键合金丝规格参数表
键合金丝用途介绍

键合金丝的用途介绍1. 引言键合金丝是一种用于电子器件封装的重要材料,具有高强度、高导电性和高耐腐蚀性等优良特性。
本文将重点介绍键合金丝在电子领域的用途,包括集成电路、半导体器件和光电子器件等方面。
2. 集成电路中的应用键合金丝在集成电路中起到连接芯片和引线的作用,其用途主要包括: - 焊接:键合金丝通过高温焊接技术将芯片与引线连接,确保电信号的传输和电流的通路。
- 信号传输:键合金丝作为芯片与引线的桥梁,能够传输高速、高频的信号,保证电子设备的正常工作。
- 电力供应:键合金丝具有优良的导电性能,能够为芯片提供稳定的电力供应。
3. 半导体器件中的应用键合金丝在半导体器件中具有重要作用,其用途主要包括: - 封装连接:键合金丝用于连接芯片与封装基座,确保器件的稳定性和可靠性。
- 线路连接:键合金丝用于连接半导体器件内部的电路,实现信号的传输和电流的通路。
- 焊接:键合金丝通过高温焊接技术将半导体器件与引线连接,确保电信号的传输和电流的通路。
4. 光电子器件中的应用键合金丝在光电子器件中也具有广泛的应用,其用途主要包括: - 光纤连接:键合金丝用于连接光纤与光电器件,确保光信号的传输和光能的转换。
- 光电转换:键合金丝作为光电器件内部的电路,实现光信号到电信号的转换,提供高效的光电转换效果。
- 焊接:键合金丝通过高温焊接技术将光电子器件与引线连接,确保光信号的传输和电流的通路。
5. 键合金丝的发展和趋势随着电子技术的不断发展,键合金丝的应用也在不断拓展。
未来,键合金丝的发展趋势主要包括以下方面: - 高可靠性:键合金丝需要具备更高的可靠性,以适应电子器件在复杂环境下的工作要求。
- 微型化:键合金丝需要更小的尺寸,以满足电子器件不断追求微型化和轻量化的需求。
- 高频率:键合金丝需要具备更高的频率响应能力,以适应高速、高频的信号传输要求。
- 多功能化:键合金丝需要具备更多的功能,如散热、防腐蚀等,以满足电子器件多样化的应用需求。
几种键合引线的详细对比

几种键合引线的详细对比-键合金丝/键合铜线/铝键合线键合金丝, 作为应用最广泛的键合丝来说,在引线键合中存在以下几个方面的问题:1, Au2Al 金属学系统易产生有害的金属间化合物[ ,这些金属间化合物晶格常数不同,力学性能和热性能也不同,反应时会产生物质迁移,从而在交界层形成可见的柯肯德尔空洞( Kirkendall Void) ,使键合处产生空腔,电阻急剧增大,破坏了集成电路的欧姆联结,导电性严重破坏或产生裂缝,易在此引起器件焊点脱开而失效。
2, 金丝的耐热性差,金的再结晶温度较低(150 ℃) ,导致高温强度较低。
球焊时,焊球附近的金丝由于受热而形成再结晶组织,若金丝过硬会造成球颈部折曲;焊球加热时,金丝晶粒粗大化会造成球颈部断裂;3, 金丝还易造成塌丝现象和拖尾现象,严重影响了键合的质量;4, 金丝的价格昂贵,导致封装成本过高。
键合铝线, Al21 %Si 丝作为一种低成本的键合丝受到人们的广泛重视,国内外很多科研单位都在通过改变生产工艺来生产各种替代金丝的Al21 %Si 丝,但仍存在较多问题: 1, 普通Al21 %Si 在球焊时加热易氧化,生成一层硬的氧化膜,此膜阻碍球的形成,而球形的稳定性是Al21 %Si 键合强度的主要特性。
实验证明,金丝球焊在空气中焊点圆度高,Al21 %Si 球焊由于表面氧化的影响,空气中焊点圆度低;2, Al21 %Si 丝的拉伸强度和耐热性不如金丝,容易发生引线下垂和塌丝;3, 同轴Al21 %Si 的性能不稳定,特别是伸长率波动大,同批次产品的性能相差大,且产品的成材率低,表面清洁度差,并较易在键合处经常产生疲劳断裂。
键合铜丝, 早在10 年前,铜丝球焊工艺就作为一种降低成本的方法应用于晶片上的铝焊区金属化。
但在当时行业的标准封装形式为18~40 个引线的塑料双列直插式封装(塑料DIP) ,其焊区间距为150~200μm , 焊球尺为100~125μm ,丝焊的长度很难超过3 mm。
25μm金丝球焊引线键合推拉力标准
25μm金丝球焊引线键合推拉力标准1. 引言在微电子行业中,25μm金丝球焊引线键合推拉力标准起着至关重要的作用。
作为一种关键的接线技术,金丝球键合是微电子器件封装中不可或缺的一环,其连接质量直接关系到器件的可靠性和性能。
为了确保键合连接的质量和可靠性,推拉力标准成为了微电子行业中必不可少的评估指标。
