新PLC铸焊机说明书
电动焊接机使用说明书

电动焊接机使用说明书使用说明书1. 产品概述电动焊接机是一种用于金属材料的熔接和连接的设备。
本使用说明书旨在帮助用户正确使用该焊接机,确保操作安全和焊接效果。
2. 安全注意事项在使用电动焊接机之前,请务必阅读并理解以下安全注意事项: - 在操作焊接机时,应佩戴符合相关标准的防护眼镜、耳塞和焊接手套,以确保个人安全。
- 在使用焊接机之前,请确保环境通风良好,远离易燃物品和易爆物。
- 用户不得在未经许可的情况下擅自拆解或更改焊接机的任何部件。
- 在插拔电源时,应确保焊接机已关闭,并避免用湿手触摸电源插头。
3. 产品使用步骤步骤一:准备工作- 将焊接机放置在平稳的工作台面上,确保机器稳定。
- 检查焊接机的电源线是否完好,并将插头插入合适的电源插座。
步骤二:设置焊接参数- 打开焊接机的电源开关,并调整焊接电流和焊接时间等参数,根据实际需要进行调整。
步骤三:准备焊接材料- 清洁并准备好待焊接的金属材料,确保表面清洁,无油污或杂质。
步骤四:进行焊接操作- 将焊接电极与待焊接的金属材料接触,确保良好的接触面。
- 按下焊接按钮或触摸屏,让焊接机开始工作。
- 观察焊接过程,并根据需要调整焊接参数。
4. 常见问题解决方法本部分将介绍一些常见问题及其解决方法,以帮助用户更好地使用电动焊接机。
问题一:焊接效果不理想解决方法:确认焊接参数是否正确设置,如电流、焊接时间等。
同时,检查焊接机电极是否干净,并尝试更换新的焊接电极。
问题二:焊接时出现异常声音或异味解决方法:立即停止焊接,并检查焊接机电路是否受损。
如果焊接机有异常,应立即断开电源并联系售后服务部门。
5. 维护与保养- 每次使用完毕后,应关闭焊接机的电源开关,并拔出电源插头。
- 定期清洁焊接机的表面和内部,以保持其正常工作。
- 如发现焊接机有异常现象或故障,请立即停止使用,并联系售后服务部门进行检修。
6. 保修条款本焊接机享有一年的保修期限,保修期内如出现非人为损坏的质量问题,用户可享受免费维修或更换服务。
新代数控plc讲解

Open CNCPLC發展工具操作手冊by : 新代科技date : 2002/07/09ver : 2.0目錄1.軟體下載與安裝 (5)1-1軟體下載 (5)1-2軟體安裝 (6)2.軟體操作 (7)2-1 按鈕功能區 (8)2-2 指令區 (10)2-3 指令編輯區 (10)2-4 參數輸入欄 (10)2-5 鍵盤操作說明 (11)3.MLC指令元件使用說明 (12)3-1常開接點(Normal Open Contact) (12)3-2常閉接點(Normal Close Contact) (12)3-3連結線(Connector) (12)3-4常開線圈(Normal Open Coil) (12)3-5常閉線圈(Normal Closed Coil) (13)3-6正緣觸發脈衝線圈(Positive Edge Triggered Coil) (13)3-7負緣觸發脈衝線圈(Negative Edge Triggered Coil) (13)3-8保持線圈(Latch Coil) (14)3-9復歸線圈(Unlatch Coil) (14)3-10計數器(Counter) (15)3-11循環計數器(Ring Counter) (16)3-12計數器復歸(Counter Reset) (16)3-13定時器(Timer) (17)3-14 PLC軸控制(PLC Axis) (18)3-15鍵盤掃描 (22)3-16 PLC座標教導系統元件 (24)3-17算數運算指令(Arithmetic Operation) (27)3-18邏輯運算指令(Logic Operation) (28)3-19比較指令(Compare) (29)3-20資料搬移指令(Move) (30)3-21刀庫旋轉指令(Rotate) (30)3-22程式跳躍指令(Jump) (31)3-23副程式呼叫指令(Jump Subroutine) (31)3-24副程式呼叫返回指令(Return) (31)3-25符號標記(Label) (31)3-26程式結束指令(End) (32)3-27快速PLC程式掃描 (32)4.C、S、R參照表 (34)4-1 C Bit(PLC=>CNC)介面說明 (34)4-2 S Bit(CNC=>PLC)介面說明 (47)4-3 S/C Bit相對於標準PC鍵盤掃描碼對照表 (53)4-4 Register Definition (54)4-4-1資源分配表 (54)4-4-2 CNC系統介面區 (54)5.M CODE、S CODE及T CODE (65)5-1 M_code、S_code及T_code功能目的及範例說明: (65)5-2 M_code、S_code及T_code動作流程。
焊锡机操作手册

瑞安市鼎昆自动化科技有限公司
USB操作
即U盘和PLC数据的交换。画面如下:
将U盘先插入到屏后USB口
U盘到PLC:U盘内事先准备好.csv文件,内容按规定格式。按
搜索出U盘
里的csv文件,选定要交换的文件,点击U盘到PLC;
等待数据交换,交换完
成后选择要存入的文件号,按保存即可
PLC到U盘:先选择要导出 的文件号,点 击调用, 然后输入要保 存的csv文 件 名
点必须设定为结束点;点焊点—完整的焊锡动作点,执行设定的预送锡、 送锡、回锡、上抬动作;空移点—只走坐标,不进行焊接动作,不上抬; 复位点—不走设定坐标,直接复位;清洗点——洛铁头清洗动作,走坐 标,送设定锡量,吹设定时间的气。 3、坐标设定,点击要设定坐标的点号,点击一次整行变成蓝色,再点击一 次变黑色,黑色时系统会将当前坐标实时更新设定坐标,可通过调节实际 位置保存当前位置,当位置确定后再点击下前面点号(点成不选定)即可, 当然也可以通过手动输入坐标的方式确定坐标。 4、参数设定,点击相应点的参数设置/查看,就会弹出相应的参数,根据实 际情况设置即可。 5、需要设置的点坐标和参数都确定后,点击保存进行存储,如当前文件号 被保存过会弹出提示,需覆盖点确定即可。
3 / 16
瑞安市鼎昆自动化科技有限公司
系统简介
感谢您购买我们的自动焊锡机, 本机采用先进的 plc 控 制技术,系统使用灵活:可随意选择某点为起始焊点,运行 中可跳点运行。同时系统具有友好的人机界面触摸屏作操作 显示屏,易操作的学习功能,通过触摸屏操作,实现各个点 的位置定位和参数设置。各点的速度、是否送焊锡、送锡速 度,送锡长度、回锡速度、回锡长度、是否预送锡、预送锡 长度等参数可设置。烙铁头是否清洗、多少点后清洗、清洗 时间可设置; 焊锡点、非焊锡点、暂停点、 结束点可设置。 支持矩阵模式, 试运行模式,支持多种功能教导,修改焊接 点参数:焊点删除、焊点添加、 单(多)焊点复制、单(多) 焊点坐标偏移、单(多)焊点矩阵、单(多)焊点参数同时 或单独修改。送锡丝采用步进电机驱动,出锡精确且可灵活 控制。送锡速度、时间、回锡量均可调节。存储焊点容量大: 最大可支持 100 组程序存储,每组最大可存 100 歩的数据信息。
奥特维串焊机操作说明书

CHS150-M1000全自动光伏串焊机产品手册(Vol.2)操作说明书Operator Manual无锡奥特维科技有限公司Wuxi Autowell T echnology Co., Ltd.版本号:2.35发布日期:2014年8月本手册为奥特维公司提供给客户使用的机器随机手册,部分内容涉及奥特维公司技术秘密,未经奥特维公司书面同意,任何人不得向第三方复制或分发本手册的部分或全部内容,如有违反,奥特维公司有权追究其法律责任。
本手册适用对象为设备维护人员、生产操作人员及工艺参数调整人员。
奥特维公司保留对机器升级的权利,实物如有与本手册信息不同之处,恕不另行通知。
如有疑问,请向奥特维公司咨询。
无锡奥特维科技有限公司Wuxi Autowell T echnology Co., Ltd.地址:中国•江苏省无锡市硕放镇裕丰路88号电话:+86 (510) 8181 6658 / 8181 6678传真:+86 (510) 8181 6158网站:目录1 生产准备 (1)1.1 生产准备流程 (1)1.2 开机前检查 (2)1.3 通电及生产准备 (2)2 停机 (5)3 常规操作 (6)3.1 穿焊带 (6)3.2 电池盒上料 (7)3.3 成品串取出 (8)3.4 补充助焊剂 (8)3.5 调整焊带折弯位置 (9)3.6 废片处理 (9)4 操作画面 (11)4.1 概述 (11)4.2 程序启动 (12)4.3 画面布局 (14)4.3.1 画面布局说明 (14)4.3.2 软件版权信息 (15)4.3.3 运行状态栏 (16)4.3.4 提示信息栏 (18)4.4 主画面 (20)4.4.1 主画面–概述 (20)4.4.2 主画面–生产数据 (20)4.4.3 主画面–机器平面视图 (21)4.4.4 主画面–单体设备操作按钮 (22)4.4.5 主画面–各加热区温度 (23)4.4.6 主画面–系统操作按钮 (24)4.5 常规操作画面 (26)4.5.1 焊接电源开关 (26)4.5.2 加热板冷却 (26)4.5.3 焊台预热 (26)4.5.4 输送带连续步进 (27)4.5.5 出料方向选择 (27)4.5.6 电池串延时放下设定 (27)4.5.7 CCD缺陷检测切除/ 恢复 (27)4.5.8 一键空跑切除 (27)4.5.9 NG片停机设定 (28)4.6 手动操作画面 (29)4.6.1 上料区手动操作画面 (29)4.6.2 焊接区手动操作画面 (33)4.6.3 出料区手动操作画面 (37)4.7 回原位画面 (40)4.7.1 常规设备回原位 (40)4.7.2 机器人回原位 (41)4.8 伺服重置画面 (43)4.9 参数设定画面 (44)4.9.1 电池片参数 (45)4.9.2 焊接参数 (46)4.9.3 温度参数 (48)4.9.4 CCD参数 (49)4.9.5 运行速度 (51)4.10 报警信息画面 (52)4.11 设备切除画面 (54)4.12 标定画面 (55)4.12.1 CCD (55)4.12.2 传输带 (55)4.12.3 助焊剂 (55)4.12.4 上料 (56)4.12.5 焊带 (56)4.12.6 焊接 (56)4.12.7 出料 (56)4.12.8 机器人零位 (57)4.13 参数管理画面 (58)4.14 设备信息画面 (59)4.14.1 设备保养 (59)4.14.2 生产曲线 (59)4.14.3 焊接曲线 (60)4.14.4 纠偏曲线 (61)4.14.5 网络状态 (62)4.14.6 机柜温度 (62)4.14.7 气缸动作时间 (63)4.14.8 版本信息 (63)5 机侧按钮 (64)5.1 上料区机侧按钮 (64)5.2 焊接区机侧按钮 (64)5.3 出料区机侧按钮 (65)6 灯柱 (66)7 报警信息列表 (67)第一章 生产准备 Chapter 1 Production Preparation1 生产准备1.1 生产准备流程设备上电后,按如下流程开始自动生产。
全自动焊机客户焊接说明书

