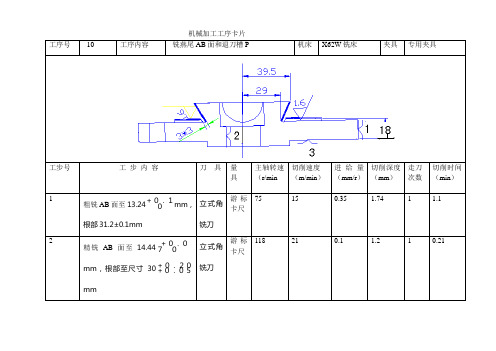
铣削加工工序卡
机械加工工序卡片_1_
1
1.3
2
扩孔至Φ34.75
扩孔钻
塞规
181
19.8
0.4.93
铰刀
塞规
63
7.26
0.7
0.18
1
1.6
4
精铰Φ35H7
铰刀
塞规
66
10.38
1.6
0.07
1
1.2
机械加工工序卡片
工序号
70
工序内容
钻2*Φ13孔
机床
Z3040摇臂钻床
夹具
专用夹具
工步号
工步内容
刀具
刀具
量具
主轴转速(r/min
切削速度
(m/min)
进给量(mm/r)
切削深度(mm)
走刀
次数
切削时间(min)
1
粗铣φ188±1.0mm圆弧面及128+01.0mm两侧面
端铣刀
游标卡尺
1180
82.97
0.18
2
1
3.2
2
.精铣φ186±1.0mm及128+01.0mm两侧面至尺寸φ186.3mm,φ128.3mm
量具
主轴转速(r/min
切削速度
(mm/min)
进给量(mm/r)
切削深度(mm)
走刀
次数
切削时间(min)
1
钻至Φ13
麻花钻
塞规
500
21
0.39
13
1
1.1
机械加工工序卡片
工序号
80
工序内容
铣斜面E
机床
X62W铣床
夹具
专用夹具
工步号
工步内容
模具型芯数控加工工序卡片

16立铣刀
420
120
1
千分尺
3
打中心孔
T02
中心钻
1000
150
2
千分尺
4
依次加工4个φ20的底孔
T04
φ19.7麻花钻
350
70
千分尺
5
依次加工3个φ10的底孔
T05
φ9.7麻花钻
350
70
千分尺
6
依次加工4个φ20H7mm的孔
T06
φ20铰刀
250
60
千分尺
7
依次加工3个φ10H7mm的孔
模具型芯
1.工作条件
1)生产纲领:100件/年产
2)毛胚:锻件150mm×100mm×27mm钢板
3)选用机床为FANUC 0i系统数控铣床。
4)时间定额:编程时间50min;
实操时间180min
5)零件底面和方形轮廓在普通立式铣床上进行粗、精加工,现已加工完毕
∩
数控加工工序卡
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
模具型芯
45
X01
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
O0001
机用平口虎钳
数控铣床
工步
号
工步内容
刀具号
刀具规格Байду номын сангаас
主轴转速n(r/min)
进给速度F
(mm/min)
背吃刀量ap(mm)
量具
备注
1
粗、精铣上表面(余量0.5mm)
T01
90端铣刀
100
60
机械加工工艺过程卡片模板
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
铣件工序卡片
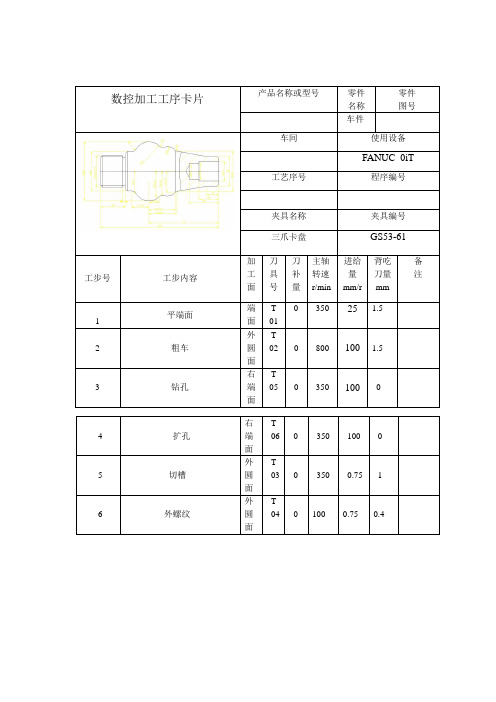
