钢筋闪光焊作业指导书示范文本
闪光对焊作业指导书

钢筋闪光对焊作业指导书一、 料要求钢筋:应有材质证明书,其性能应符合《钢筋混凝土用热轧带肋钢筋》(GB1499-91),《钢筋混凝土用热轧光圆钢筋》(GB13013-91)标准规定。
二、主要机具1、应选用焊机容量为80—150KV A的对焊机。
2、钢筋切断机三、作业条件1、应保持对焊机的机械传动,电器控制系统可靠、稳定、灵活,冷却系统通畅。
电极钳口应与钢筋紧密接触,间隙不大于钢筋直径的0.1倍,并不得大于2mm,上下电极对中。
2、用钢筋切断机下料时应注意使纵肋位于铅垂直面上。
3、应去除钢筋头150mm内,尤其是电极接触部分的铁锈、油污、泥浆。
4、钢筋放置在电极钳口内时应将端头凸出点对凸出点。
5、钢筋过长应搭支架,保持两电极之间钢筋处于水平位置。
6、雨天或施焊现场风速超过5.4m/S(3级风)焊接时,应采取有效遮蔽措施。
如搭设密闭式房屋等,否则停止对焊。
四、操作工艺1、工艺选择原则a.当钢筋直径较小,钢筋级别较低,在表1规定的范围内可采用“连续闪光焊”。
连续闪光焊钢筋上限直径表1焊机容量(KV-A)钢筋级别钢筋直径(㎜)160 Ⅰ级Ⅱ级Ⅲ级252220100 Ⅰ级Ⅱ级Ⅲ级20181680 Ⅰ级 16Ⅱ级 Ⅲ级14 12b、当超过表1规定,且钢筋断面没有严重压伤比较平整时,宜采用“预热闪光焊”。
c、当钢筋断面不平整,应采用“闪光—预热闪光焊”。
d、钢筋断面比较平整时,宜采用预热闪光焊,断面不平整时,宜采用闪光—预热闪光焊。
2、工艺流程a.连续闪光焊:烧化—有电顶锻—无电顶锻。
b.预热闪光焊:预热—烧化—有电顶锻—无电顶锻。
闪光—预热闪光焊:一次烧化—预热—二次烧化—有电顶锻—无电顶锻。
3、对焊参数选择原则及取值a.调伸长度:调伸长度是指焊接前,两钢筋端部从电极钳口伸出的长度。
调伸长度的选择应随着钢筋级别的提高和钢筋直径的加大而增大;并与对焊方式,端面平整情况有关。
合理的调伸长度应满足各工序留量的要求,使钢筋均匀加热,顶锻时不发生旁弯。
钢筋闪光对焊作业指导书

钢筋闪光对焊作业指导书- 工程设计钢筋闪光对焊作业指导书概述钢筋闪光对焊是将两钢筋安放成对接形式,利用焊接电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法,是电阻焊的一种。
钢筋闪光对焊具有生产效率高、操作方便,节约能源、节约钢材、接头受力性能好、焊接质量高等很多优点。
本工程中φ20、φ22钢筋部分接头使用连续闪光对焊,φ25、φ28钢筋较粗,且切断机断出的钢筋,端部有压伤痕迹,端面不够平整,采用闪光--预热闪光对焊。
编制依据:1、《水工混凝土钢筋施工规范》2、《钢筋焊接及验收规程》钢筋施焊前注意事项:钢筋在施焊前按实际焊接条件试焊2个冷弯试件和2个拉伸试件,根据对试件接头外观质量检查结果,以及冷弯和拉伸试验验证焊接参数。
在试焊质量合格和焊接参数选定后,可成批焊接。
在钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触表面上的锈斑、油污、杂物等,钢筋端部当有弯折、扭曲时,应予以矫直或切除。
带肋钢筋进行闪光对焊、电弧焊、电渣压力焊和气压焊时,宜将纵肋对纵肋安放和焊接。
本工程钢筋对焊采用UN-150型对焊机。
1钢筋闪光对焊的操作过程1.1连续闪光焊接时,烧化过程应较长。
烧化留量应等于两根钢筋在断料时切断机刀口严重压伤部分(包括端面的不平整度),再加8mm。
2.1闪光—预热闪光焊的操作步骤为一次闪光→预热→二次闪光→顶锻。
2.1.1一次闪光将钢筋夹紧在对焊机的钳口上,接通电源,使钢筋逐渐移近,端面局部接触,钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,并伴随着钢筋的烧损,称之为闪光过程。
一次闪光的目的是把钢筋端部压伤部分烧去,使其端面达到比较平整,在整个断面上加热温度比较均匀,有利于提高和保证焊接接头的质量。
其操作要点为:手要轻,送料速度要先慢后快,随焊件温度的提高逐渐达到中速,争取闪光连续,如遇钢筋端头闭接必须尽快推开操作杆,重新激起闪光,保持连续烧化,避免首次加热不均。
钢筋闪光对焊施工作业指导书

钢筋闪光对焊施工作业指导书一、材料及主要机具:1、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2、主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。
二、一般要求1、焊工必须经过培训考试合格后方可持上岗,在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式进行焊接施工。
2、钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
3、带肋钢筋进行闪光对焊时,宜将纵肋对纵肋安放和焊接。
4、在环境温度低于-5℃条件下施焊时,宜采用预热闪光焊或闪光—预热闪光焊,可增加调伸长度,采用较低变压器级数,增加预热次数和间歇时间。
当环境温度低于-20℃时,不宜进行焊接。
5、雨天、雪天不宜在现场进行施焊,必须施焊时,应采取有效遮蔽措施。