全自动焊机使用说明书DMCS全自动多轴控制系统(复杂5轴5联动/复杂4轴4联动焊接专用)用户手册V1.6感谢您选择本公司的产品!本手册对DMCS全自动焊接控制系统的使用做了详细的介绍,包括系统特性、部件操作、编程及加工说明等。
在使用本控制系统及相关的设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件的不断更新,您所收到的产品在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
目录1. 概述 (1)1.1.控制卡规格 (1)1.2. 教导手柄规格 (1)1.3. 屏幕显示说明 (2)1.3.1. 标题栏 (2)1.3.2. 按钮 (2)1.4. 组合快捷键一览表 (3)2示教基础知识 (4)2.1. 功能层次图 (4)2.2. 功能简介 (4)2.2.1. 示教编程功能 (4)2.2.2. 起点校正功能 (5)2.2.3. 阵列功能 (5)2.2.4. 修改加工参数功能 (5)2.2.5. 文件复制功能 (5)2.2.6. 删除文件 (5)2.2.7. 修改文件名功能 (5)3操作说明 (6)3.1. 系统初始化界面 (6)3.2 主界面 (6)3.2.1. 界面显示信息 (7)3.2.2. 启动、暂停、停止加工 (7)3.2.3. 进入示教编辑 (7)3.2.4. 修改当前文件加工参数 (7)3.2.5. 进入系统测试 (7)3.2.6. 复位工作台 (7)3.2.7. 修改硬件参数 (7)3.2.8. 密码说明 (7)3.3. 加工参数界面 (8)3.3.1. 界面显示信息 (8)3.3.2. 参数设置方法 (9)3.3.3. 加工参数含义 (9)3.4. 硬件参数界面 (9)3.4.1. 各硬件参数含义 (13)3.4.2 (15)3.5. 系统测试界面 (15)3.5.1. 工作台测试 (15)3.5.2. I/O 测试 (16)3.6. 示教编辑界面 (16)3.6.1. 屏幕信息显示 (17)3.6.2. 新建文件 (17)3.6.3. 下载文件 (19)3.6.4. 修改文件 (19)3.6.5. 加工参数 (19)3.6.6. 焊枪校正 (20)3.6.7. 设置阵列 (20)3.6.8. 复制文件 (22)3.6.9. 删除文件 (22)3.6.10. 改文件名 (22)3.6.11. 选择文件 (23)3.7. 用户功能配置界面 (23)3.8. 用户授权界面 (23)3.8.1. 屏幕信息显示为 (23)3.9. 产品权限(密码修改) (24)3.9.1. 屏幕信息显示为 (24)3.9.2. 用户密码 (25)3.9.3. 设备厂商密码 (25)3.9.4. 用户密码 (25)3.10. 设备初始化向导 (25)3.10.1. 输入密码后,屏幕信息显示为 (25)3.11. 设备初始化向导 (26)3.11.1. 屏幕信息显示为 (26)3.11.2. 锁定编辑界面的目的 (26)3.12. 默认加工参数界面 (26)3.12.1. 屏幕信息显示为 (26)3.12.2. 要想使新建的文件 (27)3.13. 系统版本界面 (27)3.13.1. 屏幕信息显示为如下,方便查阅系统版本 (27)3.14. 系统高级配置 (27)3.14.1. 支持起弧检测 (28)3.14.2. 支持断弧检测 (28)3.14.3. 支持暂停专用IO (28)3.14.4. 支持循环加工 (28)3.14.5. 支持多圈复位 (29)3.14.6. 急停有复位 (29)3.14.7. 驱动报警IO (29)3.15. 输入IO与启动文件表 (29)3.16. 系统高级修改 (29)3.16.1. 开机画面修改 (30)3.16.2. 系统语言 (30)3.16.3. 导入系统参数到U盘或恢复参数到系统 (30)3.16.4. U盘升级系统软件 (30)4. 编程 (31)4.1. 程序编辑界面 (31)4.2. 编程基础 (31)4.3. 输入坐标 (33)4.4. 起点开焊延时、终点关焊延时、上抬高度 (33)4.5. 单点 (33)4.6. 空移动点 (33)4.7. 直线 (34)4.8. 圆弧 (35)4.9. 工艺点 (36)4.10. 延时 (36)4.11. IO口 (37)4.12. IO输入等待 (37)4.13. 指令阵列 (38)4.14. 出丝和退丝 (39)4.15. 批量修改 (39)4.16. 单步和保存 (40)5系统安装 (41)5.1. 系统尺寸图 (41)5.2. 硬件资源配置 (42)5.3. 示教串口硬件连接 (42)5.4. 输入IO定义 (42)5.5. 限位IO定义 (43)5.6. 输出IO定义 (44)5.7. 电机输出控制 (44)5.7.1. 差分电路接法 (44)5.7.2. 单端电路接法 (45)5.8. IO输出 (45)1. 概述DMCS 系列连续轨迹运动控制器是针对需要高速高精度连续轨迹运动场合自主开发的一类经济型运动控制器。
自动电焊机操作说明书

自动电焊机操作说明书一、安全须知1、本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作业必须接受专业培训后进行。
2、必须熟悉设备的“操作”和“急停”按钮的位置,了解焊机的功能及相关的安全预防措施。
3、操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机操作。
4、操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。
5、不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。
6、本机要有标准的安全接地,操作人员应与大地和工件绝缘。
7、保证焊接回路安全可靠。
8、本机焊接时有强光并伴有烟气出现,烟气有害健康,工作场地应有通风,排气设备。
9、焊接地的飞溅会引起火灾,因此工作场地不能有易燃物品。
10、设备运行时不能对设备加注润滑油和维护。
11、定期检查螺栓连接部位,防止松动,悬空部件下面严禁站人。
12、电气柜、焊接电源等带强电部位,通电工作时,不得违规操作和接触,以防止触电。
13、非具有专业资格的人员不得维修和改动本设备。
14、操作和维修时操作人员需要登高时,务必注意安全。
登高作业时,必须登梯上下,并应检查及固定好梯子,严禁悬空攀爬跳跃,防止跌下摔伤。
二、操作和使用1、根据焊接的材质,厚度,选用焊丝及保护气体来确定焊机的程序,在焊机电源上设定。
2、根据工艺要求,接好混合气体并调整好气体流量。
3、开启空压机开关,使空压机工作。
4、将电器箱上的电源开关合上,电源接通,电源指示灯亮。
5、在操控盒上按对应的按钮,检测龙门架移动,行走台车左右移动,拖板升降、气缸伸缩等,注意限位开关是否正常工作,若发现有任何一路发生卡阻及异常情况,要立即使用急停按钮,切断电源,使所有的接触器都处于断路状态,然后维修,确保人身安全。
6、将操控箱面板上的状态开关至调试位,提升焊枪,跟踪器立柱和拖板至合适位置(以焊枪、跟踪器气缸下放时不碰到焊接工件稍高一些为准),选择好机头移动方向;根据工艺要求,使用速度调节旋钮,调整好机头移动速度,即焊接速度;根据工件位置,选择门架前或后移动,下放焊枪、跟踪器气缸,注意焊枪跟踪器不会碰工件。
数控滚焊机使用说明书(新)要点

设备结构
1:行走驱动机构2:行走导轨3:卸笼支撑4:固定盘模板5:电控柜
6:主筋自动上料系统7:分料支架8:分料系统9:固定旋转驱动机构
10:固定盘11:固定盘导管12:箍筋矫直系统13:箍筋放线架14:液压支撑15:移数
三、设备安装
2)启动控制台A或B上“两盘同时正转”,让分料盘转一定角度(保证第二根主筋与第一根主筋相隔一个分料杆);
3)重复以上操作,直至所有主筋全部均匀分布在分料盘内。
2.穿筋、固定
1)把固定盘导管和移动盘导管分别固定到相应的模板环上,保证导管均匀分布在模板环上;
2)启动控制台A或B上的“两盘同时正转””按钮,把主筋依次穿过固定盘导管,进入移动盘导管,并用螺栓把主筋逐一固定,要保证两盘导管前后一致,使主筋不发生扭转,可通控制台D上的“移动盘前进/后退”或“固定盘前进/后退”按钮过来调整。
◆行走驱动轴与驱动齿轮处的涨紧套螺栓要每班进行检查,发现螺栓松动,应及时紧固。
◆严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业;
◆严禁非操作人员擅自操作设备(如变频器、触摸屏等内置参数擅自修改等),否则极易造成设备损坏或伤害他人安全的事故发生。
请严格按照使用说明进行操作,如因不及时维护、不正确操作引起的设备故障,后果自负。
3、注意事项
◆在钢筋笼的头尾,因箍筋是并在一起缠绕,不宜使用自动焊接机械手;
◆主筋和箍筋生锈处,或主筋和箍筋变形扭曲处容易虚焊,笼子滚完后要手工补焊;
◆笼子滚完后,要启动升降电机1,升起焊接头11,以防卸下笼子时碰撞焊接头;
◆决定焊接质量的三因素是,焊接电流、喂丝速度和焊接时间,使用中正确调节这三个参数是关键;
5.分离移动盘
1)启动控制台A或B上的“两盘同时正转”或“两盘同时反转”按钮,用电动扳手松开移动盘上的固定主筋的螺栓;
全自动串焊机操作指导书