数控加工工序卡片产品名称或型号零件名称零件图号车件车间使用设备FANUC_0iT 工艺序号程序编号夹具名称夹具编号三爪卡盘GS53-61工步号工步内容加工面刀具号刀补量主轴转速r/min进给量mm/r背吃刀量mm备注1 平端面端面T010 350 25 1.52 粗车外圆面T02 0 800 100 1.53 钻孔右端面T05 0 350 100 04 扩孔右端面T06 0 350 100 05 切槽外圆面T03 0 350 0.75 16 外螺纹外圆面T04 0 100 0.75 0.4工步号公步内容刀号长度补偿号半径补偿号刀具名称规格/mm主轴转速/(r/min)进给速度/(mm/min)备注1 测量工件两侧边平行度和工件底面平行度,确认是否满足装夹定位要求,如果不满足增加修正工序。
100-125外径百分尺、0-10百分表2 铣大平面,保证其铣削深度尺寸38,T1 H01 D01Φ80可转位面铣刀800 1003 以四边对称中心为基准,铣心形凸台,调用子程序O0002进行加工。
T2 H02 D02 Φ12立铣刀600 504 以四边对称中心为基准,铣两个凸台,调用子程序O0003进行加工。
T2 H02 D02 Φ12立铣刀600 505 铣削外形多余料,往复走刀去除余料T5 H05 D05 Φ16立铣刀350 406粗铣Φ20键槽,T4 H04 D04 Φ12键槽铣刀700 457 精铣Φ20键槽,保证其尺寸20,T3 H03 D03 Φ20键槽铣刀600 50数控加工工序卡片产品名称或型号零件名称零件图号铣件车间使用设备FANUC_0iT 工艺序号程序编号夹具名称夹具编号8 以四边对称中心为基准,钻Φ8.5的孔,T6 H06 Φ8.5钻头600 359 以Φ8.5孔的中心为中心钻Φ32的孔,保证同轴度。
T7 H07Φ32钻头150 3010 将Φ32的孔铣孔扩大为Φ37.6,保证其尺寸精度。
铣床的机械加工工艺卡

铣床的机械加工工艺卡铣床是一种常用的金属加工设备,用于加工各类平面、曲线和复杂立体形状的工件。
下面将介绍铣床的机械加工工艺卡。
1. 工件设计与准备在进行铣削加工前,首先需要对工件进行设计与准备。
根据工件的要求和图纸,确定材料、尺寸、形状等参数,并进行合理的切削判断和刀具选择。
2. 设计加工方案根据工件的形状和加工要求,设计出合理的加工方案。
包括切削路径、切削深度、切削速度、进给速度等参数的确定。
3. 选择合适的刀具根据工件的材料和加工要求,选择合适的刀具。
刀具的选择要考虑到材料的切削性能、刀具的耐磨性和刚度等因素。
常用的铣削刀具有平面铣刀、立铣刀、球头铣刀、槽铣刀等。
4. 确定机床参数根据加工方案和刀具要求,确定机床的相关参数。
包括主轴转速、进给速度、切削深度和加工路径等参数。
这些参数的选择要根据材料的硬度、切削性能和刀具的性能等因素进行合理的选取。
5. 加工工序根据加工方案和工件要求,将加工过程分成多个工序。
根据不同的工序,选择合适的切削条件和加工方法。
在每个工序中,要注意加工刀具的刃磨、冷却液的使用和加工表面的检查。
6. 加工过程控制在铣床的加工过程中,要注意切削条件的控制。
保持合理的切削速度和进给速度,避免因切削过度或不足导致加工表面质量下降或刀具损坏。
同时,要合理选择刀具和保持刀具的刃磨状态,避免刀具在加工过程中过早磨损。
7. 加工表面处理在加工过程结束后,要对加工表面进行处理。
包括去除切削残留物、清洁表面和检查表面质量。
使用适量的冷却液和切削油,有助于提高切削效果和加工表面质量。
8. 检查和质量控制在加工完成后,要进行工件表面质量和尺寸的检查。
使用合适的测量工具,检测工件的尺寸偏差和形状误差。