本文将深入探讨25μm金丝球焊引线键合推拉力标准,从简单的概念介绍到深入分析其标准的意义和影响。
2. 25μm金丝球焊引线键合的基本概念25μm金丝球焊引线键合是一种微电子器件封装过程中常见的焊接技术。
它通过将金丝球焊到芯片的金属化表面或引线焊盘上,然后通过热压力将金丝与焊盘或金属化表面连接起来,以实现器件内部的电气连接。
在这一过程中,金丝球焊引线的推拉力就显得至关重要。
推拉力是指在金丝引线焊接过程中,对金丝的推和拉的力量,其大小和稳定性直接关系到焊接的质量和可靠性。
3. 25μm金丝球焊引线键合推拉力标准的重要性推拉力标准是指对25μm金丝球焊引线键合过程中推拉力的规定和评估标准。
在微电子器件封装过程中,金丝球焊引线键合的推拉力标准对于保证焊接质量具有至关重要的作用。
通过推拉力标准的设定和执行,能够保证金丝焊接的牢固性和稳定性,提高器件的可靠性和性能。
25μm金丝球焊引线键合推拉力标准成为微电子行业中必不可少的质量控制指标。
4. 推拉力标准的影响因素及评估方法在确定25μm金丝球焊引线键合推拉力标准时,需要考虑多种因素,如金丝材料的特性、焊接设备的性能、环境条件等。
推拉力的评估方法一般包括使用拉力计或其他测试设备进行实验测量,以确定25μm金丝球焊引线键合推拉力的大小和稳定性。
还需要对推拉力的波动范围和变化趋势进行全面评估,以确保键合连接的质量和可靠性。
5. 总结与展望25μm金丝球焊引线键合推拉力标准在微电子行业中具有重要的意义。
通过对推拉力标准的严格执行和质量控制,可以有效提高金丝球焊引线键合的质量和可靠性,进而提升微电子器件的性能和可靠性。
大电流键合金丝熔断能力模拟分析
大电流键合金丝熔断能力模拟分析*曹小鸽,徐微【摘要】摘要:光纤通信用半导体激光器正朝着微型化、集成化方向飞速发展。
激光器的集成化会产生大量的热量,为保证激光器的正常工作,就需要用制冷器来控制温升。
当激光器通过金丝给制冷器供电时,金丝必须能持续通过几安培的直流电流而不至于熔断,所以金丝的热分析及热熔断实验就非常有必要。
在金丝熔断电流理论分析的基础上利用ANSYS软件对金丝进行热模拟分析,并经过实验验证找出2.0 mm金丝工作时的熔断电流,对制冷型激光器的研制有直接指导意义。
【期刊名称】电子与封装【年(卷),期】2017(017)008【总页数】4【关键词】金丝;热分析;ANSYS1 引言近年来,随着用户对视频点播、高清交互式网络电视(IPTV)、高速互联网及3G/4G移动回传等宽带业务需求的持续快速增长,光纤通信用半导体激光器朝着高速率、低成本和集成化的方向飞速发展。
半导体激光器的工作特性对于温度的变化极为敏感,有源区温度的升高会带来半导体激光器的阈值电流增加、激射波长红移、模式的不稳定等一系列不利问题,因此采用制冷型的激光器是保证有源区温度稳定的有利选择[1]。
但制冷器的功耗较大,需要较大的直流电流,当通过金丝给制冷器供电时,金丝可能会因为承受不住大的电流而熔断。
为了保证制冷型半导体激光器正常工作,有必要对金丝进行熔断分析及实验验证。
ANSYS软件以其仿真精度高等特点在工程中有着广泛的应用[2],因此,本文在金丝熔断电流理论分析的基础上,利用ANSYS软件对企业经常使用的纯度为4N(99.99%)、直径为25 μm的焊接用金丝进行热分析并通过实验验证其正确性,并找出长度2.0 mm金丝工作时的熔断电流。
2 键合金丝熔断理论2.1 键合金丝发热量及其热传递金丝工作时影响其熔断电流大小的因素有很多,如电流脉冲宽度、丝长、丝横截面积、丝材质、环境温度、热对流和热辐射的参数等。
文中我们限定几个金丝物理参数,工作电流采用直流,丝长、丝横截面积和丝材质也给予限定。
金丝键合主要工艺参数技术研究

金丝键合主要工艺参数技术研究作者:刘文来源:《科学与财富》2018年第22期摘要:介绍了金丝键合技术,阐述了影响金丝键合强度的主要工艺参数,采用超声热压技术和楔形键合方式对25μm的金丝进行键合正交试验。
通过对测试结果进行极差分析,获得了超声功率、超声时间和热台温度的最佳匹配组合关系及影响键合强度的主次因素顺序关系。
关键词:金丝键合工艺参数正交试验1引言微组装技术因成本低廉、实现简单、热膨胀系数小、适用电路封装形式多样化等优点[1],在现代通信系统中发挥着至关重要的作用。
金丝键合是微组装技术中的关键工艺,其键合质量好坏直接影响产品可靠性和电性能稳定性。
衡量金丝键合质量好坏的主要指标为键合强度,而键合强度的期望值不能通过单独改变某个工艺参数即可实现,需对某些主要工艺参数进行调节,才能达到最佳效果。