焊后未冷却接头不得碰到冰雪。
在现场进行闪光对焊,当风速超过7.9m/s时,应采取挡风措施。
6、应随时观察电源电压的波动情况,当电源电压下降大于5%,小于8%时,应采取提高焊接变压器级数的措施;当大于或等于8%时,不得进行焊接。
7、焊机应经常维护保养和定期检修,确保正常使用。
三、对焊工艺㈠工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→试件送试→确定焊接参数→工程钢筋焊接→质量检验→现场按规范取试件试验。
㈡工艺方法:可以分为连续闪光焊、预热闪光焊和闪光—预热—闪光焊等三种工艺,根据钢筋品种、直径和所用焊机功率等选用。
1、连续闪光焊⑴工艺过程:闭合电路→闪光(两钢筋端面轻微接触)→连续闪光加热到将近熔点(两钢筋端面徐徐移动接触)→带电顶锻→无电顶锻⑵其操作方法为:①先闭合一次电路,使两钢筋端面轻微接触,促使钢筋间隙中产生闪光,接着徐徐移动钢筋,使两钢筋端面仍保持轻微接触,形成连续闪光过程。
钢筋闪光焊接作业指导书

钢筋闪光焊接作业指导书1 钢筋闪光对焊工艺之定义和作业指导书适用范围及钢筋闪光对焊工艺应用范围1.1钢筋闪光焊定义钢筋闪光对焊是将两钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法。
1.2 作业指导书适用范围及钢筋闪光对焊工艺应用范围本作业指导书适用于工业与民用建(构)筑物钢筋混凝土工程中HPB235、HRB335、HRB400、RRB400、HRB500和Q235牌号的钢筋纵向水平连接闪光对焊。
各牌号钢筋的直径应用范围见表1。
钢筋焊接方法的适用范围表1注:本表摘自《钢筋焊接及验收规程》JGJ18—2003(J253—2003)表4.1.1。
2 施工准备2.1技术准备2.1.1熟悉钢筋焊接规范及焊工操作规程2.1.2技术交底:由有关技术人员对焊工进行技术交底,交底内容应包括对焊的材料、施工方法、焊接接头位置、数量,以及质量标准及安全措施等。
2.1.3技术资料:在对焊过程中应注意收集资料,并应做到正式焊接前必须有工艺试验报告,正式焊接后必须有焊接成品检验试验报告,钢材必须有合格证和进场复验报告,合格后方可对焊,焊接试验报告应交技术部门保管。
2.2机械设备常用的对焊机有UN l—75、UN1—100,UN2—150、UN17—150—1,其中前两种为人力操纵,后两种为机械动力操纵。
对焊机的技术参数见表2.常用对焊机的技术参数表22.3材料准备各种规格牌号的钢筋必须有出厂合格证(或质量证明书)及现场复验报告,对进口钢筋必须增加化学性能检验,符合要求后方能使用。
国产钢筋在使用过程中如发现机械性能异常或焊接性能异常等情况也应进行化学性能复验,以便找出机械性能不良和焊接性能不良的原因,采取相应技术措施。
2.4作业条件2.4.1 设备在操作前已安装或检修完毕,能保证正常运转,施焊场地和焊机接零保护、漏电保护…等均符合安全操作规程规定。
对焊机两侧的放料操作台已安放平整牢固。
桥梁工程之钢筋闪光对焊施工 作业指导书-模版

××铁路×标段桥涵工程
编号:XXXX-XX
钢筋闪光对焊施工
作业指导书
单位:
编制:
审核:
批准:
XXXX 年XX 月XX 日发布XXXX 年XX 月XX 日实施
钢筋闪光对焊施工作业指导书
1、编制目的
本作业指导书适用于热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热
闪光焊。
2、作业准备
2.1、材料准备
a、钢筋:采购的钢筋必须有生产厂家的出厂合格证和复试检验报告,其性能符合有关标准和规范要求。
b、电源:380V±5%交流电
2.2、施工机具
a、对焊机——焊机的型号有U N1-100、UN1-150。
b 、工具:活动板手32 ㎜以下一套,3m 和50m 钢卷尺各一把,卡尺一
把。
2.3、劳动力准备对焊机操作工:经过培训,考试合格,持证一岗。
钢
筋制作工:经过三级安全教育,对本钢筋工程熟练操作的技术工人。
3、技术要求
3.1 工作棚:要宽畅,光线充足,一般跨度≮9m。
3.2 熟悉图纸,按图纸要求制作钢筋。
3.3 对焊机在操作前先检查好,保证正常运转,并符合安全规定。
3.4 钢筋端面要平口、清洁、无油污杂质。
3.5 对焊机的容量、电压要符合要求。
4、施工工艺流程
钢筋对焊的施工工艺流程见图4.0 钢筋闪光对焊流程图。
图4.0 钢筋闪光对焊流程图。
钢筋闪光焊作业指导书(二篇)
钢筋闪光焊作业指导书本工艺标准适用于工业与民用建(构)筑物中的钢筋混凝土工程的Ⅰ、Ⅱ、Ⅲ、Ⅳ级钢筋纵向水平连接的闪光对焊。
一、施工准备1.机械设备常用的对焊机有UN1____25、UN1____75、UN1____1、UN1____150、UN17____150____1.2.材料各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,对于进口钢筋须增加化学性能检验,符合要求后方能使用。
3.作业条件⑴设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。
⑵钢筋焊口要平口、清洁、无油污杂质等。
对焊机容量、电压要符合要求。
