焊接毕业设计答辩
毕业设计 开题答辩

毕业设计开题答辩全文共四篇示例,供读者参考第一篇示例:毕业设计开题答辩是研究生阶段非常重要的一个环节,它不仅是对研究课题进行总结和提炼的过程,同时也是对学术研究水平和能力的一次检验。
在开题答辩中,研究生需要向导师和评审委员会介绍自己的研究方向、研究内容、研究方法、预期成果等,从而引导出前期研究工作的价值和新颖性,为后续的研究工作奠定基础。
开题答辩一般包括以下内容:首先是开场白,研究生需要简要介绍自己的研究背景、研究目的和研究意义,从宏观的角度来解释自己的研究方向。
接着是研究背景和相关研究,研究生需要详细介绍自己所选择的研究领域的现状和研究进展,说明为什么选择这个研究方向以及研究问题的来源和现实意义。
然后是研究内容和研究方法,研究生需要具体说明自己的研究内容、研究目标、研究方法和实施步骤,以及所使用的理论分析方法或实验手段。
最后是预期成果和进度安排,研究生需要详细描述自己计划达成的预期成果和研究进度安排,以及面临的挑战和问题,展望未来的研究工作。
在开题答辩中,研究生需要充分准备,确保自己清晰明了地表达自己的想法和研究内容,避免出现漏洞和疑问。
研究生需要虚心接受导师和评审委员会的批评和建议,以不断完善和进步自己的研究工作。
开题答辩是一个相互交流、相互学习的过程,通过这个过程,研究生可以提升自己的学术研究水平和能力,为顺利完成毕业设计打下坚实的基础。
毕业设计开题答辩是研究生阶段的一个重要环节,它不仅是对前期研究工作的总结和提炼,更是对学术研究水平和能力的一次检验。
通过认真准备和深入交流,研究生可以更好地明确自己的研究方向和目标,为后续的研究工作奠定基础。
相信通过这个过程的努力和付出,研究生们一定会取得优秀的成绩,展现出自己的学术才华和研究能力。
希望大家都能在毕业设计开题答辩中取得好成绩,顺利完成毕业设计,为未来的学术生涯奠定基础。
第二篇示例:毕业设计开题答辩是每位研究生在进行毕业设计之前必须完成的一项重要环节。
毕业设计答辩技巧

毕业设计答辩技巧1.充分准备毕业设计答辩前,要充分准备。
首先要对自己的设计成果有充分的了解,梳理出实验、数据、分析、结论等重要内容。
其次,要预测答辩中可能会被问到的问题,并对这些问题进行思考和准备。
最后,要进行多次的模拟答辩,熟悉答辩的流程和节奏。
2.简明扼要的开场在答辩开始阶段,要简明扼要地介绍自己的设计主题和研究目的。
简洁明了的开场白可以引起评委的兴趣,让他们对你的设计产生兴趣。
3.重点突出和详细阐述设计思路在答辩中,要突出自己设计的重点和亮点,并详细阐述设计思路。
可以通过PPT或其他辅助工具清晰地呈现设计的逻辑结构和关键点,并解释为什么选择这个设计方案,设计过程中的难点和解决方法等。
4.清晰明了的实验结果和分析在答辩中,要清晰明了地呈现自己的实验结果和分析。
可以通过图表、数据、图片等方式直观地展示实验结果,并结合理论和文献分析进行解读。
同时,要注意突出自己设计成果的优点和创新之处。
5.自信和积极的表达态度在答辩中,要保持自信和积极的表达态度。
毕业设计答辩是对自己能力的一次展示,要有信心地表达自己的观点和看法。
同时,要积极回答评委的问题,用真诚和专业的态度回应评委的质疑和建议。
6.注意时间控制在答辩中,要注意时间控制。
要根据答辩规定的时间限制,合理安排每个环节的时间。
答辩中不要拖沓和罗嗦,精炼地表达自己的观点和内容。
7.呈现设计成果的创新性在答辩中,要突出设计成果的创新性。
可以通过对比分析市场现状或已有成果、解决实际问题或提出新的观点等方式,强调自己设计方案的创新性和实用性。
8.敬业和专业的态度在答辩中,要展现敬业和专业的态度。
毕业设计答辩不仅是对设计成果的展示,也是对毕业生职业素养和工作态度的考核。
要准时到场,注意仪表仪态,积极回应评委的要求,并展示自己对于毕业设计的全面了解和深入思考。
总之,毕业设计答辩需要充分准备,重点突出,积极表达,注意时间控制和展示成果的创新性等。
掌握这些技巧和准备,可以帮助毕业生顺利完成答辩,展示自己的设计成果和综合能力。
毕业设计 开题答辩

毕业设计开题答辩