2金丝键合定义金丝键合是多芯片微波组件中常用的工艺,它是指将延展性和导电性很好的极细金丝压焊在基板-基板、基板-芯片或芯片-芯片表面上,实现电气特征相互关联的一种技术。
根据键合能量的不同,金丝键合分为热压键合、超声键合和超声热压键合[2][3]。
根据键合方式和劈刀外形、材料的不同,金丝键合又分为球形键合和楔形键合[3]。
3 键合强度影响因素影响金丝键合强度的工艺参数有很多,从设备方面考虑,它与超声功率、超声时间、热台温度、键合压力、劈刀温度和劈刀安装长度等因素有关;从被键合表面上考虑,它与被键合面的材料特性、厚度、平整度、清洁度和处理工艺等因素有关[1]。
根据以往经验,影响键合强度最主要工艺参数为:超声功率、超声时间和热台温度。
3.1超声功率超声是指振动频率大于1200Hz的振动波。
适当的超声功率是金丝键合具有可靠性的前提,能够产生足够强度的、稳定的键合。
过小的超声功率会导致金丝翘起,无法焊接或只微焊接于焊点上,而过大的功率会导致焊点发生形变,甚至金丝断裂或焊盘破裂[3]。
3.2超声时间超声时间是指在劈刀上施加超声功率和键合压力的作用时间,目的是控制超声能量。
金丝带键合作业指导书
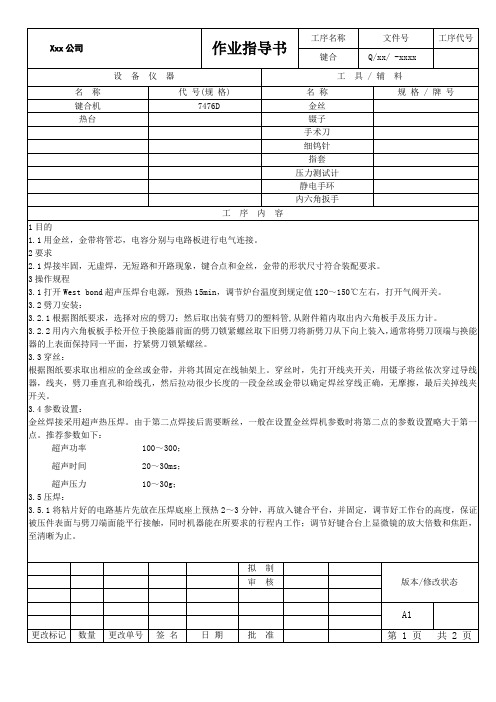
5.6操作时必须戴上胶指套或防静电手套,以及防静电手腕,不允许裸手接触产品。
5.7热台温度比较高,为了避免烫伤,在放置器件时,不能用手直接抓取,都要用普通镊子。在取下器件时先放在散热台上,等其变冷后在放回周转箱内。
拟 制
版本/修改状态
超声功率100~300;
超声时间20~30ms;
超声压力10~30g;
3.5压焊:
3.5.1将粘片好的电路基片先放在压焊底座上预热2~3分钟,再放入键合平台,并固定,调节好工作台的高度,保证被压件表面与劈刀端面能平行接触,同时机器能在所要求的行程内工作;调节好键合台上显微镜的放大倍数和焦距,至清晰为止。
审 核
A1
更改标记
数量
更改单号
签 名
日 期
批 准
第 2 页 共2页
Xxx公司
作业指导书
工序名称
文件号
工序代号
键合
Q/xx/-xxxx
设 备 仪 器
工 具 / 辅 料
名 称
代 号(规 格)
名 称
规 格 / 牌 号
键合机
7476D
金丝
热台
镊子
手术刀
细钨针
指套
压力测试计
静电手环
内六角扳手
工 序 内 容
1目的
1.1用金丝,金带将管芯,电容分别与电路板进行电气连接。
2要求
2.1焊接牢固,无虚焊,无短路和开路现象,键合点和金丝,金带的形状尺寸符合装配要求。
3.3穿丝:
根据图纸要求取出相应的金丝或金带,并将其固定在线轴架上。穿丝时,先打开线夹开关,用镊子将丝依次穿过导线器,线夹,劈刀垂直孔和给线孔,然后拉动很少长度的一段金丝或金带以确定焊丝穿线正确,无摩擦,最后关掉线夹开关。
键合金丝概要

键合金丝概况一、简要说明:1、键合金丝概念以及其应用键合是集成电路生产中的一步重要工序,是把电路芯片与引线框架连接起来的操作。
键合丝是半导体器件和集成电路组装时为使芯片内电路的输入/ 输出键合点与引线框架的内接触点之间实现电气链接而使用的微细金属丝内引线。
键合效果的好坏直接影响集成电路的性能。
键合丝是整体IC封装材料市场五大类基本材料之一,是一种具备优异电器、导热、机械性能并且化学稳定性极好的内引线材料,是制造集成电路及分立器件的重要结构材料,键合丝主要用于各种电子元器件,如二极管、三极管、集成电路等。
下面的截面示意图描绘了半导体元件中各部分间的结构关系:2、性能要求以及测试方法标准键合金丝类型、状态、各项要求与其中部分测试方法、包装等均在中华人民共和国国家标准《GB/T 8750-2007 半导体器件用键合金丝》列出:图2 国家标准《GB/T 8750-2007 半导体器件用键合金丝》Pull strength: 抗拉强度,强度越高,可以实现更快速的键合FAB formation:自由空气球形球质量Gas cost: 保护气体成本,FAB形成时是否需要保护气体以及气体成本,Au丝不要保护气HTS:high temperature storage 性能,焊点可靠性Storage:库存成本Price:价格1 bond margin: 第一焊点——球焊点形成后,边缘直径,对于焊盘间距的设计非常重要Squashed ball deviation: FAB在超声和压力的作用下与芯片上焊盘键合后,变成的扁平球(Squashed ball),在进行大量键合后Squashed ball 尺寸的分散度,对于实际生产的质量控制非常关键3、客户以及相关信息表1 2010年键合丝用户及相关信息列表4、竞争对手以及行业标杆1.贺利氏:目前世界最大的键合金丝生产厂家,在中国有常熟和招远两个工厂,键合丝业务涉及金丝、铜丝、铝丝。
