五轴数控机床的运动精度检测
五轴数控机床的运动精度检测

五轴数控机床的精度检测方法分析摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性,指出数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法的特点。
关键词:五轴数控机床;精度检测Precision analysis of detection method of five axis CNC machine toolsAbstract: Firstly,this paper introduces the precision detection technology of five axis NC machine tools, and then introduces the necessity of CNC machine tool accuracy detection accuracy requirements of CNC machine tools, points out the common and the traditional detection method, and introduce advanced detection method and detection instruments, tools, and the characteristics of each detection method.Key words: Five axis NC machine tool;Precision detection1 引言五轴联动数控机床目前已大量用于航空制造等高端制造领域。
由于机床复杂的机械结构及控制系统,五轴联动机床加工精度检测及优化一直是机械制造行业内研究的热点和难点,成为影响产品加工质量及效率的关键。
对企业来说,购买数控机床是一笔相当大的投资,特别是购买大型机床。
实践表明,大多数大型数控机床解体发运给用户安装时,必须在现场调试才能符合其技术指标,因此,在新机床检收时,要进行严格的检定,使机床一开始安装就能保证达到其枝术指标预期使用性能和生产效率。
探讨数控机床五轴精度快速校准方法

探讨数控机床五轴精度快速校准方法
Q253=1000;(预定位进给速度)
Q380=0;(参考角)
Q411=-90;(A轴起始角,为第一次测量时的角度)
Q412=+110;(A轴终止角,为最后一次测量时的角度)Q413=0;(A轴仰角,为测量其他旋转轴时的角度)
Q414=3;(A轴探测测量点数,值为0时不测量该轴)Q415=-90;(B轴起始角,为第一次测量时的角度)
Q416=+90;(B轴终止角,为最后一次测量时的角度)Q417=0;(B轴仰角,为测量其他旋转轴时的角度)Q418=0;(B轴探测测量点数,值为0时不测量该轴)
Q419=-210;(C轴起始角,为第一次测量时的角度)
Q420=+220;(C轴终止角,为最后一次测量时的角度)Q421=0;(C轴仰角,为测量其他旋转轴时的角度)
Q422=2;(C轴探测测量点数,值为0时不测量该轴)
Q423=4;(TNC用一个平面的4点还是3点测量基准球)Q432=1;(预设点)
图4KinematicsOpt功能
机床执行以上测量循环Cycle451,全自动地测量旋转轴A、C,计算测量值并将结果自动保存在机床相应运动特性表中,快速调整和优化数控机床五轴精度。
3.结语
使用iTNC530控制系统的KinematicsOpt功能,测量过程只需要一个接触式探头和校准
球,操作人员只需执行一个测量循环,就能在机床上校准五轴头精度,而不再必须由专门的技术人员来完成,给使用用户带来极大方便,同时大大提高了生产效率和加工精度。
五轴数控机床的检测与标定技术

五轴数控机床的检测与标定技术国家数控系统技术工程研究中心五轴数控机床的检测与标定技术摘要长期以来,一个普遍存在的问题一直困扰着使用大型机床进行生产、加工的企业,即企业所购买的价格不菲的高精度大型机床在生产加工过程中总会产生大大小小的误差,使其加工出的产品达不到精度要求。
数控机床的检测与标定技术就是为了解决这一难题,现在已成为提高机床加工精度和加工效率的关键技术之一。
本文介绍了检测和标定方法与原理,详细介绍了空间误差补偿技术。
关键词:机床误差,检测技术,标定技术,空间误差补偿技术国家数控系统技术工程研究中心1. 前言随着全球市场经济的一体化,市场竞争越来越激烈,市场向着个性化、小批量、高质量、交货周期短的方向发展。
现在,我国数控厂家多,但是产量都不大。
产量低的原因有很多,其中重要的一条是在机电联调过程中,要对机床的精度进行评价,测定机床的精度是否满足要求,同时对机床误差进行补偿。
提高机床的精度,原有的方法效率低、价格高、使用环境要求高,同时对操作者的要求也较高[1]。
提高数控机床的精度是保证加工件质量的重要途径。
数控机床精度的提高主要是通过误差补偿来实现。
现代制造业已经发展成为融合信息技术、数控技术、系统控制工程而生成的先进制造系统。
其发展趋势可归结为两个方向:一是以提高效率为目的的自动化,即将信息技术贯穿与整个制造过程,提高制造信息处理和控制的自动化程度,以此来提高效率,缩短生产周期;二是以提高加工精度为目的的精密化,通过先进的检测手段来实现超精密加工及检测,以控制产品质量。
采用先进的制造和检测技术来迅速的提高装备制造业的水平,是当前一个重要的发展方向,研究和发展现代检测技术有着广阔的市场前景。
2. 研究现状2.1. 机床误差产生原因普遍认为数控机床的误差有以下几方面的起因[2]:1.机床的原始制造误差。
它是指由组成机床各部件工作表面的几何形状、表面质量、相互之间的位置误差所引起的机床运动误差,是数控机床几何误差产生的主要原因。
五轴机床回转轴精度检测

五轴机床回转轴精度检测摘要:与三轴机床相比,五轴机床能加工复杂曲面,具有加工效率高、装夹方便等优点。
然而,五轴机床的结构更复杂,两个回转轴会引入额外的几何误差,从而极大地影响了机床精度。