毕业设计开题答辩是学生在进行毕业设计前必须完成的一个环节,其目的在于向指导老师和评委展示自己的毕业设计选题、研究内容、研究方法、预期成果等方面的计划,以及对相关问题的初步思考和解决方案。
在开题答辩中,学生需要全面系统地阐述自己的研究内容,回答评委的问题,并接受评委的批评和建议,以便在接下来的毕业设计过程中进行针对性的调整和完善。
在毕业设计开题答辩中,学生需要准备充分,包括但不限于以下几个方面:
1. 研究背景和意义,阐述所选择的研究课题的背景和意义,说明该课题对学科发展和社会实践的重要性。
2. 研究目的和内容,明确研究的目的和预期的研究内容,包括研究的主要问题、研究方法和技术路线等。
3. 相关工作和文献综述,对已有的相关研究工作和文献进行综合分析和总结,指出自己的研究与前人工作的关系和区别。
4. 研究方法和技术路线,详细介绍自己拟采用的研究方法和技术路线,包括实验设计、数据采集和处理方法等。
5. 预期成果和创新点,说明自己预期的研究成果和创新点,以及可能遇到的困难和挑战,并提出初步的解决方案。
在回答评委的问题时,学生需要保持清晰、条理清楚地表达自己的观点,对问题给予充分的思考和回答,展现出对所选课题的深入思考和研究。
同时,学生还需要虚心接受评委的批评和建议,对自己的研究计划进行进一步的完善和调整。
总之,毕业设计开题答辩是学生进行毕业设计工作的重要起步阶段,学生需要充分准备,清晰表达自己的研究计划,并接受评委的指导和建议,以确保毕业设计工作能够顺利进行并取得良好的成果。
毕业设计招标答辩问题(3篇)

第1篇尊敬的评审专家、各位老师、同学们:大家好!今天,我站在这里,将就我的毕业设计进行招标答辩。
以下是我准备的答辩问题,希望能够得到各位的宝贵意见和建议。
一、关于选题1. 请简要介绍一下您的毕业设计选题的背景和意义,以及您选择该选题的原因。
2. 您认为该选题在当前学术领域或实际应用中的地位如何?有何创新点?3. 在进行毕业设计的过程中,您是否遇到了选题相关的难题?如何解决的?二、关于研究方法1. 请详细说明您在毕业设计中所采用的研究方法,包括理论分析和实证研究等。
2. 您如何确保研究方法的科学性和严谨性?3. 在研究过程中,您是否运用了新的研究工具或技术?这些工具或技术对研究有何帮助?三、关于研究内容1. 请简要概括您的毕业设计的研究内容,包括研究目标、研究范围等。
2. 您在研究过程中,是否对现有文献进行了充分的梳理和总结?如何保证研究内容的全面性?3. 您的研究内容是否具有一定的前瞻性和实用性?请举例说明。
四、关于研究进度1. 请详细介绍您的毕业设计的研究进度安排,包括各个阶段的任务和时间节点。
2. 在研究过程中,您如何确保按时完成各项任务?3. 如果在研究过程中遇到困难,您将如何调整研究进度?五、关于预期成果1. 请说明您的毕业设计预期成果的形式,如论文、报告、软件等。
2. 您认为您的毕业设计预期成果对学术领域或实际应用有何价值?3. 您如何确保预期成果的质量?六、关于团队协作1. 请介绍您的毕业设计团队成员及其分工情况。
2. 在团队协作过程中,您如何确保团队成员之间的沟通和协调?3. 您认为团队协作对毕业设计的影响有哪些?七、关于答辩准备1. 请简要介绍您为答辩所做的准备工作,包括论文撰写、PPT制作等。
2. 您如何确保在答辩过程中能够清晰地表达自己的观点和研究成果?3. 您对答辩过程中可能遇到的问题有何应对策略?八、关于经费预算1. 请详细说明您的毕业设计经费预算,包括设备购置、资料收集、差旅费等。
毕业设计小组答辩

毕业设计小组答辩毕业设计小组答辩毕业设计是大学生活中的一项重要任务,它标志着我们对所学知识的掌握和应用能力的展示。
而毕业设计小组答辩则是对我们整个项目的总结和评估。
在这个过程中,我们需要展示我们的设计思路、实现过程以及项目成果,并回答评委的问题和提出的建议。
下面我将分享一些我在毕业设计小组答辩中的经验和感悟。
首先,答辩前的准备工作非常重要。
在答辩前,我们要对自己的毕业设计项目进行充分的了解和准备。
我们需要熟悉自己的设计思路、实验方法和结果,以及项目中遇到的问题和解决方案。
