSLB G075#6 〇 〇 RCHA G071#7 〇 〇 动力线状态检测信号(串行主轴) RCHB G075#7 〇 〇 INDXA G072#0 〇 〇 准停位置改变指令信号(串行主轴) INDXB G076#0 〇 〇 ROTAA G072#1 〇 〇 准停位置改变时的旋转方向指令信号(串行主轴) ROTAB G076#1 〇 〇 NRROA G072#2 〇 〇 准停位置改变时的最短距离指令信号(串行主轴) NRROB G076#2 〇 〇 DEFMDA G072#3 〇 〇 速度微分方式指令信号(串行主轴) DEFMDB G076#3 〇 〇 OVRIDA G072#4 〇 〇 模拟倍率信号(串行主轴) OVTIDB G076#4 〇 〇 INCMDA G072#5 〇 〇 增量指令外部设定定向信号(串行主轴) INCMDB G076#5 〇 〇 MFNHGA G072#6 〇 〇 主轴切换主 MCC接点状态信号(串行主轴) MFNHGB G076#6 〇 〇 RCHHGA G072#7 〇 〇 主轴切换HIGH MCC接点状态信号(串行信号) RCHHGB G076#7 〇 〇 MORCMA G073#0 〇 〇 磁传感器定向指令信号(串行主轴) MORCMB G077#0 〇 〇 SLVA G073#1 〇 〇 从动运行方式指令信号(串行主轴) SLVB G077#1 〇 〇 MPOFA G073#2 〇 〇 电机动力切断指令信号(串行主轴) MPOFB G077#2 〇 〇 DSCNA G073#4 〇 〇 断线检测无效信号 DSCNB G077#4 〇 〇 ALMA F045#0 〇 〇 报警信号(串行主轴) ALMB F049#0 〇 〇 SSTA F045#1 〇 〇 速度零信号(串行主轴) SSTB F049#1 〇 〇 SDTA F045#2 〇 〇 主轴串行输出/主轴模拟输出 速度检测信号(串行主轴) SDTB F049#2 〇 〇 9.2 功能 信号名称 符号 地址 T 系列 M 系列 章节 SARA F045#3 〇 〇 速度到达信号(串行主轴) SARB F049#3 〇 〇 LDT1A F045#4 〇 〇 负载检测信号1(串行主轴) LDT1B F049#4 〇 〇 LDT2A F045#5 〇 〇 负载检测信号2(串行主轴) LDT2B F049#5 〇 〇 TLMA F045#6 〇 〇 转矩限制信号(串行主轴) TLMB F049#6 〇 〇 ORARA F045#7 〇 〇 定向结束(串行主轴) ORARB F049#7 〇 〇 CHPA F046#0 〇 〇 动力线切换信号(串行主轴) CHPB F050#0 〇 〇 CFINA F046#1 〇 〇 主轴切换完成信号(串行主轴) CFINB F050#1 〇 〇 RCHPA F046#2 〇 〇 输出切换信号(串行主轴) RCHPB F050#2 〇 〇 RCFNA F046#3 〇 〇 输出切换完成信号(串行主轴) RCFNB F050#3 〇 〇 SLVSA F046#4 〇 〇 从动运行状态信号(串行主轴) SLVSB F050#4 〇 〇 PORA2A F046#5 〇 〇 位置编码器定向接近信号(串行主轴) PORA2B F050#5 〇 〇 MORA1A F046#6 〇 〇 磁传感器定向完成信号(串行主轴) MORA2B F050#6 〇 〇 MORA2A F046#7 〇 〇 磁传感器定向接近信号(串行主轴) MORA2B F050#7 〇 〇 INCSTA F047#1 〇 〇 增量定向方式信号(串行主轴) INCSTB F051#1 〇 〇 EXOFA F047#4 〇 〇 主轴串行输出/主轴模拟输出 电机激磁关断状态信号 EXOFB F051#4 〇 〇 9.2 主轴停信号 *SSTP G029#6 〇 〇 主轴定向信号 SOR G029#5 〇 〇 主轴速度倍率信号 SOV0~SOV7 G030 〇 〇 主轴速度到达信号 SAR G029#4 〇 〇 主轴速度控制 主轴使能信号 ENB F001#4 〇 〇 9.3 功能 信号名称 符号 地址 T 系列 M 系列 章节 齿轮档选择信号(M型换档) GR1О,GR2О,GR3О F034#0~#2 — 〇 齿轮档选择信号(T型换档) GR1,GR2 G028#1,#2 〇 〇 主轴速度控制 S12位代码信号 R01О~R12О F036#0~ F037#3 〇 〇 9.3 主轴速度波动的检测 主轴波动检测报警信号 SPAL F035#0 〇 〇 9.5 主轴同步控制信号 SPSYC G038#2 〇 〇 主轴相位同步控制信号 SPPHS G038#3 〇 〇 主轴同步速度控制结束信号 FSPSY F044#2 〇 〇 主轴相位同步控制结束信号 FSPPH F044#3 〇 〇 主轴同步控制 主轴同步控制报警信号 SYCAL F044#4 〇 〇 9.11 HS1A~HS1D G018#0~#3 〇 〇 HS2A~HS2D G018#4~#7 〇 〇 手轮进给轴选择信号 HS3A~HS3D