关键词:五轴机床;误差;检测五轴数控机床是现代制造技术的关键设备,用于加工高精度、复杂的曲面零件,其精度和技术水平在一定程度上决定了当前的工业水准。
五轴数控机床以其加工精度高、可靠性高、柔性好等优点,在航空航天、航海、医疗设备、军事等先进现代制造领域取得了巨大成就,得到了广大用户的认可,为制造企业的进一步研究做好了铺垫。
一、五轴数控机床发展概况五轴加工中心是一种专门用于加工机翼、叶轮、叶片、重型发电机转子等具有复杂空间曲面零件的高科技含量、高精密度的现代数控加工中心。
其优点为:①能加工一般三轴联动机床不能加工或无法一次装夹加工完成的自由曲面,节省装夹次数和时间。
②可提髙空间曲面加工精度、效率、质量。
一直以来,国内五轴数控机床相对于国外整体水平还较低,主要原因在于机床关键功能还未实现自主研发,与国外同类产品相比,国产机床稳定性、精度等指标较差,同时,在高精度技术含量精密机床方面,国外对我国实行技术封闭和进口限制,目前国内市场上的五轴机床仍以进口机床为主。
但国家十分重视机床行业的发展,2009年初启动了“高档数控机床与基础制造装备”国家科技重大专项,重点支持高档数控机床、基础制造装备、数控系统、功能部件、工具、关键部件、共性技术等方面的研发,且在各高校及相关企业的共同努力下,我国五轴数控机床技术也得到了飞速发展,已逐渐形成为较成熟的产品。
国内著名的五轴数控机床生产厂家有沈机集团、大连机床厂、济南二机床、昆明机床厂、普什宁江机床厂等。
随着经济的发展和国防建设的需要,用户对设备需求正向柔性、生产效率、功能多样和高性能等个性化需求方向转移,由此也促进了数控机床向高速高效化、模块化、高精度和复合加工等方向发展,对带动和提升我国机床工业水平具有重要战略意义。
五轴数控机床的运动精度检测剖析
五轴数控机床的运动精度检测剖析数控机床作为国家重点产业的支柱之一,长期以来在制造业和工业自动化领域中扮演着至关重要的角色。
五轴数控机床,作为现代数控机床的一种,具有多轴同时控制、高速高精、灵活性强等特点,其在航空航天、汽车制造等领域得到广泛应用。
机床的准确度和稳定性是保证产品质量的关键,而精度检测过程则是确保其运行状态的关键环节。
本文将分析五轴数控机床的运动精度检测方法和主要影响因素。
运动精度检测方法运动精度检测主要是通过测量机床的加工精度来评估其运动精度,主要包括以下几种方法。
定坐标法定坐标法是一种常用的运动精度检测方法,是利用五坐标测量仪(又称作CMM)进行机床定位精度和一至性误差测试的方法。
其具体步骤如下:1.规定一个标准坐标系;2.用五轴数控机床切削出一个精度比较高的工件;3.用五坐标测量仪测量工件上的基准点(一般为刀具中心);4.根据测量结果计算机床的误差。
数学建模法随着近年来数学计算机模拟技术的不断发展,数学建模法逐渐应用到运动精度检测中。
该方法是将机床的各种误差因素进行测量和分析并建立数学模型,预测机床的加工精度和稳定性。
传统联动测量法传统联动测量法是一种传统的运动精度检测方法。
其主要步骤是用高精度测量仪器分别测量两个传感器的测量信号,再经过计算机软件处理后获得机床的运动误差。
影响精度的因素五轴数控机床的精度主要受以下因素影响。
加工工件材料和加工过程参数加工工件材料和加工过程参数是影响机床轴向精度的重要因素。
加工工件材料不同、切削速度、进给速度、进给量、切削深度以及冷却液的使用等加工过程参数不同,对机床的精度影响也不同。
机床本身机床本身的精度是影响机床加工精度的重要因素,具体包括结构、精度等级、刚度、稳定性等方面。
另外,五轴数控机床的自重、惯性等参数也会对机床精度产生一定的影响,因此机床要保持平稳、平衡的状态。
操作人员操作人员的技术水平和工作态度也对机床加工精度有很大的影响。
无论是设定加工参数,还是刀具调整等操作,都需要操作人员的精细操作。
五轴数控机床误差补偿及精度可靠性评估
五轴数控机床误差补偿及精度可靠性评估五轴数控机床是一种高精度、高效率的加工设备,广泛应用于航空航天、汽车制造、模具制造等领域。
然而,由于各种因素的影响,五轴数控机床在加工过程中存在一定的误差。
为了提高加工精度和可靠性,需对误差进行补偿并进行评估。
五轴数控机床的误差主要包括几何误差和运动误差。
几何误差是由于机床结构的制造和组装误差、刚性变形等原因引起的,主要包括平行度误差、垂直度误差、位置误差和角度误差等。
运动误差是由于伺服系统、控制系统等原因引起的,主要包括滞后误差、迟滞误差和不平衡误差等。
这些误差会直接影响加工件的精度和表面质量,因此对误差进行补偿和控制是提高加工质量的关键。
误差补偿是通过测量和分析机床误差,通过数学模型将误差量纳入控制系统,使其在加工过程中进行补偿。
首先需要对机床进行检测和测量,获取机床的误差信息。
常用的检测方法包括激光干涉仪、刚度测试仪等。
其次,通过数学建模和仿真,分析机床误差的来源和特性,建立误差补偿模型。
最后,将误差补偿模型嵌入控制系统中,实现误差的实时补偿。
误差评估是对机床的精度和可靠性进行评价和监控。
通过定期对机床进行精度测试和性能测试,可以得到机床的测量数据。
然后,对测试数据进行统计分析和处理,计算出机床的误差指标,并与加工要求进行比较。
例如,常用的误差指标包括定位误差、重复定位误差、轮廓误差等。
对于超出允许范围的误差,需要进行调整和维修,以确保机床的加工精度和可靠性。
同时,还可以采用传感器和监控系统对机床进行实时监测和预警。
通过安装传感器在关键部位,可以实时感知机床的工作状态和性能,监测其误差变化和趋势。
一旦发现异常情况,监控系统可以及时报警,并进行相关维护和处理。
这样可以避免机床在加工过程中出现严重误差,保证加工质量和工作安全。
总结起来,五轴数控机床误差补偿和精度可靠性评估是提高加工质量和效率的重要手段。
通过对机床误差的测量、建模和补偿,以及对机床精度和可靠性的评估和监控,可以实现机床加工精度的提高和工作可靠性的保证。
“S”形试件的五轴数控机床综合动态精度检测特性研究