同时,我们还要对相关的理论知识进行复习和总结,以便能够清晰地解释和回答评委的问题。
此外,我们还要准备好答辩的PPT和展示材料,以便能够清晰地展示我们的项目成果和亮点。
其次,答辩时的表达和沟通能力也是至关重要的。
在答辩过程中,我们要能够清晰地表达自己的设计思路和实现过程,以及项目中遇到的问题和解决方案。
我们要用简洁明了的语言,将复杂的内容讲清楚,同时要注重语速和语调的控制,以便让评委能够更好地理解和接受我们的观点。
此外,我们还要善于倾听和回应评委的问题和建议,以便能够与评委进行有效的沟通和交流。
在答辩过程中,我们还要注重展示项目的创新和实用价值。
毕业设计不仅仅是对所学知识的应用,更是对问题的解决和创新的体现。
在答辩中,我们要突出项目的创新点和实用价值,以便能够吸引评委的注意和赞赏。
我们可以通过展示项目的独特之处、解决实际问题的能力以及对未来发展的预测等方式来展示项目的创新和实用价值。
此外,在答辩过程中,我们还要注意自己的态度和氛围的营造。
答辩是一个正式的场合,我们要保持自信和冷静,展示出我们对项目的热情和专业态度。
我们要尊重评委的意见和建议,虚心接受批评和指导,并表达出我们在未来工作中的改进和发展计划。
同时,我们还要与小组成员之间保持良好的合作和团结,以便能够展示出我们的团队精神和协作能力。
最后,在答辩结束后,我们要及时总结和反思答辩的经验和教训。
毕业设计开题答辩评语
毕业设计开题答辩评语
本次毕业设计开题答辩,所有参与者都表现出了很高的学术素养和研究能力。
以下是对各位同学的评语:
1. XXX同学的毕业设计选题新颖,研究思路清晰,研究方法科学合理,具有一定的实践应用价值。
但在论文写作方面还需加强,特别是在理论分析和数据处理方面。
2. XXX同学的毕业设计选题紧贴社会实际,研究领域较为深入,论文的结构和思路比较清晰。
但在论文的写作和口头表达方面,还需进一步提升表达能力和思考深度。
3. XXX同学的毕业设计选题非常有前瞻性,研究思路独特,对现有问题的探究具有创新性。
在论文的写作和论证方面,还需进一步完善。
4. XXX同学的毕业设计选题比较实用,研究方法严谨,数据处理科学合理。
在论文的撰写和口头表达方面,都表现出了较高的水平。
总体来说,本次毕业设计开题答辩大家都展现出了很高的学术素养和研究能力。
但在论文的写作和表达方面,还需进一步提升。
相信大家能够在接下来的时间里努力钻研专业知识,进一步完善自己的毕业设计。
- 1 -。
毕业设计答辩稿
本科毕业论文答辩模板-剪切工艺参数对BGA板级结构焊点力学性能的影响ppt

˃结论
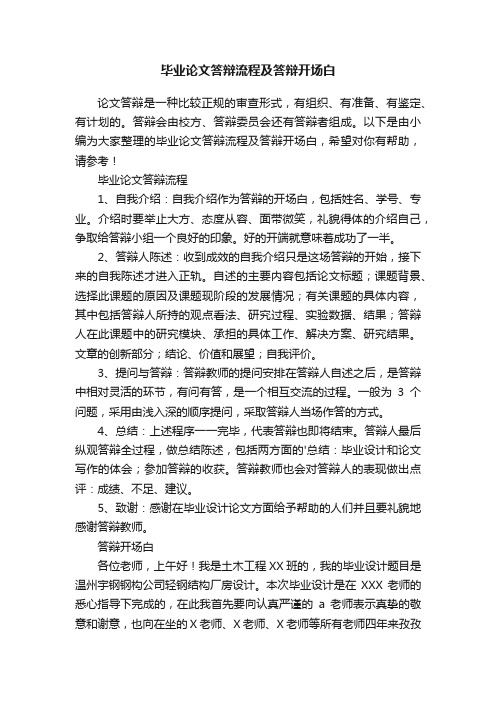
1、焊点的剪切强度随着剪切速率的增加而随之增大,1号高银钎 料焊点剪切强度最高,2号低银钎料焊点剪切强度最低,综合性能 良好;3号钎料剪切强度有所提升,4号钎料剪切强度也大幅上升, 与1号基本持平。 2、随着剪切速率的增加,断口逐渐趋于平坦,韧窝数量不断减少, 韧窝由深变浅,由撕裂变平滑,暴露出更多的IMC,断裂方式由 韧性断裂转为韧脆混合最终转变成脆性断裂。相同剪切速率下,1 号高银钎料比2号低银钎料更趋于脆性断裂,3号、4号钎料塑性都 较好,趋于韧性断裂。1号、2号、3号钎料断裂于体钎料与IMC之 间的区域,但逐渐趋向体钎料断裂,4号钎料断裂于体钎料。 3、焊点的剪切强度随着焊点尺寸的增大而随之减小,减小幅度以 0.7mm为节点,0.7mm之后降低幅度有所放缓。对4种钎料成分进 行横向对比,其变化规律与相同剪切速率下不同钎料的剪切强度 变化规律基本一致。 19 4、随着焊点尺寸的增加,断口逐渐平坦,韧窝数量减少,变得小 而浅,不太均匀,断裂方式由韧性断裂转变为韧脆混合断裂模式。
Hale Waihona Puke 30.1636.87
35.13
40.41
˃结果分析
42 40 38 36
剪切强度(MPa)
34 32 30 28 26 24 22 20
1号cu/SAC305/cu 2号cu/SAC0307/cu 3号cu/SAC0307-0.07La/cu 4号cu/SAC0307-0.07La-0.05Ce/cu