G019#0~#3 — 〇 手轮进给 手轮进给量选择信号 (增量进给信号) MP1,MP2 G019#4,#5 〇 〇 3.2 HS1IA~HS2ID G041#0~#3 〇 〇 HS2IA~HS2ID G041#4~#7 〇 〇 手轮中断 手轮中断轴选择信号 HS3IA~HS3ID G042#0~#3 — 〇 3.3 手动返回参考点选择信号 ZRN G043#7 〇 〇 手动返回参考点选择检测信号 MREF F004#5 〇 〇 手动返回参考点减速信号 *DEC1~*DEC4 X009 〇 〇 返回参考点结束信号 ZP1~ZP4 F094 〇 〇 手动返回参考位置 参考点建立信号 ZRF1~ZRF4 F120 〇 〇 4.1 +J1~+J4 G100 〇 〇 进给轴和方向选择信号 -J1~-J4 G102 〇 〇 手动进给速度倍率信号 *JV1~*JV15 G010,G011 〇 〇 JOG进给/增量进给 手动快速移动选择信号 RT G019#7 〇 〇 3.1 CNC就绪信号 MA F001#7 〇 〇 CNC就绪信号 伺服就绪信号 SA F000#6 〇 〇 2.2 过载转矩信号 SKIP X004#7 - 〇 小孔步进钻孔循环(M系列) 小深孔钻削进行中信号 PECK2 F066#5 - 〇 11.13 快速进给信号 RPDO F002#1 〇 〇 状态输出信号 切削进给信号 CUT F002#6 〇 〇 2.7 单程序段信号 SBK G046#1 〇 〇 单程序段 单程序段检测信号 MSBK F004#3 〇 〇 5.3.3 功能 信号名称 符号 地址 T 系列 M 系列 章节 SKIP X004#7 〇 〇 跳转功能 跳转信号 SKIPP G006#6 〇 - 14.3.1 启动锁住信号 STLK G007#1 〇 - 互锁信号 *IT G008#0 〇 〇 各轴互锁信号 *IT1 ~*IT4 G130 〇 〇 各轴和各方向手动进给互锁信号 +MIT1,+MIT2 X004#2,#4 〇 - 各轴和各方向手动进给互锁信号 -MIT1,MIT2 X004#3,#5 〇 - +MIT1~+MIT4 G132#0~#3 - 〇 各轴和方向互锁信号 -MIT1~-MIT4 G134#0~#3 - 〇 切削程序段开始互锁信号 *CSL G008#1 〇 〇 启动锁住/互锁 程序段开始互锁信号 *BSL G008#3 〇 〇 2.5 +EXL1to+EXL4 G104 〇 〇 坐标轴方向存储行程限位 开关信号 -EXL1to-EXL4 G105 〇 〇 存储行程极限选择信号 EXLM G007#6 〇 〇 +LM1~+LM4 G110 - 〇 存储行程外部设定信号 -LM1~-LM4 G110 - 〇 行程限位解除信号 RLSOT G007#7 - 〇 +OT1to+OT4 F124 - 〇 存储行程极限检测1 行程限位到达信号 -OT1to-OT4 F126 - 〇 2.3.2 存储行程极限检查2,3 行程限位3解除信号 RLSOT3 G007#4 〇 〇 2.3.3 绝对位置检测器电池零 报警信号 PBATZ F172#6 〇 〇 绝对位置检测 绝对位置检测器电池电压 低报警信号 PBATL F172#7 〇 〇 1.4.2 先行控制 (M系列) 先行控制方式信号 G08MD F066#0 - 〇 7.1.11 软操作面板信号(MD1) MD1O F073#0 〇 〇 软操作面板信号(MD2) MD2O F073#1 〇 〇 软操作面板信号(MD4) MD4O F073#2 〇 〇 软操作面板信号(ZRN) ZRNO F073#4 〇 〇 软操作面板信号(+J1~+J4) +J1O~+J4O F081#0,#2,#4,#6 〇 〇 软操作面板信号(-J1~-J4) -J1O~-J4O F081#1,#3,#5,#7 〇 〇 软操作面板信号(RT) RTO F077#6 〇 〇 软操作面板信号(HS1A) HS1AO F077#0 〇 〇 软操作面板 软操作面板信号(HS1B) HS1BO F077#1 〇 〇 12.1.14 功能 信号名称 符号 地址 T 系列 M 系列 章节 软操作面板信号(HSIC) HS1CO F077#2 〇 〇 软操作面板信号(HS1D) HS1DO F077#3 〇 〇 软操作面板信号(MP1) MP1O F076#0 〇 〇 软操作面板信号(MP2) MP2O F076#1 〇 〇 软操作面板信号(*JV0~*JV15) *JVO0~*JV15O F079,F080 〇 〇 软操作面板信号(*FV0~*FV7) *FV0O~*FV7O F078 〇 〇 软操作面板信号(ROV1) ROV1O F076#4 〇 〇 软操作面板信号(ROV2) ROV2O F076#5 〇 〇 软操作面板信号(BDT) BDTO F075#2 〇 〇 软操作面板信号(SBK) SBKO F075#3 〇 〇 软操作面板信号(MLK) MLKO F075#4 〇 〇 软操作面板信号(DRN) DRNO F075#5 〇 〇 软操作面板信号(KEY1~KEY4) KEYO