版次 页次
1:搬送部进入 2:溶着部进入 3: 右边焊带供给进入 4:左边焊带供给进入 5:右边焊带投入移栽进入 6左边焊带投入移栽进入,7:焊接溶着部进入 8:电池片供给一部进入 9:电池片供给2部进入 10:位置决定部进入 11助焊剂搬送部进入 12:电池片供给电机 13:搬送电机 14:分离汽缸 15:供给移栽 16:分离气阀 17:搬送移栽 18:投入移栽 19:助焊剂电磁阀 20:预热台 21:LED搬送 22:定位移栽(机械手) 23:检查部 24:搬送移栽 25:焊带放置台 26:焊带投入移栽 27:左热风管 28:左边焊针 29:传送带 30:左冷却 31:左焊接底板,32:右冷却 33:右焊接底板 34:右边焊针 在主界面上 按下手动操作进如手动操作界面,按下1进入 图三操作界面,按下2进入图二
1
图一
2
图二
34
6
7
5
图三
8 9 10
11
图四
12 13 14 1
15 16
1
1
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
更换焊带流程:
1、 将使用完后的铜带轮取下,按hanuac mode(手动模式) 按下EXCHANGE MODE(交换模式 TAB HOLDER OPEN(切换支架开), 然后将相应的规格的铜带安装好,提起张力臂 压带轮打开 将铜带穿过 上导轮 张力臂 压带轮 裁切口 按HOMING(返回) TAB EXCHANGE CYCLE START(切换 循环开始)
puls铝焊机中文说明书