二、操作工艺1.对焊工艺根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光一预热一闪光焊。
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。
⑴连续闪光焊:工艺过程包括连续闪光和顶锻过程。
施焊时,先闭合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。
形成连续闪光。
当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻,再灭电顶锻到一定长度,焊接接头即告完成。
⑵预热闪光焊:工艺过程包括一次闪光、预热、二次闪光及顶段等过程。
一次闪光是将钢筋端面闪平。
预法方法有连接闪光预热和电阻预热两种。
连续闪光预热是使两钢筋面交替地轻微接触和分开,发出断续闪光来实现预热。
电阻预热是在两钢筋端面一直紧密接触用脉交战电流或交替紧密接触与分开,产生电阻热(不闪光)来实现预热,此法所需功率较大。
二次闪与预锻过程同连续闪光焊。
⑶闪光一预热一闪光焊:是在预热闪光焊前加一次闪光过程。
工艺过程包括一次闪光、预热、二次闪光及顶锻等过程,施焊时首先连续闪光,使钢筋端部闪平,然后同预热闪光焊。
焊接钢筋直径较粗时,宜用此法。
⑷焊后通电热处理:方法是焊毕松开夹具,放大钳口距,再夹紧钢筋;接头降温至暗黑后,即采取低频脉冲式通电加热;当加热至钢筋表面呈暗红色或桔红色时,通电结束;松开夹具,待钢筋冷后取下钢筋。
钢筋闪光对焊作业指导书
钢筋闪光对焊作业指导书X/XX XX 04-2002 钢筋闪光对焊作业指导书编制人编制单位审核人批准人实施日期1、目的保证施工工艺在受控状态下,符合规定的要求运行。
2、适用范围适用于施工现场钢筋闪光对焊操作工艺。
3、职责3.1技术科为归口管理部门。
3.2质安科负责具体管理、监督工作。
3.3项目部负责具体实施。
4、工作程序4.1基本工作要求。
4.1.1对焊操作人员必须持有合格证。
4.1.2在钢筋焊接生产中,应按照国家规范中的规定,进行焊前检验(接头的各项性能试验和质量检验)。
4.1.3钢筋焊接应根据对焊钢筋的品种、直径,并按《钢筋焊接及验收规程》选择闪光焊接工艺。
4.1.4每台对焊机须配备单独的电流表和电压表,掌握电压的波动,若电压下降大于5%,小于8%时,变压器级数应适当提高,电压下降大于或等于8%时,应立即停止焊接。
4.1.5连接闪光对弧焊所能焊接的钢筋上限直径应根据焊机容量、钢筋级别等具体情况而定,应符合下表规定:焊机容量(KV.A)钢筋级别钢筋直径(mm)160 I级II级III级25 22 20100I级II级III级20181680I级II级III级1614124.1.6钢筋对焊前如发现钢筋端头弯曲,则必须调直或切除,必须清除钢筋端头约150mm范围内的铁锈、污泥等。
4.1.7接通电源,开放对焊机的冷却水,有组织地排水。
4.1.8对焊钢筋放入对焊机钳口内,钢筋中心线要对准,放置位置符合选定的对焊参数,并夹紧电板使之接触良好。
4.1.9通电完毕,应待接头处由白色变为黑红色才能松开夹具,将钢筋平稳地从夹具中取出,放在地坪的搁支点上,焊接接头处严禁遇水及急剧冷却。
4.2闪光对焊施工工艺。
4.2.1根据钢筋品种、直径和所用对焊机功率大小,可选用连续闪光焊、预热闪光焊、闪光—预热—闪光等对焊工艺。
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。
(1)连续闪光焊工艺过程包括:连续闪光和顶锻。
钢筋闪光焊作业指导书
钢筋闪光焊作业指导书本教程主要介绍钢筋闪光焊的相关知识及操作步骤,旨在帮助用户正确使用钢筋闪光焊设备进行钢筋焊接作业。
一、钢筋闪光焊概述钢筋闪光焊是一种高能量密度的钢筋焊接方法,适用于大规模钢筋结构的构造。
它采用闪光弧作为热源,将两根钢筋在一起熔接,焊缝牢固,焊接强度高,适用于钢筋直径为10mm以上的钢筋焊接。
二、钢筋闪光焊设备使用钢筋闪光焊前,需要准备一台钢筋闪光焊设备,包括:•闪光焊机:主要用于产生高强度的热能,将两根钢筋熔接在一起。
•接地线:连接钢筋闪光焊机与工件,使得焊接电流通路完整。
•闪光枪:用于聚焦和产生电弧,将钢筋加热至熔点并熔接。
•闪光镜:用于观察钢筋焊接情况,调节焊接位置和角度。
三、钢筋闪光焊操作步骤1.准备工作在进行钢筋闪光焊之前,需要进行以下准备工作:•清洁工作台、闪光枪和闪光镜,保持干净卫生。
•将闪光焊机正确地接通电源,检查接地线是否牢固接地。
•检查闪光枪的电极是否损坏或过长,如有问题应及时更换。
•检查工件的表面是否干净,并将工件放置在工作台上。
2.焊接设置•根据钢筋的直径和需求设置适当的电流和时间。
•调整闪光枪和闪光镜的位置和角度,使其对准焊接位置并保持焊接距离不变。
3.焊接操作•按下闪光枪上的触发开关,使电极产生电弧。
•移动闪光枪以将焊接位置置于闪光焊机的电源区域内。
•控制焊接时间,直至钢筋的两端开始熔化。
在此期间,保持焊接距离和角度不变并密切关注火花量。
•停止电极引弧,保持工件在熔化区域内直至冷却完成。
四、安全注意事项在进行钢筋闪光焊作业时,需要注意以下安全事项:•禁止将手伸入焊接区域,避免烫伤和电击等安全事件。