F075#6 〇 〇 软操作面板信号(*SP) SPO F075#7 〇 〇 软操作面板 软操作面板通用开关信号 OUT0~OUT7 F072 〇 〇 12.1.14 第2参考位置返回结束信号 ZP21~ZP24 F096 〇 〇 第3参考位置返回结束信号 ZP31~ZP34 F098 〇 〇 返回第2参考位置/返回第3,第4参考位置 第4参考位置返回结束信号 ZP41~ZP44 F100 〇 〇 4.5 多级跳转 跳转信号 SKIP2 to SKIP6, SKIP7,SKIP8 X004#2 to#6,#0#1 〇 〇 14.3.3 复合固定循环(M系列)/固定循环(T系列) 倒角信号 CDZ G053#7 〇 —11.8 卡盘/尾架屏蔽(T系列) 尾架屏蔽选择信号 *TSB G060#7 〇 —2.3.4 撞块式参考位置设定 冲撞式参考位置设定的扭矩极限到达信号 CLRCH1~CLRCH8 F180 〇 〇 4.6 DNC运行选择信号 DNCI G043#5 〇 〇 DNC运行 DNC运行选择确认信号 MRMT F003#4 〇 〇 5.9 空运行信号 DRN G046#7 〇 〇 空运行 空运行检测信号 MDRN F002#7 〇 〇 5.3.2 功能 信号名称 符号 地址 T 系列 M 系列 章节 转矩限制跳转(T系列) 转矩极限到达信号 TRQL1~TRQL8 F114 〇 —14.3.4 主轴测量选择信号 S2TLS G040#5 〇 — 主轴1测量信号 S1MES F062#3 〇 — 补偿值输入 主轴2测量信号 S2MES F062#4 〇 — 14.4 螺纹切削 螺纹切削信号 THRD F002#3 〇 〇 6.4.1 快速进给倍率信号 ROV1,ROV2 G014#0,#1 〇 〇 1%快速进给倍率选择信号 HROV G096#7 〇 〇 快速移动倍率 1%快速进给倍率信号 HROV0~HROV6 G096#0~#6 〇 〇 7.1.6.1 用PMC或个人计算机直接运行 直接运行选择信号 DMMC G042#7 〇 〇 15.6 控制轴选择信号(PMC轴控制) EAX1~EAX4 G136 〇 〇 轴控制高级指令信号 EASIP1 to EASIP4 G200 〇 〇 EC0A~EC6A G143#0~#6 〇 〇 EC0B~EC6B G155#0~#6 〇 〇 EC0C~EC6C G167#0~#6 〇 〇 轴控制指令信号(PMC轴控制) EC0D~EC6D G179#0~#6 〇 〇 EIF0A~EIF15A G144,G145 〇 〇 EIF0B~EIF15B G156,G157 〇 〇 EIF0C~EIF15C G168,G169 〇 〇 控制轴进给速度信号 EIF0D~EIF15D G180,G181 〇 〇 EBUFA G142#7 〇 〇 EBUFB G154#7 〇 〇 EBUFC G166#7 〇 〇 轴控制指令读入信号(PMC轴控制) EBUFD G178#7 〇 〇 EID0A~EID31A G146~G149 〇 〇 EID0B~EID31B G158~G161 〇 〇 EID0C~EID31C G170~G173 〇 〇 轴控制数据信号(PMC轴控制) EID0D~EID31D G182~G185 〇 〇 EBSYA F130#7 〇 〇 EBSYB F133#7 〇 〇 EBSYC F136#7 〇 〇 PMC轴控制 控制轴指令读入完成信号(PMC轴控制) EBSYD F139#7 〇 〇 15.1 ECLRA G142#6 〇 〇 ECLRB G154#6 〇 〇 ECLRC G166#6 〇 〇 复位信号(PMC轴控制) ECLRD G178#6 〇 〇 功能 信号名称 符号 地址 T 系列 M 系列 章节 ESTPA G142#5 〇 〇 ESTPB G154#5 〇 〇 ESTPC G166#5 〇 〇 轴控制暂停信号(PMC轴控制) ESTPD G178#5 〇 〇 ESBKA G142#3 〇 〇 ESBKB G154#3 〇 〇 ESBKC G166#3 〇 〇 程序段停止信号(PMC轴控制) ESBKD G178#3 〇 〇 EMSBKA G143#7 〇 〇 EMSBKB G155#7 〇 〇 EMSBKC G167#7 〇 〇 程序段停无效信号(PMC轴控制) EMSBKD G179#7 〇 〇 EM11A~EM48A F132,F142 〇 〇 EM11B~EM48B F135,F145 〇 〇 EM11C~EM48C F138,F148 〇 〇 辅助功能代码信号(PMC轴控制) EM11D~EM48D F141,F151 〇 〇 EMFA F131#0 〇 〇 EMFB F134#0 〇 〇 EMFC F137#0 〇 〇 辅助功能选通信号(PMC轴控制) EMFD F140#0 〇 〇 EFINA G142#0 〇 〇 EFINB G154#0 〇 〇 EFINC G166#0 〇 〇 辅助功能结束信号(PMC轴控制) EFIND G178#0 〇 〇 ESOFA G142#4 〇 