点焊焊机T2200操作手册Q
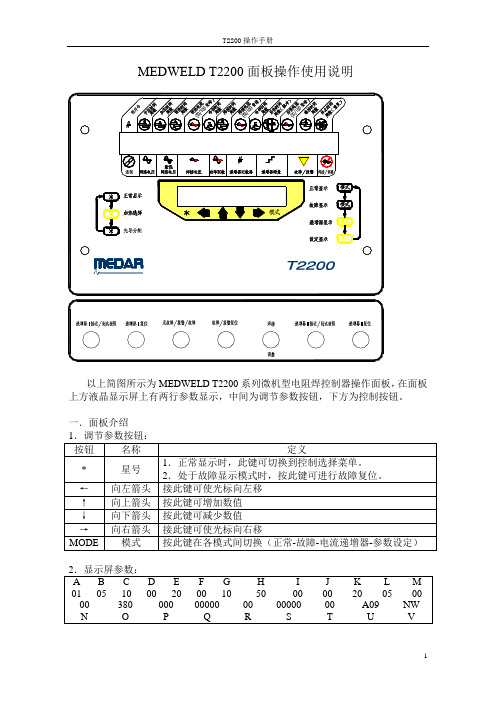
一.面板介绍二.前进显示选项(Advance Display Options)Advance Display Options前进显示可选项。
可以用它来选择你想允许或禁止的屏幕。
用这个选项屏你可选择使用者允许进入和禁止进入那些屏幕。
按2秒钟ANCE DISPLAY OPTIONS(前进显示可选项开始)01 HEAT SELECT: 加热方式选择(ON)接通02 PILOT ASSIGNMENTS/SCH INHIBIT: 先导分配/程序禁止(OFF)断开03 C-FACTOR/CURRENT LIMITS: C系数/电流极限(ON)接通04 ANALOG DISPLAY: 模拟量显示(ON)接通05 STEPPER DISPLAY: 递增器显示(OFF)断开06 SETUP DISPLAY: 设定模式显示(ON)接通07 V ALVE MAPPING DISPLAY: 阀路线设置显示(ON)接通08 IO MAPPING DISPLAY: 输入/输出路线设置显示(ON)接通09 RELOAD FROM DEFAULTS: 从默认重新下载(OFF)断开10 NETWORK ADDRESS: 网络地址00-99END OF ADVANCE DISPLAY OPTIONS前进显示选项结束ON(通)1-45-8项可按三.加热方式显示选择(Heat Select)Heat Select加热选择显示用于设定在选定的顺序中向每项焊接功能提供触发热量PRE-HEAT: (A VC/SLOPE) 预热:(自动电压补偿/斜率上升) WELD:(A VC/ACC/A VC-SEAM/ACC-SEAM) 焊接:(自动电压补偿/自动电流补偿/自动电压补偿缝焊/自动电流补偿缝焊)POST-HEAT:(A VC/SLOPE/IMPULSE) 后热:( 自动电压补偿/斜率下降/ 脉冲)C-LMTS: C系数上下限HI: 上限LO: 下限C-FACT: C系数HI CURR LIMIT: 电流上限LO CURR LIMIT: 电流下限SCH 程序号ANALOG WINDOW 模拟量窗口MAX WAIT最大等待时间ACTUAL V ALUE 实际数值STEP:级数TWC:总焊点计数SWC:本级计数RESET:递增器复位PRGM:递增器编程ADDER:递增器递增量TIP DRESS:电极修磨次数光标移动到RESET()处,按↑↓键为递增器复位STEP COUNT为第一阶梯的设定的焊点数按(设定模式显示)(ALERT/FAULT/NONE) 递增器接近极限(报警/故障/无)02 END OF STEPPER: (FAULT/NONE) 递增器到达极限(故障/无) 03 HIGH CURRENT: (ALERT/FAULT/NONE) 电流上限(报警/故障/无) 04 LOW CURRENT: (ALERT/FAULT/NONE) 电流下限(报警/故障/无) 05 HIGH C-FACTOR LIMIT: (ALERT/FAULT/NONE) C系数上限(报警/故障/无) 06 LOW C-FACTOR LIMIT: (ALERT/FAULT/NONE) C系数下限(报警/故障/无) 07 HALF CYCLE: (ALERT/FAULT/NONE) 半周(报警/故障/无) 08 VOLTAGE COMPENSATION: (ALERT/FAULT/NONE) 电压补偿极限(报警/故障/无) 09 INSUFFICIENT LINE VOLTAGE: (ALERT/FAULT/NONE) 网络电压不足(报警/故障/无) 10 EXTENDED WELD: (ALERT/FAULT/NONE) 重焊一次(报警/故障/无) 11 CURRENT COMPENSATION: (ALERT/FAULT/NONE) 电流补偿极限(报警/故障/无) 12 NO ZERO CROSSING SYNC: (ALERT/FAULT/NONE) 无过零同期信号(报警/故障/无) 13 LOW BATTERY: (ALERT/FAULT) 电池电压低(报警/故障) 14 WELD PILOT: (ALERT/FAULT/NONE) 焊接先导(报警/故障/无) 15 SYSTEM COOLING: (ALERT/FAULT) 系统冷却(报警/故障) 16 WELD PROCEED: (ALERT/FAULT/NONE) 继续焊接(报警/故障/无) 17 CHAINED SEQUENCE: (ALERT/FAULT) 连锁顺序(报警/故障) 18 RETRACT PILOT: (ALERT/FAULT/NONE) 回抽先导(报警/故障/无) 19 BEAT MODE: (ALERT/FAULT/NONE) 如果在启动设定参数中选择了BEAT模式,控制器(报警/故障/无) 期望焊接先导在预热功能项开始执行前保持有效,若焊接先导提前失效,就产生这一故障条件.20 NO WELD: (ALERT/FAULT) 调整(报警/故障) 21 HEAT CYCLE LIMIT: (FAULT) 加热周数极限(故障) 22 I/O FAILURE: (FAULT) 输入/输出故障(故障)23 ISO OFF WHEN NEEDED: (FAULT) 当需要时隔离器接触器接通时,隔离接触器断开(故障) 24 CONTROL STOP: (FAULT) 控制器停车(故障) 25 PRESSURE NOT ACHIEVED: (FAULT) 未达到设定压力(故障) 26 ISO CNTR ERR-BRKR TRIPPED: (FAULT) 隔离接触器出错,断路器跳闸(故障) 27 PRESSURE SWITCH: (ALERT/FAULT/NONE) 压力开关(报警/故障/无) 28 SEC CURRENT COIL/BOARD: (FAULT) 次级电流线圈/次级电流电路板(故障) 29 SHOW / HIDE NONE SETUPS: (SHOW/HIDE) 显示或隐藏设置为“无”的设定参数(显示/隐藏) 30 INITIATION ON FAULT: (INHIBIT/ALLOW) 在故障条件下启动(禁止/允许) 31 INDEX PILOT ASSIGN ON REPEAT: (NO/YES) 连续焊时是否使先导分配换档(否/是) 32 SUCCESSIVE SEQUENCING: (NO/YES) 允许或禁止按设定的顺序号依次执行(否/是) 33 TRANSFORMER: (AC-WOUND/DC-STACKED/DC-WOUND/AC-STACKED) 变压器(交流卷绕/直流叠片/直流卷绕/交流叠片) 34 CURRENT LIMIT MODE: (A VERAGE/PEAK) 电流极限模式(平均/峰值) 35 CURRENT MONITOR MODE: (PRIMARY/SECONDARY) 电流监控模式(初级/次级) 36 EXTENDED WELD: (DISABLED/ENABLED) 重焊一次(禁止/允许) 37 HEAT CYCLE LIMIT (0=SEAM): nn (00 - 99) 加热周数极限(0=缝焊)38 HALF CYCLE FIRING: (DISABLED/ENABLED) 半周触发(禁止/允许) 39 ISOLATION CONTACTOR DELAY (SEC): (05) 隔离接触器延时40 ANALOG OUTPUT: (VOLTAGE/CURRENT LOOP) 模拟输出(电压/电流回路) 41 INITIATION FROM RETRACT: (INHIBIT/ALLOW) 在处于回抽状态下启动(禁止/允许) 42 RETRACT MODE: (LATCHED/UNLATCHED) 回抽模式上闩/不上闩43 RETRACT CYLINDER:(AIR-NORMAL/AIR-INVERTED/AIR-OIL-NO/AIR-OIL-NC)回抽缸: (正向气压/反向气压/汽-液-常开/汽-液-常闭)44 MAXIMUM TIP DRESSES: 05最大电极修磨次数45 DATA COLLECTION SAMPLE SIZE: 01样品数据采集大小46 DATA COLLECTION SAMPLE FREQUENCY: 0001样品数据采集频率47 GUN 1 CLOSE TO PRE-BLOCK POS (CY/2): 000枪1闭合到预设的阻挡位置(中开裆)48 GUN 1 ADV ANCE STOP TIME (CY/2): 000用这项参数来编写枪1的动态制动时间, 以周数计49 GUN 1 OPEN FROM BLOCK POS (CY/2): 000枪1位置从阻挡位置(中开挡)动作到全开位置50 GUN 1 OPEN TO BLOCK POS (CY/2): 000枪1位置从全开位置动作到阻挡位置(中开挡)51 GUN 2 CLOSE TO PRE-BLOCK POS (CY/2): 000枪2闭合到预设的阻挡位置(中开挡)52 GUN 2 ADV ANCE STOP TIME (CY/2): 000用这项参数来编写枪2的动态制动时间, 以周数计53 GUN 2 OPEN FROM BLOCK POS (CY/2): 000枪2位置从阻挡位置(中开挡)动作到全开位置54 GUN 2 OPEN TO BLOCK POS (CY/2): 000枪2位置从全开位置动作到阻挡位置(中开挡)55 NOMINAL LINE VOLTAGE: 000标称网路电压56 WAIT FOR LINE VOLTAGE: 000这项参数设定控制器允许继续执行焊接程序的最低网路电压57 LINE VOLTAGE WAIT TIME (CYC) 000这项参数规定了控制器允许等待网路电压超过所设定的最低网路电压的时间(周数)58 MAXIMUM LINE PRESSURE (PSI) 100 最大气路压力(lb/in2英磅/平方英寸)59 STATIC ANALOG 1 OUT V ALVE (PSI): 075 静态模拟1输出阀(lb/in2英磅/平方英寸)这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出60 STATIC ANALOG 2 OUT V ALVE (PSI): 075 静电模拟2输出阀(lb/in2英磅/平方英寸)这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出61 SEC. CURR COIL FACTOR (X1000): 1000次级电流线圈因数62 TIMER #1 (SEC): 000 #1 计时器(焊点计数用)(秒)63 TIMER #2 (SEC): 000 #2 计时器(焊点计数用)(秒)64 SCHEDULE #1 CNT: 000执行程序#1焊点计数65 SCHEDULE #2 CNT: 000 执行程序#2焊点计数66 TIMER #3 (SEC): 000 #3 计时器(焊点计数用)(秒)67 TIMER #4 (SEC): 000 #4 计时器(焊点计数用)(秒)68 SCHEDULE #3 CNT: 000 执行程序#3焊点计数69 SCHEDULE #4 CNT: 000 执行程序#4焊点计数V ALVE 阀序号RET 回抽TXR 变压比ANALOG(PSI) 模拟量(lb/in2英磅/平方英寸)STPR 递增器号FORGE 锻压阀开始周数设置显示按/输出设置显示)OFF/DEFAULT 1 重新装入I/O默认值:断开/默认值1 02 INITIATION TYPE: BINARY/DISCRETE 启动形式二进制/离散式03 V ALVE TYPE: BINARY/DISCRETE 气阀形式二进制/离散式04 PRESSURE TYPE: ANALOG/PRESSURE SELECT 压力形式模拟量/压力选择05 INITIATION MODE: NON BEAT/BEAT 启动模式程序一旦启动就执行到底/在预热功能项前断开启动信号就放弃程序06 ISOLATION CONTACTOR: DISABLED/ENABLED 隔离接触器无效/有效07 INPUT 1:输入1……22 INPUT 16: 输入1623 OUTPUT 1: 输出1…………32 OUTPUT 10: 输出10INPUT 1-16定义如下:NONE 无TIP DRESS MODE 电极修磨模式STEPPER RESET 递增器复位TIP DRESS GROUP 2 RESET 电极修磨第2组复位TIP DRESS GROUP 1 RESET 电极修磨第1组复位GUN 2 CLOSE BACKUP 枪2从大开挡转为小开挡GUN 2 OPEN BACKUP 枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP 枪1从大开挡转为小开挡GUN 1 OPEN BACKUP 枪1从小开挡转为大开挡WELD COUNTER RESET GUN 2 枪2焊点计数复位WELD COUNTER RESET GUN 1 枪1焊点计数复位HEAT DISPLAY SECURITY 阻止在加热显示屏幕上修改PROGRAM SECURITY 阻止程序修改NO STROKE/NO WELD 电极不动作/调整(电极动作但不通电) TRANSFORMER OVERTEMP 变压器过热RETRACT PILOT 2 回抽先导2RETRACT PILOT 1 回抽先导1WELD PROCEED 2 继续焊接2WELD PROCEED 1 继续焊接1PRESSURE SWITCH 压力开关TIP DRESS RESET 电极修磨复位FAULT RESET 故障复位STEPPER RESET GROUP 2 递增器复位组2 STEPPER RESET GROUP 1 递增器复位组1 ISOLATION CONTACTOR SA VER 隔离接触器储器触点节省装置WELD/NO WELD 焊接/调整WELD INITIATE 焊接启动BINARY SELECT 32/PILOT 6 二进位选择32/先导6 BINARY SELECT 16/PILOT 5 二进位选择16/先导5 BINARY SELECT 8/PILOT 4 二进位选择8/先导4 BINARY SELECT 4/PILOT 3 二进位选择4/先导3 BINARY SELECT 2/PILOT 2 二进位选择2/先导2 BINARY SELECT 1-PILOT 1 二进位选择1/先导1 OUTPUT 1-10定义如下:NONE 无输出REQUEST TO WELD 请求焊接FAULT 故障TIP CHANGE REQUIRED GROUP 2 电极更换要求组2TIP CHANGE REQUIRED GROUP 1 电极更换要求组1TIP CHANGE REQUIRED 电极更换要求TIP DRESS REQUEST GROUP 2 电极修磨要求组2TIP DRESS REQUEST GROUP 1 电极修磨要求组1TIP DRESS REQUEST 电极修磨要求GUN 2 CLOSE BACKUP 枪2从大开挡转为小开挡GUN 2 OPEN BACKUP 枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP 枪1从大开挡转为小开挡GUN 1 OPEN BACKUP 枪1从小开挡转为大开挡SCHEDULE ALARM 程序报警ADV ANCE V ALVE 2 向前动作阀2ADV ANCE V ALVE 1 向前动作阀1FORGE 锻压阀WELD/NO WELD MISMATCH 焊接/调整不匹配WELD/NO WELD 焊接/调整PRESSURE SELECT 4 压力选择4 PRESSURE SELECT 3 压力选择3 PRESSURE SELECT 2 压力选择2 PRESSURE SELECT 1 压力选择1END OF HOLD 维持结束RETRACT 2/OHMA BLOCK 2 回抽2/OHMA阻挡位置2 RETRACT 1/OHMA BLOCK 1 回抽1/OHMA阻挡位置1 WATER SA VER 冷却水节省装置STEPPER APPROCHING MAX 递增器接近极限END OF STEPPER 递增器到达极限READY TO WELD 已准备好进行焊接WELD COMPLETE 焊接完毕STEPPER SAM/EOS GROUP 2 递增器接近极限/递增器到达极限组2 STEPPER SAM/EOS GROUP 1 递增器接近极限/递增器到达极限组1ALERT 报警NO FAULT 无故障WELD IN PROGRESS/INIT ACK 焊接进行中/确认启动焊接INTENSIFICATION V ALVE 增压阀V ALVE6/BINARY V ALVE 32 阀6/二进位阀32V ALVE5/BINARY V ALVE 16 阀5/二进位阀16V ALVE4/BINARY V ALVE 8 阀4/二进位阀8V ALVE3/BINARY V ALVE 4 阀3/二进位阀4V ALVE2/BINARY V ALVE 2 阀2/二进位阀2V ALVE1/BINARY V ALVE 1 阀1/二进位阀1关于C-FactorC系数C-FactorC系数是能提供的最大次级电流百分之一变化的电流值.C系数等于焊接过程中总共可获得电流的1%.C系数有各种用途:∙它可用作一个I%值和实际电流值之间的转换系数..∙C系数的变化表达了焊接环境的变化.每次焊接之后,MedWeldT2200计算实际C系数.微处理器将平均次级电流除以焊接时的触发的I%来算出C系数.C系数是:C-Factor=Iprixn/%IxVnominal/Vline=Isec/%IxVnominal/Vline其中C-FactorC系数,Ipri初级电流,n=变压器匝数比,Vnominal额定初级电压,Vline焊接时实际电网电压,Isec次级电流C系数随着次级回路条件的变化而变化.C系数降低表明总的系统容量在减少.当焊机电流回路电阻增加时,这就很明显.由此,又造成次级回路的恶化.(电缆磨损和接触连接处恶化是二个例子.)C系数下降的例子在一个用次级软连接的转台式焊枪机构,焊枪通电时将牵引电缆.此力会造成电缆中多芯导线断裂.当剩下的导线束越来越少,电流通道将会减少,电阻增加.为此,C系数将会下降.可用以下数据来说明:∙控制器在触发下列焊接功能项WELD10CYC10000A焊接10周10000安培∙开始控制器需要53%来取得10,000A.过一段时间,控制器实际需要60%来取得要求的10,000A.∙开始的C系数=10,000A/53%=189.∙最终的C系数=10,000A/60%=167.相反地,在C系数增加的场合,系统的总能力增加.这种C系数的增加是与焊接环境的短路或分流联系起来的.当产生短路或分流后,并非全部电流都通过整个焊接回路,造成电阻减小.这是一个需要十分关心的问题.如果不是全部电流通过焊点,将使焊接电流低于要求值.根据分流的严重程度,很有可能形不成焊点核心.C系数增加的例子在这个例子中,一个机器人用一根无感电缆.机器人的动作使电缆扭曲.由此造成电缆内的导线相互摩擦.这种动作最终使电缆绝缘破坏.一旦出现这种破坏,无感电缆中的导线间开始产生分流.随着分流的增加,通过焊点的电流将会减少,而电流通道将会增加,造成了C系数增加.这可用以下数据来说明:∙焊接控制器在触发下列功能项:WELD10CYC65%I焊接10周65%I∙开始时控制器看到12,450A.∙在发生电缆内部导线短路后,控制器可能看到14,300A.∙开始的C系数=12,450A/65%=192.∙最终的C系数=14,300A/65%=220.C系数能用于提醒维修人员一个焊机的次级回路正在恶化.你能按电流门槛建立起C 系数的上下限以满足焊接过程的需要.当焊接过程测到C系数的上下限被超过,它就激活HIGH/LOWC-FACTORLIMITC系数上下限条件(此条件可在设定参数中定义为Fault故障或Alert报警).∙C系数下限是一个监视条件,通常定义为ALERT报警.∙C系数上限是一个焊接质量事件,通常定义为FAULT故障.LowC-FactorC系数下限C系数下限能测出电缆和导电接触的恶化.如何决定一个下限:在另一个例子中,一个焊接程序在递增器程序结束时需要14,000A.但同时你又不希望超过焊机最大电流容量的90%.这就意味着焊机的最小全电流容量为15,500A.因此,C系数下限为155.HighC-FactorC系数上限C系数上限能测出次级分流.如何决定一个下限例如,一个点焊的应用需要10,000A.,而最大可获得的电流为20,000A.那么C系数为200.但是,当模拟分流条件发现C系数为230时,焊点质量不符标准,那么C系数上限为230.编写焊接顺序本章介绍MedWeldT2200如何编写焊接顺序.其主要方面有进入Normal/Programming正常/编程模式.阅读和理解焊接状态数据."Chaining连锁"几个焊接顺序设定控制器的Weld/NoWeld焊接/调整状态.编写焊接程序是在Normal/Programming正常/编程模式下进的.当接通电源后,控制器会显示3个开始启动屏幕,然后进入Normal/Programming正常/编程模式屏幕.你也能从任何其他模式或屏幕打开或回到这个屏幕.为此,根据需要重复按MODE键.一个同以下例子相似的屏幕会出现:按下列步骤来选择一个焊接顺序:1.如果光标不处于上图的域(1),按键←或→键把它移到那里.2.按↑或↓键来选择要阅读或编辑的顺序.按下列步骤来编写预压周数时间.1.如果光标不处于上图的域(2),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写加压周数时间.1.如果光标不处于上图的域(3),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写PRE-HEAT预热脉冲周数时间.1.如果光标不处于上图的域(4),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来设定PRE-HEAT预热电流值:1.如果光标不处于上图的域(5),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:在HeatSelect加热选择的触发模式将会影响如何来编写电流.当选用A VC时,焊接热量是按最大可获得的初级电流百分数来编写.当选用ACC时,焊接热量编写为次级电流值(A.安培数).在Heat Select加热选择显示上所作的任何修改将会使电流值复位到它们的最低值:对A VC为20%,对ACC为00000A.请参阅"加热选择显示".二个冷却周数(域#6和#9)是可编写的.按下列步骤来编写COOL冷却周数时间:1.如果光标不处于上图的域(6)或域(9),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.1.7编写WELD焊接周数时间1.如果光标不处于上图的域(7),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:这项数值将受触发模式的影响.若选择A VC或ACC缝焊,当焊接先导为有效时,控制器将一直重复焊接功能项.当撤除先导后,控制器将执行顺序中的下一个功能项.按下列步骤来设定焊接电流值.1.如果光标不处于上图的域(8),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:请记住:你在HeatSelect加热选择显示中所选定的触发模式将决定焊接热量.对这个设定作的任何修改将使焊接电流复位到它的最低可设定值:对A VC是20%,对ACC是00000A.1.如果光标不处于上图的域(9),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.按下列步骤来编写后热周数时间.1.如果光标不处于上图的域(10),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.如果后热功能项用来定义焊接脉冲,则按上述步骤来输入控制器将重复的焊接脉冲数.脉冲由加热和冷却周数组成,其周数则在WELD焊接和COOL冷却功能项中规定.附注:当在HeatSelect加热选择显示中对后热触发模式选定为Impulse脉冲时,此值就不再表示后热周数时间.它代表将提供的焊接脉冲数.(一个焊接脉冲由焊接周数与冷却周数组成.)按下列步骤来设定后热电流值:1.如果光标不处于上图的域(11),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:若对后热触发模式选择为Impulse脉冲,则该项数值就不会显示,也不能编写.请"先导分配显示".1.11编写维持周数时间1.如果光标不处于上图的域(12),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:如果焊接顺序被"连锁"到另一个顺序,该功能项就不执行.(在连锁顺序中,祗有最后一个顺序的Hold维持和OFF休止周数才被执行.)1.12编写休止周数时间按下列步骤来编写OFF休止周数时间:1.如果光标不处于上图的域(13),按键←或→键把它移到那里.2.按↑键来增加数字或↓键来减少它.附注:如果这个顺序连锁到另一个顺序,此功能项就不执行.连锁顺序中的最后一个顺序才执行功能项.(除非在设定参数中选用了DUAL双气缸形式),在连锁顺序的重复焊中,重复从第一个顺序的squeeze加压功能项开始.祗有在双气缸形式下,重复才会从连锁顺序中第一个顺序的第一个功能项开始.在OFF休止时间内,ENDOFHOLD维持结束输出有效,此输出保持时间与OFF休止周数相同.2.关于焊接状态数据据.状态信息只表示了收集的数据,不能编写修改.每焊一点,这个显示就更新一次.你无法将光标移到这些域.你祗能修改这一行的的第一个和最后一个域来选择WELD/NOWELD焊接/调整状态和连锁到那一个焊接顺序.这些在以下几节中进行描述.3.连锁顺序你可用显示下一行的第一个域来设置控制器从现在选择的焊接顺序连锁到另一个顺序.这个连锁能力使一个焊接顺序中可增加更多的焊接功能项.在Chaincommand连锁命令域,即下图中的高亮区,通常是设置为00.若不是00,就代表在执行完当前顺序的后热功能项后,"连锁到"那一个焊接顺序号.连锁能提高在一个顺序内的灵活性和焊接能力.用它来加到控制器的固定焊接程序(预热,焊接,后热)中去.一次焊接内通不同焊接电流,更为复杂的操作等成为可能.当MedWeldT2200开始一个连锁顺序,它执行连锁顺序中第一个顺序的每项功能项,直至完成后热功能项.然后,跨越HOLD维持和OFF休止而直接跳到它"连锁到"的焊接顺序.附注:控制器不执行连锁到新焊接顺序的启动功能项(预压,加压和预热).它跳到焊接和后热功能项,并核查是否再连锁到第三个顺序.如果焊接和后热功能项没有连锁到其他顺序,控制器就执行HOLD维持和OFF休止功能项.如果它被连锁到另一个顺序,则就再一次跨越HOLD维持和OFF休止周数而跳到新顺序的焊接功能项.理论上,MedWeldT2200能执行一个由所有50个顺序组成的连锁顺序.(任何连锁顺序中,Chaincommand连锁命令域设为0的顺序是它最后一个顺序.)但很少实际应用中会需要这么复杂的连锁.正常情况下,一个连锁顺序仅由二到三个顺序组成.也有可能重复一个连锁焊接顺序.此时将连锁顺序的最后一个顺序的OFF休止时间不设为0即可.在OFF休止周数内,控制器处理焊接故障并激活ENDOFHOLD维持结束输出(如果没有测到故障的话).这使控制器在测到故障情况下能在接到ENDOFHOLD维持结束输出通知启动另一次焊接前仃止任何自动操作.连锁并非是典型的应用.附注:在一个连锁顺序中,每个顺序都祗允许用一次.若编写二次,控制器会发出CHAINEDSEQUENCEERROR连锁顺序出错故障.4.选择WELD/NOWELD焊接/调整状态显示下一行的另一个可编写的域是WELD/NOWELD焊接/调整域.此域表示当前选择的状态.此状态可以改变.WELD焊接模式允许触发脉冲去接通焊接变压器初级.在NOWELD调整模式,控制器运行程序但不向工件提供焊接电流.附注:此域仅表示焊接电流是否被允许,它不表明最后一次焊接是否提供了焊接电流.如果控制器处于NOWELD调整,(不论是在Normal/Programming正常/编程显示上被禁止或是由于SYSTEMCOOLING/NOWELD系统冷却/调整输入成为无效),控制器将在不通焊接电流的情况下运行程序.在故障显示区(域13)将显示SYSTEMCOOLIING/NOWELD系统冷却/调整故障.欲从Normal/Programming正常/编程模式改变当前选择的模式(WELD焊接或NOWELD调整),按下列步骤操作:按←或→键将光标移到Normal/Programming正常/编程屏幕上的WELD/NOWELD 焊接/调整域.欲选择WELD焊接,按↑键,欲选择NOWELD调整,按↓键.欲选择Fault故障或StepperStatus递增器状态模式,按MODE;或用←或→键继续进行编程工作.I/O定义。
基于PLC的点焊机控制系统毕业论文说明书