•禁止在工作时穿戴金属饰品,防止发生危险。
•使用合适的防护设备,如手套、护目镜和面罩等。
•定期检查闪光焊设备及工件,确保设备和工件的完整性和可靠性。
五、总结钢筋闪光焊是一种高效、易操作、焊接成本低的钢筋焊接方法。
在进行该项焊接作业时,需要熟悉钢筋闪光焊设备和操作步骤,注意安全事项,并进行必要的维护。
钢筋闪光对焊作业指导书1

目录1、适用范围 (1)2编制的依据 (1)3、施工准备 (1)4、施工工艺流程 (1)5、操作工艺要求 (2)6、检验标准 (4)7、主要焊接参数 (4)8、质量控制措施 (5)9、质量管理点 (6)10、质量通病防治措施 (6)11、产品防护措施 (7)12、主要安全措施 (7)1、适用范围本作业指导书为通用本,作为钢筋闪光对焊焊接操作和检验的依据,适用于我公司承建的所有工程项目。
2、编制的依据本作业指导书的编制依据是:《钢筋焊接及验收规程》(JGJ18-2003)《钢筋混凝土用热轧带肋钢筋》(GB1499-98)《钢筋混凝土用热轧光圆钢筋》(GB1499-98)《建筑机械使用安全技术规程》(JGJ32-2001)3、施工准备3.1材料准备a、钢筋:采购的钢筋必须有生产厂家的出厂合格证和复试检验报告,其性能符合有关标准和规范要求。
b、电源:380V±5%交流电3.2、施工机具a、对焊机——焊机的型号有UN1-100、UN1-150。
b 、工具:活动板手32㎜以下一套,3m和50m钢卷尺各一把,卡尺一把。
3.3劳动力准备对焊机操作工:经过培训,考试合格,持证一岗。
钢筋制作工:经过三级安全教育,对本钢筋工程熟练操作的技术工人。
3.4作业条件工作棚:要宽畅,光线充足,一般跨度≮9m。
熟悉图纸,按图纸要求制作钢筋。
对焊机在操作前先检查好,保证正常运转,并符合安全规定。
钢筋端面要平口、清洁、无油污杂质。
对焊机的容量、电压要符合要求。
4、施工工艺流程钢筋对焊的施工工艺流程如下图钢筋闪光对焊流程图5、操作工艺要求5.1钢筋制作钢筋级别、规格符合设计要求。
5.2连续闪光对焊所焊接的钢筋上限直径,应根据焊机容量、钢筋级别等具体情况而定,并应符合下表要求:连续闪光对焊钢筋上限直径5.3连续闪光对焊(一次闪光对焊):工艺过程包括连续闪光焊和顶锻过程。
施焊时,先闭合一次电路,使两钢筋端面轻微接触,开始闪光,接着徐徐移动钢筋,使两端保持轻微接触,形成连续闪光。
闪光对焊钢筋连接作业指导书
闪光对焊钢筋连接作业指导书1、连续闪光焊适用于钢筋直径较小,钢筋级别较低的条件,所能焊接的钢筋上限直径根据焊机容量、钢筋级别等具体情况而定,应符合表1的规定。
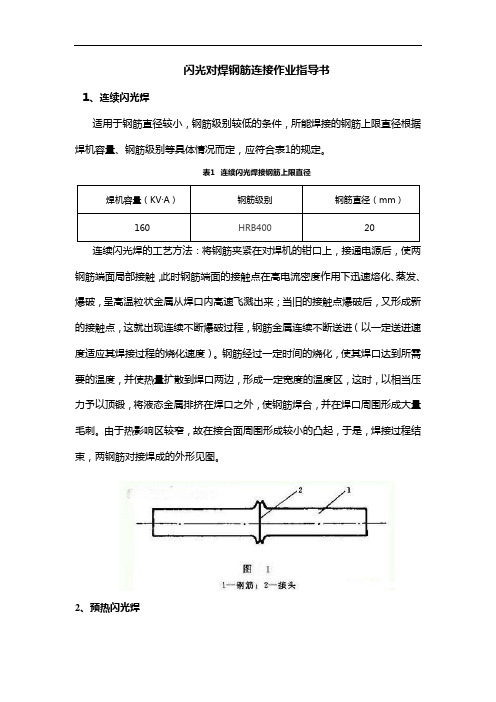
表1连续闪光焊接钢筋上限直径钢筋端面局部接触,此时钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金属从焊口内高速飞溅出来;当旧的接触点爆破后,又形成新的接触点,这就出现连续不断爆破过程,钢筋金属连续不断送进(以一定送进速度适应其焊接过程的烧化速度)。
钢筋经过一定时间的烧化,使其焊口达到所需要的温度,并使热量扩散到焊口两边,形成一定宽度的温度区,这时,以相当压力予以顶锻,将液态金属排挤在焊口之外,使钢筋焊合,并在焊口周围形成大量毛刺。
由于热影响区较窄,故在接合面周围形成较小的凸起,于是,焊接过程结束,两钢筋对接焊成的外形见图。
2、预热闪光焊在钢筋直径或级别超出表1的规定时,如果钢筋端面较平整,则宜采用预热闪光焊。
预热闪光焊的工艺方法:在进行连续闪光焊之前,对钢筋增加预热过程。
将钢筋夹紧在对焊机的钳口上,接通电源后,开始以较小的压力使钢筋端面接触,然后又离开,这样不断地离开又接触,每接触一次,由于接触电阻及钢筋内部电阻使焊接区加热,拉开时产生瞬时的闪光。
经上述反复多次,接头温度逐渐升高,实现了预热过程。
预热后接着进行闪光与顶锻,这两个过程与连续闪光焊一样。
采用UN-150型对焊机进行大直径钢筋焊接时,宜首先采取锯割或气割方式对钢筋端面进行平整处理;然后采用预热闪光焊工艺,并应符合下列要求:闪光过程应强烈、稳定;顶锻凸块应垫高;应准确调整并严格控制各过程的起点和止点。
3、闪光-预热闪光焊适用于钢筋端面不平整的情况。
闪光-预热闪光焊是在预热闪光之前再增加闪光过程,使不平整的钢筋端面“闪”成较平整的。
4、常用焊机本项目采用UN-150型对焊机,对焊机由机架、导向机构、动夹具、固定夹具、送进机构、夹紧机构、支座(顶座)、变压器、控制系统等几部分组成,见图2示意图。
钢筋闪光对焊施工作业指导书

钢筋闪光对焊施工作业指导书一、材料及主要机具:1、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2、主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。
二、一般要求1、焊工必须经过培训考试合格后方可持上岗,在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式进行焊接施工。
2、钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