〇 ESOFB G154#4 〇 〇 ESOFC G166#4 〇 〇 伺服关闭信号(PMC轴控制) ESOFD G178#4 〇 〇 EMBUFA G142#2 〇 〇 EMBUFB G154#2 〇 〇 EMBUFC G166#2 〇 〇 缓冲禁止信号(PMC轴控制) EMBUFD G178#2 〇 〇 ELCKZA G142#1 〇 〇 ELCKZB G154#1 〇 〇 ELCKZC G166#1 〇 〇 PMC轴控制/PMC轴速度控制功能 累积的零位检测信号 ELCKZD G178#1 〇 〇 15.1 控制轴选择状态信号(PMC轴控制) *EAXSL F129#7 〇 〇 功能 信号名称 符号 地址 T 系列 M 系列 章节 EINPA F130#0 〇 〇 EINPB F133#0 〇 〇 EINPC F136#0 〇 〇 到位信号(PMC轴控制) EINPD F139#0 〇 〇 ECKZA F130#1 〇 〇 ECKZB F133#1 〇 〇 ECKZC F136#1 〇 〇 零跟随误差检测信号(PMC轴控制) ECKZD F139#1 〇 〇 EIALA F130#2 〇 〇 EIALB F133#2 〇 〇 EIALC F136#2 〇 〇 报警信号(PMC轴控制) EIALD F139#2 〇 〇 EGENA F130#4 〇 〇 EGENB F133#4 〇 〇 EGENC F136#4 〇 〇 轴移动信号(PMC轴控制) EGEND F139#4 〇 〇 EDENA F130#3 〇 〇 EDENB F133#3 〇 〇 EDENC F136#3 〇 〇 辅助功能执行信号(PMC轴控制) EDEND F139#3 〇 〇 EOTNA F130#6 〇 〇 EOTNB F133#6 〇 〇 EOTNC F136#6 〇 〇 负向超程信号(PMC轴控制) EOTND F139#6 〇 〇 EOTPA F130#5 〇 〇 EOTPB F133#5 〇 〇 EOTPC F136#5 〇 〇 正向超程信号(PMC轴控制) EOTPD F139#5 〇 〇 进给速度倍率信号(PMC轴控制) *FV0E~*FV7E G151 〇 〇 倍率取消信号(PMC轴控制) OVCE G150#5 〇 〇 快速进给倍率信号(PMC轴控制) ROV1E,ROV2E G150#0,#1 〇 〇 空运行信号(PMC轴控制) DRNE G150#7 〇 〇 手动快速进给选择信号(PMC轴控制) RTE G150#6 〇 〇 倍率0%信号(PMC轴控制) EOV0 F129#5 〇 〇 PMC轴控制 跳转信号(PMC轴控制) ESKIP X004#6 〇 〇 15.1 功能 信号名称 符号 地址 T 系列 M 系列 章节 分配结束信号(PMC轴控制) EADEN1~EADEN4 F112 〇 〇 EABUFA F131#1 〇 〇 EABUFB F134#1 〇 〇 EABUFC F137#1 〇 〇 缓冲器满信号(PMC轴控制) EABUFD F140#1 〇 〇 PMC轴控制 控制信号(PMC轴控制) EACNT1~EACNT4 F182 〇 〇 15.1 SIND G033#7 〇 〇 SIND2 G035#7 〇 〇 PMC控制主轴速度输出控制信号 SIND3 G037#7 〇 〇 R01I~R12I G032#0~G033#3 〇 〇 R01I2~R12I2 G034#0~G035#3 〇 〇 主轴电机速度指令信号 R01I3~R12I3 G036#0~G037#3 〇 〇 SSIN G033#6 〇 〇 SSIN2 G035#6 〇 〇 主轴电机指令输出极性选择信号 SSIN3 G037#6 〇 〇 SGN G033#5 〇 〇 SGN2 G035#5 〇 〇 PMC的主轴输出控制 主轴电机指令极性选择信号 SGN3 G037#5 〇 〇 15.4 手摇脉冲发生器选择信号 IOLBH2 G199#0 〇 〇 I/O Link 口β系列伺服电动机手摇轮接口(外部设备控制) 手摇脉冲发生器选择信号 IOLBH3 G199#1 〇 〇 16.1 *ESP G008#4 〇 〇 急停 急停信号 *ESP X008#4 〇 〇 2.1 所有轴VRDY OFF报警忽略信号 IGNVRY G066#0 〇 〇 VRDY OFF报警忽略信号 各轴VRDY OFF报警忽略信号 IGVRY1~IGVRY4 G192 〇 〇 2.8 跟踪 跟踪信号 *FLWU G007#5 〇 〇 1.2.6 程序再启动信号 SRN G006#0 〇 〇 程序再启动 程序再启动中信号 SRNMV F002#4 〇 〇 5.7 位置开关 位置开关信号 PSW01~PSW16 F070#0~ F071#7 〇 〇 1.2.8 辅助功能代码信号 M00~M31 F010~F013 〇 〇 辅助功能/第2辅助功能 辅助功能选通信号 MF F007#0 〇 〇 8.1 功能 信号名称 符号 地址 T 系列 M 系列 章节 DM00 F009#7 〇 〇 DM01 F009#6 〇 〇 DM02 F009#5 