摘要点焊机作为一种重要的工业用具,在当今的工业生产中占着很重要的位置。
点焊是一种重要的焊接工艺,具有成本低、生产效率高、易于实现自动化和节省材料等特点。
如今,传统的点焊机自动化程度低,生产效率不高,焊点质量差,这已经不能满足工业发展的需求。
因此,需要开发一种自动化程度高的点焊机控制系统。
本文的点焊机控制系统系采用PLC加触摸屏的控制方式,能很大程度的提高企业的生产效率,减少废品率。
本文所涉与的点焊机系采用双面双点过流焊接的原理,工作时工件被压在两个电极之间,在压力的作用下两电极之间产生电阻。
当有电流通过时,就会产生高温电弧,高温融化被焊接的工件,并且电流瞬间从另一电极沿工件流至此电极,并形成回路,不对被焊工件的部结构产生伤害。
和传统半自动化点焊机相比较,该设备焊出的焊点与焊缝长度分布更均匀、效率更高,节省人力。
本次设计的点焊机由可转动的圆形工作台、带动电机左右移动的横梁以与控制电机上下运动的主轴构成。
主要加工某公司旋转座椅的零部件,一共有三个工位需要加工,这三个工位的运动控制都是由伺服系统完成精确的定位控制。
3套伺服系统分别控制X、Y、Z轴完成精确定位,PLC则对伺服电机驱动器进行控制,伺服驱动器则负责驱动伺服电机。
关键词:信捷PLC;伺服电机;触摸屏AbstractSpot welding as an important industrial appliances, occupied a very important position in today's industrial production. Spot-welding process is an important, low cost, high efficiency, easy to automate and saving materials and so on. Today, the traditional spot welding low degree of automation, production efficiency is not high, poor weld quality, which can not meet the needs of industrial development. Therefore, the need to develop a high degree of automation control system of spot welding. Spot welding control system system control PLC paper, plus a touch screen, to a large extent improve production efficiency, reduce scrap rates. Spot welding system referred to herein using double-sided double-point overcurrent welding principle, the work piece is pressed between two electrodes under pressure produces resistance between the two electrodes. When a current is passed, it will have a high temperature arc, high melting temperature of the workpiece to be welded, and the current moment from the other electrode along the workpiece flow to this electrode, and form a loop, does not harm the internal structure is the welder member. And the traditional semi-automatic welding machine compared to the device solder joints and weld length out more evenly distributed, high efficiency and save manpower.The design of the spot welding by a rotatable circular table, motor driven beam move around and up and down movement of the spindle motor control composition. The main processing components rotating seat of a company, a total of three stations need to be processed, these three stations precise motion control is done by the servo positioning control system. 3 sets of servo control the X, Y, Z axis for accurate positioning, PLC is to control the servo motor drives, servo drives are responsible for driving the servo motor.Keywords: XinJie PLC; servo motor; touch screenI / 45目录摘要AbstractI第1章绪论01.1课题意义01.2 课题的国外现状与趋势01.2.1国电焊机科技水平与发展趋势01.2.2国外电焊机科技水平的现状和发展01.3.课题容1第2章点焊机工艺的介绍12.1 点焊机控制系统12.1.1 系统原理12.1.2 系统控制框图22.2 点焊机控制系统的结构介绍22.3 点焊的基本原理32.4 点焊机控制系统的工艺流程32.5本章小结4第3章控制方案比较43.1 方案比较43.1.1确定控制方案43.1.2确定控制方向53.2 本章小结5第4章硬件设计64.1 控制要求64.2 控制方案64.3 硬件控制系统64.4 硬件选型74.4.1 PLC选型74.4.2 伺服电机的选型84.4.3 伺服驱动器的选型104.4.4 触摸屏的选型114.4.5 熔断器的选型124.4.6 按钮开关的选型124.4.7 行程开关的选型134.4.8 焊枪的选择144.4.9 交流接触器的选型144.5 PLC的I/O地址表154.5.1.输入点154.5.2.输出点154.6 PLC外部接线图164.7本章小结16第5章伺服系统设计165.1 系统设计思想165.2 伺服方案设计175.3 半闭环控制系统175.4 伺服驱动器与伺服电机的连接185.4.1 伺服单元CNO接口185.4.2伺服单元CN1接口195.4.3伺服单元CN2接口195.5 位置控制设定205.5.1 操作模式选择205.5.2 电子齿轮比的设定205.6寻找参考原点215.7本章小结22第6章软件设计226.1 软件设计思想226.2 软件流程图236.3 各主要程序236.3.1 初始化程序236.3.2 高速计数指令的应用246.3.3 DPLSY脉冲输出指令256.3.4 精确定位程序266.4 本章小结26第7章触摸屏系统267.1 触摸屏画面的制作267.1.1 新建工程277.1.2 开机动画制作277.1.3 主菜单画面制作287.1.4 自动控制画面制作287.1.5 实时监控画面制作297.2 触摸屏调试307.3 变量定义317.4 本章小结31第8章程序调试31总结32参考文献33致33附录A 伺服驱动器硬件接线34附录B PLC外部接线图36附录C 主程序37I / 45第1章绪论1.1课题意义点焊机作为一种重要的工业用具,在当今工业生产中占着举足轻重的位置。
焊机操作说明书
B.操作1.摩擦焊接法1-1 摩擦焊接法的概要所谓的摩擦焊接法,是指利用被施加压力而相互接触的两种材料,相对运动中产生的摩擦热进行焊接的方法。
也就是说,焊接过程中两种材料的连接部位温度上升到最佳温度,就在这个时间点用最佳压力加压就能够成立。
摩擦焊接法粗分有两种方法。
一种是惯性法,另一种是在这台机器上进行的制动法。
制动法,是使一边的材料高速旋转,在一定的压力下与另一边的材料相互接触,摩擦生热,再在适当的时候快速停止旋转,停止后再对其用更高的最佳温度进行加压的焊接方式。
快速停止旋转时的控制方式,有时间限制法、全场限制法、ヨリシロ限制法。
摩擦焊接法时,正如前面已经说明过的那样,连接处的最佳温度和最佳压力是两大因素。
此外,焊接后的热处理也因材料材质的不同而成为一种重要因素(1)最佳压力最佳压力,也就是焊接周期中最终需要的压力,它能够凭经验获得。
请参考实际焊接时的那些数值。
(2)热处理摩擦焊接钢铁时,因为焊接面的温度超过1000℃,所以根据材质的不同需要进行焊接后的热处理。
另外,对于易淬火的材质,因为硬化,焊接后为了去除毛刺,在不附带去毛刺装置的情况下,就有必要进行退火操作。
2.机器运转准备操作盘各个开关的详细说明,请参照摩擦焊机电气操作相关说明书。
2-1 机器外观的确认请确认好机器的外观状态正常,也没有出现漏油。
2-2 液压单元内部油量、污染的确认请用液压计确认槽内油量在合适范围内。
如果油量少,就请打开液压单元上部的红色注油口,注入Super Hyland AW32(新日本石油)或与之相当的油。
油量不足时,操作盘的“操作電源”开关设定成ON后,操作界面上的“油量NG”指示灯就会出现闪烁,这时候机器不能实行周期起动。
油大量减少时,考虑到有可能是漏油,所以请实施点检。
还有,油出现污染甚至是油质变差时,请进行油的更换。
与此同时,请对其进行清扫(包括滤网在内)。
液压单元注油口2-3 润滑送油泵组的油量确认请确认位于工作台侧面的润滑送油泵组内的油量充足。
CRP-S40、S80焊接工艺说明