如果存在问题,要及时调整加工参数和重新加工。
9. 加工记录和改进在加工过程中,要做好加工记录和数据统计。
将每个工序的加工参数和质量数据记录下来,以便于后期的分析和改进。
根据加工数据和问题分析,及时调整加工参数和改进加工工艺,以提高加工效率和质量。
机械加工工艺过程卡片模版
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
数控铣削加工工艺卡
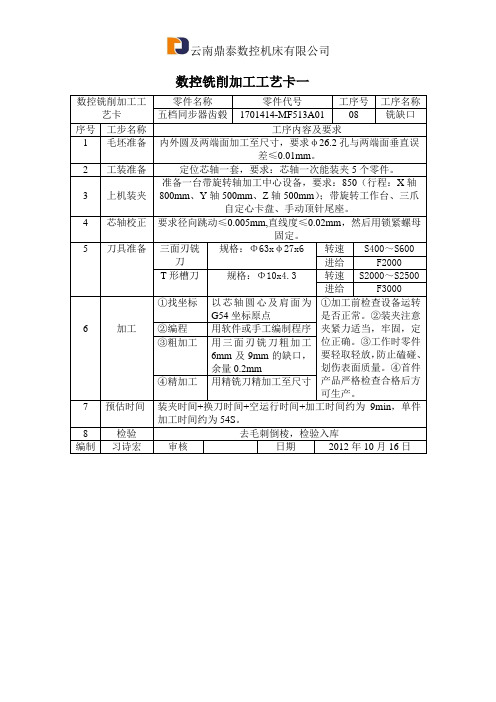
数控铣削加工工艺卡一数控铣削加工工艺卡零件名称零件代号工序号工序名称五档同步器齿毂1701414-MF513A01 08 铣缺口序号工步名称工序内容及要求1 毛坯准备内外圆及两端面加工至尺寸,要求φ26.2孔与两端面垂直误差≤0.01mm。
2 工装准备定位芯轴一套,要求:芯轴一次能装夹5个零件。
3 上机装夹准备一台带旋转轴加工中心设备,要求:850(行程:X轴800mm、Y轴500mm、Z轴500mm);带旋转工作台、三爪自定心卡盘、手动顶针尾座。
4 芯轴校正要求径向跳动≤0.005mm,直线度≤0.02mm,然后用锁紧螺母固定。
5 刀具准备三面刃铣刀规格:Φ63xφ27x6转速S400~S600进给F2000T形槽刀规格:Φ10x4.3转速S2000~S2500进给F30006 加工①找坐标以芯轴圆心及肩面为G54坐标原点①加工前检查设备运转是否正常。
②装夹注意夹紧力适当,牢固,定位正确。
③工作时零件要轻取轻放,防止磕碰、划伤表面质量。
④首件产品严格检查合格后方可生产。
②编程用软件或手工编制程序③粗加工用三面刃铣刀粗加工6mm及9mm的缺口,余量0.2mm④精加工用精铣刀精加工至尺寸7 预估时间装夹时间+换刀时间+空运行时间+加工时间约为9min,单件加工时间约为54S。
8 检验去毛刺倒棱,检验入库编制习诗宏审核日期2012年10月16日数控铣削加工工艺卡二数控铣削加工工艺卡零件名称零件代号工序号工序名称高速同步器齿毂1701412-MF513A01-0808 铣缺口序号工步名称工序内容及要求1 毛坯准备内外圆及两端面加工至尺寸,要求φ26.2孔与两端面垂直误差≤0.01mm。
2 工装准备定位芯轴一套,要求:芯轴一次能装夹10个零件。
3 上机装夹准备一台带旋转轴加工中心设备,要求:850(行程:X轴800mm、Y轴500mm、Z轴500mm);带旋转工作台、三爪自定心卡盘、手动顶针尾座。
4 芯轴校正要求径向跳动≤0.005mm,直线度≤0.02mm,然后用锁紧螺母固定。
CA6140车床-机械加工工艺流程卡
0.17
2.4
1 0.87
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
设计 (日期)
日期
审核 (日期)
标准化 (日期)
会签 (日期)
机械加工工序卡片
产品型号
零件图号
产品名称 CA614 车床 零件名称 拨叉 共 10 页 第 6 页
车间
工序号
工序名称
材料牌号
金工
070
铸造
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (min)
准终
单件
工步号
工步内容
核校 1 粗铣 75×40 左端面
底图号