〇 〇 M译码信号 DM30 F009#4 〇 〇 主轴功能代码信号 S00~S31 F022~F025 〇 〇 主轴功能选通信号 SF F007#2 〇 〇 刀具功能代码信号 T00~T31 F026~F029 〇 〇 刀具功能选通信号 TF F007#3 〇 〇 第2辅助功能代码信号 B00~B31 F030~F033 〇 〇 BF F007#4 〇 — 第2辅助功能选通信号 BF F007#7 — 〇 结束信号 FIN G004#3 〇 〇 辅助功能/第2辅助功能 分配结束信号 DEN F001#3 〇 〇 8.1 辅助功能锁住信号 AFL G005#6 〇 〇 辅助功能锁住 辅助功能锁住检查信号 MAFL F004#4 〇 〇 8.2 多边形车削 多变形同步中信号 PSYN F063#7 〇 — 6.9.1 所有轴机床锁住信号 MLK G044#1 〇 〇 各轴机床锁住信号 MLK1~MLK4 G108 〇 〇 机床锁住 所有轴机床检测信号 MMLK F004#1 〇 〇 5.3.1 手动绝对值信号 *ABSM G006#2 〇 〇 手动绝对值 ON/OFF 手动绝对值检测信号 MABSM F004#2 〇 〇 5.4 SWS1 G027#0 〇 〇 SWS2 G027#1 〇 〇 主轴选择信号 SWS3 G027#2 〇 〇 *SSTP1 G027#3 〇 〇 *SSTP2 G027#4 〇 〇 各主轴停信号 *SSTP3 G027#5 〇 〇 齿轮档选择信号(输入) GR21 G029#0 〇 〇 第2位置编码器选择信号 PC2SLC G028#7 〇 〇 ENB2 F038#2 〇 〇 多主轴控制(T系列) 主轴使能信号 ENB3 F038#3 〇 〇 9.9 镜像信号 MI1~MI4 G106 〇 〇 镜像 镜像检测信号 MMI1~MMI4 F108 〇 〇 1.2.5 存储器保护键 存储器保护信号 KEY1~KEY4 G046#3~#6 〇 〇 12.2.3 方式选择信号 MD1,MD2,MD4 G043#3~#2 〇 〇 方式选择 手动数据输入选择检测信号 MMDI F003#3 〇 〇 2.6 功能 信号名称 符号 地址 T 系列 M 系列 章节 自动运行选择检测信号 MMEM F003#5 〇 〇 存储器编辑选择检测信号 MEDT F003#6 〇 〇 手轮进给选择检测信号 MH F003#1 〇 〇 增量进给选择检测信号 MINC F003#0 〇 〇 JOG进给选择检测信号 MJ F003#2 〇 〇 方式选择 示教选择检测信号 MTCHIN F003#7 〇 〇 2.6 刚性攻丝信号 RGTAP G061#0 〇 〇 RGSPP F065#0 — 〇 主轴的转向信号 RGSPM F065#1 — 〇 刚性攻丝过程中信号 RTAP F076#3 〇 〇 刚性攻丝 刚性攻丝主轴选择信号 RGTSP1,RGTSP2 G061#4,#5 〇 — 刚性攻丝回退启动信号 RTNT G062#6 — 〇 刚性攻丝回退 刚性攻丝回退结束信号 RTPT F066#1 — 〇 9.10 外部复位信号 ERS G008#7 〇 〇 复位和倒回信号 RRW G008#6 〇 〇 复位信号 RST F001#1 〇 〇 复位和倒回 倒回信号 RWD F000#0 〇 〇 5.2 中断型用户宏程序 用户宏程序中断信号 UINT G053#3 〇 〇 11.5.2 A.2.2信号表(按符号排序) 组别 符号 信号名称 地址 T 系列M 系列 章节 *+ED1~*+ED4 外部减速信号 G118 〇 〇 7.1.8 *+L1~*+L4 超程信号 G114 〇 〇 2.3.1 *-ED1~*-ED4 外部减速信号 G120 〇 〇 7.1.8 *-L1~*-L4 超程信号 G116 〇 〇 2.3.1 *ABSM 手动绝对值信号 G006#2 〇 〇 5.4 *BECLP B轴夹紧完成信号 G038#7 — 〇 11.9 *BEUCP B轴松开完成信号 G038#6 — 〇 11.9 *BSL 程序段开始互锁信号 G008#3 〇 〇 2.5 *CRTOF CRT显示自动清屏取消信号 G062#1 〇 〇 12.1.17*CSL 切削程序段开始互锁信号 G008#1 〇 〇 2.5 *DEC1~*DEC4 参考点返回减速信号 X009 〇 〇 4.1 *EAXSL 控制轴选择状态信号(PMC轴控制) F129#7 〇 〇 15.1 *ESP X1008#4 〇 〇 *ESP 急停信号 G008#4 〇 〇 2.1 *ESPA G071#1 〇 〇 *ESPB 急停信号(串行主轴) G075#1 〇 〇 9.2 *FLWU 跟踪信号 G007#5 〇 〇 1.2.6 *FV0~*FV7 进给速度倍率信号 G012 〇 〇 7.1.6.2*FV0E~*FV7E 进给速度倍率信号(PMC轴控制) G151 〇 〇 15.1 *FV0O~*FV7O 软操作面板信号(*FV0~*FV7) F078 〇 〇 12.1.14*HROV0~*HROV6 1%快速进给倍率信号 G096#0~#6 