0.9
图9 钎料焊点剪切强度-焊点尺寸关系图
在相同的剪切速率 (0.05mm/s)下,随着焊点直 径的高度的增大,剪切强 度逐渐减小。宏观原因剪 切力和焊盘面积对剪切强 度的决定作用不同。微观 原因:一是焊点尺寸较小 时,焊点储热较少,冷却 过程中过冷度大,冷却快, 形核较小,晶粒细小。二 是焊点尺寸较小时,回流 焊过程中产生的缺陷较少。
毕业设计答辩演讲稿(精选6篇)
毕业设计答辩演讲稿(精选6篇)毕业设计答辩篇1毕业设计(论文)是完成和达到开放式教育土木工程专业培养目标所必须的实践性教学环节,对于培养学生综合运用所学基础理论,基本知识,基本技能和解决实际问题的能力,具有十分重要的作用.毕业设计(论文)答辩是考察学生毕业设计(论文)的真实性,全面考察学生运用所学知识分析问题和解决问题的能力的有效手段.答辩通过是学生获得学士学位的条件之一.我今天主要讲两个问题一,关于毕业设计(论文)答辩主持人的职责二,关于毕业设计(论文)的选题原则一,关于毕业设计(论文)答辩主持人的职责在讲毕业设计(论文)答辩主持人的职责之前,要强调一下毕业设计(论文)的目的与意义通过毕业设计(论文)达到以下目的:1. 巩固和加深已学过的基础知识和专业知识,提高综合运用这些知识独立进行分析和解决实际问题的能力.2. 掌握土木工程专业设计的基本程序和方法,了解我国有关的建设方针和政策,正确使用专业的有关技术规范和规定.3. 学会针对要解决的问题,广泛地搜集国内外有关资料,了解国内外相关发展的水平和状况.4. 培养深入细致调查研究,理论联系实际,从经济,技术的观点全面分析和解决问题的方法及阐述自己观点的能力.可以说,答辩过程和答辩主持人的工作,就是在检查毕业设计(论文)是否实现了我们的目的.当然,从毕业设计的选题开始,就应该朝着这个目标努力.答辩主持人答辨主持人是这个关键环节的把握者,必须充分认识答辩的重要性及目的意义,明确答辩主持人的职责要求,掌握答辩技巧,落实答辩环节,突出答辩的重点难点,确保答辩的质量,真正使答辩学员的综合素质和研究能力有新的提高.答辩主持人具有相应专业本科及以上学历,副高级及以上专业技术职务,并持有中央电大颁发的答辩主持人资格证书.答辩主持人职责如下:1.接受中央电大和当地答辩委员会的指导,全面负责答辩小组的工作;2.提出答辩小组成员建议名单,协调校外成员的工作;答辩小组:人数须为5人及以上单数.小组成员结构:答辩主持人1名(具有相应专业本科及以上学历,副高级及以上专业技术职务,并持有中央电大颁发的答辩主持人资格证书),答辩教师若干名,秘书1名(具有相应专业本科及以上学历,负责汇总答辩题目及答辩,成绩);副高级及以上专业技术职务者不少于两人.对参加答辩委员会的人员资格进行严格的审核,只有符合要求的人员才能做答辩教师.答辩小组必须由三人以上成员组成,指导教师不能担任所指导学生的答辩教师.答辩主持人在答辩前必须对小组成员进行必要的培训,要求每位成员必须掌握我校对答辩的基本要求.3.按照实施细则要求,审查学生的答辩资格;答辩小组成员在答辩前必须对每位学生的毕业论文进行严格的审核,答辩主持人必须审核每一篇论文,只有经审核合格的论文方可参加论文答辩.审核论文必须严格按照中央电大的相关文件执行.4.主持并参加答辩;答辩过程中必须严格按照规定的程序进行,不走过场,答辩主持人赋有监督和检查的职责.在答辩过程中,针对学生的论文提出问题,对提出的问题的难易要适中,对问题的数量要符合该专业规定的数量.5.对答辩中发现的问题,及时向分校(工作站)毕业论文领导小组反馈,并向学校毕业论文工作指导委员会汇报.6.答辩结束后,由答辩主持人组织答辩教师对学生答辩过程进行评议,根据《中央广播电视大学毕业设计(论文)答辩评判标准》(见附件十)学生毕业设计(论文)答辩评判标准分好,较好,较差三个等级,答辩组成员根据答辩者的答辩情况给出等级.在写答辩评语时,要结合论文和答辩的实际情况,写出客观的评语,并给出恰当的成绩,对答辩合格的论文,主持人方可签字.不得随意给分,坚决杜绝无原则送分.二,关于毕业设计(论文)的选题原则毕业设计(论文)的选题是毕业论文写作的开端.