小线径键合金丝熔断电流测试与分析

范 围 是 目 前 高 密 度 封 装 应 用 的 关 注 点 。 因 此 ,本文 以 12 ( ^ 、18 jjun、25 p m 线径金丝为研究对象,对其 熔 断 电 流 进 行 测 量 与 分 析 ,旨 在 给 出 小 线 径 金 丝 的 使用建议。
金线-wafer键合强度标准
金线-wafer键合强度标准近年来,随着微电子技术的飞速发展,金线-wafer键合技术作为一种重要的封装工艺,被广泛应用于集成电路、传感器、MEMS器件等领域。
而金线-wafer键合的质量和可靠性直接影响着器件的性能和稳定性,因此制定金线-wafer键合强度标准显得非常重要。
在进行金线-wafer键合强度标准的讨论之前,首先需要对金线-wafer 键合的工艺流程和原理有一个清晰的了解。
金线-wafer键合是指在芯片封装过程中,使用金线将芯片与衬底(wafer)进行连接的一种工艺。
而金线-wafer键合的强度标准,则主要是指金线连接的牢固程度和稳定性。
针对金线-wafer键合强度标准的制定,首先需要考虑的是对金线连接强度的定量分析。
在实际的生产中,可以通过应力测试、拉力测试等手段来对金线-wafer键合的强度进行测试和评估。
通过对多组样品的测试数据进行统计分析,可以得到金线-wafer键合强度的分布规律和标准差,从而为制定强度标准提供依据。
另外,除了定量分析之外,金线-wafer键合强度标准的制定还需要考虑到工艺和材料的影响。
在金线-wafer键合过程中,不同的工艺参数和材料选择都会对键合强度产生影响,因此需要在制定标准时对工艺和材料进行全面考量。
金线的直径、键合温度、压力等工艺参数,以及金线和衬底的材料性质都会对键合强度造成影响,需要在标准中进行详细规定。
除了以上考虑因素外,金线-wafer键合强度标准的制定还需要充分考虑到不同应用场景的需求。
不同的器件在使用过程中会受到不同的环境和应力,对键合强度的要求也会不同。
因此需要根据不同应用场景的需求,针对不同的器件类型和用途,制定相应的键合强度标准,以保证器件在实际使用中的可靠性。
金线-wafer键合强度标准的制定需要充分考虑定量分析、工艺和材料影响以及不同应用场景的需求,才能够为微电子封装行业提供统一的标准和规范。
只有制定了科学合理的强度标准,才能够保证金线-wafer键合技术的质量和可靠性,推动微电子封装行业的持续发展。
25μm金丝球焊引线键合推拉力标准
【25μm金丝球焊引线键合推拉力标准探析】1. 前言在微电子封装和芯片制造过程中,金丝键合是一项关键的工艺。
而其中的引线键合推拉力标准更是至关重要的参数之一。
今天,我们将深入探讨25μm金丝球焊引线键合推拉力标准,从而全面了解这一关键性的工艺参数。
2. 25μm金丝球焊引线键合的意义引线键合是指将芯片引脚与封装基板之间用金属丝焊接连接的过程。
在微电子封装中,金丝键合承担着传导信号和电力的重要功能。
而25μm金丝球焊引线键合,作为一种常用的金丝键合方式,其推拉力标准更是直接关系到键合质量和电子器件的可靠性。
3. 推拉力标准的深度解读推拉力标准是指在引线键合过程中,金丝在受到拉力或者推力作用下的承载能力。
而25μm金丝球焊引线键合,其推拉力标准的合理设置将直接影响到键合点的结构完整性和稳定性。
针对不同封装材料和应用场景,推拉力标准也会有所差异,因此需要根据实际情况进行深入评估和调整。
4. 25μm金丝球焊引线键合推拉力标准的实践应用在实际生产中,25μm金丝球焊引线键合推拉力标准的设置需要考虑多方面的因素。
封装基板材料的硬度、引线键合点的设计结构、温度和湿度环境等。
在这些因素的综合影响下,合理设置推拉力标准将能够确保键合点的稳固连接和长期可靠性。
5. 25μm金丝球焊引线键合推拉力标准的个人观点和理解在我看来,25μm金丝球焊引线键合推拉力标准的设置决策需要兼顾工艺稳定性和产品可靠性。
只有在充分考虑了封装材料、环境因素和实际应用需求的情况下,才能够制定出符合实际情况的合理推拉力标准。
也需要在生产实践中不断总结经验,以不断优化和调整推拉力标准,从而提高键合工艺的稳定性和可靠性。