〇 〇 7.1.6.1*IT 互锁信号 G008#0 〇 〇 2.5 *IT1~*IT4 各轴互锁信号 G130 〇 〇 2.5 *JV0~*JV15 手动进给速度倍率信号 G010,G011 〇 〇 3.1 *JV0O~*JV15O 软操作面板信号(*JV0~*JV15) F079,F080 〇 〇 12.1.14*PLSST 多边形主轴停止信号 G038#0 〇 — 6.10.2 *SCPF 主轴夹紧完成信号 G028#5 〇 — 9.7 *SP 进给暂停信号 G008#5 〇 〇 5.1 *SSTP 主轴停止信号 G029#6 〇 〇 9.3 *SSTP1 G027#3 〇 〇 *SSTP2 G027#4 〇 〇 *SSTP3 各主轴停止信号 G027#5 〇 〇 9.9 *SUCPF 主轴松开完成信号 G028#4 〇 — 9.7 * *TLV0~*TLV9 刀具寿命计数倍率信号 G049#0~G050#1 — 〇 10.3 组别 符号 信号名称 地址 T 系M 系列 章节 * *TSB 尾架屏蔽选择信号 G060#7 〇 - 2.3.4 +EXL1~+EXL4 坐标轴方向存储行程限位开关信号 G104 〇 〇 2.3.2 +J1~+J4 进给轴的方向选择信号 G100 〇 〇 3.1 +J1O~+J4O 软操作面板信号(+J1~+J4) F081#0,#2,#4,#6 〇 〇 12.1.14 +LM1~+LM4 行程极限外部设定信号 G110 - 〇 2.3.2 +MIT1,+MIT2 各轴手动进给互锁信号 X004#2,#4 〇 - 2.5 +MIT1,+MIT2 刀具偏移量写入信号 X004#2,#4 〇 - 14.4.2 +MIT1~+MIT4 各轴和方向互锁信号 G132#0~#3 - 〇 2.5 + +OT1~+OT4 行程限位到达信号 F124 - 〇 2.3.2 -EXL1~-EXL4 坐标轴方向存储行程限位开关信号 G105 〇 〇 2.3.2 -J1~-J4 进给轴的方向选择信号 G102 〇 〇 3.1 -J1O~-J4O 软操作面板信号(-J1~-J4) F081#1,#3,#5,#7 〇 〇 12.1.14 -LM1~-LM4 行程极限外部设定信号 G112 - 〇 2.3.2 -MIT1,-MIT2 各轴手动进给互锁信号 〇 - 2.5 -MIT1,-MIT2 刀具偏移量写入信号 X004#3,#5 〇 - 14.4.2 -MIT1~-MIT4 各轴和方向互锁信号 G134#0~#3 〇 〇 2.5 - -OT1~-OT4 行程限位到达信号 F126 - 〇 2.3.2 ABTQSV 伺服轴异常负载检测信号 F090#0 〇 〇 2.9 ABTSP1 第1主轴异常负载检测信号 F090#1 〇 〇 2.9 ABSTP2 第2主轴异常负载检测信号 F090#2 〇 〇 2.9 AFL 辅助功能锁住信号 G005#6 〇 〇 8.2 AICC AI先行控制方式信号 F062#0 - 〇 7.1.12 AL 报警信号 F001#0 〇 〇 2.4 ALMA F045#0 〇 〇 ALMB 报警信号(串行主轴) F049#0 〇 〇 9.2 AR0~AR15 实际主轴速度信号 F040,F041 〇 - 9.6 ARSTA G071#0 〇 〇 A ARSTB 报警复位信号(串行主轴) G075#0 〇 〇 9.2 B00~B31 第2辅助功能代码信号 F030~F033 〇 〇 8.1 BAL 电池报警信号 F001#2 〇 〇 2.4 BCLP B轴夹紧信号 F061#1 - 〇 11.9 BDT1,BDT2~BDT9 跳过任选程序段信号 G044#0,G045〇 〇 5.5 BDTO 软操作面板信号(BDT) F075#2 〇 〇 12.1.14 BF F007#4 〇 - BF 第2辅助功能选通信号(BDT) F007#7 - 〇 8.1 BFIN G005#4 〇 - B BFIN 第2辅助功能结束信号(BDT) G005#7 - 〇 8.4 组别 符号 信号名称 地址 T 系列 M 系列 章节 BGEACT 后台忙信号 F053#4 〇 〇 13.5,13.3 BGEN Power Mate后台忙信号 G92#4 〇 〇 BGIALM Power Mate读/写报警信号 G92#3 〇 〇 BGION Power Mate读/写进行中信号 G92#2 〇 〇 13.5 B BUCLP B轴松开信号 F61#0 - 〇 11.9 CDZ 倒角信号 G053#7 〇 - 11.8 CFINA F046#1 〇 〇 CFINB 主轴切换结束信号(串行主轴) F050#1 〇 〇 9.2 CHPA F046#0 〇 〇 CHPB 动力线切换信号(串行主轴) F050#0 〇 〇 9.2 CLRCH1~CLRCH4 冲撞式参考点设定扭矩极限到达信号 F180 〇 〇 4.6 CON Cs轮廓控制切换信号 G027#7 〇 〇 9.8 CSS 恒表面切削速度信号 F002#2 〇 〇 9.4 CTH1A,CTH2A G070#3,#2 