工艺装备
XA5032;铣床夹具; 硬质合金端铣刀;游 标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
准终
单件
工步号
工步内容
核校 1 粗铣 16 底槽
底图号
工艺装备
X63;铣床夹具;高速 钢错镶齿三面刃铣刀 (B=4.0mm);游标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
机动 辅助
118 59.28 375
4 1.17
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
材料牌号
产品型号
零件图号
机械加工工艺过程卡片
产品名称 CA6140 车床 零件名称 拨叉
机械加工工艺过程卡片
零件图号 零件名称
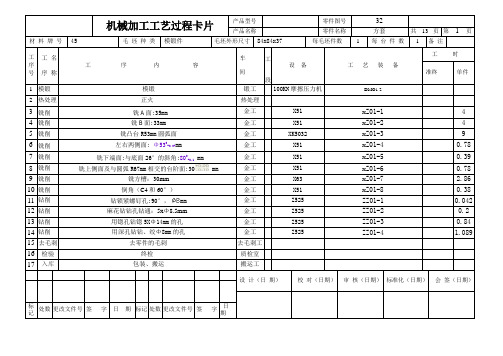
32
方套
1 每 台 件 数 共 13 页 第 1 备 注 工 时
机械加工工艺过程卡片
产品名称 材 料 牌 号
1 页
45
毛 坯 种 类
模锻件
毛坯外形尺寸
84x84x37
每毛坯件数
工 序 号
工 名
工 序 内 容
车 间
工 设 段 备 工 艺 装 备 准终
DMO1-2
序 称 模锻 正火 铣 A 面:35mm 铣 B 面:33mm 铣凸台 R53mm 圆弧面 左右两侧面: Φ53
模锻件
设备名称 卧式铣床 夹具编号 01
84x84x37
设备型号
X51
工序工时 (分) 工位器具编号 工位器具名称 准终 单件
工步号 1
工
步
内
容
工
艺
装
备
主轴转速 r/min 100
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
铣 A 面:35mm
XZ01-1
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
XZ01-2
工步工时 机动 辅助 79 4
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字
日
期
产品型号
零件图号 零件名称 车间 金工 毛 坯 种 类 工序号 工序名称
切削深度 mm 30
进给次数 100
工序卡制作流程 (20)

Z35
直柄麻花钻游标卡尺粗牙普通螺纹用丝锥
13
镗
和箱后以端面1及2销孔为基准,分别粗.半精.精镗Ø62.Ø72
机加机加
T612
选T612圆形镗刀游标卡尺
14
检查
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
更改文件号
签字
日期
标记
处数
更改文件名
签字
日期
零(部)件名称
第2页
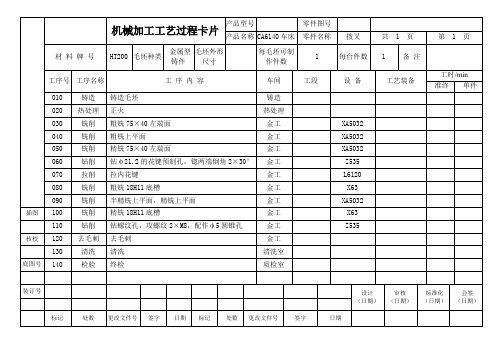
材料牌号
HT200
毛坯种类
锻件
毛坯外型尺寸
334×126.5
每毛坯可件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
钻
以端面2,6为基准钻孔Ø17后攻螺纹M20
机加
Z35
直柄麻花钻游标卡尺粗牙普通螺纹用丝锥
12
钻
将上下箱体和箱后,以面1,6为基准钻孔M8底孔再攻螺纹M8倒角0.5X45°
2
铣
以端面2为基准铣端面1