6. 总结与回顾通过本文的探讨,我们对25μm金丝球焊引线键合推拉力标准有了更深入和全面的了解。
关于这一工艺参数的设置,需要充分考虑封装材料、环境因素和实际应用需求,以确保键合点的稳固连接和长期可靠性。
也需要在生产实践中不断总结经验,以不断优化和调整推拉力标准,从而提高键合工艺的稳定性和可靠性。
键合金丝概要
键合金丝概况一、简要说明:1、键合金丝概念以及其应用键合是集成电路生产中的一步重要工序,是把电路芯片与引线框架连接起来的操作。
键合丝是半导体器件和集成电路组装时为使芯片内电路的输入/ 输出键合点与引线框架的内接触点之间实现电气链接而使用的微细金属丝内引线。
键合效果的好坏直接影响集成电路的性能。
键合丝是整体IC封装材料市场五大类基本材料之一,是一种具备优异电器、导热、机械性能并且化学稳定性极好的内引线材料,是制造集成电路及分立器件的重要结构材料,键合丝主要用于各种电子元器件,如二极管、三极管、集成电路等。
下面的截面示意图描绘了半导体元件中各部分间的结构关系:2、性能要求以及测试方法标准键合金丝类型、状态、各项要求与其中部分测试方法、包装等均在中华人民共和国国家标准《GB/T 8750-2007 半导体器件用键合金丝》列出:图2 国家标准《GB/T 8750-2007 半导体器件用键合金丝》Pull strength: 抗拉强度,强度越高,可以实现更快速的键合FAB formation:自由空气球形球质量Gas cost: 保护气体成本,FAB形成时是否需要保护气体以及气体成本,Au丝不要保护气HTS:high temperature storage 性能,焊点可靠性Storage:库存成本Price:价格1 bond margin: 第一焊点——球焊点形成后,边缘直径,对于焊盘间距的设计非常重要Squashed ball deviation: FAB在超声和压力的作用下与芯片上焊盘键合后,变成的扁平球(Squashed ball),在进行大量键合后Squashed ball 尺寸的分散度,对于实际生产的质量控制非常关键3、客户以及相关信息表1 2010年键合丝用户及相关信息列表4、竞争对手以及行业标杆1.贺利氏:目前世界最大的键合金丝生产厂家,在中国有常熟和招远两个工厂,键合丝业务涉及金丝、铜丝、铝丝。
机载条件下的金丝互联工艺要求

link appraisement
中国电子科技集团公司第十研究所
贾耀平(1984-)男,本科,毕业于西南交通大学,工程师,主要从事微系统、
MCM、LTCC、封装等工艺研究。
项目编号:H12003 项目名称:高可靠性金丝互联工艺研究(其他)
图1 某机载设备振动条件
图2 ANSYS软件中金丝模型
图3 金丝振型
a)第1阶振型
b)第2阶振型
c)第3阶振型
图5 金丝2的位移标准差云图
图4 金丝1的位移标准差云图
图6 金丝键合工艺样件
表拱高
跨度0.2(mm)0.4(mm)0.6(mm)0.8(mm)1(mm)1.2(mm)1.5(mm)1.8(mm)2.1(mm)2.5(mm)3(mm)1(mm)333
1.5(mm)33
3
(mm)3
33(mm)66
(mm)6
6
(mm)33(mm)33
(mm)333(mm)333(mm)3
3
3
6
6
图8 金丝样件环境试验后状态图
图9 金丝样件环境试验后失效图
个互相垂直轴的6个轴向的每个方向施加3次(共18次)冲击。
每个方向11ms。
试验方法
试验流程图如图7所示:。
BJ820自动金丝键合工艺参数优化
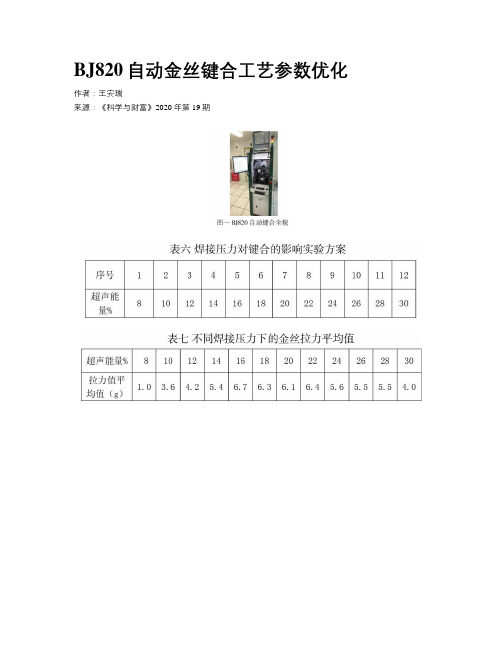
BJ820自动金丝键合工艺参数优化作者:***来源:《科学与财富》2020年第19期摘要:本文介绍了BJ820自動金丝键合机的特点,阐述了影响自动键合金丝质量和可靠性的主要工艺参数,包含金丝形变量、超声能量、焊接压力、焊接时间等,分析了每个工艺参数对键合的影响规律,得出了自动键合工艺参数的参考范围,通过正交试验的方法优化了工艺参数,提高了自动键合焊接的可靠性和质量,对自动键合实际生产具有一定指导意义。
关键词:自动键合;工艺参数;可靠性;正交试验1.; 概述在微电子行业中,导电连接主要以焊接连线来完成,超声波焊接利用高于听得见的限度的频率的摩擦来制造连线,这就是BONDJET820自动键合机的工作方法。
随着半导体电子封装技术的不断发展,我所微组装产品越来越多,微波组件不断向小型化、高密度、高可靠性、高性能、高效率和大批量方向发展。