3、带肋钢筋进行闪光对焊时,宜将纵肋对纵肋安放和焊接。
4、在环境温度低于-5 C条件下施焊时,宜采用预热闪光焊或闪光一预热闪光焊,可增加调伸长度,采用较低变压器级数,增加预热次数和间歇时间。
当环境温度低于-20 C时,不宜进行焊接。
5、雨天、雪天不宜在现场进行施焊,必须施焊时,应采取有效遮蔽措施。
焊后未冷却接头不得碰到冰雪。
在现场进行闪光对焊,当风速超过7.9m/s 时,应采取挡风措施。
6、应随时观察电源电压的波动情况,当电源电压下降大于5%,小于8%时,应采取提高焊接变压器级数的措施;当大于或等于8%时,不得进行焊接。
7、焊机应经常维护保养和定期检修,确保正常使用。
三、对焊工艺㈠工艺流程:检查设备一选择焊接工艺及参数一试焊、作模拟试件一试件送试一确定焊接参数一工程钢筋焊接—质量检验—现场按规范取试件试验。
㈡工艺方法:可以分为连续闪光焊、预热闪光焊和闪光—预热—闪光焊等三种工艺,根据钢筋品种、直径和所用焊机功率等选用。
1、连续闪光焊⑴工艺过程:闭合电路一闪光(两钢筋端面轻微接触)一连续闪光加热到将近熔点(两钢筋端面徐徐移动接触)T带电顶锻—无电顶锻⑵其操作方法为:①先闭合一次电路,使两钢筋端面轻微接触,促使钢筋间隙中产生闪光,接着徐徐移动钢筋,使两钢筋端面仍保持轻微接触,形成连续闪光过程。
闪光对焊作业指导书
闪光对焊作业指导书二○一三年十二月二十六日闪光对焊作业指导书1.目的:闪光对焊施工是质量计划确定的特殊过程,闪光对焊对主体结构质量具有特殊作用。
为确保闪光对焊质量,制定本作业指导书。
2.适用范围:框架结构梁板钢筋直径φ14-φ28,HPB235、HRB335及HRB400,Ⅰ-Ⅲ级钢筋的接头焊接。
3.施工准备3.1 选用UN1-100型焊机,其技术性能、产品质量符合施工要求。
设备就位调试后,应进行鉴定,达到技术要求后,允许使用。
3.2 各种规格钢筋级别必须有出厂合格证,力学检验报告,现场实物验收合格,复试报告符合规范规定。
钢筋焊接端部应平直、无弯折,切割机下料,端面平顺无压伤、锈蚀、油污等。
3.3 作业人员经培训,考试合格,持证上岗。
技术交底,现场模拟试件检验合格后,允许作业。
3.4 作业环境及机械设备完好,符合安全要求。
冷却水、电流电压满足施工要求。
4.职责4.1 设备使用维修保养由焊工负责;设备鉴定管理由主管工长负责;4.2 对焊接头外观自检由施焊人负责,班组质检员复验;4.3 对焊接头抽查由项目部质检员负责;4.4 随机抽样送检由项目部试验员负责。
5.施工工艺5.1 对焊工艺:根据钢筋品种、直径及所用焊机功率大小分别选用连续闪光焊,预热闪光焊及闪光预热闪光焊。
当钢筋直径φ14-φ18采用连续闪光焊;φ20-φ22采用预热闪光焊;φ25-φ28采用闪光预热闪光焊。
5.2 调伸长度:钢筋直径φ14为20mm,φ16为20mm,φ18为22mm,φ20为24mm,φ22为26mm,φ25为30mm,φ28为32mm。
5.3 闪光留量:φ14-φ28为10-12 mm,钢筋直径小时取小值,直径大取大值。
5.4 预热留量:钢筋直径φ20-φ22为2 mm,φ25为4mm,φ28为5mm。
5.5 顶锻留量:钢筋直径φ14-φ22为5mm,φ25-φ28为6 mm。
5.6 变压器级数:钢筋直径φ14为Ⅲ级,φ16-φ20为Ⅳ级,φ22-φ25为Ⅴ级,φ28为Ⅵ级。
闪光对焊作业指导书

钢筋闪光对焊作业指导书一、工程概况××铁路工程第×标段管段内的中小桥及涵洞均为钢筋砼结构。
中小桥均为钢筋砼刚构桥,涵洞均为钢筋砼框架涵和矩形涵。
按设计图要求,桥涵工程钢筋焊接均需采用对焊,钢筋规格为Ⅰ级钢筋直径φ16~φ25,Ⅱ级钢筋直径Φ16~Φ20。
二、焊接工艺(一)钢筋的可焊性Ⅰ级钢筋的焊接性能良好,Ⅱ级钢筋的焊接性能较Ⅰ级钢筋为差。
本段桥涵工程钢筋级别均为Ⅰ、Ⅱ级,符合对焊要求。
(二)对焊工艺闪光对焊可以分为连续闪光焊、预热闪光焊和闪光—预热—闪光焊等三种工艺,根据钢筋品种、直径和所用焊机功率等选用。
1、连续闪光焊连续闪光焊焊接工艺过程包括:连续闪光和顶锻过程。
其操作方法为:⑴先闭合一次电路,使两钢筋端面轻微接触,促使钢筋间隙中产生闪光,接着徐徐移动钢筋,使两钢筋端面仍保持轻微接触,形成连续闪光过程。
闪光过程应当稳定强烈,以防焊口金属氧化。
⑵当闪光达到规定程度后(烧平端面,闪掉杂质,热至溶化),即可以适当压力迅速进行顶锻挤压。
顶锻过程应快速有力,以保证焊口闭合良好和使接头处产生适当的锻粗变形。
先带电顶锻,再无电顶锻到一定长度,焊接接头即告完成。
⑶适用条件连续闪光焊所能焊接的最大钢筋直径见下表:4、焊接工艺的选定根据本标段桥涵钢筋的种类及规格,对以上三种焊接工艺进行综合评定后,选用连续闪光焊进行本标段桥涵钢筋焊接。
钢筋焊接在搅拌站钢筋加工场统一进行。
(三)对焊参数1、调伸长度调伸长度是指焊接前,两钢筋端部从电极钳口伸出的长度。
调伸长度的选择与钢筋品种和直径有关,应使接头区域获得均匀加热,并使钢筋顶锻时不发生旁弯。
调伸长度取值:Ⅰ级钢筋为0.75~1.25d,Ⅱ级钢筋为 1.0~1.5d(d 为钢筋直径);直径小的钢筋宜取较大的系数值。
2、闪光流量与闪光速度闪光流量是指在闪光过程中,闪出金属所消耗的钢筋长度。