能否选择恰当的题目,对于整篇毕业论文写作是否顺利,关系极大.好比走路,这开始的第一步迈向何方,需要慎重考虑.否则,就可能走许多弯路,费许多周折,甚至南辕北辙,难以到达目的地.指导学员选题,要遵循这样两条基本原则:第一条是价值原则,即论文的选题要有价值.论文选题的价值所在,就是要符合本专业的培养目标的要求,能达到综合训练的目的,毕业设计(论文)应当有利于学生巩固,消化所学知识,有利于培养学生综合运用所学知识分析和解决实际问题的能力.第二条是可行性原则.选题时要充分考虑主客观条件.客观条件主要是写作的时间,地点,环境;主观条件包括作者的才能,学识和所掌握的材料等.学员在选择毕业论文题目时,必须考虑自己的主,客观条件,量力而行.即要选择那些客观上需要,主观上又有能力完成的题目.或者说在指导教师制导下有能力完成的题目.(一)选题原则要能够正确而恰当地选题,首先要明确选题的原则,明确了选题原则,就能比较容易地选定一个既有一定学术价值,又符合自己志趣,适合个人研究能力,因而较有成功把握的题目.一般来说,选择毕业论文题目要遵循以下几条原则.中央广播电视大学毕业设计(论文)教学工作规范1.选题原则选题应符合专业培养目标和教学要求,以学生所学专业课的内容为主,不应脱离专业范围,要有一定的综合性,具有一定的深度和广度;题目大小适中,对实际工作有一定指导意义;应结合当前科技和经济发展,尽可能选择与社会发展及本地区,本单位实际工作相结合的题目.选题应鼓励学术创新,避免选择已经完全得到解决的常识性问题;鼓励选择同国家的建设与发展密切相关的现实问题,鼓励解决实际问题.本,专科的选题在深度和广度上要有所区别,选题难度,大小适中,以在规定时间内,经努力可完成为宜.学生在指导教师指导下确定初步选题后,由教学点专业责任教师签署意见,教学点加盖公章后,报分校专业责任教师签署意见,分校教学管理部门签署意见并存档(见附录1).选题一经确定,一般不再作变动.特殊情况必须修改的,须报省级电大审批. 一个选题在被选用两届后,一般不再作为选题推荐.土木工程专业(本科)综合实践环节教学大纲(一)选题原则1.选题要符合培养目标的要求毕业设计(论文)应按照教育部"三个面向"的要求,选题要符合培养目标的要求,能达到综合训练的目的,毕业设计(论文)应当有利于学生巩固,消化所学知识,有利于培养学生综合运用所学知识分析和解决实际问题的能力.2.理论联系实际,注重现实意义选题要尽量选取既能满足教学基本要求,又能联系生产和科研实际的题目,提倡"真题真做".选题也可模拟实际工程.3.难易适中,大小适度要选好毕业论文的题目,把握"适中"的原则是很重要的.选择课题的工作量和难度要适中,以学生能在规定时间经努力可以完成为宜.在选题时,要尽可能选择那些能发挥自己的专长,学有所得,学有所感的题材.4.鼓励一人一题,若多人同做一个工程,每人应完成不同的设计内容.(二)选题类型1.建筑工程课群组参考选题(1)建筑工程设计型(2)建筑工程施工型:结构类型:混合结构,钢筋混凝土结构,钢结构;多层框架,单层工业厂房;房屋类型:写字楼,中小型宾馆,办公楼,中小学,幼儿园,俱乐部等;单层工业厂房;建筑图纸可有指导教师提供,学员完成结构设计及施工组织设计.2.道路,桥梁课群组参考选题(1)道路与桥梁工程设计型(2)道路与桥梁工程施工型桥梁:钢筋混凝土,预应力混凝土简支,梁桥,承式桥台;道路:直线,曲线,环合曲线线路,纵面,横面,平面设计;城市立交线型;学员完成结构设计及施工组织设计.3.建筑管理课群组参考选题(1)施工技术型参考选题1)高层建筑施工组织设计;2)大型深基础施工方案和施工组织设计;3)高层滑模施工方案和施工组织设计;(2)建筑管理型参考选题1)建设项目管理,质量,投资进度控制;2)国际工程招标,投标;3)与索赔;4)房地产投资分析,风险分析.4.其他参考选题(1)专题研究型专题研究型题目原则上要求来源于工程实践,通过调查研究,科学试验,文件检索等方法,采用合理的统计,计算手段,分析工程实践中出现的问题,提出解决问题的对策.学生可以本专业所学知识为基础且结合本身工作实际的选择这种类型题目.(2)软件开发型随着计算机技术在土木工程诸方面的广泛应用,如:结构分析程序设计,有限元程序设计,计算机辅助设计(CAD),计算机辅助工程(CAE),计算机教学辅助(CAI),信息管理自动化,地理信息系统(GIS),全球定位系统(GPS)等 .学生可以选择以本专业所学知识为基础且结合本身工作实际的软件开发类型题目.结束语选题是毕业设计的开始,答辩是毕业设计的终结.希望每位有志成为电大毕业设计答辩主持人的教师,认真学习中央电大关于毕业设计(论文)的有关文件,熟悉毕业设计(论文)的要求与答辩的工作流程,把握毕业设计(论文)的评审标准与要求.早日成为一名合格的毕业设计答辩主持人. 毕业设计答辩演讲稿篇2毕业设计(论文)是完成和达到开放式教育土木工程专业培养目标所必须的实践性教学环节,对于培养学生综合运用所学基础理论,基本知识,基本技能和解决实际问题的能力,具有十分重要的作用.毕业设计(论文)答辩是考察学生毕业设计(论文)的真实性,全面考察学生运用所学知识分析问题和解决问题的能力的有效手段.答辩通过是学生获得学士学位的条件之一.我今天主要讲两个问题一,关于毕业设计(论文)答辩主持人的职责二,关于毕业设计(论文)的选题原则一,关于毕业设计(论文)答辩主持人的职责在讲毕业设计(论文)答辩主持人的职责之前,要强调一下毕业设计(论文)的目的与意义通过毕业设计(论文)达到以下目的:1.巩固和加深已学过的基础知识和专业知识,提高综合运用这些知识独立进行分析和解决实际问题的能力.2.掌握土木工程专业设计的基本程序和方法,了解我国有关的建设方针和政策,正确使用专业的有关技术规范和规定.3.学会针对要解决的问题,广泛地搜集国内外有关资料,了解国内外相关发展的水平和状况.4.培养深入细致调查研究,理论联系实际,从经济,技术的观点全面分析和解决问题的方法及阐述自己观点的能力.可以说,答辩过程和答辩主持人的工作,就是在检查毕业设计(论文)是否实现了我们的目的.当然,从毕业设计的选题开始,就应该朝着这个目标努力.答辩主持人答辨主持人是这个关键环节的把握者,必须充分认识毕业论文答辩的重要性及目的意义,明确答辩主持人的职责要求,掌握答辩技巧,落实答辩环节,突出答辩的重点难点,确保答辩的质量,真正使答辩学员的综合素质和研究能力有新的提高.答辩主持人具有相应专业本科及以上学历,副高级及以上专业技术职务,并持有中央电大颁发的答辩主持人资格证书.答辩主持人职责如下:1.接受中央电大和当地答辩委员会的指导,全面负责答辩小组的工作;2.提出答辩小组成员建议名单,协调校外成员的工作;答辩小组:人数须为5人及以上单数.小组成员结构:答辩主持人1名(具有相应专业本科及以上学历,副高级及以上专业技术职务,并持有中央电大颁发的答辩主持人资格证书),答辩教师若干名,秘书1名(具有相应专业本科及以上学历,负责汇总答辩题目及答辩评语,成绩);副高级及以上专业技术职务者不少于两人.对参加答辩委员会的人员资格进行严格的审核,只有符合要求的人员才能做答辩教师.答辩小组必须由三人以上成员组成,指导教师不能担任所指导学生的答辩教师.答辩主持人在答辩前必须对小组成员进行必要的培训,要求每位成员必须掌握我校对答辩的基本要求.3.按照实施细则要求,审查学生的答辩资格;答辩小组成员在答辩前必须对每位学生的毕业论文进行严格的审核,答辩主持人必须审核每一篇论文,只有经审核合格的论文方可参加论文答辩.审核论文必须严格按照中央电大的相关文件执行.4.主持并参加答辩;答辩过程中必须严格按照规定的程序进行,不走过场,答辩主持人赋有监督和检查的职责.在答辩过程中,针对学生的论文提出问题,对提出的问题的难易要适中,对问题的数量要符合该专业规定的数量.5.对答辩中发现的问题,及时向分校(工作站)毕业论文领导小组反馈,并向学校毕业论文工作指导委员会汇报.6.答辩结束后,由答辩主持人组织答辩教师对学生答辩过程进行评议,根据《中央广播电视大学毕业设计(论文)答辩评判标准》(见附件十)学生毕业设计(论文)答辩评判标准分好,较好,较差三个等级,答辩组成员根据答辩者的答辩情况给出等级.在写答辩评语时,要结合论文和答辩的实际情况,写出客观的评语,并给出恰当的成绩,对答辩合格的论文,主持人方可签字.不得随意给分,坚决杜绝无原则送分.毕业设计答辩演讲稿3篇毕业设计答辩演讲稿3篇二,关于毕业设计(论文)的选题原则毕业设计(论文)的选题是毕业论文写作的开端.能否选择恰当的题目,对于整篇毕业论文写作是否顺利,关系极大.好比走路,这开始的第一步迈向何方,需要慎重考虑.否则,就可能走许多弯路,费许多周折,甚至南辕北辙,难以到达目的地.指导学员选题,要遵循这样两条基本原则:第一条是价值原则,即论文的选题要有价值.论文选题的价值所在,就是要符合本专业的培养目标的要求,能达到综合训练的目的,毕业设计(论文)应当有利于学生巩固,消化所学知识,有利于培养学生综合运用所学知识分析和解决实际问题的能力.第二条是可行性原则.选题时要充分考虑主客观条件.客观条件主要是写作的时间,地点,环境;主观条件包括作者的才能,学识和所掌握的材料等.学员在选择毕业论文题目时,必须考虑自己的主,客观条件,量力而行.即要选择那些客观上需要,主观上又有能力完成的题目.或者说在指导教师制导下有能力完成的题目.毕业设计答辩演讲稿篇3关于内容:1、一般概括性内容:课题标题、答辩人、课题执行时间、课题指导教师、课题的归属、致谢等。
毕业论文答辩流程及答辩开场白
毕业论文答辩流程及答辩开场白论文答辩是一种比较正规的审查形式,有组织、有准备、有鉴定、有计划的。
答辩会由校方、答辩委员会还有答辩者组成。
以下是由小编为大家整理的毕业论文答辩流程及答辩开场白,希望对你有帮助,请参考!毕业论文答辩流程1、自我介绍:自我介绍作为答辩的开场白,包括姓名、学号、专业。
介绍时要举止大方、态度从容、面带微笑,礼貌得体的介绍自己,争取给答辩小组一个良好的印象。
好的开端就意味着成功了一半。
2、答辩人陈述:收到成效的自我介绍只是这场答辩的开始,接下来的自我陈述才进入正轨。
自述的主要内容包括论文标题;课题背景、选择此课题的原因及课题现阶段的发展情况;有关课题的具体内容,其中包括答辩人所持的观点看法、研究过程、实验数据、结果;答辩人在此课题中的研究模块、承担的具体工作、解决方案、研究结果。
文章的创新部分;结论、价值和展望;自我评价。
3、提问与答辩:答辩教师的提问安排在答辩人自述之后,是答辩中相对灵活的环节,有问有答,是一个相互交流的过程。
一般为3个问题,采用由浅入深的顺序提问,采取答辩人当场作答的方式。
4、总结:上述程序一一完毕,代表答辩也即将结束。
答辩人最后纵观答辩全过程,做总结陈述,包括两方面的'总结:毕业设计和论文写作的体会;参加答辩的收获。
答辩教师也会对答辩人的表现做出点评:成绩、不足、建议。
5、致谢:感谢在毕业设计论文方面给予帮助的人们并且要礼貌地感谢答辩教师。
答辩开场白各位老师,上午好!我是土木工程XX班的,我的毕业设计题目是温州宇钢钢构公司轻钢结构厂房设计。
本次毕业设计是在XXX老师的悉心指导下完成的,在此我首先要向认真严谨的a老师表示真挚的敬意和谢意,也向在坐的X老师、X老师、X老师等所有老师四年来孜孜不倦的教诲、以及今天不辞辛苦参加我的论文答辩表示衷心的感谢。
下面我将本论文设计的主要内容向各位老师作一汇报,恳请各位老师给予批评与指导。
首先我向各位老师介绍下本毕业设计主要内容。
毕业设计答辩2篇

毕业设计答辩第一篇:毕业设计答辩尊敬的评委老师们:大家好!我是XXX,今天非常荣幸能够在这里向各位展示我的毕业设计成果,并和各位老师交流讨论。
我设计的课题是XXX,总共分为XXX方面进行了研究与实现。
首先,我将简要介绍我的毕业设计的背景和目的。
XXX是现今社会中一项重要技术,它可以在XXX方面具有广泛的应用。
然而,目前市场上存在着一些问题,如XXX,XXX等。
因此,我的设计目的是XXX,解决目前市场上的问题,使XXX能够更加高效和可靠。
接下来,我将详细介绍我的设计方案和方法。
首先,我进行了XXX的研究,了解了目前市场上存在的问题。
然后,我提出了XXX的设计方案,并进行了详细的需求分析和功能设计,确保我设计的系统能够满足用户的需求。
接着,我使用了XXX进行了细致入微的设计和编码,并进行了功能测试与性能优化。