自动化生产已成为一种未来趋势,为顺应发展,我所采购了BJ820全自动键合机来满足生产需求,自动化生产可满足高一致性、高可靠性和高效率的金丝焊接,因此对自动键合工艺参数的研究和优化是非常必要的。
2.; BJ820自动金丝键合的特点自动键合技术主要采用编程来执行相应的程序动作。
自动键合工艺过程包含图像识别和键合。
BJ820程序编程主要涉及参照系PR及Point设置、Teachwire连线设置、Teachboard/Chip 多腔或多芯片设置、焊接工艺参数设置等。
它具备以下特点:(1)它是一个有4个精确的快速运动轴线的灵活系统。
它具有X和Y轴线可在305mm×410mm(12”×16”)工作范围内移动焊头,Z轴线的工作量程为30mm,P轴线可在420°范围内旋转。
(2)能处理12.5um~85um线径焊线和6um×35um至25um×250um线带。
(3)图像识别系统配有一个CCD相机,识别精度可达正负1微米。
基板和芯片上的对位点和参照图像可教定和自动识别,保证高质量的效果和自动化生产,芯片位子和型号错误可被识别到。
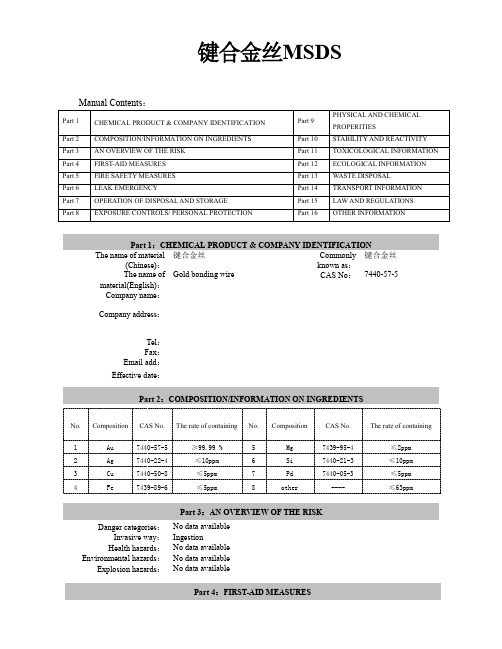
键合金丝Gold bonding wire物质安全资料表MSDS
Part 9:PHYSICAL A D CHEMICAL PROPERITIES
Appearance and traits: Solid-state 、 Golden yellow、Tasteless
pH: No data available
Melting Point (℃): 1064.43℃ Boiling Point (℃): 2808℃
Part 1:CHEMICAL PRODUCT & COMPA Y IDE TIFICATIO
The name of material 键合金丝
Commonly 键合金丝
(Chinese):
known as:
The name of Gold bonding wire material(English):
键合金丝MSDS
Manual Contents:
Part 1 CHEMICAL PRODUCT & COMPANY IDENTIFICATION
Part 2 Part 3 Part 4 Part 5 Part 6 Part 7 Part 8
COMPOSITION/INFORMATION ON INGREDIENTS AN OVERVIEW OF THE RISK FIRST-AID MEASURES FIRE SAFETY MEASURES LEAK EMERGENCY OPERATION OF DISPOSAL AND STORAGE EXPOSURE CONTROLS/ PERSONAL PROTECTION
Eco-toxicological toxicity: Biodegradability:
Non-biodegradable:
Bioconcentration or bioaccumulation: Other harmful effects:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 4 页 共7页
生效日期:2013/12/10
根据GB/T 15077-1994和SJ/T 10626-1995规定的试验方法进行检验。
5.5 表面质量的检验 用电子光学显微镜进行100%检验。 5.6 回弹高度的检验 打开聚光灯,将线轴装到放线仪的水平固定架上。用镊子揭开线轴始端的粘贴胶带,旋 转线轴往下放丝,放出大约 1500mm~2000mm的金丝后,在接近放线仪水平固定架的轴线 50mm~100mm处,用镊子轻轻夹住金丝,缓慢转动线轴继续往下放丝,直至放丝后的垂直长 度为 1000mm±5mm,用剪子从镊子处剪断金丝,通过钢卷尺测出金丝自由端垂直回弹的高度。 5.7 轴向扭曲的检验 打开聚光灯,将线轴装到放线仪的水平固定架上,用镊子揭开线轴始端的粘贴胶带,然 后用镊子夹住始端,轻轻地拉动金丝,同时旋转线轴往下放丝,直至放丝后的长度为1000mm ±5mm。然后轻轻地将始端提到线轴的轴线部位,形成一个垂直的U形,保持这个状态10s~ 20s,在此期间,如果U形两边相互扭转缠绕,则表明有轴向扭曲,如果U形环自由垂吊,则 表明没有轴向扭曲。试验过程中,镊子应不能松开和转动。 5.8 放丝性能的检验 将线轴装到自动放线仪固定架上。