闪光流量的选择,应使闪光结束时,钢筋端部都能均匀加热,并达到足够的温度。
闪光对焊作业指导书
本工程为xxx建筑工程,其中xxx、xxx等工程将用到Ф16、Ф18、Ф20等规格的闪光对焊接头钢筋,该对焊作业由加工队具体负责施工操作,队长、质检员各1名,其质检员负责全面生产的质量及安全工作。
为保证闪光对焊接头作业质量,特编制本作业指导书。
一、概述闪光对焊是利用对焊机使两端钢筋接触,通过低电压的强电流,待钢筋被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
二、焊接设备采用UNI—150型手动对焊机。
三、焊接工艺在钢筋闪光对焊生产中,钢筋多数采用钢筋切断机断料,端部有压伤痕迹,端面不够平整,宜采用闪光—预热—闪光焊。
闪光—预热—闪光焊就是在预热闪光焊之前预加闪光阶段,其目的就是把钢筋端部的压伤部分烧去,使整个断面比较平整。
在整个断面上加热比较均匀,这样有利于提高和保证焊接接头的质量,且宜于焊接较大直径的钢筋,其操作要领可概括为以下几句话:一次闪光、预热充分、频率适当,二次闪光、短、稳、强烈,顶锻过程、快而有力。
一次闪光是为了将钢筋端头烧压平整,并为预热加温均匀创造条件,其操作要领是:手要轻,送料速度要先慢后快,随焊件温度的提高逐渐达到中速,争取闪光连续,如遇钢筋接头闭接,必须尽快推开操作杆,重新激起闪光保持连续锻压避免首次加热不匀。
二次闪光的作用是排除焊口内的夹杂物,并将过热金属闪去,端部保持有一定长度的热影响区和足够热量,并须保持连续稳定不可中断,故烧压速度不可过慢,也不可过于猛烈,烧压速度的判断方法是声音要连续清晰,无强烈的噼啪声音,火花细而均匀并喷射速度较快而连续。
顶锻是闪光对焊的最后一个步骤,顶锻过程要快而有力,使钢筋两端半熔化和部分过热金属被挤出,钢筋真正被连接成整体。
四、闪光对焊的主要参数为了获得良好的对焊接头,除了掌握钢材的焊接性能和焊接工艺外,还必须选择恰当的焊接工艺参数(在某一种型号对焊机上,对焊某一规格品种的钢筋时,有许多技术条件制约),工艺规格的参数包括调伸长度、闪光留量、闪光速度、预热留量、顶锻压力、顶锻速度、焊接变压器级数等。
QW06钢筋闪光对焊作业指导书

重要工序作业指导书文件编号:QW06 版次:B/0 1/3钢筋闪光对焊作业指导书1、主要内容:本作业指导书规定了钢筋的对焊工艺、焊接参数选择及质量要求等。
2、引用标准:《钢筋焊接及验收规程》(JGJ18-2003),《混凝土结构工程施工及验收标准》(GB50204—2002)。
3、、技术术语:ф表示一级钢。
Ф表示二级钢,d表示钢筋直径。
4、闪光对焊工艺:4.1闪光对焊分为连续闪光焊工艺、预热闪光焊和闪光—预热—闪光焊三种,具体对焊工艺方法如下:4.1.1连续闪光焊:将工件夹紧在钳口上,接通电源后,使工件逐渐移近,端面局部接触;工件端面的接触点在高压电流的作用下迅速熔化,蒸发、爆破,呈高温粒状金属从焊孔内高速飞溅出来,当旧的接触点爆破后形成新的接触点,这就形成一个连续不断的爆破过程,并伴随着工件金属的烧损,因而称之为烧化或闪光过程。
为了保证连续不断的闪光,随着金属的烧损,工件需要连续不断的送近,既以一定的送进速度来适应焊接过程的熔化速度。
工件经过一定时间的烧化,使其焊口达到一定的温度,并使热量扩散到焊口两边,形成一个具有一定宽度的温度区,然后在撞击式的顶锻压力作用下液态金属排挤在焊口之外,使工件焊合在一起,并在焊口周围形成大量的毛刺;由于热影响区较窄,故在结合面周围形成较小的突起,钢筋最大直径为:Ⅰ级钢Ф20,Ⅱ级钢Φ18,Ⅲ级钢Φ16。
4.1.2预热闪光焊;在连续闪光焊前,附加预热阶段,即将夹紧的两个工件,在电源闭合后开始以较小的压力接触,然后又离开,这样不断的接触又离开,每接触一次,由于接触电阻及工件内部电阻使焊接区加热,拉开时产生瞬时闪光,经上述反复多次,接头温度逐渐升高,形成预热阶段,焊件达到预热温度后,进入闪光阶段,随后以顶锻而结束。
钢筋直径较粗时,宜采用预热闪光焊。
4.1.3闪光—预热—闪光焊:钢筋闪光对焊作业指导书文件编号:QW06 版次:B/0 2/3在钢筋闪光对焊中,钢筋多数是用段料机断料,断部容易出现压伤痕迹,个别呈马蹄状,有时原料端或不够平整,这时宜采用闪光-预热-闪光焊,此方法就是在预热闪光之前预加闪光阶段,其目的就是把钢筋端部压伤部分除去,使其端部达到比较平整,使整个断面上加热温度比较均匀。
钢筋闪光对焊焊接工艺作业指导书

中国水电十一局新世纪大厦工程钢筋焊接作业指导书钢筋闪光对焊焊接是运用闪光对焊机使两段钢筋接触,通以低电压旳强电流,把电能转化为热能,当钢筋加热到一定程度后,立即施加轴向压力挤压(称为顶锻),使形成对焊接头。
本工艺具有改善构造受力性能,减轻劳动强度,提高工效和质量,施工迅速,节省钢材,减少成本等长处。
为了保证本工程钢筋焊接质量,对旳指导过程施工,制定本作业指导书。
一、材料规定钢筋用Ⅰ、Ⅱ级多种规格钢筋,具有出厂合格证,进场后经物理性能检查符合有关原则和规范旳规定。
二、重要机具设备根据钢筋直径和需用功率,本工程选用UN I-100型号旳闪光对焊机。
三、作业条件1 对焊机检修完好,对焊机容量、电压、符合规定并符合安全规定。