“S”形试件的五轴数控机床综合动态精度检测特性研究杜丽;张信;王伟;付振华;石荣波【摘要】以ISO国际标准试件、NAS979系列试件、NCG试件等为例,比较了目前国内外常用机床精度检测试件的检测性能与特点,计算了“S”形检测试件的开闭角、扭曲角、曲线曲率以及曲面法曲率等特征,研究了“S”形检测试件在几何造型方面的特性,证明了“S”形试件能基本体现和覆盖机床的各种复杂姿态,以及在机床多轴联动精度检测和机床动态刚度特性检测等方面更具全面性。
为基于“S”形检测试件的五轴数控机床动态精度检测提供相应的科学依据,为五轴数控机床精度检测试件的型面构造研究提供理论参考,有助于“S”形试件国际标准草案的制定与推广。
【期刊名称】《电子科技大学学报》【年(卷),期】2014(000)004【总页数】7页(P629-635)【关键词】法曲率;开闭角;反向间隙;“S”形检测试件;扭曲角【作者】杜丽;张信;王伟;付振华;石荣波【作者单位】电子科技大学机械电子工程学院成都 611731;电子科技大学机械电子工程学院成都 611731;电子科技大学机械电子工程学院成都 611731;电子科技大学机械电子工程学院成都 611731;成都飞机工业集团有限责任公司数控加工厂成都 610092【正文语种】中文【中图分类】基础科学第 43 卷第 4 期2014年7 月电子科技大学学报Joumal ofUniversityofElectronicScience and Technologyof ChinaV01.43No.4Jul.2014·电子机械工程.“ S" 形试件的五轴数控机床综合动态精度检测特性研究杜丽 1 ,张信 1 ,王伟 1 ,付振华 1,石荣波 2( 1.电子科技大学机械电子工程学院成都 611731;2 .成都飞机工业(集团)有限责任公司数控加工厂成都 610092)【摘要】以ISO 国际标准试件、 NAS979 系列试件、 NCG 试件等为例,比较了目前国内外常用机床精度检测试件的检测性能与特点,计算了“S ” 形检测试件的开闭角、扭曲角、曲线曲率以及曲面法曲率等特征,研究了“S ” 形检测试件在几何造型方面的特性,证明了“S ” 形试件能基本体现和覆盖机床的各种复杂姿态,,以及在机床多轴联动精度检测和机床动态刚度特性检测等方面更具全面性。
五轴联动加工中心的精度检测方法
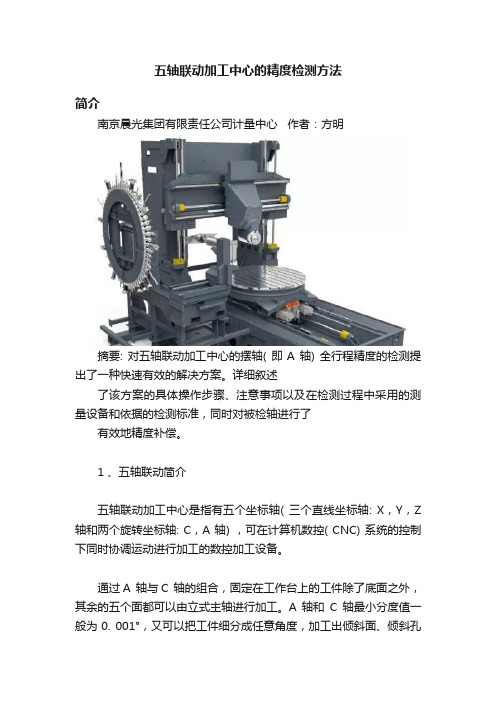
五轴联动加工中心的精度检测方法简介南京晨光集团有限责任公司计量中心作者:方明摘要: 对五轴联动加工中心的摆轴( 即A 轴) 全行程精度的检测提出了一种快速有效的解决方案。
详细叙述了该方案的具体操作步骤、注意事项以及在检测过程中采用的测量设备和依据的检测标准,同时对被检轴进行了有效地精度补偿。
1 、五轴联动简介五轴联动加工中心是指有五个坐标轴( 三个直线坐标轴: X,Y,Z 轴和两个旋转坐标轴: C,A 轴) ,可在计算机数控( CNC) 系统的控制下同时协调运动进行加工的数控加工设备。
通过A 轴与C 轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。
A 轴和C 轴最小分度值一般为0. 001°,又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A 轴和C 轴如与XYZ 三个直线轴实现联动,依靠先进的数控系统、伺服系统以及软件的支持可加工出复杂的空间曲面。
常见的立式五轴联动加工中心有两个回转轴,如图1 所示,一个是工作台回转轴,以X 轴方向为轴心线,± 90°来回摆动,定义为摆轴,也称A 轴; 一个就是设置工作台的中间的回转台,在图示的位置上环绕Z 轴方向360°回转,定义为C 轴。
图1 常见的立式五轴联动加工中心示意图加工中心XYZ 以及C 轴的精度检测,技术手段现在已经很成熟。
XYZ 三个直线轴一般是采用双频激光干涉仪作为标准进行检测,回转C 轴用双频激光干涉仪以及配套的回转分度器检测,或者用传统的正多面棱体配上自准直仪进行角分度检测,这里不再详述。
而对于A 轴,同样是角分度检测,也可用双频激光干涉仪回转分度器或者是正多面棱体和自准直仪作为标准进行检测。
但是如果是照搬全套C 轴的检测方法,将无法在全行程内完成测量,因为随着A 轴的转动,工作台将遮挡测量光路,无法继续检测,只能检测到部分角度,也就不能判断A 轴整个行程范围的精度。
五轴数控机床运动误差辨识及加工精度预测技术研究_图文(精)
.—————__奠2盐呈些耋二篁垒茎垒垒二——|鼍量皇—_一rx,]r日sin艮4+Hsina』y sin’,√y+Hsin成y十屯y]㈦≈lⅣ8m篡巍{麓_髫:麓椰∥l 协18l 1儿11由式(3—17和式(3.18可得,球杆仪在该位置处的实际长譬塑:工似l=化简后得:匕。
≈州胁如柏in叫叭,协in成,+¨+掣(3-20(2当西=90。
时南r 毒弋≈r —日。
i n 三二二|:i :三i :篓攀曼二i 三二二,+6一,式(3.21和式(3.22可得,球杆仪在该位置处的实际长度为:£“^22化简后得:L。
2≈厶一(日sin艮+日sin/。
r一Ⅳsina—r sin成r+奠。
r+(__=三球朴仪切向放置如图3—6所示,当球杆仪切向放置时,向鼍失巨阵为:O cos西sin西O O —sin西cOs驴O .30.2厶(3.21(3—22(3.23(3。
24安装在主轴一端的球杆仪球心位嚣日sin西Hcos毋(3.25k 埘o 。
=■只乙●O一十l庐西O .“C S 厶厶=O 0H●O O 01●O 0O =■职乙●刚引㈣川阱cos卢刖,coSy刖,cos如cos口一Hsin如cos线rcosnr—sinyA,,cos口^l,cos以y sinp—t删siny4I,cos“』y cos凡y一咒sin%y sin儿ysin如cos几r cosp+日sin%y sinnycos艮cos成y +兄siIl仪』r sin步“sin臼+‰4sina∥sin色y一咒sin以r sin库4cos%rcosp+Hsin以ycosa4ycos如+屯r;咒sinyJ,cos成。
cos9+Ⅳsin反:4sin,4y+Rcosa钉cosn’8m 6I+6v(×cos口小cosy爿r+R sin哆"sin反:4cosy爿,,cosp 一日sin口Ⅲ.cosym cos 艮I+6一,;一R sin几,cosny cos戌4cosp一Ⅳsin凡,sin艮{cosym,+兄sin卢“sin y 小,cos瑾m,sin 9+tf4sin成,一sin y_,,cosam’+咒sinaⅢ,sin卢小,sin,"sin艮{cos8一日sin口.{sin纯siny.41cos殷:q+R sin%・cos卢“sinp +6删sin口刖,cos见,.一咒Sin成×cosa“cos凡,rcosp+Hcosa盯cos卢_y cos艮4+夔4y;1(3.35忽略式(3—35中二阶以上的误差量,令上式中二阶以上的微小量全部等于零,化简后得:尺^cos臼+Ⅳsin段√一只Dsiny.4.sino+H sinaJsiny",+R6sina“sin成,.sinp—R sin成,sinf0cosp+日sin成y十嗲。
五轴机床校准方法
五轴机床校准方法五轴机床校准方法:引言:五轴机床是一种能够在多个轴向上同时进行加工的高精度机床。
为了确保五轴机床能够精确地进行加工操作,校准是不可或缺的一步。
本文将详细介绍五轴机床的校准方法,包括定位误差的校准、旋转误差的校准以及补偿误差的校准。
让我们一步一步来回答这个问题。
第一步:定位误差的校准定位误差是指五轴机床在移动过程中出现的位置偏差。
为了校准定位误差,我们需要进行如下步骤:1.使用高精度的测量仪器,测量五轴机床在不同位置的实际坐标值。
2.将测量得到的实际坐标值与机床程序中给定的坐标值进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际坐标值与给定坐标值尽可能接近。
第二步:旋转误差的校准旋转误差是指五轴机床在旋转过程中出现的角度偏差。
为了校准旋转误差,我们需要进行如下步骤:1.使用高精度的角度测量仪器,测量五轴机床在不同角度下的实际旋转角度。
2.将测量得到的实际旋转角度与机床程序中给定的角度进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际旋转角度与给定角度尽可能接近。
第三步:补偿误差的校准补偿误差在五轴机床中是很常见的,主要是由于机床结构的刚度不足或者机床运动部件的磨损导致的。
为了校准补偿误差,我们需要进行如下步骤:1.使用高精度的测量仪器,测量五轴机床在不同加工条件下的实际加工结果。
2.将测量得到的实际加工结果与机床程序中给定的加工结果进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际加工结果与给定加工结果尽可能接近。
总结:通过以上三个步骤的校准,我们可以有效地提高五轴机床的加工精度。
定位误差的校准可以减小机床的位置偏差,旋转误差的校准可以减小机床的角度偏差,补偿误差的校准可以减小机床的加工误差。
在实际操作中,我们需要根据机床的具体情况和要求选择适合的校准方法,并且经常进行校准以保证机床的加工精度和稳定性。
五轴机床精度标准
五轴机床精度标准
五轴机床的精度标准通常包括以下几个方面:
1. 定位精度:五轴机床的定位精度应符合国家标准或行业标准的要求。
通常情况下,其定位精度应达到IT6级或更高级别。
2. 重复定位精度:五轴机床的重复定位精度也是衡量其精度的重要指标。
重复定位精度通常不应超过±1.0μm。
3. 加工精度:五轴机床的加工精度通常通过加工试件来检验。
加工试件的尺寸精度、形状精度和表面粗糙度等应符合要求。
4. 几何精度:五轴机床的几何精度包括工作台的平面度、丝杠的间隙等。
这些指标会影响到加工零件的精度和表面质量。
5. 重复性:五轴机床的重复性是指机床在多次重复加工同一零件时,加工结果的一致性。
重复性好的机床能够保证批量加工的一致性。
总之,五轴机床的精度标准是多方面的,需要根据实际需求和加工要求进行综合考虑。
在选购和使用五轴机床时,建议根据实际情况参考相关的国家标准或行业标准,以确保选购或使用适合的五轴机床。
五轴机床检测方法【VIP专享】
五轴铣床检测方法五轴铣床一般是比三轴铣床多两个旋转轴。
首先,要对三个直线轴进行检测;其次,是针对两个旋转轴的检测;最后,要对五轴联动性能进行检测。
一三个直线轴的检测方法和三轴铣床一样,所以这里不做叙述。
二两个旋转轴的检测因为旋转轴的各项精度对五轴加工精度的影响远远大于三个直线轴精度的影响,所以对五轴铣床的检测重点是两个旋转轴的精度。
旋转轴的精度包括两个方面:一方面是旋转轴运动的精度,主要要检测每个旋转轴的重复定位精度;另一方面是两个旋转轴相互之间的关系,主要检测两个旋转轴轴线和主轴轴线之间空间几何关系是否正确。
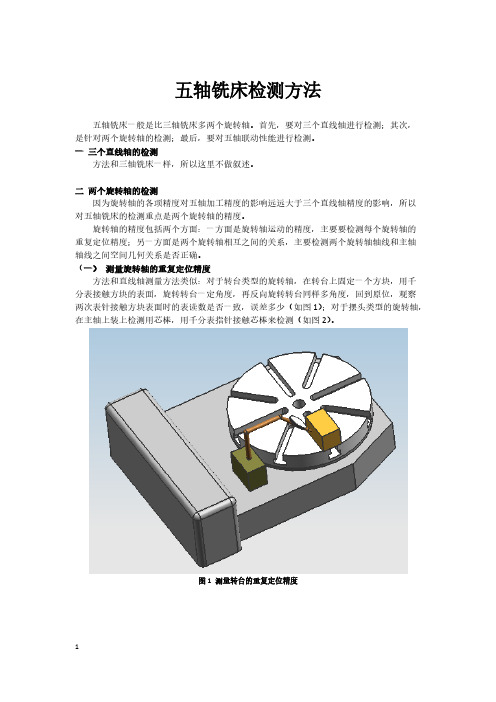
(一)测量旋转轴的重复定位精度方法和直线轴测量方法类似:对于转台类型的旋转轴,在转台上固定一个方块,用千分表接触方块的表面,旋转转台一定角度,再反向旋转转台同样多角度,回到原位,观察两次表针接触方块表面时的表读数是否一致,误差多少(如图1);对于摆头类型的旋转轴,在主轴上装上检测用芯棒,用千分表指针接触芯棒来检测(如图2)。
图1 测量转台的重复定位精度图2 测量摆头的重复定位精度(二)测定两个旋转轴和主轴之间的空间几何关系这项需要按照五轴铣床的类型分为三种情况:1 双转台结构的五轴铣床图3为一个双转台结构的示意图,在图中标出了两个旋转轴的轴线,这两根轴线应该如图中那样相交于一点。
如果这两个旋转轴的轴线不相交,则要测定出两个轴线的偏心距离。
图3 双转台结构示意图测定方法如下:先将C轴转台校正,使C轴转台平行于XY平面(方法略);再如图4所示,分别旋转B轴+90°和-90°,测量两个方位下B轴转台侧面最高点的高度差。
如果高差为零,则双转台的空间几何关系符合理想情况,如果高差不为零,则B、C轴的偏心量为此高差的二分之一。
转台最高点转台最高点图4 双转台轴线偏心量测定3 转台和单摆头结构的五轴铣床图5为单摆头结构的示意图,图中标出了B轴的轴线和主轴的轴线,这两个轴线应该相交于一点,如果它们不相交,需要测定出它们的距离,即主轴和摆动轴B 轴的偏心量。
五轴机床动态精度的快速检测方案
五轴机床动态精度的快速检测方案五轴机床是一种能够在多个轴向上同时进行加工的机床,具有复杂的结构和运动方式。
为了保证五轴机床的动态精度,需要进行定期的快速检测。
本文将介绍一种用于五轴机床动态精度快速检测的方案。
五轴机床的动态精度包括了位置精度和姿态精度两个方面。
位置精度是指五轴机床在运动过程中,工件位置与期望位置之间的偏差。
姿态精度是指五轴机床在运动过程中,工件的姿态与期望姿态之间的偏差。
针对位置精度的检测,可以采用静态刻度盘法。
具体步骤如下:1.在五轴机床中安装刻度盘,刻度盘的数量和位置要根据机床结构和工件加工需求进行选择。
2.使用示波器连接刻度盘输出端,利用示波器进行数据采集和分析。
3.控制五轴机床进行一系列指定的轨迹运动,采集各个轴向的位置数据。
4.将采集到的位置数据与期望位置进行比较,计算各个轴向的偏差。
5.根据偏差值,对五轴机床进行补偿或调整,以提高位置精度。
针对姿态精度的检测,可以采用激光测量法。
具体步骤如下:1.在机床上安装一个激光测量系统,该系统包括一个激光发射器和一个激光接收器。
2.将激光发射器安装在机床上一个固定的位置,并调整激光束的方向。
3.控制五轴机床进行一系列指定的姿态运动,激光束照射到工件上。
4.激光接收器接收到激光反射回来的信号,通过数据分析计算出工件的实际姿态。
5.将实际姿态与期望姿态进行比较,计算出姿态偏差。
6.根据偏差值,对五轴机床进行补偿或调整,以提高姿态精度。
以上是一种用于五轴机床动态精度快速检测的方案,通过采用静态刻度盘法和激光测量法,可以较为准确地测量五轴机床的位置精度和姿态精度,并及时对机床进行调整和补偿,从而提高机床的加工精度。
在实际应用中,可以根据具体情况进行适当调整和改进,以满足不同的检测需求。
测试五轴精度的方法有哪些
测试五轴精度的方法有哪些测试五轴精度的方法有以下几种:1. 熔浸测试法(DIP Testing)熔浸测试法是通过将测试物体完全浸入一个液体中,根据其被液体吸收的情况来判断精度。
这种方法需要将测试物体以不同的角度沉入液体中,然后观察其被液体完全吸收的角度和速度。
通过多次测试可以得出五轴的平均精度。
2. 比较测量法(Comparative Measurement)比较测量法是通过将待测的五轴系统与已知精度的标准件进行比较,来评估其精度。
这种方法需要使用精密测量工具,如千分尺或显微镜等,将待测物体与标准件进行比较测量,通过测量值的差异来判断五轴的精度。
3. 斜度测试法(Inclination Testing)斜度测试法是通过倾斜测试物体,观察其在不同角度下的垂直度和水平度来评估精度。
使用水平仪或激光仪器测量被测试物体的垂直度和水平度,以确定其五轴的精度。
4. 冲击测试法(Impact Testing)冲击测试法是通过施加冲击力来观察待测物体的位移情况,从而评估其五轴精度。
使用一定大小的冲击力对测试物体进行冲击,观察其位移情况,然后通过测量位移距离和角度,来推算五轴的精度。
5. 振动测试法(Vibration Testing)振动测试法是通过对待测物体施加振动来评估其五轴精度。
将物体置于振动台上,以不同的频率和振幅进行振动,观察物体在振动下的运动情况和位移,通过测量位移和角度来判断五轴的精度。
总结:以上是测试五轴精度常用的几种方法。
每种方法都有其适用的场景和特点,选择合适的测试方法可以有效地评估五轴的精度。
在实际测试中,可以根据具体需求综合运用多种方法,提高测试的准确性和可靠性。
五轴机床动态精度的快速检测方案
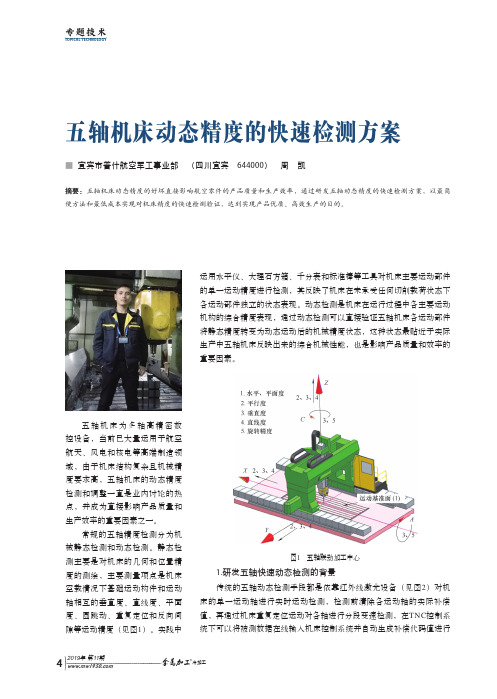
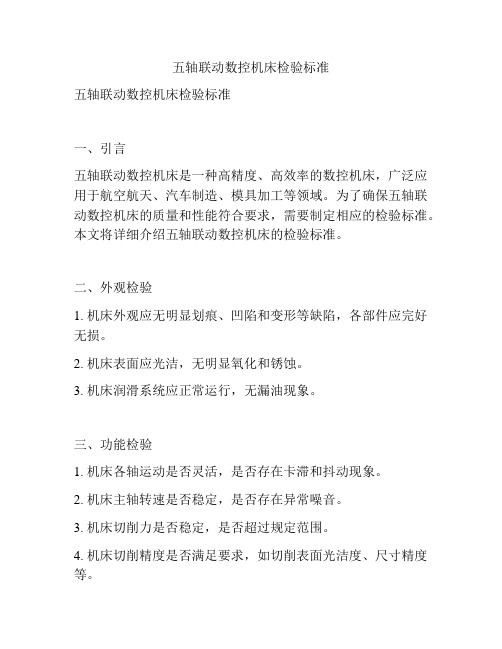
图4 测量球
圆度公差≤0.005mm,表面粗糙 度值Ra<0.8μm,镜面,避免硬 件误差对动态检测结果的影响。
3)利用精度标准棒校对五轴 头固定旋转补偿值(见图5),此 数值在机床出厂时已经测绘输入 TNC参数表,由于机床在长时间 使用和维修过程中可能会造成补 偿值的变化,所以校对其值的正 确性是必须的。
专题技术
Topical TECHNOLOGY
五轴机床动态精度的快速检测方案
■■ 宜宾市普什航空军工事业部 (四川宜宾 644000) 周 凯
摘要:五轴机床动态精度的好坏直接影响航空零件的产品质量和生产效率,通过研发五轴动态精度的快速检测方案,以最简 便方法和最低成本实现对机床精度的快速检测验证,达到实现产品优质、高效生产的目的。
4 2019年 第11期
冷加工
专题技术
Topical TECHNOLOGY
机械间隙补偿。但此检测手段成 本高、用时长,且无法侦测机械 结构在负载状态下的综合运动精 度,因此如何快速检测五轴动态 精度,将现有五轴设备生产力最 大化释放,成为各航空制造企业 的重要难题之一。
N5 2019年 第11期
专题技术
Topical TECHNOLOGY
图5 校对五轴头固定旋转补偿值 图6 五轴头补测量示意
五轴联动数控机床检验标准
五轴联动数控机床检验标准五轴联动数控机床检验标准一、引言五轴联动数控机床是一种高精度、高效率的数控机床,广泛应用于航空航天、汽车制造、模具加工等领域。
为了确保五轴联动数控机床的质量和性能符合要求,需要制定相应的检验标准。
本文将详细介绍五轴联动数控机床的检验标准。
二、外观检验1. 机床外观应无明显划痕、凹陷和变形等缺陷,各部件应完好无损。
2. 机床表面应光洁,无明显氧化和锈蚀。
3. 机床润滑系统应正常运行,无漏油现象。
三、功能检验1. 机床各轴运动是否灵活,是否存在卡滞和抖动现象。
2. 机床主轴转速是否稳定,是否存在异常噪音。
3. 机床切削力是否稳定,是否超过规定范围。
4. 机床切削精度是否满足要求,如切削表面光洁度、尺寸精度等。
四、精度检验1. 机床定位精度检验:通过测量机床在不同位置的定位误差来评估其定位精度。
2. 机床重复定位精度检验:通过多次重复定位来评估机床的重复定位精度。
3. 机床加工精度检验:通过对加工零件进行测量,评估机床的加工精度,包括尺寸精度、形状精度等。
五、稳定性检验1. 机床振动检验:通过测量机床在运行过程中的振动情况来评估其稳定性。
2. 机床温度变化检验:通过测量机床在不同环境温度下的变化情况来评估其温度稳定性。
六、安全性检验1. 机床防护装置是否完善,是否满足相关安全标准。
2. 机床操作是否方便、安全,是否存在安全隐患。
七、其他检验1. 机床噪音检验:通过测量机床在运行过程中产生的噪音来评估其噪音水平。
2. 机床能耗检验:通过测量机床在运行过程中的能耗情况来评估其能源利用效率。
八、总结五轴联动数控机床的检验标准涉及外观、功能、精度、稳定性、安全性和其他多个方面。
只有通过严格的检验,才能确保五轴联动数控机床的质量和性能符合要求,为各行业提供高质量的加工服务。
森玛德数控:五轴联动数控机床加工精度技术检测的世界标准
森玛德数控:五轴联动数控机床加工精度技术检测的世界标准飞机零件的制造需求催生了数控加工技术,并且一直引领着数控加工技术的发展,高精度的五轴联动数控机床则是航空制造领域不可或缺的高技术制造装备。
五轴联动数控机床精度的检测难度极大,仅静态的几何误差部分就多达33项。
美国航空航天局于1969年发布了NAS 979标准,这也是此前唯一被行业公认的试件标准。
然而大量的实践表明,该试件主要对机床的几何精度敏感,而对动态精度不敏感。
近二十年来,国外许多研究者也试图建立新的标准,但最终都没能得到行业认可。
因此,五轴机床的精度检测和评价是公认的世界性难题。
成飞公司从上世纪90年代开始大量引进五轴联动数控机床,精度验收的依据也是NAS 979标准。
然而,通过了NAS 979标准验收的设备在零件加工中出现了大量的质量问题,这给后续引进机床的精度验收提出了严峻挑战。
要解决这个问题,就必须建立新的检测标准,S形试件应运而生。
S形试件是在总结飞机结构零件曲面外形的主要特征的基础上加以抽象、简化得来的。
机床在加工S形试件过程中,三个线性轴沿S 形曲线运动的同时,两个旋转轴需要做同步运动来不断调整刀轴姿态以保证曲面精度,对机床的动态性能要求很高,可以真实地反映机床的加工精度。
自2000年以来,S形试件被列入进口机床采购的技术协议中,在精度验收中发挥了巨大作用,成功地发现了许多引进设备的精度问题,有效避免了大量经济损失。
为了保护S形试件的发明权,成飞公司提交了国家发明专利以及美国发明专利的申请,并于2009年、2011年分别获得国家发明专利授权和美国专利授权。
同时,为了规范S形试件的应用,公司于2008年制定了企业标准《五轴联动数控铣床加工精度测试规范》(Q/3A 11F1-2008),广泛应用于新机床的精度验收与故障机床维修后的精度调试、优化。
S形试件及其检测标准还被“高档数控机床与基础制造装备”重大专项办公室列为专项研发的五轴联动机床的精度验收标准。
五轴龙门机床转动轴精度检测方法研究
五轴龙门机床转动轴精度检测方法研究摘要:五轴龙门机床是机床中的尖端技术产品,是我国装备制造产业中的关键设备,具有复杂曲面工件的精密加工能力;使之在航空、航天、汽车、模具以及军工产品领域广泛应用。
其机床的几何精度直接对加工零件的质量产生影响,其中五轴龙门的核心部件AC铣头的精度对整体精度的影响最为重要,对其影响较大的误差和关键环节进行控制和补偿,通过寻找各部分误差最佳分配比,进行公差优化与再分配,找到保证加工精度与控制成本最佳平衡点。
鉴于此,本文围绕五轴龙门机床的工作情况,简述了机床产生的误差,详细提出和分析了三种转动轴误差检测方法。
关键词:五轴龙门机床;转动轴;误差;检测方法;分析引言:为了提高五轴龙门机床的稳定性和精准度,应掌握机床当前的工作状态,显示出机床误差检测环节的重要意义。
因此,在行业内目前对线性轴检测法研究较为完善的背景下,我们更要关注对转动轴的检测,以机床误差为切入点,详细探究转动轴位置检测的各个层面。
1.五轴龙门机床误差的分析1.1误差定义在五轴龙门机床的结构中,主要包括立柱、横梁、主轴箱、直线导轨和AC 铣头等几部分,在具体工作中,每个部分都会产生相应不同的误差,即在机床根据操作人员提出指令的引导下,产生与操作规程相异的结果,其实质是机床的刀具和工件在相对运动过程中,出现了和理想位置之间的偏差。
1.2误差来源五轴龙门机床在加工作业中产生的误差来源,可分为六个方面。
a.机床内、外部热源,可带来因热变形而产生的误差;b.机床轴系伺服系统,可产生伺服跟随误差;c.机床自身结构与元件,会在制造与装配过程中产生误差,主要包括装配误差与元件尺寸误差;d.数控插补算法,会带来插补误差;e.机床的切削力变形和自身重量,或因动刚度较低而产生的振动误差;f.检测系统或外界环境,即检测误差和由于湿度、振动、气流变化等造成的环境误差。
1.3几何误差五轴龙门机床在制造过程中会受到误差的影响,其中包括系统误差与随机误差,几何误差属于系统误差,具有较强的重复性,且不会受到时间变化的影响。
五轴数控机床的运动精度诊断评述
( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g ,S h a n g h a i J i a o t o n g U n i v 0,C h i n a )
b l e ,a s c e n a r i o o f 3 s t e p s :M o n t e — C a r l o s i m u l a t i o n ,a xi s m e a s u r e m e n t a n d a d j u s t m e n t ,t r a j e c t o r y me a s u r e m e n t ,w a s p r o p o s e d .P e r -
五轴数控机床按其拓扑结构可分 为 3类 :主轴 回 转式 、工作 台 回转式 、混合式 。联动加工不仅提高 了 切削效率 ,而且能够 加工 复杂 的型 面。高速切 削 时 , 数控机床 的 ( 复杂 )运 动 的空 间误 差直 接 影 响着被 加工对象 的几何精度 。能否 确切地 掌握该误差 ,既是 进行在线补偿 的必需 ,又直接关系到能否精确地追溯 机床各 传动部件的精度异常源或故 障源 。五轴机 床的
c l a s s i i f e d a n d r e v i e we d ,i n c l u d i n g g e o me t r i c me a s u r e me n t ,k i n e ma t i c me a s u r e me n t a n d c u t t i n g t e s t , mo s t o f w h i c h c a n b e u s e d o n b o t h 3 - xi a s a n d 5 - a x i s ma c h i n e t o o 1 .Ac c o r d i n g t o t h e c u r r e n t r e s e a r c h o f a c c u r a c y me a s u r e me n t o f ma c h i n e t o o l w i t h t i l t i n g r o t a r y t a —
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五轴数控机床的运动精度检测文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]五轴数控机床的精度检测方法分析摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性,指出数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法的特点。
关键词:五轴数控机床;精度检测Precision analysis of detection method of five axis CNC machine tools Abstract: Firstly,this paper introduces the precision detection technology of five axis NCmachine tools, and then introduces the necessity of CNC machine tool accuracy detection accuracy requirements of CNC machine tools, points out the common and the traditional detection method, and introduce advanced detection method and detection instruments, tools, and the characteristics of each detection method.Key words: Five axis NC machine tool;Precision detection1 引言五轴联动数控机床目前已大量用于航空制造等高端制造领域。
由于机床复杂的机械结构及控制系统,五轴联动机床加工精度检测及优化一直是机械制造行业内研究的热点和难点,成为影响产品加工质量及效率的关键。
对企业来说,购买数控机床是一笔相当大的投资,特别是购买大型机床。
实践表明,大多数大型数控机床解体发运给用户安装时,必须在现场调试才能符合其技术指标,因此,在新机床检收时,要进行严格的检定,使机床一开始安装就能保证达到其枝术指标预期使用性能和生产效率。
投入生产的数控机床使用一段时间后,必须再进行精度检定。
通常新机床在使用半年后需再次进行检定,以后每年检测一次,定期检测机床误差,并及时校正螺距及反向间隙等,可切实改善使用中的机床精度及零件加工质量,提高机床的生产率。
2 数控机床精度检测技术研究现状常用的机床误差测量方法有直接测量法和间接测量法,其中间接测量法,如首先用典型工件试切或试加工,然后再对所试切的工件进行精度检测。
但这种方法的测量结果中包括了工艺、刀具和材料等因素在内,虽然可以通过试件的加工精度间接反映出机床的精度,但不能精确地用于指导机床的研发和改进。
而直接测量法如用微位移传感器测量装夹在主轴上的圆柱形基准棒或基准球,或者对装夹在工件台面上的基准量块或平尺直接进行测量,这种方法可以直接获得某项误差,但该方法测量效率低,测量的范围(如行程)有限。
目前世界各国对数控机床精度检测指标的定义、测量方法及数据处理方法等都有所不同。
国际上有五种精度标准体系,分别为:德国VDI标准、日本JIS标准、国际标准ISO标准、国标GB系列、美国机床制造商协会NMTBA。
其中NAS979是美国国家航空航天局在二十世纪七十年代提出的通用切削试件,"NAS试件”是通过检测加工好的圆锥台试件的“面粗糖度、圆度、角度、尺寸”等精度指标来反映机床的动态加工精度。
NAS 试件已在三坐标数控机床的加工精度检测方面得到了很好的应用,但用NAS试件来检测五轴数控机床的加工精度还存在一些问题。
成都飞机工业(集团)有限责任公司于2011年提出了用于检验五轴数控机床的标准试件——“S形试件”,该试件是由一个呈“S”形状的直纹面等厚缘条和一个矩形基座组合而成,通过检测加工试件的“外形轮廓尺寸、厚度、表面粗糙度”等指标,以及试件上的3条线共99个点的坐标位置来检验五轴数控机床的加工精度,“S形试件”是目前五轴数控机床精度检验通用的检测试件,该试件已于2011年申请美国国家专利,“S形试件”模型图及检测点如图所示。
S试件模型图测量方法需根据具体的测量仪器来制订,机床精度提髙的需求也促进了机床精度检测工具的发展。
根据检测轨迹的不同,检测仪器可分为圆轨迹运动检测和直线运动轨迹检测。
由于机床的圆轨迹运动包含了较多误差信息,因此开发一种用于检测机床轨迹运动的仪器也是国内外学者的研究重点。