用镊子剥开线轴始端的粘贴胶带,轻轻拉出50mm~ 100mm的金丝后,松开镊子,在此期间,记录停点的个数。由于线轴法兰边及法兰边上的胶 带迹影响而造成的停点,不应作为判断依据。 5.9 单轴金丝的长度偏差检验 5.9.1 将绕有规定长度 L 金丝的线轴放在精度为 1/100mg的高精度电子天平上称重,得其 重量值 G1; 5.9.2 放掉金丝,将线轴称重,得其重量值 G2; 5.9.3 G1- G2 即为金丝的净重 G,如此重复 7 次,得其平均重量值 m; 5.9.4 根据 V=m/ρ及利用 5.4条求得的金丝直径,求得实际金丝长度值 L1,L1-L即为单轴 金丝的长度偏差值。 6 检验规则
单轴金丝的长度偏差。 单轴金丝的长度偏差应在其规定长度的+0.5%范围内。 4.9 绕丝要求 4.9.1 金丝应该绕在规定的线轴上,单层缠绕或多层交叉复绕,单丝长度应符合需方要求。 4.9.2 绕丝的始端和末端应明显标出,丝的两端用彩色胶带粘紧,始端为绿色。 4.10 金丝的热影响区(再结晶区) 型号 项目 热影响区长度
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 1 页 共6 页
咨询搜索 “希雨科技“ 生效日期:2013/12/10
键 合 金 丝 技 术 规 格 书
1 范围
本规格书规定了键合金丝的分类与命名、技术要求、试验方法、检验规则及标志、包装、 运输、贮存。
2 规范性引用文件
下列文件中的条款通过本规格书的引用而成为本规格书的条款。凡是注日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本 标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最 新版本适用于本标准。 GB/T 191-2000 包装储运图示标志 GB/T 10573 有色金属细丝拉伸试验方法 GB/T 15077-1994 贵金属及其合金材料几何尺寸测量方法
生效日期:2013/12/10
b)标志内容应包括:名称、含金量、型号、规格(金丝直径)、批号、长度、起始端 标志、力学性能、生产日期、公司名称、部件号、产品标准号; 7.1.3 小纸盒标志(见附图 2) a)标志应粘贴在小纸盒上的明显部位; b)标志内容包括:名称、含金量、型号、规格(金丝直径)、单轴长度、总长度、批 号、生产日期、检验员签章及检验部门印章、公司名称、部件号及其他供需双方确定的项目。 7.1.4 包装纸箱标志(见附图 3) a)标志应印刷在包装箱的明显部位; b)包装箱上储运图文标志应符合GB/T 191-2000的规定; c)包装箱内应附有质量证明书、发货单。 7.2 包装(见附图 4) 7.2.1 经检验合格后的产品放入塑料盒中。 7.2.2 将用封好后的产品装入小纸盒中,每一包小纸盒内的线轴颜色应统一。 7.2.3将用小纸盒装好的产品放入包装纸箱内。 7.3 运输 经包装好的产品应能适应任何交通工具的正常运输,在运输过程中,应避免损伤和雨雪 淋袭。 7.4贮存 经包装好的产品应贮存在干燥通风的室内仓库,堆入时应防止压损,避免与腐蚀性物质 和气体接触。 表4
>2.5 >2.5 >2.5 >3.0 >4.0 >4.5 >4.5 >5.0 >6.0
金丝的力学性能 Property BL(cN) KD03/KD06
>3.0 >3.0 >3.5 >4.0 >4.5 >5.0 >5.5 >6.0 >6.5
KD05
>3.5 >3.5 >4.0 >4.5 >6.0 >6.0 >6.0 >7.0 >7.5
KD02 230-330 µm
KD03,KD06 100-240 µm
KD05 70-170 µm
KA03/KA01 60-170 µm
KA06,KD99 6060-140µm
5
试验方法
5.1 试验温度:16℃~26℃,试验湿度:30%~70%。 5.2 金丝中杂质含量的检验 根据SJ/T 10626-1995和GB/T 11066.5–1989规定的试验方法进行检验。 5.3 力学性能的检验 根据GB/T 10573规定的试验方法在拉力检测仪上进行试验。拉伸速度为10mm/min,取5 次检验结果的算术平均值做为其最终值。 5.4 金丝直径的检验