2.电源已具,电流、电压符合对焊规定。
3.钢筋焊部位经清理、考核,可持证上岗。
四、施工操作工艺根据钢筋品种、直径和所用对焊机功率大小,对焊直径18mm如下旳钢筋选用持续闪光焊,对焊直径20mm 以上旳钢筋选用预热闪光对焊工艺。
1.1持续闪光焊工艺过程包括:持续闪光和顶锻。
施焊后,先闪合一次电路,使两钢筋端面轻微接触,促使钢筋间中产生闪光,接着渐渐移动钢筋,使两钢筋端面仍保持轻微接触,形成持续闪光过程。
当闪光到达规定程度后(烧平端面,闪掉杂质,热到熔化),即以合适压力迅速进行顶锻挤压,焊接接头即告完毕。
1.2预热闪光焊工艺过程包括:一次闪光预热;二次闪光、顶锻。
施焊时,先一次闪光,将钢筋端面闪平,然后预热,措施是使两钢筋端面交替地轻微接触和分开,使期间隙发生断续闪光来实现预热或使两钢筋端面一直紧密接触,用脉冲电流或交替紧密接触与分开,产生电阻热(不闪光)来现实预热。
二次闪光与顶锻过程同持续闪光。
2. 为保证质量,应选用恰当旳焊接参数,包括:闪光留量、闪光速度、顶锻留量、顶锻速度、顶锻压力、调伸长度及变压器级次等,如采用预热闪光焊还需增长预热留量。
常用Ⅰ、Ⅱ、Ⅲ、Ⅳ级钢筋持续闪光对焊参数7-8和7-9。
闪光对焊施工方案

钢筋闪光对焊施工作业指导书一、图纸交底1、剪力墙暗柱纵向钢筋采用电渣压力焊连接。
2、框架柱的纵向钢筋采用等强机械连接。
3、框架主梁纵筋直径≥25mm时采用等强机械连接。
以上除绑扎接头外,其余接头采用闪光对焊。
二、施工准备1、材料及重要机具。
1)钢筋:钢筋的级别、直径必须符合设计规定,有出厂证明书及复试报告单。
2)重要机具:UN1-100对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、水桶、钢丝刷等。
2、作业条件1)、焊工陈序颖和胡四飞必须持有中华人民共和国特种作业操作证。
2)、对焊机及配套装置、冷却水等应符合规定。
3)、电源应符合规定,当电源电压下降大于5%,小于8%时,应采用适当提高焊接变压器级数的措施;大于8%时,不得进行焊接。
三、操作工艺1、工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→送试→拟定焊接参数→焊接→质量检查1)、连续闪光对焊工艺过程:闭合电路→闪光(两钢筋端面轻微接触)→连续闪光加热到将近熔点(两钢筋端面渐渐移动接触)→带电顶锻→无电顶锻2)、预热闪光对焊工艺过程闭合电路→断续闪光预热(两钢筋端面交替接触和分开)→连续闪光加热到将近熔点(两钢筋端面渐渐移动接触)→带电顶锻→无电顶锻3)、闪光-预热闪光对焊工艺过程:闭合电路→一次闪光闪平端面(两钢筋端面轻微渐渐接触和分开→二次连续闪光加热到将近熔点(两钢筋端面渐渐移动接触)→带电顶锻→无电顶锻2、焊接工艺方法选择:当钢筋直径较小,钢筋级别较低,可采用连续闪光焊。
采用连续闪光所能焊接的最大钢筋直径应符合下表的规定。
当钢筋直径较大,端面较平整,宜采用预热闪光焊,当端面不够平整,则应采用闪光-预热焊。
连续闪光焊钢筋上限直径3、焊机参数选择︰闪光对焊时,应合理选择调伸长度、烧化留量、顶锻留量以及变压器级数等参数。
4、检查电源、对焊机及对焊平台、地下铺放的绝缘橡胶垫、冷却水等,一切必须处在安全可靠的状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋闪光焊作业指导书示
范文本
In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each
Link To Achieve Risk Control And Planning
某某管理中心
XX年XX月
钢筋闪光焊作业指导书示范文本
使用指引:此管理制度资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
本工艺标准适用于工业与民用建(构)筑物中的钢筋
混凝土工程的Ⅰ、Ⅱ、Ⅲ、Ⅳ级钢筋纵向水平连接的闪光
对焊。
一、施工准备
1.机械设备
常用的对焊机有UN1-25、UN1-75、UN1-100、
UN1-150、UN17-150-1。
2.材料
各种规格钢筋级别必须有出厂合格证,进场后经物理
性能检验,对于进口钢筋须增加化学性能检验,符合要求
后方能使用。
3.作业条件
⑴设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。
⑵钢筋焊口要平口、清洁、无油污杂质等。
对焊机容量、电压要符合要求。
二、操作工艺
1.对焊工艺
根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光一预热一闪光焊。
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。
⑴连续闪光焊:工艺过程包括连续闪光和顶锻过程。
施焊时,先闭合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒一闪光,接
着徐徐移动钢筋使两端面仍保持轻微接触。
形成连续闪光。
当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻,再灭电顶锻到一定长度,焊接接头即告完成。