〇 〇 CTH1B,CTH2B 离合器/齿轮档信号(串行主轴) G074#3,#2 〇 〇 9.2 C CUT 切削进给信号 F002#6 〇 〇 2.7 DEFMDA G072#3 〇 〇 DEFMDB 微分方式指令信号(串行主轴) G076#3 〇 〇 9.2 DEN 分配结束信号 F001#3 〇 〇 8.1 DM00 F009#7 〇 〇 DM01 F009#6 〇 〇 DM02 F009#5 〇 〇 DM30 M译码信号 F009#4 〇 〇 8.1 DMMC 直接运行选择信号 G042#7 〇 〇 15.6 DNCI DNC运行选择信号 G043#5 〇 〇 5.9 DRN 空运行信号 G046#7 〇 〇 5.3.2 DRNE 空运行信号(PMC轴控制) G150#7 〇 〇 15.1 DRNO 软操作面板信号(DRN) F075#5 〇 〇 12.1.14 DSCNA G073#4 〇 〇 DSCNB 断线检测无效信号(串行主轴) G077#4 〇 〇 9.2 DSP1,DSP2 主轴电机速度检测信号 Y(n+1)#0,#2 〇 〇 D DSV1~DSV4 伺服电机速度检测信号 Y(n+0) 〇 〇 2.10 EA0~EA6 外部数据输入用地址信号 G002#0~#6 〇 〇 15.2 EABUFA F131#1 〇 〇 EABUFB F134#1 〇 〇 EABUFC F137#1 〇 〇 E EABUFD 缓冲器满信号(PMC轴控制) F140#1 〇 〇 15.1 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用户手册中所涉及到的产品名称仅作识别之用,而这些名称可能是属于其它 不同的商标或版权,在此声明如下:
● LPT-CNC-H是阿尔札特公司的产品型号。 ●其它未提到的标识,均属各注册公司所拥有。
版权所有,不得翻印。
阿尔札特自动化有限公司
目录
一、概述„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 二、特点„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 三、应用范围„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 四、使用环境和参数„„„„„„„„„„„„„„„„„„„„„„„„„1 五、电源供给„„„„„„„„„„„„„„„„„„„„„„„„„„„„1 六、输入输出端口定义„„„„„„„„„„„„„„„„„„„„„„„„2 七、应用示例„„„„„„„„„„„„„„„„„„„„„„„„„„„„4 附录 A、安装尺寸„„„„„„„„„„„„„„„„„„„„„„„„„„5
二、特点: 1、提供十二路 OC(集电集开路方式)输出,输出极限频率高达 10MHz,五路
光电隔离共地信号输入。 2、双电源供电,方便连接隔离电源,为光电隔离电路提供非共地独立电源, 实现前后级完全隔离,隔离端工作电压 5—24VDC。 3、可单+5V 或单 VCC(9V~36V)供电,输出端无需供电。 4、电脑并口所有输出信号经施密特触发器整形,提高数字信号传输的抗干扰。 5、可与并口控制软件使用作为工业控制应用。 6、支持 KCAM4、MACH3、EMC 等并口类 CNC 控制软件,最多支持 6 轴。 7、可与所有脉冲与方向信号的步进、伺服驱动配套使用,控制车床、铣床作 数控运行。 8、输入端可外接机械开关、槽型光耦、接近开关、对刀器等。 9、接口板 P1~P17 口信号与电脑并口信号 1~17 针一一对应,并口 18~25 针为 电源地。 10、外形尺寸 86mmx61mm,定位孔 78mmx53mm。
电压均可工作。
3、十二路输出信号接口。
功能 输出信号
标号 P2 P3 P4 P5 P6 P7 P8 P9 P14 P1 P16 P17
说明 与电脑并口信号第 2 针脚对应 与电脑并口信号第 3 针脚对应 与电脑并口信号第 4 针脚对应 与电脑并口信号第 5 针脚对应 与电脑并口信号第 6 针脚对应 与电脑并口信号第 7 针脚对应 与电脑并口信号第 8 针脚对应 与电脑并口信号第 9 针脚对应 与电脑并口信号第 14 针脚对应 与电脑并口信号第 1 针脚对应 与电脑并口信号第 16 针脚对应 与电脑并口信号第 17 针脚对应
阿尔札特自动化有限公司
一、概述: LPT-CNC-H 接口板是一款采用高速光耦(6N137)设计的高性能的并口光电隔
离接口板,采用全新的脉冲整形技术,隔离计算机并口与外设,有效保护计算机 设备,因此非常适合直接用计算机控制外设作为工业应用,是解决现场开关量信 号输入及数字控制信号输出的抗干扰功能的优秀接口板卡。
作。电源电压在“VCC”电源接口,9~36VDC之间均可以正常工作,用户可以直 接采用变压器整流加电容滤波电路提供。但注意应使整流后电压纹波峰值不超过
第1页共5页
阿尔札特自动化有限公司
40V,避免电网波动超过峰值(详情请看第五节第2点)。接线时务必注意电源正 负,切勿反接!