CRP-S80、S40焊接工艺说明书2014-9-26 修改PLC梯图,及说明2015-2-11 增加奥泰接线说明,焊接关系图成都卡诺普自动化控制技术有限公司V1.1安全注意事项使用本系统前,请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
危险误操作时有危险,可能发生死亡或重伤事故。
注意误操作时有危险,可能发生中等程度伤害或轻伤事故及设备故障。
强制必须遵守的事项。
禁止禁止的事项。
需要说明的,即使是“注意”所记载的内容,也会因情况不同而产生严重后果,因此任何一条注意事项都极为重要,请务必严格遵守。
甚至在有些地方就连“注意”或“危险”等内容都未记载,也是用户必须严格遵守的事项。
危险★操作机器人前,按下示教编程器上的急停键,并确认伺服主电源被切断,电机处于失电并抱闸状态。
伺服电源切断后,示教编程器上的伺服电源指示按钮为红色。
紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故。
★解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★在机器人动作范围内示教时,请遵守以下事项:保持从正面观看机器人。
遵守操作步骤。
考虑机器人突然向自己所处方位运动时的应变方案。
确保设置躲避场所,以防万一。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★进行以下作业时,请确认机器人的动作范围内没人,并且操作者处于安全位置操作:机器人控制电柜接通电源时。
用示教编程器操作机器人时。
试运行时。
自动再现时。
不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
另外,发生异常时,请立即按下急停键。
注意★操作机器人必须确认。
操作人员是否接受过机器人操作的相关培训。
对机器人的运动特性有足够的认识。
对机器人的危险性有足够的了解。
成都易镕宜锢科技 Pulse-MIG 350 500 逆变脉冲气体保护焊机使用说明书