4.4 表面质量 4.4.1 丝材表面应清洁,无指痕、油污,锈蚀或氧化。 4.4.2 丝材表面应无拉伸润滑痕迹及颗粒状附着物。 4.4.3 丝材表面应无超过线径 5%的刻痕、凹坑、划伤、裂纹、凸起、打折和其他缺陷。 4.5 回弹高度 金丝的回弹高度应不超过20mm。 4.6 轴向扭曲 经4.7条试验后,应无轴向扭曲现象。 4.7 放丝性能 金丝应能顺畅地从线轴上放下来,允许每100m的停点数不超过1个。 4.8
>12.0
>13.0 >15.0 >16.0 >18.0 >21.0 >24.0 >28.0 >34.0 >50.0 >60.0
>11.0
>15.0 >16.0 >18.0 >22.0 >22.0 >26.0 >30.0 >36.0 >52.0 >63.0
注:断后伸长率值允许在其上下限值的3%范围内波动,最大力值允许比其下限值低1cN。 断裂负荷最低值会根据客户要求直径公差的变化会有+/-2CN的波动,也可以根据客户要求特殊控制。
备注:直径公差可以按照客户特殊要求控制。
生效日期:2013/12/10
单位:毫米
tolerance
±0.001
±0.002
4.3 金丝的力学性能 4.3.1各种不同直径和型号金丝的力学性能应符合表 3 规定。 表3 Dia. mm 0.016 0.017 0.018 0.019 0.020 0.021 0.022 0.023 0.024 EL ( %) KD02 2-5 2-5 2-5 2-6 2-6 2-6 2-7 2-7 2-7
KA01/KA03/KD99/KA06/KA10
>4.0 >4.0 >5.0 >5.5 >6.0 >6.5 >7.0 >8.0 >9.0
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 3 页 共 7 页
0.025 0.028 0.030 0.032 0.033 0.035 0.038 0.040 0.045 0.050 0.060 0.070 2-8 2-8 3-8 3-8 3-8 3-10 3-10 3-10 3-12 3-12 7-14 7-14
A.法兰直径 B.管芯直径.C.内径 D.法兰厚度 E.绕线宽度 F.总宽度
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 7 页 共 7 页
附图 1
生效日期:2013/12/10
附图 2
线轴类型
金丝丝轴尺寸
法兰直径A 管芯直径B mm b.mm 法兰厚度D mm
单位为毫米 c.管芯内 径C mm 48.8+0.2 48.8+0.2 48.8+0.2
总宽度F mm 绕线宽度E mm
a.材 料 铝 铝 铝
2″-AL-DF 2″-AL-SF 2″-AL-DF-W
58.5±1.0 58.5±1.0 58.5±1.0
50.3±0.1 50.3±0.1 50.3±0.1
0.75±0.1 0.75±0.1 0.75±0.1
28.0±0.5 27.25±0.5 47.3±0.5
26.5±0.5 26.5±0.5 45.5±0.5
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 6 页 共7页
生效日期:2013/12/10
7Байду номын сангаас1 丝轴与标志 7.1.1 金丝应绕在丝轴上,绕丝的轴必须清洁、光滑,丝轴不允许有毛刺、变形和妨碍丝 自由脱下的附着物。丝轴应符合表4的规定,其图形如图1所示。 7.1.2 塑料盒标志(见附图 1) a)标志应粘贴在塑料盒上的明显部位。
文件名称:希雨科技键合金丝技术规格书书 文件类型:技术文件 页码:第 5 页 共7页
6.1 产品检验分出厂检验和型式检验。 6.2 出厂检验 6.2.1 产品须经企业质量检验部门检验合格后方可出厂。 6.2.2 出厂检验项目为本标准 4.2、4.3、4.4和 4.7条。 6.2.3 抽样方法为每 100轴金丝中抽取 1 轴进行检验。 6.2.4 判定原则 6.2.4.1 出厂检验项目全部合格时为通过出厂检验,准予出厂。 6.2.4.2 出厂检验项目中有一个项目不合格时,则判定为不合格,判为下角,重新提纯进 行再生产。 7 标志、包装、运输与贮存
4.2金丝直径 4.2.1金丝的直径应在表 2 的规定范围内。 表 2 金丝直径 Dia. 0.016 0.017 0.018 0.019 0.020 0.021 0.022 0.023 0.024 0.025 0.028 0.030 0.032 0.033 0.035 0.038 0.040 0.045 0.050 0.060 0.070