电源质量的好坏直接影响到接口板的性能,电源共模干扰的抑制能力影响系 统的抗干扰性,因此对于要求较高的应用场合,用户一定要注意提高电源的质量。
三、应用范围 包装机械 纺织机械 印刷机械 涂胶机 打标机 机器人 机械雕刻机 激光雕刻机 复印机、扫描仪 自动化设备
四、使用环境和参数
使用环境 避免油雾、粉尘及腐蚀性气体
冷却方式
自然冷却
环境温度
0~+55摄氏度
湿度
40~90%RH
五、电源供给 本接口板采用两种方式的直流电源供电,板上的绿色指示灯指示设备正常工
三轴步进系统接线图
第4页共5页
阿尔札特自动化有限公司
附录 A、安装尺寸图(mm):
注意:接口板应安装在通风状况良好的环境中,机柜内同时使用其它电路板时要保证相互之 间的距离不小于 30mm。
第5页共5页
4、五路输入信号接口,可用于外接机械开关、槽型光耦、接近开关、对刀 器等。
第2页共5页
阿尔札特自动化有限公司
功能 输入信号
电源地
标号 P10 P11 P12 P13 P15 GND
说明 与电脑并口信号第 10 针脚对应 与电脑并口信号第 11 针脚对应 与电脑并口信号第 12 针脚对应 与电脑并口信号第 13 针脚对应 与电脑并口信号第 15 针脚对应 直流电源地
光电传感器
a、电压式临近接收感应式传感器 电源正和电源地向传感器提供电源,当传感器远离物体时,信号输出端与电源
地相连,当传感器接近物体时,信号输出端与电源相连,这样当物体接近或远离 传感器时,就在信号输出线上与电源地之间得到变化的信号输出。
b、电流式接近传感器 电流式接近传感器与电压式传感器的接线方法相似,这类传感器分为 0-16mA 输 出和 4-20mA 输出两种,都可以接一个 250 欧姆的电阻转为 TTL 电平信号。
通过 P10 P11 P12 P13 P15 连接各种传感器及开关,在软件中设置实现相 应的功能。
ⅰ.与机械开关的连接:
机械开关具有经济,接线简单等特点,在许多的场合应用,机械开关(不是 "常开"就是"常闭"配置),或光电开关都能够输入信号到接口板。这些开关可以 作为限位开关,急停等使用。
ⅱ.与临近接收传感器连接方法: 接近传感器
六、输入输出端口定义 1、电脑接口,通过并口打印机电缆线连接电脑(公对母)。
2、电源输入接口(任选一组电源输入)来自功 能 标号说明
电源输入 GND 直流电源负
DC9~36V VCC 直流电源正(9V~36V)*
电源输入 GND 直流电源负
DC5V
注:
+5V +5V 直流电源正
*:为了便于与外置电源匹配,此接口采用宽电压适应设计,直流9--36VDC
第3页共5页
阿尔札特自动化有限公司
c、开关式接近传感器 这类传感器一般是四根线,其中的两根线是电源正与电源地,另外的两根线是开 关的线,当物体远离传感器时,两线之间开路,当物体接近传感器时,两线闭合。 七、应用示例
1、CNC应用,支持 KCAM4、MACH3、EMC等并口类CNC控制软件,最多支持6 轴。可与所有脉冲与方向信号的步进、伺服驱动配套使用,控制车床、铣床作数 控运行。
阿尔札特自动化有限公司
版权声明
本用户手册的所有部分,其著作财产权归属阿尔札特自动化有限公司(以下 简称阿尔札特)所有,未经阿尔札特许可,任何人不可任意仿制,拷贝、摘抄或 转译。本用户手册没有任何形式的担保,立场表达或其它暗示。若有任何因本用 户手册或其所提到之产品的所有信息,所引起的直接或间接的资料流出,利益损 失或事业终止,阿尔札特及其所属员工恕不担负任何责任。除此之外,本用户手 册提到的产品规格及资料仅供参考,内容有可能会更新,恕不另行通知。