Pulse-MIG 系列逆变脉冲气体保护焊机使用说明书操作前请认真阅读本说明书,并妥善保管,以便今后查阅成都易镕宜锢科技有限公司严禁复制目录一、产品简介......................................................................................................................1二、型号编制说明..............................................................................................................2三、技术参数......................................................................................................................2四、功能介绍......................................................................................................................2五、控制和接口介绍..........................................................................................................9六、送丝机........................................................................................................................10七、设备的连接与使用 (13)九、自动保护的代码 (17)十、焊接时常见的异常现象,原因及排除方法如下表所示。
CPXDS-350,500使用说明书

牡丹江欧地希焊接机有限公司使用说明书/MAG焊接机 微电脑数字控制C02X D 5 0 0 SX D 3 5 0 S目 录1. 安全注意事项 (1)2. 敬请遵守的安全事项 (2)3. 使用注意事项 (5)4. 标准配置及附件 (6)5. 各部位名称及功能 (7)6. 必需的电源设备 (9)7. 搬运与设置 (10)8. 连接与安全接地 (11)9. 焊接准备 (15)10. 焊接操作 (17)11. 功能 (27)12. 维护保养及故障修理 (30)13. 零部件一览表 (40)14. 规格 (42)15. 关于售后服务 (45)No.C0180/C01811. 安全注意事项● 请在认真阅读本使用说明书后,正确使用。
● 本使用说明书所列注意事项,是为使您能安全使用机器、并使您及他人免受伤害。
● 本焊机设计、制造,虽然充分考虑了安全性,但在使用时,为避免发生重大人身事故,故务请遵守本使用说明书中所列注意事项。
● 错误操作焊机会引发不同等级的伤害、事故。
本使用说明书将危害等级分为3级,用注意标识符及警告用语予以警告,此标识符及警告用语在电焊机中亦表示相同的意思。
·注意标识符表示一般情况。
·上述重大人身事故是指失明、外伤、烫伤(高温、低温)、触电、骨折、中毒等,会遗留后遗症及须长期去医院进行治疗的伤害或死亡。
中度伤害及轻伤,指不必长期住院或长期去医院进行治疗的外伤、烫伤、触电等。
物质损失指涉及财产损失及机器损坏而引发的扩大损失。
No.C0180/C01812.敬请遵守的安全事项No.C0180/C0181 2.敬请遵守的安全事项(续)No.C0180/C01812.敬请遵守的安全事项(续)No.C0180/C01813. 使用注意事项●本焊机的额定负载持续率为XD500S: 500A 60% XD350S: 350A 50%●因焊枪等其他机器亦限制负载持续率,在一起配套使 用时请按其中额定负载持续率最低的为基准使用。
新PLC铸焊机说明书

.. 海悦自动化机械股份电脑全自动铸焊机HYZH-520A使用说明书PLC..目录一、主要技术参数------------------------------------------- 1二、控制装置------------------------------------------------- 3 三、安装准备------------------------------------------------- 8 四、操作与调整---------------------------------------------- 10外观图形控制面板图气动原理图..电器原理图润滑图表冷却系统示意图五、维护、保养与注意-------------------------------------15六、简易操作说明------------------------------------------37附:1、配套单2、易耗品说明3、合格证一、主要技术参数:1、本设备主要适用于:中、小型铅酸蓄电池的铸造焊接及电池极群体的自动入槽。
本设备适用的电池最大外形尺寸(mm)为长: 180 *宽: 120*高:2002、适用电池围:全系列摩托车起动型蓄电池全系列UPS后备式电源电池..全系列电动车动力电源电池中、小型汽车蓄电池每单体2—65Ah蓄电池适用电池板栅围:(1)能适应铅锑合金板栅(2)能适应低锑合金板栅(3)能适应铅锑镉合金板栅(4)能适应铅钙多元合金板栅(5)能适应铅钙高锡合金板栅3、铸焊速度:30--50秒/周期4、电源:三相五线AC380V;50HZ;27KW(最大)5、铅炉温度:0~500℃数字设定显示6、刮片动次数:0~999次数字设定显示7、铸焊时间:0~999秒数字设定显示8、冷却时间:0~999秒数字设定显示9、极群组入槽时间:0~999秒数字设定显示10、气源:压缩空气0.6 mPa.. 11、单位耗气量:1m3/min12、单位耗水量:1.5---3.5L/min13、铅炉炉体积:长430/520mm* 宽500/690mm * 高350mm14、工作台高度:58cm15、主机外形尺寸:长:110cm 宽:103cm 高:260cm16、冷却系统设备外形尺寸:长:100cm宽:60cm 高:120cm17、整机净重约:1吨二、控制装置本机是一种电脑全自动铸焊机,整体外观简洁、方便、美观、大方。
EWM552焊机说明书

操作手册数字化焊接电源接口BUSINT X11▪DeviceNet(Phoenix,alpha Q)说明书物号:说明书日期版本099-008225-DN521 请一并阅读系统各个组成部分的说明书!18.06.2015通用说明文件版本信息版本生成日期更改内容1.0 01.06.2012 初始版本生成1.01 15.11.2012 初始版本勘误版,增加EtherCAT以太网1.01 DeviceNet 18.06.2015 DeviceNet(MIG)单独说明书当心请仔细阅读操作说明书!说明书中讲解了本产品的各种功能,以便您能安全的操作和使用本产品!∙仔细阅读各个部件的操作说明书。
∙遵守当地的事故预防规定。
∙遵守当地的法律法规规定。
∙经常定期检查使用人员的安全生产意识!所有的授权及培训需要确认签名!提示如果在使用过程中关于安装,连接,操作或者特殊的应用要求方面,有任何的疑问,请联系你的销售商或者联系我公司的售后服务部门,联系电话:英文/德文:+492680181-0中文:+86051257867188通过公司的网站可以获取授权经销商的信息。
对该设备在使用过程中的责任仅限于设备的功能,除此之外的其他责任都不予承担。
用户在设备调试完后被视为认同该责任条款。
制造商无法监控在设备的安装,操作,使用和维护过程中相关说明文件和操作方法是否被遵守。
不规范的安装操作可能造成设备损伤并导致人员收到危害。
对此,我方不承担由于不规范的安装,操作,使用,维护或任何类似行为所造成的人员财产损失的赔偿。
©EWM AGDr.Guenter-Henle-Str.8D-56271Muendersbach,Germany ©伊达新技术电源(昆山)有限公司EWM HIGH TECHNOLOGY (Kunshan) Co., Ltd. 江苏省苏州市昆山高新技术开发区圆山路10号,215300说明书所有权归EWM集团所有,未经书面许可,任何单位和个人不得私自拷贝、摘选。
电脑全自动铸焊机简明操作说明

电脑全自动铸焊机简明操作说明1、开机、关机:打开或关闭设备。
操作:接通电源→按操作面板上的“菜单”键进入主菜单第一页,按“+”“-” 键可上下移动光标【下同(对于主菜单)】→将光标移至“运行停止” →按“确认”键进入子菜单→按“菜单”键可上下键移动光标【下同(对于子菜单)】→选择“运行”或“待机”进行开机或关机→按“确认”键完成设定并退出子菜单。
要退出主菜单请继续按“菜单”键,直至回到工作界面(下同);2、调整时间:更正设备日期及时间。
操作:按操作面板上的“菜单”键进入主菜单第一页,将光标移至“日期时间” →按确认键进入子菜单→按“菜单”键将光标移至需要更改的数值(年、月、日、时、分)下方→按“+”“-”键调整数值→按“确认”键完成设定并退出子菜单;3、定时开机:按照预定的时间自动开机预热。
操作:按操作面板上的“菜单”键进入主菜单第一页,将光标移至“定时设定” →按确认键进入子菜单→按“菜单”键将光标移至需要更改的数值(时、分)下方→按“+”“-”键调整数值→按“菜单”键移动光标到最后按“+”“-”键选择定时方式“关闭”(不定时)“一天”(只定时一次)“每天”(始终按照设定时间开机)→按“确认”键完成设定并退出子菜单(定时开机只针对机器处于待机状态下时);4、设定资料:设定并储存已经验证通过的参数,便于以后调用。
操作:按操作面板上的“菜单”键进入主菜单第一页,将光标移至“资料设定” →按确认键进入子菜单→按“菜单”键将光标移至“资料号”下方按“+”“-”键更改至所需的序号(0-9代表10种规格型号的已经设定好的电池焊接参数,以后使用中只要调出相应型号的序号即可直接使用,无需重新调整参数)→按“菜单”键移动光标到下一位→按“+”“-”键选择电池电压→按“菜单”键移动光标到下一位→按“+”“-”键选择电池容量→按“确认”键完成设定并退出子菜单(以下八组参数均隶属于此参数);5、设定温度:设定设备使用的温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.. 海悦自动化机械股份电脑全自动铸焊机HYZH-520A使用说明书PLC..目录一、主要技术参数------------------------------------------- 1二、控制装置------------------------------------------------- 3 三、安装准备------------------------------------------------- 8 四、操作与调整---------------------------------------------- 10外观图形控制面板图气动原理图..电器原理图润滑图表冷却系统示意图五、维护、保养与注意-------------------------------------15六、简易操作说明------------------------------------------37附:1、配套单2、易耗品说明3、合格证一、主要技术参数:1、本设备主要适用于:中、小型铅酸蓄电池的铸造焊接及电池极群体的自动入槽。
本设备适用的电池最大外形尺寸(mm)为长: 180 *宽: 120*高:2002、适用电池围:全系列摩托车起动型蓄电池全系列UPS后备式电源电池..全系列电动车动力电源电池中、小型汽车蓄电池每单体2—65Ah蓄电池适用电池板栅围:(1)能适应铅锑合金板栅(2)能适应低锑合金板栅(3)能适应铅锑镉合金板栅(4)能适应铅钙多元合金板栅(5)能适应铅钙高锡合金板栅3、铸焊速度:30--50秒/周期4、电源:三相五线AC380V;50HZ;27KW(最大)5、铅炉温度:0~500℃数字设定显示6、刮片动次数:0~999次数字设定显示7、铸焊时间:0~999秒数字设定显示8、冷却时间:0~999秒数字设定显示9、极群组入槽时间:0~999秒数字设定显示10、气源:压缩空气0.6 mPa.. 11、单位耗气量:1m3/min12、单位耗水量:1.5---3.5L/min13、铅炉炉体积:长430/520mm* 宽500/690mm * 高350mm14、工作台高度:58cm15、主机外形尺寸:长:110cm 宽:103cm 高:260cm16、冷却系统设备外形尺寸:长:100cm宽:60cm 高:120cm17、整机净重约:1吨二、控制装置本机是一种电脑全自动铸焊机,整体外观简洁、方便、美观、大方。
参数的设定和提取采用耐使用、高可靠性触摸式按钮控制,参数采用液晶显示屏显示。
控制面板介绍:1、初始画面:(1)右下方显示:切换语言为中英文切换(2)右下方显示:输入输出监控为信号对接时使用..(3)右下方显示:参数设置为参数设置页面(4)右下方显示:生产控制为设备手动控制页面注:正常操作时只需点击生产控制键就可以,无需点击其他按键2、自动/手动按钮:设定铸焊机处于自动操作或手动操作的执行开关3、自动显示:表示机器处于自动运行状态4、手动显示:表示机器处于手动运行状态5、启动按钮:机器处于自动运行状态下,按下启动按钮在0.5秒后本机将自动执行所有程序。
(由于需要排除错误指示,执行程序将会延迟0.5秒启动。
)6、急停按钮:本机设有安全保护功能,在任何状态下启动“急停按钮”机器将自动停止在当前运行的状态。
此时执行任何按钮,机器都无法继续运行;沿顺时针方向转动“急停按钮”,该按钮将反弹而出,本机将复位到初始状态。
7、夹壳开/夹壳关.. 控制上模支架夹紧电池壳气缸开/关8、上模升/上模降:控制机器中上模支架气缸的上升/下降9、下模升/下模降:控制机器中下模气缸的上升/下降10、刮板进/刮板退:控制刮板(机器中模)气缸的进/退,刮板是用于清洁铸焊模表面的铅渣或余铅,刮板进/退的次数通过参数设置可设定11、冷却水开/冷却水关:控制机器中冷却时冷却水泵的开/关12、冷却气开/冷却气关:控制机器冷却时冷却气的开/关13、实际温度:显示的是铅炉的实际温度14、设定温度:显示的是设定的温度可按要求设置,也可在参数设置页面上的使用温度设定处设置15、总生产数:.. 表示本机器的总生产数量16、日生产数:表示本机器的当天/当班的生产数量17、门升/门降:控制上安全门的上升/下降18、加热:控制设备加热的开关19、定时加热开关:控制设备的预约加热功能。
设置好年、月、日和所需的加热时间,打开定时加热开关到了预约的时间会自动开始加热,记住设置预约加热时必须先在参数设置页面上校正日期与时间,然后每天更新预约日期与时间20、参数设置打开可切换到参数设置页面21、初始画面点击后回到初始开机页面22、时钟校准输入日期与时间后点击校准即可23、使用温度设定.. 设置实际使用温度(铅炉的实际温度显示):24、超高温度设定设置超高温度设定时必须设置得比实际使用温度高20度以上,本设置是加热系统失控后用来保护设备加热系统的,只要实际使用温度数高于超高温度设定的温度数时,就报警并把电控箱的交流接触器自动断开25、最低温度设定控制产品质量的温度设置(一般设置得比实际使用温度低30度左右)为了保护机器的有关部件,电脑系统中可设定铅炉中铅液的安全液温(即:目标质量下限温度),铅液未到安全液温,机器无法执行各程序26、刮板刮次设定可设置刮板多次运行(一般只设一次)27、提前时间控制设备冷却时的水提前进入模具时间设置28、滞后时间设定控制设备冷却时最后气吹模具部水分的时间设置29、水冷时间设定控制设备冷却时水气混合冷却的时间设置30、下模延迟设定.. 控制上下模脱模时延迟下模下降的时间(一般设置在12毫秒—20毫秒之间)31、铸焊时间设定控制电池的铸焊时间设置(一般铅锑合金0—3秒、铅钙合金5—10秒之间)32、入槽时间设定控制铸焊完成后极群入进电池底壳的时间设置(一般设置在 1.8—2。
5秒之间)33、下模预热时间控制设备正常运行时的模具的预热时间设置、(指模具在炉预热定时参数设定的(一般铅锑镉合金在23—25秒之间,铅钙合金一般在25—30秒之间)机器处于自动状态下,若模具在炉预热时间未到,此时执行任何按钮,机器都无法运行。
机器处于手动状态下,模具预热定时功能无效。
机器处于自动状下当模具预热定时时间到,机器提示灯亮同时提示声响,此时执行启动按钮,机器会自动运行(设备在自动状态下只要按下启动键预热时间到达时设备就会自动运行。
正常生产运行时不得按2次启动键,如果按了2次启动键模具就会停在上面不下铅炉,此功能是用于中途休息或下班时需把模具停在上面而设置的)三、安装准备:1、本设备即可与连续生产线配套,也可以单独使用。
安装完毕应保证各工作.台面处于水平状态,必要时可用仪器校准。
2、接入三相五线AC380V、大于27KW电源开关,用户配线、铜导线正截面大于或等于10mm2,电控箱及本机器按国家有关电气安全标准接地。
(安装时必须用正载面大于或等于6mm²的铜导线进行有效接地)。
3、在设备左侧上方气源三联件入气口处接入压缩空气气源,气源压力应大于或等于0.6MPa,胶管外径ø12 mm。
(ø12mm的气管不可布得太远,最长不得大于5米)4、将气源三联体中油杯拧下,装入适量粘度为5º~7º的机油。
5、将气源三联体中油雾器状态调整为6滴/分钟。
6、调整气源三联体的减压器,使气源输出压力为0.5—0.6MPa。
7、排尽气源三联体的水分滤气器中的污水。
8、参照气动原理图调节各个节流阀,使各气缸运动速度正常平稳无冲击。
9、将铸焊模表面擦拭干净,保证无油脂、无水份、无污物、无塑料。
10、应根据冷却水箱接口尺寸,将水管与外水管、水泵连接。
水箱中的水位不得高于铅炉台面。
四、操作与调整(按下述步骤依次操作与调整):1、加热系统的操作:本机运行系统中设有“使用温度”参数,“超高温度”..参数,“最低温度”参数。
(“最低温度参数)”即为“目标质量下限温度”)。
(1)最低温度参数:指本机铅炉铅液完全溶化成液态后最底的液温。
设“最低温度设置”是为了保护设备生产产品质量,该液温参数一般出厂设定值为“0℃”。
机器工作时,“安全液温”一般设定值为比使用温度低30℃左右,炉铅液未到“最低温度设置参数”,机器无法执行各程序。
(2)“使用温度参数:指铅液在铸焊过程能满足铸焊质量要求对铅液所设定的温度参数值。
(3)在未设置最低温度时,炉温没有达到使用温度时操作者不应进行正常生产,否则会影响铸焊产品质量。
(4)超高温参数:炉温超过使用温度时设备会报警并会切断交流接触器的电源(这时必须检查加热系统的电子元件后再重启电源)(5)加热系统的具体操作步骤:①按参数要求(三相五线AC380V,27KW)对本机供电。
②按下控制面板中的“参数设置”键,先点击页面上的超高温参数设定键将此参数设置得比使用温度参数高出30℃,然后再点击最低温度设定键将此参数设置为0(到设备要正常生产时必须将最低温度设置到比使用温度低20—30℃),然后将其他参数设置到所需要的参数值这样机器就可运行。
③在调试或检查时先不要将加热开关打开铅炉不加热,便于操作... 2、按下控制面板中的“自动/手动”键,切换至手动功能,待“手动指示灯”亮起。
3、按下“下模升”键,使下模支撑架23上升到最高位置,将铸焊模21(根据冷却管方向)用螺丝相对固定在支撑架相应的位置上。
4、将“极群组整理装置”45导入“上模”4中的“悬挂槽”44中,确认导入到位。
5、按下“上模降”键,将整个上模徐徐往下降,注意观察“极群组整理装置”45的四个定位柱是否顺利的插入“铸焊模”21中的四个定位孔中从入孔到位到出孔离面的整个过程,四孔与四个定位柱只能有轻度的摩擦,若有偏离应调整“极群组整理装置”45。
)6、将“铸焊模”21用螺丝锁紧,固定于支撑架上。
7、按下“上模升”键,使上模上升到顶部。
8、将冷却系统中的各冷却管(水管、气管)连接并拧紧。
9、测试冷却系统中各接口是否存在漏水、漏气现象:(1)按下“冷却水”键,使水充分流入各管道,目视检查各接口是否存在漏水现象。
若有应及时重新调整,锁紧该漏水接口,确保完全不漏水。
(2)按下“冷却气”键,使气体充分通过各管道,用发泡液(可用肥皂水或洗洁清水)涂各接口处,目视检查各接口处是否发生发泡现象。
若无发泡现象,.则说明该接口紧密,符合要求。
若有发泡现象应及时调整,锁紧该“发泡”接口,并按上述方法重新检查,直至符合要求。
10、调试“刮片”39与“铸焊模”21面的接触:(1)用合适扳手调整“刮片固定夹”36中的两个螺丝柱,用目视法先调整“刮片”39的刀口底面,使之略高于“下模”上升到最高处时“铸焊模”21的模具面。
(2)按下“刮板进”键,使刮板前进到最前端,观察刮片是否完全超过“铸焊模”21前端边缘。