机加
X53K
铣夹具错齿三面刃铣刀X53K游标卡尺
3
铣
以端面1为基准铣油槽
机加
X53K
铣夹具错齿三面刃铣刀X53K游标卡尺
4
铣
以端面1,6为基准对面7进行铣削加工
机加
X53K
铣夹具错齿三面刃铣刀X53K游标卡尺
5
铣
以端面1,7为基准对面6进行铣削加工
机加
X53K
铣夹具错齿三面刃铣刀X53K游标卡尺
6
铣
将零件翻转后以面1,6为基准对面5进行铣削加工
机械加工实用工艺过程及工序卡片

机械加工实用工艺过程及工序卡片机械加工是一种常见的制造工艺,通过在加工工序中使用机械设备将原材料进行加工,以获得所需要的最终产品。
机械加工过程通常包括各种工序,每一个工序都有着特定的工艺要求,为此,制定工序卡片是非常重要的。
下面是一份机械加工实用工艺过程及工序卡片的范例:工件名称:零件A工序序号:1工序名称:车削外圆设备名称:数控车床刀具类型:外圆车刀刀具编号:T001切削方式:顺切加工程序:G01X100Z10切削速度:150 m/min进给速度:0.1 mm/r切削深度:1 mm工件材料:钢工序序号:2工序名称:镗孔设备名称:数控镗床刀具类型:铰式刀具刀具编号:T002切削方式:顺切加工程序:G01X50Y50切削速度:100 m/min 进给速度:0.05 mm/r 切削深度:2 mm工件材料:铜工序序号:3工序名称:铣削平面设备名称:立式铣床刀具类型:平面铣刀刀具编号:T003切削方式:插切加工程序:G01X80Y80切削速度:180 m/min 进给速度:0.1 mm/r切削深度:0.5 mm工件材料:铝合金以上是工艺过程及工序卡片的一部分示例。
在实际的工程实施中,可能还需要其他的信息,如夹具、夹具定位、工序间隔时间等等。
这些信息需要根据具体的工程要求进行补充。
在制定工艺过程及工序卡片时,需要考虑以下几个方面:1.工艺要求:根据零件的要求,确定所需的工序及顺序。
2.设备选择:根据工艺要求,选择适合的加工设备进行加工。
3.刀具选择:根据零件的加工要求,选择适合的刀具进行加工。
4.参数设定:根据刀具、材料等因素,确定切削速度、进给速度等加工参数。
5.运行程序:编写相应的数控程序或手动操作程序,确保正确的加工过程。
通过制定工艺过程及工序卡片,工作人员可以根据卡片上的信息进行操作,大大提高了工作效率和工作质量。
压板铣削工艺卡表格
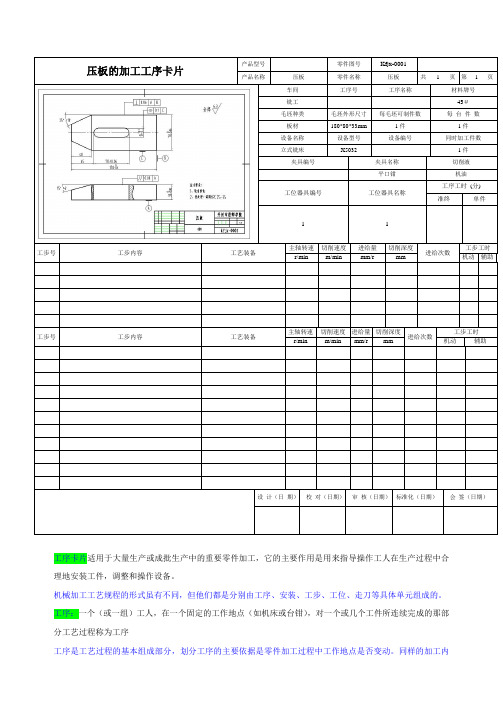
压板的加工工序卡片产品型号零件图号Kfjx-0001产品名称压板零件名称压板共 1 页第 1 页车间工序号工序名称材料牌号铣工45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数板材180*80*33mm 1件1件设备名称设备型号设备编号同时加工件数立式铣床X5032 1件夹具编号夹具名称切削液平口钳机油工位器具编号工位器具名称工序工时(分) 准终单件1 1工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工序卡片适用于大量生产或成批生产中的重要零件加工,它的主要作用是用来指导操作工人在生产过程中合理地安装工件,调整和操作设备。
机械加工工艺规程的形式虽有不同,但他们都是分别由工序、安装、工步、工位、走刀等具体单元组成的。