⑵预热闪光焊:工艺过程包括一次闪光、预热、二次闪光及顶段等过程。
一次闪光是将钢筋端面闪平。
预法方法有连接闪光预热和电阻预热两种。
连续闪光预热是使两钢筋面交替地轻微接触和分开,发出断续闪光来实现预热。
电阻预热是在两钢筋端面一直紧密接触用脉交战电流或交替紧密接触与分开,产生电阻热(不闪光)来实现预热,此法所需功率较大。
二次闪与预锻过程同连续闪光焊。
⑶闪光一预热一闪光焊:是在预热闪光焊前加一次闪光过程。
工艺过程包括一次闪光、预热、二次闪光及顶锻等过程,施焊时首先连续闪光,使钢筋端部闪平,然后同预热闪光焊。
焊接钢筋直径较粗时,宜用此法。
⑷焊后通电热处理:方法是焊毕松开夹具,放大钳口距,再夹紧钢筋;接头降温至暗黑后,即采取低频脉冲式通电加热;当加热至钢筋表面呈暗红色或桔红色时,通电结束;松开夹具,待钢筋冷后取下钢筋。
⑸钢筋闪光对焊工艺过程图解。
1)对焊参数,根据焊接电流和时间不同,分为强参数(即大电流和短时间)和弱参数(即电流较小和时间较长)两种。
2)采用强参数可减少接头过热并提高焊接效率,但易产生淬硬。
2.闪光对焊参数
为了获得良好的对焊接头,应合理选择对焊参数。
焊接参数包括:调伸长度、闪光留量、闪光速度、顶锻留量、顶锻速度、顶锻压力及变压级次。
采用预热闪光焊时,还要有预热留量与预热频率等参数。
对焊操作要求:
⑴Ⅱ、Ⅲ级钢筋对焊
Ⅱ、Ⅲ级钢筋的可焊性较好,焊接参数的适应性较宽,只要保证焊缝质量,拉弯时断裂在热影响区就较小。
因而,其操作关键是掌握合适的顶锻。
采用预热闪光焊时,其操作要点为:
一次闪光,闪平为准;预热充分,频率要高;
二次闪光,短、稳、强烈;顶锻过程,快速有力。
⑵Ⅳ级钢筋对焊
在Ⅳ级钢筋中,由于碳、锰、硅等含量高,焊接性能较差,焊后容易产生淬硬、脆裂、降低接头塑性性能。
关键在于掌握适当的温度,焊接参数应根据温度适当
调整。
Ⅳ级钢筋采用预热闪光时温度应控制为:预热温度约为1450℃,顶锻前温度为1350°C,焊后温度约1050~1100°C,预热频率宜用中低2~4次/s。
预热是控制温度的关键,故需要注意预热频率,接触轻重和接触长短之间的配合,二次闪光留量应增大。
顶锻应视温度高低操作适当,快且用力。
其操作要点如下:
一次闪光,闪去压伤;预热适中,频率中低;
二次闪光,稳而灵活;顶锻过程,快而用力得当。
对焊注意事项
⑴对焊前应清除钢筋端头约150mm范围的铁锈污泥等,防止夹具和钢筋间接触不良而引起“打火”。
钢筋端头有弯曲应予调直及切除。
⑵当调换焊工或更换焊接钢筋的规格和品种时,应先
制作对焊试件(不小于2个)进行冷弯试验,合格后,方能成批焊接。
⑶焊接参数应根据钢种特性、气温高低、电压、焊机性能等情况由操作焊工自行修正。
⑷焊接完成,应保持接头红色变为黑色才能松开夹具,平稳地取出钢筋,以免引起接头弯曲。
当焊接后张预应力钢筋时,焊后趁热将焊缝毛刺打掉,利于钢筋穿入孔道。
⑸不同直径钢筋对焊,其两截面之比不宜大于1.5倍。
⑹焊接扬地应有防风防雨措施。
三、质量标准
钢筋对焊完毕,应对全部接头进行外观检查,以及机械性能试验。
其检验项目、程序、方法按“JGJ18-96”规范中第四章、第三节规定进行。
1.保证项目
⑴对焊所用钢筋的材质性能和工艺方法必须符合质量检验评定标准规定。
⑵对焊钢筋应具有出厂合格证和试验报告。
⑶钢筋焊接时所选用对焊机性能要符合焊接工艺要求。
2.基本项目
⑴钢筋对焊完毕,应对全部焊接进行外观检查,其要求是:
a.对焊接头,接头处弯折环大于4°;
b接头具有适当的镦粗和均匀的金属毛刺。
c钢筋横向没有裂缝和烧伤;
d接头轴线位移不大于0.1d,且不大于2mm。
⑵机械性能试验、检查方法
1)按同类型(钢种直径相同)分批,每100个为一
批,每批取6个试件,3个作抗拉试件、3个作冷弯试验。
三个试件抗拉强度值不得低于该级别钢筋的抗拉强度。
冷弯试验(包括正弯和反弯试验)弯曲时接头位置应处于弯曲中心处,冷弯接规定角度进行,接头处或热影响区外侧横向裂缝宽度不应大于0.15mm才算合格。
钢筋冷弯试验工作可在万能试验机或钢筋弯曲机上进行,钢筋对接接头,冷弯试验指标见表。
2)使用同批材料焊接参数相同,在焊接质量稳定情况下,每批数量扩大至三倍。
四、施工注意事项
1.避免工程质量通病
对焊焊接时出现表面烧伤、接头轴线偏移和弯折,接头结合不良、接头氧化缺陷、接头过烧缺陷、热影响区淬
火脆裂以及接头区域有裂纹等现象。
2.主要安全技术措施
⑴对焊前应清理钢筋与电极表面污泥、铁锈。
使电极接触良好,以免出现“打火”现象。
⑵对焊完毕不要过早松开夹具,连接头处高温时不要抛掷钢筋接头,不准往高温接头上浇水,较长钢筋对接应安置台架上。
⑶对焊机选择参数,包括功率和二次电压应与对焊钢筋时相匹配,电极冷却水的温度,不超过40°C,机身应接地良好。
⑷闪光火花飞贱的方向要有良好的防护安全设施。
3.产品保护
⑴钢筋焊接半成品按规格型号分类堆放整齐,堆放场所应有遮盖,防止日晒雨淋。
⑵转运钢筋对焊半成品不能随意抛掷,以免钢筋变形。
请在此位置输入品牌名/标语/slogan
Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion。