手柄套设计说明书
电声-HA-3 手柄挂钩套装安装说明说明书

Specifications subject to change without notice.
HA-3
Handle Mount Kit
for Zx3 Series
Installation Instructions
HA-3 Handle Mounting Kit
The Electro-Voice HA-3 Handle Mounting Kit features a threaded attach point that allows for a Zx3 loudspeaker to be flown using a VSA-1 Strong-Arm (sold separately) to obtain desired orientation and sound coverage.
Fully Assembled with HA-3 Handle Mount and VSA-1
Strong-Arm Mount
WARNING: Suspending any object is potentially dangerous and should only be attempted by individuals who have a thorough knowledge of the techniques and regulations of rigging objects overhead. Electro-Voice strongly recommends that Zx3 speakers be suspended taking into account all current national, federal, state and local regulations. It is the responsibility of the installer to ensure that Zx3 speakers are safely installed in accordance with all such regulations. If Zx3 speakers are suspended, Electro-Voice strongly recommends that the system be inspected at least once a year. If any sign of weakness or damage is detected, remedial action should be taken immediately.
手柄套设计说明书
郑州科技学院机械制造工艺学课程设计任务书题目:设计手柄套零件的机械加工工艺规程及夹具设计内容: 1.零件图1张2.毛坯图1张3.机械加工工艺过程卡1份4.机械加工工序卡1份5.夹具设计装配图1张6.夹具体零件图1张7.课程设计说明书1份班级:12级13班姓名:宋扬学号:201233407指导教师:韩彦勇教研室主任:郑喜贵2015年9 月7日目录1 序言 (1)2 分析和审查零件图样 (2)2.1 零件的工艺分析 (2)2.2工艺规程设计 (2)3 基面的选择 (4)3.1 基准的选择 (4)3.2 粗基准的选择 (4)4 制定工艺路线 (5)4.1工艺路线方案一 (5)4.2 工艺路线方案二 (6)4.3 工艺方案的比较和分析 (6)5 机械加工余量、工序尺寸及毛坯尺寸的确定 (10)5.1机械加工余量 (10)5.2 工序尺寸和毛坯尺寸的确定 (10)6 确定切削用量及基本时间 (13)6.1 工序3粗车mm45Φ外圆的切削用量及基本时间 (13)6.2工序3切削用量的确定 (13)6.2.1确定切削深度 (13)6.2.2确定进给量f (13)6.3检验机床功率 (14)6.4基本时间的确定 (15)6.5 工序7加工12ΦH7mm孔的切削用量及基本时间 (15)7 专用夹具的设计 (17)7.1 设计主旨 (17)7.2夹具设计 (17)7.3零件的位置误差 (18)8 结论 (20)参考文献 (21)1 序言机械制造工艺学基础课程设计是在完成了大学的全部课程之后,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。
机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。
[整理]C1318手柄设计说明书.
![[整理]C1318手柄设计说明书.](https://img.taocdn.com/s3/m/25f0808769dc5022aaea0044.png)
-------------《机械制造技术基础》课程设计题目:手柄机械加工工艺规程设计院别:机械工程学院专业:机械工程及自动化姓名:王华学号:0401080228同组人员:指导教师:日期:2011.7.7-------------目录一、零件的主要技术条件分析 (1)二、选择毛坯、确定毛坯尺寸 (2)2.1 零件的生产类型 (2)2.2 选择毛坯 (2)2.3 确定机械加工余量 (2)2.4 确定毛坯尺寸 (2)2.5确定毛坯尺寸公差 (2)三、选择加工方法、制定工艺路线 (3)3.1 定位基准的选择 (3)3.2 零件表面加工方法的选择 (3)3.3 制定工艺路线 (3)四、工序设计 (4)4.1 选择加工设备与工艺装备 (4)4.2 确定工序尺寸 (5)五、确定切削用量 (5)5.1工序Ⅰ切削用量的确定 (6)5.2工序Ⅱ切削用量的确定 (6)5.3工序Ⅲ切削用量的确定 (6)5.4工序Ⅳ切削用量的确定 (6)5.5工序Ⅴ切削用量的确定 (6)5.6工序Ⅵ切削用量的确定 (7)5.7工序Ⅶ切削用量的确定 (7)5.8工序Ⅷ切削用量的确定 (7)5.9工序Ⅸ切削用量的确定 (7)参考文献 (8)题目:手柄机械加工工艺规程设计一、零件的主要技术条件分析经分析,原图样的视图正确、完整、尺寸、公差及技术要求齐全。
各表面的加工精度和表面粗糙度都不难获得。
Φ16的孔精度要求较高,公差等级为IT7,并且和总长和中间手柄都有位置要求,其轴向设计基准是Φ16孔的下表面。
M16螺纹孔要求和中间手柄在同轴上,所以加工时应利用Φ16孔制作专用夹具,保证其加工面在同轴向上。
其余小孔尺寸容易保证,加工方便。
总体来看,这个零件的工艺性良好。
二、选择毛坯、确定毛坯尺寸。
2.1 零件的生产类型:成批生产2.2 选择毛坯.毛坯类型:铸件,由于零件生产类型为成批生产,零件较为复杂,而铸造生产成本低,设备简单,故选择毛坯类型为铸件。
手柄座夹具设计设计说明书
序言综合模块(机制工艺及夹具)课程设计是在学完了机械制造技术基础和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。
这次设计使我能综合运用机械制造技术基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后的课程设计及未来从事的工作打下了良好的基础。
这次课程设计中,我所选的零件是“手柄套”,完成该零件的机械加工工艺规程的编制及工艺装备的设计。
在加工时,零件的配合部分需进行精加工,保证其配合准确,提高车床的综合性能,又因为被加工零件的结构比较复杂,加工难度大,需进行专用夹具的设计与装配。
由于能力所限,经验不足,设计中还有许多不足之处,希望老师多加指教。
一、零件的分析及生产类型的确定1、零件的生产类型依设计题目知:Qn=5000件/年;结合生产实际,备品率α和废品率β可以取为α=5%,β=0.5%。
由此可得,该零件的生产纲领年件/ 55130.5%)(1%)5(1 5000) +)(1+Qn(1=N=++⨯=βα查表可知其属轻型零件,生产类型为中大批量生产。
二、零件毛坯的设计1、选择毛坯根据生产纲领可知,手柄套属中大批量生产,零件形状为全圆柱体,可选零件材料为45,毛坯制造选用铸造毛坯,这样毛坯与成品相似,加工方便,省工省料。
为了提高生产率,铸造方法选用砂型铸造,且为机器造型。
2、确定毛坯尺寸适用于机械加工表面粗糙度Ra≥1.6μm。
Ra<6.3μm的表面,余量要适当增大。
分析零件,各加工表面均为Ra≥1.6μm,因此这些表面的毛坯尺寸只需要将零件的尺寸加上余量值即可。
图2:根据零件尺寸计算的毛坯尺寸三、零件的加工工艺设计1、定位基准的选择本零件是不规则多孔零件体,其右端面是设计基准(亦是装配基准和测量基准),为了避免由于基准不重合而产生的误差,应选右端面为定位基准,即遵循“基准重合”的原则。
手柄套设计说明书

目录 (1)设计任务书 (2)序言 (3)一、零件的分析 (3)(一)零件的作用 (3)(二)零件的工艺分析 (3)二、工艺规程设计 (4)(一)确定毛坯的制造形式 (4)(二)基面的选择 (4)1.粗基准的选择 (4)2.精基准的选择 (4)(三)制定工艺路线 (4)1.工艺路线方案一 (5)2.工艺路线方案二 (5)3.工艺方案的比较和分析 (6)(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (7)1.机械加工余量 (8)2.工序尺寸和毛坯尺寸的确定 (9)三、专用夹具的设计 (9)(一)设计主旨 (9)(二)夹具设计 (9)1.定位基准的选择 (9)2.钻销力以及夹紧力的计算 (10)3.定位误差分析 (11)4.夹具设计及操作说明 (14)四、课程设计心得体会 (16)参考文献 (17)机械制造工艺与机床夹具课程设计是机械制造工艺与机床夹具课程设计课程教学的一个不可或缺的辅助环节。
它是我们全面运用课程及其有关选修课程的理论和实践知识进行加工工艺及夹具结构设计的一次重要实践。
我希望能通过这次设计巩固我们前面所学的知识,并深化我对它的理解,为以后更好地走向工作打下基础。
因知识和能力有限,设计过程难免会有许多不足之处,还请老师指正。
一、零件的分析图1.1 手柄套零件图(一)零件的作用题目给出的是机床用“手柄套”,如图1.1所示,它起着连接手柄和转轴的作用,主要是用来传递转矩,使转轴旋转,从而起到调控作用。
其中Ø12孔用来安装转轴,并通过两个Ø6H8mm孔进行轴向固定。
Ø8孔则用于安装手柄,借此来传递转矩。
Ø5H7mm孔只用于加工时的定位作用,通过它来保证3个径向孔的位置精度。
(二)零件的工艺分析手柄套主要有两组加工表面,她们相互间有一定的位置精度。
现分述如下:1. 以Ø12H7mm孔为中心的加工表面。
它包括,Ø16mm孔,Ø12H7mm孔,左右两端面,Ø45mm外圆面以及定位用的Ø5H7mm孔,它们在加工时互为基准,彼此相互联系来保证形状位置精度。
机械手柄套课程设计

机械手柄套课程设计一、课程目标知识目标:1. 学生能够理解机械手柄套的基本结构及其在机械设备中的作用;2. 学生能够掌握机械手柄套的设计原理和关键参数;3. 学生能够了解并运用机械手柄套的材料选择和应用。
技能目标:1. 学生能够运用CAD软件完成机械手柄套的初步设计;2. 学生能够运用加工设备制作出符合设计要求的机械手柄套;3. 学生能够运用测量工具对机械手柄套进行精度检测和调试。
情感态度价值观目标:1. 培养学生对手柄套设计及制作过程中精益求精的态度;2. 培养学生团队合作意识,增强沟通协调能力;3. 增进学生对机械设计及制造行业的认识和兴趣。
课程性质:本课程为实践性课程,注重学生动手能力培养,提高学生对机械设计及制造的实际操作能力。
学生特点:学生具备一定的机械基础知识,具有较强的动手能力和创新意识。
教学要求:结合学生特点,通过理论讲解、实践操作、团队协作等方式,使学生在完成课程任务的过程中达到课程目标,提高学生的综合素养。
将目标分解为具体的学习成果,以便后续的教学设计和评估。
二、教学内容1. 机械手柄套基本结构认知:- 介绍手柄套的组成、功能及在机械设备中的重要性;- 分析课本中相关章节,如第二章“机械传动与控制”中的第三节“手柄与手轮”。
2. 机械手柄套设计原理:- 深入讲解手柄套的设计原则、关键参数计算及优化方法;- 引导学生阅读课本第四章“机械设计基础”内容。
3. 材料选择与应用:- 介绍常见手柄套材料性能、特点及适用场景;- 对比课本第三章“常用机械工程材料”中相关内容。
4. CAD软件应用:- 教授学生使用CAD软件进行手柄套的二维和三维设计;- 结合课本第六章“计算机辅助设计”相关内容进行教学。
5. 加工设备操作与制作:- 讲解手柄套加工工艺、设备操作方法及注意事项;- 参照课本第五章“机械加工工艺”进行实践操作。
6. 测量与调试:- 介绍测量工具的使用方法,如游标卡尺、深度尺等;- 指导学生阅读课本第七章“机械产品质量检验”相关内容。
游戏手柄的建模与仿真加工毕业设计说明书

第1章绪论制造业已成为国家经济和综合国力的基础,制造业的发达与先进程度是国家工业的重要表征。
人类社会在步入新世纪的同时也逐渐有工业经济时代步入知识经济时代,知识和技术被认为是提高生产率和实现经济增长的驱动器。
因而,先进制造技术已成为制造企业在激烈市场竞争中立于不败之地并求得迅速发展的关键因素,成为世界经济发展和满足人类日益增长需要的重要支撑,成为加速高新技术发展和实现国防现代化的助推器。
1.1 逆向工程简介逆向工程( Reverse Engineering-RE )是对产品设计过程的一种描述。
在工程技术人员的一般概念中,产品设计过程是一个从无到有的过程,即设计人员首先在大脑中构思产品的外形、性能和大致的技术参数等,然后通过绘制图纸建立产品的三维数字化模型,最终将这个模型转入到制造流程中,完成产品的整个设计制造周期。
这样的产品设计过程我们称为“ 正向设计” 过程。
逆向工程产品设计可以认为是一个“ 从有到无” 的过程。
简单地说,逆向工程产品设计就是根据已经存在的产品模型,反向推出产品设计数据(包括设计图纸或数字模型)的过程。
从这个意义上说,逆向工程在工业设计中的应用已经很久了。
早期的船舶工业中常用的船体放样设计就是逆向工程的很好实例。
随着计算机技术在制造领域的广泛应用,特别是数字化测量技术的迅猛发展,基于测量数据的产品造型技术成为逆向工程技术关注的主要对象。
通过数字化测量设备(如坐标测量机、激光测量设备等)获取的物体表面的空间数据,需要利用逆向工程技术建立产品的三维模型,进而利用 CAM 系统完成产品的制造。
因此,逆向工程技术可以认为是将产品样件转化为三维模型的相关数字化技术和几何建模技术的总称。
逆向工程的实施过程是多领域、多学科的协同过程。
1.2 UG简介1.2.1 UG的概念UG是Unigraphics的缩写,是一个商品名。
这是一个交互式CAD/CAM(计算机辅助设计与计算机辅助制造)系统,它功能强大,可以轻松实现各种复杂实体及造型的建构。
课程设计手柄套

课程设计手柄套一、教学目标本课程的教学目标是让学生掌握XX学科的基本概念、原理和方法,能够运用所学知识解决实际问题。
具体来说,知识目标包括:1.掌握XX学科的基本概念和原理;2.了解XX学科的发展趋势和应用领域;3.学会使用XX学科的相关工具和方法。
技能目标包括:1.能够运用XX学科的知识解决实际问题;2.具备XX学科的基本实验技能;3.能够进行XX学科的文献检索和综述。
情感态度价值观目标包括:1.培养学生对XX学科的兴趣和热情;2.培养学生批判性思维和创新精神;3.培养学生团队合作和沟通表达能力。
二、教学内容本课程的教学内容主要包括XX学科的基本概念、原理和方法。
具体安排如下:1.第一章:XX学科的基本概念和原理介绍;2.第二章:XX学科的应用领域和案例分析;3.第三章:XX学科的基本实验技能训练;4.第四章:XX学科的文献检索和综述能力培养。
三、教学方法为了激发学生的学习兴趣和主动性,本课程将采用多种教学方法,包括讲授法、讨论法、案例分析法和实验法等。
具体安排如下:1.讲授法:用于讲解XX学科的基本概念和原理;2.讨论法:用于探讨XX学科的应用领域和案例分析;3.案例分析法:用于分析具体的XX学科案例,提高学生解决实际问题的能力;4.实验法:用于训练学生的XX学科实验技能。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将选择和准备以下教学资源:1.教材:选用权威的XX学科教材,用于引导学生掌握基本知识和原理;2.参考书:提供相关的XX学科参考书籍,方便学生深入学习和拓展;3.多媒体资料:制作多媒体课件和教学视频,增强课堂教学的趣味性和互动性;4.实验设备:配备必要的XX学科实验设备,确保学生能够进行实验操作和技能训练。
五、教学评估本课程的评估方式将包括平时表现、作业、考试等多个方面,以全面、客观、公正地评估学生的学习成果。
具体安排如下:1.平时表现:通过课堂参与、提问、讨论等方式评估学生的学习态度和理解程度;2.作业:布置适量的作业,评估学生对知识的掌握和应用能力;3.考试:进行定期考试,评估学生的综合运用能力和对知识的全面理解。
产品设计手柄设计方案模板

产品设计手柄设计方案模板[产品设计手柄设计方案模板]设计目标:本设计方案旨在为产品手柄提供一个创新的设计,以提升用户的操控体验和产品的功能性。
通过合理的结构布局和外观设计,使得手柄更加符合人体工学原理,具备良好的握持感和操作舒适度。
一、整体设计:1.1 结构布局:手柄采用分段设计,包括底座、握持部分和按键部分。
底座固定在产品上,握持部分与底座连接,并且可以根据不同用户的手型尺寸进行调节。
按键部分位于握持部分上方,以便用户更方便地操作。
1.2 外观设计:手柄采用简洁而现代的外观设计,整体造型流线型,通过曲线和圆弧的结合,增加手柄的美感和动感。
表面采用防滑材料进行处理,以提供更好的握持稳定性和舒适度。
二、握持部分设计:2.1 尺寸调节:握持部分设计为可调节尺寸,以适应不同用户的手型尺寸。
通过杠杆机构或拉伸装置,用户可以根据自己的需要调整握持部分的宽度和长度,确保握持手柄时的舒适感和稳定性。
2.2 材质选择:握持部分采用柔软的橡胶或弹性材料制成,以增加握持手柄时的舒适感和减轻手部疲劳感。
材质表面设计有凹槽或细微凸点,以增加防滑性,确保用户握持时的稳定性。
三、按键部分设计:3.1 按键布局:按键部分设计合理的按键布局,根据不同产品的功能需求进行安排。
在保证按键数量和大小合适的前提下,尽量将重要的按键集中在用户握持手柄时可以方便操作的位置,以提高用户的便捷性。
3.2 反馈机制:为了增加用户的操作体验,按键部分设计了相应的反馈机制。
针对不同的按键,可以采用不同的反馈形式,如点击声音、震动反馈等,使用户操作时能够感知到按键的触发和操作结果。
四、附加功能设计:4.1 无线连接:手柄可以通过无线方式与产品进行连接,以减少使用时的线缆纠缠和限制,提供更大的灵活性和便捷性。
4.2 充电功能:手柄内置可充电电池,用户可以通过充电接口将手柄与电源连接,方便快捷地为手柄充电,提高续航能力,避免频繁更换电池的麻烦。
五、总结:通过以上设计方案,产品手柄可以在外观和功能两方面得到优化和提升。
手柄套设计说明书

目录 (1)设计任务书 (2)序言 (3)一、零件的分析 (3)(一)零件的作用 (3)(二)零件的工艺分析 (3)二、工艺规程设计 (4)(一)确定毛坯的制造形式 (4)(二)基面的选择 (4)1.粗基准的选择 (4)2.精基准的选择 (4)(三)制定工艺路线 (4)1.工艺路线方案一 (5)2.工艺路线方案二 (5)3.工艺方案的比较和分析 (6)(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (7)1.机械加工余量 (8)2.工序尺寸和毛坯尺寸的确定 (9)三、专用夹具的设计 (9)(一)设计主旨 (9)(二)夹具设计 (9)1.定位基准的选择 (9)2.钻销力以及夹紧力的计算 (10)3.定位误差分析 (11)4.夹具设计及操作说明 (14)四、课程设计心得体会 (16)参考文献 (17)机械制造工艺与机床夹具课程设计是机械制造工艺与机床夹具课程设计课程教学的一个不可或缺的辅助环节。
它是我们全面运用课程及其有关选修课程的理论和实践知识进行加工工艺及夹具结构设计的一次重要实践。
我希望能通过这次设计巩固我们前面所学的知识,并深化我对它的理解,为以后更好地走向工作打下基础。
因知识和能力有限,设计过程难免会有许多不足之处,还请老师指正。
一、零件的分析图1.1 手柄套零件图(一)零件的作用题目给出的是机床用“手柄套”,如图1.1所示,它起着连接手柄和转轴的作用,主要是用来传递转矩,使转轴旋转,从而起到调控作用。
其中Ø12孔用来安装转轴,并通过两个Ø6H8mm孔进行轴向固定。
Ø8孔则用于安装手柄,借此来传递转矩。
Ø5H7mm孔只用于加工时的定位作用,通过它来保证3个径向孔的位置精度。
(二)零件的工艺分析手柄套主要有两组加工表面,她们相互间有一定的位置精度。
现分述如下:1. 以Ø12H7mm孔为中心的加工表面。
它包括,Ø16mm孔,Ø12H7mm孔,左右两端面,Ø45mm外圆面以及定位用的Ø5H7mm孔,它们在加工时互为基准,彼此相互联系来保证形状位置精度。
手柄座课程设计说明书
摘要机械制造技术基础课程设计是咱们大学众多课程设计中的一个,每次课程设计对毕业设计有着专门大的帮忙。
这次设计花费了两周半的时刻,而这次主要的设计对象是手柄座,需要画零件图、毛坯图、装配图各一张,等等。
要专门好的设计出来,第一咱们要熟悉零件,题目所给的零件是手柄座。
第一了解了手柄座的作用,接下来按照零件的性质和零件图上各端面的粗糙度肯定毛坯的尺寸和机械加工余量。
然后咱们再按照定位基准肯定好粗基准和精基准,最后拟定手柄座的工艺线路图,制定该工件的夹紧方案,画出夹具装配图。
AbstractThe course design of mechanical manufacturing foundation is one of the many course designs in our university and each course design has a lot of help to our graduation design. This design spends two and a half weeks. This time we need to design a handle seat, and we also need one part drawing, one blank drawing, one assembly drawing and so on. If we want to design the handle seat well, we should know it first. First of all, we should know the function of the handle seat, then we can determine the size of the blank and machining allowance according to the nature of the part and the roughness on the face of the part drawing. Next, we can determine the coarse reference and the fine reference in accordance with the requirements of the locating datum .Lastly, we could protocol the handle seat technology roadmap and make the clamping scheme of the workpiece and draw the clamp assembly drawing in the end.目录1. 初始设计计划.............................................................................2. 分析审查零件图样.....................................................................零件分析............................................................................零件图样审查.................................................................... 3. 毛坯设计.....................................................................................肯定毛坯制造形式............................................................毛坯尺寸的肯定................................................................ 4. 工艺规程设计.............................................................................基面和定位方案的选择....................................................各表面的加工方式的肯定................................................制定工艺线路...................................................................各工序加工余量的肯定...................................................肯定切削用量及大体工时............................................... 5. 夹具设计.....................................................................................问题的提出.......................................................................夹具设计..........................................................................参考文献.........................................................................................1.初始设计计划由老师给定的设计要求知,该零件为大量量生产,因此在设计中能够应用大量量生产的毛坯制造、加工余量肯定、工艺设备和工艺装备选择、工艺规程指定和夹具方案肯定等的方式。
手柄座夹具设计说明书
目录序言 (1)一、零件的工艺分析 (4)二、工艺规程设计 (5)(一)确定毛坯的制造形式 (5)(二)基面的选择 (5)(三)制定工艺路线 (5)(四)机械加工余量、工序尺寸及毛皮尺寸的确定 (7)(五)确立切削用量及基本工时 (8)三、夹具设计: (18)(一)、设计时注意的问题 (18)(二)、夹具设计 (18)(三).定位误差分析 (21)(四).夹具设计及操作说明 (21)总结 (22)参考资料: (23)序言本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
车床手柄座加工工艺规程及其铣的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
械工业是一种基本工业形式,对于我们国家来说,它关系到国计民生的方方面面。
近年来机械工业领域向着高精度、高质量、高效率、低成本方向发展,数字化,自动化水平日益提高。
同时由于机械工业的发展,其他各工业部门也向着高深度迈进,机械工业的发展日趋重要。
机械制造过程及检测,检验中,都要使用大量的夹具。
为了达到提劳动效率,提高加工精度,减少废品,扩大机床的工艺范围,改善操作的劳动条件,如何设计好夹具则成了机械制造的一项重要任务。
机床夹具是夹具中的一种,将其固定到机床上,可以使被加工件对刀具与机床保持正确的相对位置,并克服切削力的影响。
使加工顺利进行。
机床夹具分为通用夹具和专用夹具两种。
夹具设计中的特点:1.夹具的设计周期较短,一般不用进行强度和刚度的计算。
游戏手柄外壳模具设计
目录第1章绪论1.1注射成形基本过程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1.2注射模的基本结构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第2 章游戏手柄外壳的造型设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.1 游戏手柄外壳的选料及其性能⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.2 游戏手柄外壳注射成型工艺过程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.3 游戏手柄外壳的结构分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2.4游戏手柄外壳造型设计过程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第3 章成型零件与浇注系统的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.1 浇注系统计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.1.1主浇道的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.1.2 分浇道的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.1.3浇口及冷料穴设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.1.4 铸模和开模⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.2 冷却系统设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3.3.1凹、凸模冷却系统设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第4 章模具零件设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1推出系统设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2确定模架⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3模架各装配零件设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3.1导向零件设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3.2浇注系统零件设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3.3推出机构零件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3.4 定位圈⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3.5其他零件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第5 章模具的装配和调试⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1模具的装配⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2模具的调试⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第1章绪论1.1 注射成形基本过程注射成形是现在成形热塑性塑件的主要方法,因此应用范围很广。
手柄座夹具设计设计说明书13页
序言综合模块(机制工艺及夹具)课程设计是在学完了机械制造技术基础和大部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节。
这次设计使我能综合运用机械制造技术基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后的课程设计及未来从事的工作打下了良好的基础。
这次课程设计中,我所选的零件是“手柄套”,完成该零件的机械加工工艺规程的编制及工艺装备的设计。
在加工时,零件的配合部分需进行精加工,保证其配合准确,提高车床的综合性能,又因为被加工零件的结构比较复杂,加工难度大,需进行专用夹具的设计与装配。
由于能力所限,经验不足,设计中还有许多不足之处,希望老师多加指教。
一、零件的分析及生产类型的确定1、零件的生产类型依设计题目知:Qn=5000件/年;结合生产实际,备品率α和废品率β可以取为α=5%,β=0.5%。
由此可得,该零件的生产纲领查表可知其属轻型零件,生产类型为中大批量生产。
二、零件毛坯的设计1、选择毛坯根据生产纲领可知,手柄套属中大批量生产,零件形状为全圆柱体,可选零件材料为45,毛坯制造选用铸造毛坯,这样毛坯与成品相似,加工方便,省工省料。
为了提高生产率,铸造方法选用砂型铸造,且为机器造型。
2、确定毛坯尺寸适用于机械加工表面粗糙度Ra≥1.6μm。
Ra<6.3μm的表面,余量要适当增大。
分析零件,各加工表面均为Ra≥1.6μm,因此这些表面的毛坯尺寸只需要将零件的尺寸加上余量值即可。
图2:根据零件尺寸计算的毛坯尺寸三、零件的加工工艺设计1、定位基准的选择本零件是不规则多孔零件体,其右端面是设计基准(亦是装配基准和测量基准),为了避免由于基准不重合而产生的误差,应选右端面为定位基准,即遵循“基准重合”的原则。
2、零件表面加工方法的选择本零件有平面、内孔、外圆柱面、螺纹等加工,材料为45。
手柄套设计说明书

机械制造技术课程设计任务书题目手柄套零件机械加工工艺规程及夹具设计(年产量为5000件)学号姓名主要内容:1、设计零件毛坯,绘制毛坯图。
2、制定该零件机械加工工艺路线,填写工艺过程卡。
3、设计Φ12H7孔加工工序过程,填写工序卡。
4、设计Φ12H7孔加工工序中所使用的专用夹具,绘制夹具装配图及其主要零件图。
5、编写课程设计说明书。
基本要求:在熟悉机械制造技术教材和相关参考资料的内容的基础上,阅读所发零件图图形,根据图形结构特点设计零件的毛坯结构,绘制零件毛坯图;根据零件的零件结构特点和各加工面的尺寸以及形位公差和表面精度,合理分配零件的各工序的加工方法;并结合毛坯尺寸确定制定工序的切削用量,填写工艺过程卡和工序卡;而后根据指定工序的加工情况,设计专用夹具,绘制夹具装配图及其主要零件图;最后编写设计说明书,对设计过程作出总结。
主要参考资料:[1]张世昌等.机械制造技术基础.北京:高等教育出版社.2007.5[2]柯建宏.机械制造技术基础课程设计.武汉:华中科技大学出版社.2008.8[3]王先逵.机械加工工艺手册(第2版).北京:机械工业出版社.2006.12 完成期限:指导教师签名:评审小组负责人签名:2014年月日1 前言 (4)2 零件的分析 (4)3确定毛坯的制造形式 (5)3.1 确定毛坯的尺寸公差和机械加工余量 (6)3.1.1. 公差等级 (6)3.1.2. 毛坯重量 (6)3.1.3. 棒料材质系数 (6)4. 机械加工工艺过程设计 (7)4.1定位基准的选择 (7)4.2 零件表面的加工方法 (8)4.3 制定机械加工工艺路线 (9)4.4 工艺方案的比较与分析 (10)5.确定机械加工余量及毛坯尺寸 (11)6.1 选择加工设备与工艺设备 (11)6.1.1 选择机床 (11)6.1.2 选择夹具 (12)6.1.3 选择刀具 (14)6.1.4 选择量具 (14)6.2 确定工序尺寸及加工余量 (15)6.2.1 端面工序尺寸及加工余量 (15)6.2.2 外圆柱面工序尺寸及加工余量 (16)6.2.3 孔的加工工序尺寸及加工余量 (17)7. 确定切削用量及其基本时间 (18)7.1 工序三粗车Φ45mm外圆的切削用量及基本时间 (19)7.1.1工序三切削用量的确定 (19)7.1.2检查机床功率 (20)7.1.3基本时间的确定 (21)7.2工序七加工Φ12H7mm孔的切削用量及基本时间 (21)7.2.1 确定进给量f (22)7.2.2 确定切削速度v (22)7.2.3 检验扭矩功率 (22)8 总结 (22)9参考文献 (23)1 前言这次课程设计是对所学各课程的一次深入的综合性的总复习,使我们能综合运用机械制造技术中的基本理论,通过有关手册、图表等技术资料,独立分析和解决工艺问题,初步具备了设计一个零件工艺规程的能力。
FT25B1 翔龙 二合一无线手柄说明书
FT25B1 翔龙二合一无线手柄说明书尊敬的用户,感谢您购买格威尔品牌翔龙二合一无线手柄,它将使您体验到游戏世界的无穷乐趣。
在使用之前请仔细阅读说明书,并妥善保管以备后用。
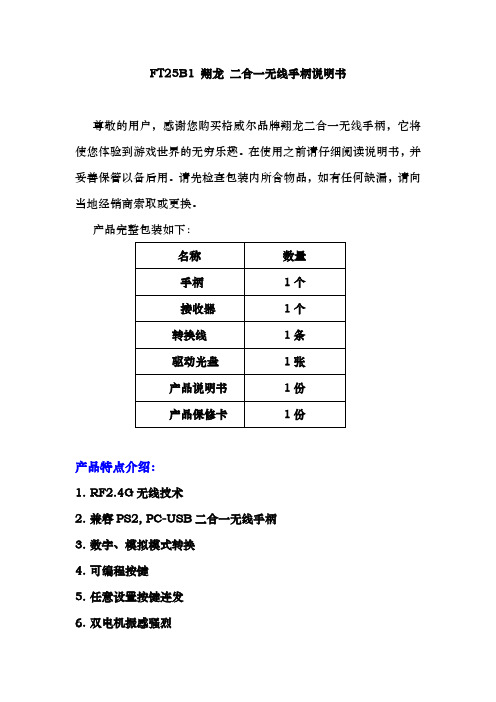
请先检查包装内所含物品,如有任何缺漏,请向当地经销商索取或更换。
产品完整包装如下:产品特点介绍:1.RF2.4G无线技术2.兼容PS2, PC-USB二合一无线手柄3.数字、模拟模式转换4.可编程按键5.任意设置按键连发6.双电机振感强烈7.操控距离10米以上8.电源: 2*1.5VAA电池按键分布:操作说明:1.连接方法:与PS2主机连接:将接收端插入PS2主机, 接收端红灯闪烁表示正在搜索手柄。
打开手柄电源开关,红灯停止闪烁,保持直亮表示连接成功。
与PC主机连接:将转换线的PS2接口与接收端连接好,再把转换线的USB接口接入电脑主机,接收端红灯闪烁表示正在搜索手柄,打开手柄电源开关,红灯停止闪烁,保持直亮表示连接成功。
2.模式设置:按下Analog按键可以切换操作模式:手柄上红灯亮表示模拟模式,红灯灭表示数字模式。
3.功能说明:A.低耗电模式( 睡眠模式)为节省电力,延长电池使用寿命,手柄设计具有低耗电模式,3分钟之内没有任何操作将自动进入低耗电模式。
进入低耗电模式后如要重新启用,按下START、L3或R3按键中任何一个即可。
B.TURBO功能手柄上的△,○,×,□, L1,R1,L2,R2,L3,R3均可设定TURBO 功能设定方法: 按住TURBO按键, 此时手柄绿灯亮起,再按下需要设定TURBO功能的按键(例如△键),此时绿灯熄灭一下后亮起表示功能设定完成。
松开TURBO按键后绿灯熄灭,退出设定,将设定方法重复一次即可取消TURBO功能。
C.MACRO功能a.MACRO功能说明:L2, R2, L3, R3可以设定MACRO功能,每一个MACRO按键可以编入15个键值。
△,○,×,□,L1,R1,L2,R2,L3,R3均可编为MACRO按键的键值。
手柄套课程设计说明书(20210303222810)
目录1、前言 (2)2、课程设计得目得 (2)3、零件得工艺分析 (3)3、1结构及工艺性分析 (3)3、2零件得技术要求分析 (4)4、毛坯得选择 (5)5、零件机械加工工艺路线得拟定 (5)5、1定位基准得选择 (5)5、1、1粗基准得选择 (5)5、1、2精基准得选择 (6)5、2拟定工艺路线 (6)5、2、1加工方法得选择与加工阶段得划分 (6)5、2、2工艺路线得拟定 (7)5、2、3工艺方案得分析与比较 (8)5、3加工余量及工序尺寸得拟定,工序尺寸及公差得确定 (8)5、4切削用量得确定 (10)5、4、1工序7:车左端面 (10)5、4、2工序8:加工①12H7孔 (11)5、4、3工序9:锪钻中心孔①16 (12)5、5时间定额确定 (12)5、5、1工序8:加工①12H7孔时间定额得计算 (12)5、5、2工序9:扩中心孔①16时间定额得计算 (13)6、夹具设计 (14)6、1确定设计方法与要求 (14)6、2选择定位方式及定位元件 (14)6、3确定导向装置 (14)6、4确定夹紧机构 (15)7. ..................................................................................................................... 小、结15参考文献 (15)1、前言本次课程设计得对象为手柄套,该产品得年产量为50000件,备品率为10%机械加工过程废品率为1%所以按零件得生产纲领计算公式N=Q n( 1+a)( 1+b)求得零件得年产量为55550件,现在已知此产品为轻型机械。
查表可确定生产类型为大批大量生产。
2、课程设计得目得机械制造技术基础课程设计就是作为未来从事机械制造技术工作得一次基本训练。
通过课程设计培养我们制定零件机械加工工艺规程与分析工艺问题得能力,以及设计机床夹具得能力。
基于SolidWorks的游戏手柄产品结构设计说明书

摘要当今社会产品更新换代越来越快,为降低生产成本、节约能源、提高生产效率,设计生产变得越来越为重要。
所以虚拟建模也非常重要,本文设计一款游戏机手柄,三维软件是SolidWorks软件。
SolidWorks是一款基于特征的参数化CAD系统软件。
和许多最初在UNIX环境中开发,后来才向Windows操作系统开放的CAD系统不同,SolidWorks与SolidWorks Simulation在一开始就是专为Windows操作系统开发的,所以相互整合是完全可行的。
三维设计,从简单的几何模型生成工具软件的经验,技术,产品的模型变量控制,最终形成一个完整的企业数字化进程。
三维设计软件的应用大大提高了产品设计和开发效率。
相比二维设计(CAD)的三维设计功能最大的特点是造型技术的使用,整个设计过程的相关技术。
从而保持了在设计环境中的各种模型的一致性,从而提高设计效率。
关键词:SolidWorks;三维建模;游戏机手柄AbstractIn today's society,product updates faster and faster,in order to reduce the production cost,save energy,improve the production efficiency,design productionbecomes more and more important.So the virtual model is also very important,this paper designs a handle of the game machine,3D software is SolidWorks software.SolidWorks is based on a parametric CAD system software features.And manywere originally developed in the UNIX environment,then onlytothe CAD systemofWindows operatingsystem open different,SolidW orks and SolidWorks Simulation in the beginning is designed for the development of the Windows operating system,so it is completely feasible to integrate with each other.Three dimensionaldesign,technologyfromthe geometricmodel generationtool simple experience,mo del,variable product control,digital process eventually formed a complete enterprise.The application of3D design software can greatly improve the efficiencyof productdesignand pared withtwo-dimensional design(CAD)characteristics of the three-dimensional design features the largest is the use ofmodeling technology and related technology of the whole design process.Tomaintain the consistency of various models in the design environment,so as toimprove the efficiency of design.Keywords:SolidWorks;3D modeling;handle of the game machine目录摘要 (1)Abstract (2)第一章绪论 (1)1.1SolidWorks软件简介 (1)1.2课题的提出和研究意义 (1)第二章游戏手柄的散文建模 (3)2.1手柄前盖的绘制 (3)2.1.1草图绘制基准面 (3)2.1.2草图反馈 (3)2.2手柄后盖的绘制 (5)2.3扫面凸台的建立 (6)2.3.1简单扫描 (6)2.3.2使用引导线扫描 (7)2.4放样曲面 (7)2.5拉伸中间凸台 (8)2.6薄壁拉伸 (9)参考文献 (12)总结 (13)致谢 (14)第一章绪论1.1SolidWorks软件简介SolidWorks软件是世界上第一个基于Windows开发的三维CAD系统,由于技术创新符合CAD技术的发展潮流和趋势,SolidWorks公司于两年间成为CAD/CAM产业中获利最高的公司。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录 (1)设计任务书 (2)序言 (3)一、零件的分析 (3)(一)零件的作用 (3)(二)零件的工艺分析 (3)二、工艺规程设计 (4)(一)确定毛坯的制造形式 (4)(二)基面的选择 (4)1.粗基准的选择 (4)2.精基准的选择 (4)(三)制定工艺路线 (4)1.工艺路线方案一 (5)2.工艺路线方案二 (5)3.工艺方案的比较和分析 (6)(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (7)1.机械加工余量 (8)2.工序尺寸和毛坯尺寸的确定 (9)三、专用夹具的设计 (9)(一)设计主旨 (9)(二)夹具设计 (9)1.定位基准的选择 (9)2.钻销力以及夹紧力的计算 (10)3.定位误差分析 (11)4.夹具设计及操作说明 (14)四、课程设计心得体会 (16)参考文献 (17)机械制造工艺与机床夹具课程设计是机械制造工艺与机床夹具课程设计课程教学的一个不可或缺的辅助环节。
它是我们全面运用课程及其有关选修课程的理论和实践知识进行加工工艺及夹具结构设计的一次重要实践。
我希望能通过这次设计巩固我们前面所学的知识,并深化我对它的理解,为以后更好地走向工作打下基础。
因知识和能力有限,设计过程难免会有许多不足之处,还请老师指正。
一、零件的分析图1.1 手柄套零件图(一)零件的作用题目给出的是机床用“手柄套”,如图1.1所示,它起着连接手柄和转轴的作用,主要是用来传递转矩,使转轴旋转,从而起到调控作用。
其中Ø12孔用来安装转轴,并通过两个Ø6H8mm孔进行轴向固定。
Ø8孔则用于安装手柄,借此来传递转矩。
Ø5H7mm孔只用于加工时的定位作用,通过它来保证3个径向孔的位置精度。
(二)零件的工艺分析手柄套主要有两组加工表面,她们相互间有一定的位置精度。
现分述如下:1. 以Ø12H7mm孔为中心的加工表面。
它包括,Ø16mm孔,Ø12H7mm孔,左右两端面,Ø45mm外圆面以及定位用的Ø5H7mm孔,它们在加工时互为基准,彼此相互联系来保证形状位置精度。
另,工件的四个1x45°直角也可以并入该组加工表面。
2. 以Ø8mm为主的加工表面它包括,Ø8mm孔和两个Ø6H8mm孔,即径向的三个圆面加孔。
这两组表面以及表面组内之间,有一定的位置要求,主要是:(1) Ø12mm孔轴线与Ø45mm右端面的垂直度公差为0.05mm;(2) 两个Ø6mm孔与Ø12mm孔轴线的位置度公差为0.12mm。
由上可知,对于这两组表面,可以先加工一组(第一组)表面,然后借助专用夹具以及定位孔加工另一组表面(第一组),并且通过一次装或互为基准来保证其位置精度。
1、工艺规程设计(1)确定毛坯的制造形式零件材料为45钢。
考虑其耐磨性其受到的局部冲击,选用锻件。
又因为零件年产量为4000件,可采用普通模煅,以提高生产效率并保证加工质量。
(2)基面的选择基准的选择是工艺规程设计中的重要工作之一。
基面选择得正确、合理,可以保证加工质量,提高加工效率。
否则,就会使加工工艺问题百出,严重影响零件加工质量和效率。
1. 粗基准的选择因为此零件结构简单,选用Ø45mm外圆面作为粗基准即可。
但加工时注意,因为零件短小,不能以粗基准一次定位即完成初步加工,而需要两次使用粗基准,期间产生的二次定位误差可通过后序的半精、精加工来弥补。
2. 精基准的选择因为该零件各加工面有一定的形位精度要求,所以精基准的选择主要考虑基准重合和互为基准的原则。
当设计基准与工序基准不重合时,应该进行尺寸换算。
(3) 制定工艺路线零件的机械加工工艺过程是工艺规程设计的核心问题。
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度等技术要求能得到合理的保证。
在生产纲领已确定为大批生产的条件下,可以采用万能机床配以专用工夹具,并尽量使工序集中来提高生产率。
初次以外,还应考虑经济效果,以便降低生产成本。
工艺路线如下:工序1:普通模锻;工序2:正火;工序3:粗车右端面和部分外圆面。
以Ø45mm外圆面为基准,选用CA6140车床;工序4:粗车左端面和剩余的Ø45mm外圆面部分,钻Ø12mm孔。
以Ø45mm 外圆面为基准,选用C365L式转塔式车床;工序5:半精车,精车Ø45mm外圆面。
以Ø12mm孔为基准,选用CA6140车床;工序6:半精车Ø45mm左端面,车Ø16mm孔,倒1x45°直角。
以Ø45mm 外圆面为基准,并选CA6140车床;工序7:扩、铰、精铰Ø12mm孔,半精车,精车Ø45mm右端面,保证尺寸35mm,倒直角1x45°。
以Ø45mm外圆面为基准,选用C365L转塔式车床;工序8:钻,精铰Ø5mm孔,使用专用夹具CJ—01。
以Ø45mm左端面和Ø12mm孔定位,选用Z525钻床;工序9:钻Ø8mm孔,使用专用夹具CJ-02。
以Ø45右端面Ø12mm孔、Ø5mm 孔定位,选用Z525钻床;工序10:钻成90°的Ø6mm孔,保证13尺寸和相应位置度,使用专用夹具CJ-03.以Ø45mm右端面、Ø12mm孔、Ø5mm孔定位,选用Z525钻床;工序11:去毛刺;工序12:清洗;工序13:终检。
以上工艺过程详见“机械加工工艺过程卡片”和“机械加工工序卡片”。
(4)机械加工余量、工序尺寸及毛坯尺寸的确定“手柄套”零件材料为45钢,硬度为207-241HBW,毛坯重量约为0.46kg,生产类型为大批生产,采用普通模锻毛坯。
根据上述原始资料及加工工艺,结合《实用机械制造工艺设计手册》,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:1.机械加工余量确定外圆表面沿轴线及径向方向的加工余量(Ø45mm及35mm),查《实用机械制造工艺设计手册》(以下简称《手册》)表2-7及2-9,其中锻件重量为0.4kg,锻件复杂数为S1,锻件轮廓尺寸≤315mm,采用一般加工精度F1,故轴向余量1.5mm∽2.0mm,取2mm,径向余量1.5mm∽2.0mm,取1.9mm。
2.工序尺寸和毛坯尺寸的确定(1). 外圆表面(Ø45mm)分步加工余量查《手册》表7-2/7-5,结合1所得结果,拟定加工余量,如下:粗车:Ø46.8mm 2Z=2mm半精车:Ø45.3mm 2Z=1.5mm精车:Ø45.0mm 2Z=0.3mm(2). 左右端面分步加工余量由上述已确定了毛坯的长度为39mm。
查《手册》表7-2/7-4,结合1所得结果,拟定加工余量如下:(3). 内孔Ø12mm毛坯为实心,不冲孔。
孔精度为IT7,参照《手册》表7-11,可确定工序尺寸及余量为:钻孔: Ø11.0mm扩孔:Ø11.85mm 2Z=0.85mm粗铰:Ø11.95mm 2Z=0.1mm精铰:Ø120+0.018mm 2Z=0.05mm(4). 定位孔Ø5mm孔具有较高的位置精度,参照《手册》表7-11,可确定工序尺寸及余量为:钻孔:Ø4.8mm精铰:Ø5.0mm 2Z=0.2mm(5). 两个径向孔Ø6mmØ6mm孔具有较高的位置度,参照《手册》表7—11,可确定其工序尺寸及余量为:钻孔:Ø5.8mm精铰:Ø6.0mm 2Z=0.2mm由于毛坯及以后各道工序的加工都有加工公差,因此所规定的加工余量其实只是名义上的加工余量。
综合以上分析,可确定毛坯长度为39mm,直径为45.8 mm,如下图4.2所示:图4.2 零件毛坯图5确定切削用量及基本时间切削用量一般包括切削深度、进给量及切削速度三项。
确定方法是先确定切削深度、进给量,再确定切削速度。
选择两个典型的工序,工序3粗车mm 45φ外圆和工序7加工φ12H7mm 孔,进行钻-粗铰-精铰进行计算。
5.1工序30粗车mm 45φ外圆的切削用量及基本时间本工序为粗车mm 45φ外圆面。
已知工件材料:45钢,MPa 670p =σ,热轧制型材;机床为CA6140卧式车床;刀具:硬质合金,YT5。
下面的相关数据根据《切削用量简明手册》确定。
CA6140机床中心高为200mm ,查表1.1,选择刀杆25mm 16mm H B ⨯=⨯,刀片厚度4.5mm ,由表1.3,选择车刀几何形状为平面带倒棱型,前角︒=120γ,后角︒=60α,主偏角︒=90k r ,副偏角︒10k r =‘,刃倾角︒=0s λ,刀尖圆弧半径mm 7.0r =ε。
5.1.1工序30切削用量的确定(1)确定切削深度p a 此工序直径加工余量为1.3mm ,单边余量仅为0.65mm ,可在一次走刀内切完,故mm 65.0a p =。
(2)确定进给量f 根据表1.4,在粗车钢料,刀杆尺寸为25mm 16mm H B ⨯=⨯,3mm a p ≤,工件直径为40~60mm ,0.7mm/r ~0.4f =,查表1.31,选择f=0.56mm/r.(3)选择车刀磨钝标准及耐用度 由表1.9,车刀后面最大磨损限度选择1.0mm ,普通车刀寿命T=60min 。
(4)确定切削速度v 根据表1.10查得切削速度m/min 123v c =查表1.28得切削速度修正系数为92.0k 24.1k 65.0k 0.1k k 9.0k rv k v tv Mv Tv sv ======,,,,修正后的切削速度为(m /m in)8292.024.165.00.10.19.0123k k k k k k v v rv k v tv Mv Tv sv c =⨯⨯⨯⨯⨯⨯=⋅⋅⋅⋅⋅⋅= (m/min)54448821000d v 1000n =⨯⨯==ππ 按CA6140机床转速,选择n=11.8 s r ,则实际切削速度(m/s)78.110008.11481000dnv =⨯⨯==ππ5.1.2检验机床功率由表1.24,查得Pc=2.4k W 。
切削功率的修正系数-,故实际切削时功率为kW 5.2P C =,而机床主轴允许功率为kW 5.7P E =,E C P P <,故选用的切削用量可在CA6140机床上进行。
最后确定切削用量为:m/s 78.1 v r/8.11n mm 56.0f mm 65.0a p ====s 。