工序:一个(或一组)工人,在一个固定的工作地点(如机床或台钳),对一个或几个工件所连续完成的那部分工艺过程称为工序工序是工艺过程的基本组成部分,划分工序的主要依据是零件加工过程中工作地点是否变动。
同样的加工内容,必须在一个工作地点进行才能作为一个工序,如有中断或另换工作地点,则必须作为两个工序。
因此,工序是组织生产,实施计划的基本单元。
安装:工件加工前,使其在机床或夹具中占据一个正确而固定位置的过程,称为“安装”。
一般在一道工序中,至少有一次安装。
但有时一道工序中,可以有几次安装。
(如铣削)安装次数愈多,产生安装误差的可能性也愈多。
因此,一般应尽量减少安装次数。
工位:一次安装内,工件在机床上所占的每一个加工位置称“工位”。
一般情况下,每个加工位置应有一个相应的加工表面。
但对于多个工位机床,其拆卸零件的位置也应算做一个工位。
在铣床上用分度头装夹工件,加工两条对称键槽。
机械加工工艺过程卡片
设备编号
同时加工件数
卧车
C620-1
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车Φ46.5,保证尺寸
三爪卡盘,外圆车刀,游标卡尺,镗刀
2
粗车Φ41.5外圆,保证尺寸
产品名称
花键轴套
零件名称
花键轴套
共
16
页
第
1
页
材料牌号
45钢
毛坯种类
锻造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
05
下料
10
锻造
15
车
C620-1
三爪卡盘,外圆车刀,游标卡尺
20
热处理
正火HBS215——235
25
粗车
粗车左端面、外圆、粗镗孔
C620-1
三爪卡盘,外圆车刀,游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
铣加工 机械加工工艺卡片

工序 号 工序名称
铣削上端面
产品名称及型号 名称 材料 牌号 性能
45 号钢 45 号钢
零件名称 种类 毛坯 尺寸
工 步 号
① ②
工序内容
零件图号 锻造 零件重 毛重 量 Ø90×295 × 净重 /kg 每台件 每坯料件数 数 工艺装备名称及编号 设备型号 设备型 夹具 刀具 量具
Ⅳ
终检。
终检。 抄写 校对 审核 批准
编制
装卡下端 6mm,铣削端面,切除轴向余量为 2mm。 主轴转速 n=120
虎钳
型数控铣
镶齿式 400s 面铣刀 直柄立 210s 铣刀 直 柄 球 三 用 40s 头铣刀 游 标 卡尺 直柄立 铣刀 镶齿式 面铣刀 直柄立 铣刀 400s
480s 220s
Ⅱ Ⅲ
粗铣侧面 钳工去毛 刺。
②
粗铣侧面, 单边加工余量为αp=2mm, 轴向铣削尺寸 为 10mm。主轴转速 n=400 钳工去毛刺。
第 共 每批件数
页 页
加工单位 时间定额 车间 工段
装卡下端 6mm,铣削端面,切除轴向余量为 2mm。 主轴转 铣 ③ Ø100mm 内 圆 角 R=5mm 精铣五角 ④ 星凸台
铣削另一端 ① 面
粗铣侧面, 单边加工余量为αp=2mm, 轴向铣削尺寸 为 10mm。主轴转速 n=400 半精铣 Ø100mm 内圆角 R=5mm,槽宽为 10mm, XK5025 深度为 10mm。球头半径为 R=5mm,铣出 R5 的圆 角。主轴转速 n=300 精铣五角星凸台,深度为 10mm。即切除 Ø90mm 床 与五角星之间的余量。主轴转速 n=300
毕业设计——心形凸台零件的数控铣削加工工艺及其编程

/心形凸台零件的数控铣削加工工艺及其编程【摘要】本文主要介绍了心形凸台零件的数控铣削加工工艺及其编程,开篇首先介绍了数控技术的概述并对数控技术原理加以解释,紧接着对零件图进行了简要的分析并确定其加工方式,然后确定零件的毛坯、定位基准、装夹方式、刀具、量具、切削用量等等,再制定出合理的加工方案,并制定相关的工艺文件,最后编制出零件的加工程序,在编制程序时运用了自动编程与手工编程相结合的方法编制,自动编程的应用大大减少了编程时的计算量,同时也使得程序更加准确无误。
本文对本公司一项心形凸台产品阐述加工中心对其复杂形状的工件加工,主要分析了心形凸台零件的结构特点、加工要求、制定加工工艺、选择刀具夹具以及确定切削用量等。
利用数控车床高精度的特性,对于高精度要求再适合不过。
对于高精度要求的加工,位置误差的把握。
在加工中零件对尺寸的高要求,自己对数控车床使用也越发熟悉。
我相信自己一定能独立的完成一项加工。
【关键词】:数控编程;工艺分析;切削用量;加工方案;目录绪论错误!未定义书签。
一、零件的图样分析 6(一)零件的结构特点分析 (6)(二)零件的技术要求分析 (6)二、零件的工艺规程设计7(一)毛坯的选择 (7)(二)定位基准的选择 (7)(三)装夹方式的选择 (7)(四)表面加工方法的选择 (7)(五)加工顺序的安排 (8)(六)工艺路线的确定 (8)(1)可能采取的工艺路线方案 (8)(2)工艺路线方案比较 (9)(3)工艺路线的最终确定 (9)三、设备及其工艺装备的确定10(一)机床的选择 (10)(二)夹具的选择 (10)(三)刀具的选择 (10)四、切削用量的选取12五、工艺卡片12(一)工艺过程卡 (12)(二)数控加工工序卡 (13)六、数控加工程序的编制14(一)编程方法的选择 (14)(二)编程坐标系的确定 (14)(三)加工程序清单 (14)引言本课题来源于丹阳市永和铝材有限公司。
数控机床指的是信息(程序指令)的形式数字代码,是由给定了工具的工作程序、速度、轨迹进行自动加工的机器,称之为数控机床的控制。
机械加工工序卡

切削液
三爪卡盘
检具编号
检具名称
工序工时(分)
准终
单件
游标卡尺卡规
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗车轮缘 保证尺寸Ф
45度刀
110
20
3
2
半精车轮缘 保证尺寸Ф173
126
25
4
设计(日期)
校对(日期)
审核(日期)
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
滑轮
零件名称
滑轮
共
4
页
第
3
页
车间
工序号
工序名称
材料牌号
30
钻镗中心孔Ф30H8
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Ф173×20
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
检具编号
检具名称
工序工时(分)
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣AB端面 保证尺寸Ф