Heidenhaim公司研制的平面正交光栅(GGET),既可以检测圆轨迹又可以检测直线轨迹或不规则的异形平面运动。
Wei Gao等用光电自准直仪检测主轴偏角的误差,用电容位移测头测出了主轴的轴向跳动误差,用直尺和电容位移测头结合检测出了导轨的直线度误差。
用于直线运动轨迹检测的仪器,目前比较常用的有双频激光干涉仪和激光跟踪仪。
上海交通大学与美国光动公司合作,基于激光多普勒位移测量仪提出了一种沿体对角的机床空间几何误差的激光矢量测量方法,通过分步测量机床工作空间的4条体角线,并结合空间误差综合模型快速分离机床的19项误差。
该方法通过添加3个面上的6条对角线,可以实现分离出机床的21项几何误差。
根据国际生产工程协会(CIRP)的预测,至2012年,30%-50%的新机床将配备定位误差、直线度和各种转向误差的补偿功能。
随着数控机床使用数量的增加,在使用过程中如何对数控机床精度进行再标定及误差溯源,调整机床以排除故障或对其进行误差补偿,并定期地对数控机床误差进行检测和补偿的需求也会增加。
提高机床精度的关键步骤是误差检测,因此快速高效的误差检测方法也成为研究的重点,同时随着多轴数控机床的广泛应用,研究的对象也逐渐向多轴机床转移。
3 五轴数控机床的传统精度检测方法五轴机床一般是比三轴机床多两个旋转轴。
首先,要对三个直线轴进行检测;其次,是针对两个旋转轴的检测;最后,要对五轴联动性能进行检测。
主要包括两个:(1)三个直线轴的检测方法和三轴铣床一样,所以这里不做叙述。
(2)两个旋转轴的检测因为旋转轴的各项精度对五轴加工精度的影响远远大于三个直线轴精度的影响,所以对五轴机床的检测重点是两个旋转轴的精度。
旋转轴的精度包括两个方面:一方面是旋转轴运动的精度,主要要检测每个旋转轴的重复定位精度;另一方面是两个旋转轴相互之间的关系,主要检测两个旋转轴轴线和主轴轴线之间空间几何关系是否正确。
测量旋转轴的重复定位精度方法和直线轴测量方法类似:对于转台类型的旋转轴,在转台上固定一个方块,用千分表接触方块的表面,旋转转台一定角度,再反向旋转转台同样多角度,回到原位,观察两次表针接触方块表面时的表读数是否一致,误差多少(如图1);对于摆头类型的旋转轴,在主轴上装上检测用芯棒,用千分表指针接触芯棒来检测(如图2)。
图1 测量转台的重复定位精度图2 测量摆头的重复定位精度测定两个旋转轴和主轴之间的空间几何关系这项需要按照五轴铣床的类型分为三种情况:(1)双转台结构的五轴铣床图3为一个双转台结构的示意图,在图中标出了两个旋转轴的轴线,这两根轴线应图3 双转台结构示意图测定方法如下:先将C轴转台校正,使C轴转台平行于XY平面(方法略);再如图+90°和-90B、C轴的偏心量为此高差的二分之一。
图4 双转台轴线偏心量测定(2)转台和单摆头结构的五轴铣床图5为单摆头结构的示意图,图中标出了B轴的轴线和主轴的轴线,这两个轴线应该相交于一点,如果它们不相交,需要测定出它们的距离,即主轴和摆动轴B轴的偏心量。
主轴轴线B轴轴线图5 转台和摆头铣床摆头部分结构示意图测定方法如下:先在主轴上装上检测用芯棒,校正B轴,使芯棒(主轴轴线)垂直于XY平面(方法略);再如图6中所示,分别旋转B轴+90°和-90°,测量两个方位下芯棒侧面最低点的高差。
如果高差为零,则摆头和主轴间的空间几何关系符合理想情况,如果高差不为零,则主轴和B轴的偏心量为此高差的二分之一。
图6 摆头和主轴偏心量测定(3)双摆头结构的五轴铣床图7为双摆头结构示意图,图中标出了主轴轴线、B轴轴线和C轴轴线。
理想情况下,主轴轴线和C轴轴线应该重合,B轴轴线和它们相交。
如果这三个轴线不符合这种理想情况,需要测定出它们之间的偏心量。
C轴轴线B轴轴线主轴轴线图7 双摆头结构示意图首先,测定B轴和主轴的偏心量,方法和单摆头铣床的测定方法一样。
然后,测定C轴和主轴的偏心量,方法如下:如图8左边所示,在工作台上固定一个标准圆柱型,将千分表表座固定在C轴上,表针接触圆柱形侧面,调整机床XY轴的位置,使得C轴旋转时千分表读数不变,这样C轴轴线就和圆柱形的中心重合了,将这个位置机床的X、Y坐标值记录下来;如图8右边所示,先转动B轴,使主轴轴线垂直于工作台(XY平面),再在主轴上装上检棒,将表座固定在检棒上(主轴上),表针接触圆柱形侧面,调整机床XY轴的位置,使得检棒旋转时千分表读数不变,这样主轴轴线就和圆柱形中心重合了,将这时机床的X、Y坐标值同刚刚记录下来的坐标值比较,差值就是C轴轴线和主轴轴线的X、Y偏心量。
图8 双摆头铣床C轴和主轴偏心测定综上所述,双转台铣床的B轴、C轴是结合为一体的双转台,要测定出B、C轴的偏心量;转台和单摆头铣床的B轴和主轴结合为一体,要测定出B轴和主轴的偏心量;双摆头铣床的B轴、C轴和主轴是结合为一体的双摆头,需要测定出B轴和主轴、C轴和主轴的偏心量。
三五轴联动性能的检测五轴联动性能的检测不需要按照五轴铣床的类型来分类。
五轴联动性能的检测的目的有两个:一是检测对五轴铣床几个轴之间空间几何关系测定的准确性,二是检测机床数控系统对五轴空间几何关系的补偿功能。
五轴联动性能的检测不能通过直接测量来检测,而是通过加工一些标准形状,再测量加工出形状的误差来检测的:(一)直线在一个平面上加工一条直线,加工时要求刀轴连续变化,图9中所示就是一种5轴加工直线的刀路,可以尝试用多种刀轴控制方法来加工。
加工用材料可以选择较易加工的非金属材料或者有色金属,刀具用球刀。
加工好以后,观察直线是否弯曲,如果明显弯曲,则需要重新检测机床各项精度,特别是重新测定两旋转轴和主轴间的偏心关系是否正确。
图9 变刀轴加工直线刀路(二)平面用球刀精加工一个平面,将这个平面分为多段,分别用数个不同角度的固定刀轴和连续变化的刀轴来加工,图10中所示为这些加工刀路。
加工好以后,测量这个平面上不同段之间的误差,理想情况下这个平面仍然是平的,如果误差过大,则重新测定两旋转轴和主轴间的偏心关系是否正确。
图10 多种刀轴控制方法加工同一个平面(三)球形用球刀精加工球形,要超过半球,刀轴垂直于球面加工,分别采用沿经线双向加工和沿纬线螺旋加工的方法各加工一个直径相同的球形,加工刀路如图11所示。