铣刀
720
1
90
18
机械加工工艺过程卡及工序卡
工
程
系
设计 校对 修改 审核 机床夹具名
称
工 序序 号内
容
设备 型号
刀辅 具名 称
量 检 具 名 称
切切基 主轴 切削 进给 削 削 本 转速 速度 量 深 长 时 r/min m/min mm/r 度 度 间
mm mm min
1 粗 X61W YG6 游标 255
铣
卡尺
前
后
侧
面
100 0.098 3.5 105 0.35
零
件
机械加 名
称
工工序
工
卡
序
名
称
轴承座 检验
切削液 工序号
1 设计 校对
修改 审核 机 床 夹 具 名称
设
序号
工序内 容
备 型
号
1 游标卡尺检验 铸件是否符合 加工余量要求
刀量
切
辅 具 名
检 主轴 切削 具 转速 速度 名 r/min m/min
进给量 mm/r
切削 深度 mm
削 长 度
称称
mm
游 标 卡 尺
具 具名 转速 速度 量 深 长 时间
名 称 r/min m/min mm/r 度 度 min
称
mm mm
1 刨 牛头刨 硬质 游标
2*1 床B635 合金 卡尺
槽
刀
1.5
1
.0.003
湖
零件
北
名称
汽
车
工 机械
业 加工 学 工序 院 卡 工序
轴承座 铣前四个侧面
切削液 工序号
共页 6 第页
机
名称
械
mm mm min
1 夹轴 X52K YG6 承孔 两侧 毛 坯,
数控铣削零件数控加工工序卡 (1)

数控加工工艺设计一、零件特征(形状)分析该零件总体尺寸(100mm*100mm*20mm),有凸台、平面、倒圆角及孔特征构成,两个∮10 0+0.022通孔的孔径要求较高。
因此孔的加工工艺要求最终需要用铰刀或镗刀进行加工。
沉头孔的直径和深度为∮15 *3 mm要求不高。
二、工艺分析1. 该零件外形由凸台、沉头孔、倒圆角组成,形状简单,加工、检验都比较容易,所有部位都采用数控机床铣削加工。
此零件的尺寸公差要求为GB-1804-M,表面公差要求为Ra3.2。
尺寸公差和表面粗造度容易保证。
但孔的直径和孔壁的表面粗造度要求较高,所以在加工工艺上要重点考虑。
2. R2倒圆角位置所在的凸台高度为7mm,在选择球刀加工时注意球头半径要小于5 mm。
3. 工件的总高度为20mm,加工深度为12mm,夹紧工件时注意工件高于钳口8mm。
三、工艺方案分析根据零件的型状及尺寸要求,采用的工艺方案有下面两种:1. 在数控铣床或加工中心上加工完所有外形,用镗刀加工∮10通孔两处。
2. 在数控铣床或加工中心上完成所有外形,用机铰刀加工∮10通孔两处。
第一种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用镗刀加工∮10通孔两处。
该方案的优点是通孔的孔径精度和孔的侧壁光洁度较好,缺点是镗孔加工的加工时间较长。
第二种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用机铰刀加工∮10通孔两处。
该方案的优点是工序集中可以一次完成加工,加工时间较短。
四、工艺方案的确定此零件的外形各个部分的尺寸精度及表面光洁度要求不高,采用数控铣床加工比较容易达到要求,但通孔的尺寸精度及孔壁的表面精度要求比较高,需要采用镗刀或者机铰刀加工才能达到加工要求。