最后,我将XXX应用于实际案例进行了验证,并对优化结果进行了评估和分析。
在设计的过程中,我遇到了一些挑战,如XXX,XXX等。
但通过充分的调研和技术解决方案的选择,我成功地完成了设计,并取得了一些不错的成果。
在XXX方面,我的设计实现了XXX的功能,在性能上也超过了市场上现有的产品。
此外,我还注意到了一些潜在的问题和改进的空间,将在后续的工作中进一步完善和优化。
最后,我将与各位老师分享我的研究成果和创新点。
我的设计不仅仅是在XXX方面的改进,更重要的是在XXX上做出了一些创新性的突破。
通过XXX,我成功地解决了XXX,提高了XXX的质量和效率。
总结一下,我的毕业设计致力于解决XXX的问题,并在设计和实现中取得了一些创新性的突破。
我的设计目标是提高XXX的质量和效率,通过XXXXXXXXX。
在未来的工作中,我将继续优化我的设计,并将其与其他领域相结合,扩大其应用范围和影响力。
感谢各位评委老师在百忙之中抽出时间参加我的答辩,并给予宝贵的意见和建议。
我愿意听取各位老师的批评和指导,希望能够将我的设计进一步完善改进。
大学本科生毕业论文(设计)答辩记录

大学本科生毕业论文(设计)答辩记录毕业论文(设计)是大学本科生的重要学术成果之一,也是评估学生专业素养和实践能力的重要手段。
毕业论文(设计)答辩是对学生毕业论文(设计)的综合评价,也是学生展示自己研究成果和表现能力的重要机会。
本文将记录一次大学本科生毕业论文(设计)答辩的情况。
一、答辩成员本次毕业论文(设计)答辩由5名专家组成,其中包括两名教授、两名副教授和一名助理教授。
答辩主持人为本学科专业的一名副教授,同时在场的还有指导教师和学生的家长。
二、毕业论文(设计)介绍学生在答辩前提交了一份毕业论文(设计)的书面摘要,详细介绍了自己的研究方向、研究内容、方法、结果和结论。
随后,学生在现场进行了口头介绍,并回答了专家和听众提出的问题。
学生的毕业论文(设计)题目为《基于深度学习的目标检测算法研究》,主要研究在现有目标检测算法的基础上,结合深度学习方法,提出了一种新的目标检测算法。
在演讲过程中,学生首先介绍了目标检测算法的定义和研究意义,然后介绍了目前广泛使用的传统目标检测算法和深度学习算法的优缺点。
接着,学生详细介绍了自己提出的新算法的基本原理和结构,以及实验结果和对比分析。
最后,学生回答了专家和听众提出的问题,并给出了自己的解释和分析。
三、评审结果评审专家充分肯定了学生的研究成果和表现,认为学生在本次毕业论文(设计)中做出了创新性的工作,提出的新算法具有一定的实用性和推广价值。
同时,专家们也提出了自己的见解和建议,希望学生能够进一步优化算法的性能和完善研究方法。
最终,学生获得了优秀的毕业论文(设计)评定,并通过了答辩。
答辩结束后,学生获得了专家和听众的掌声和祝福。
四、答辩体会在答辩后的反思中,学生表示自己通过这次答辩更加深入地理解了自己的研究课题和方法,同时也明确了下一步的研究方向和目标。
学生感谢指导教师和专家们的指导和帮助,同时也感谢家长和同学们的支持和鼓励,表示将以更加饱满的热情和动力,继续探索科学的道路。
毕业设计怎么答辩

毕业设计怎么答辩毕业设计是每个大学生必须完成的重要任务,而毕业设计答辩则是对这段学术旅程的最终总结和评价。
在毕业设计答辩中,学生需要向评委展示自己的设计思路、研究成果以及解决问题的能力。
下面我将从准备工作、答辩内容和技巧等方面来探讨毕业设计答辩。
首先,准备工作是毕业设计答辩的关键。
在答辩前,学生需要对自己的毕业设计进行全面的复习和整理。
首先,要对设计思路和研究方法进行梳理,确保自己对整个设计过程的把握和理解。
其次,需要对设计成果进行整理和展示,包括设计图纸、实物模型、计算结果等。
此外,还需要对可能遇到的问题进行预测和准备,以便在答辩中能够应对自如。
在答辩内容方面,学生需要清晰地表达自己的设计思路和研究成果。
首先,要对设计的背景和目标进行介绍,让评委明确了解设计的意义和价值。
接着,要详细介绍设计的整体框架和各个模块的功能和关联性。
在介绍过程中,可以使用图表和实例来增强表达的直观性和可理解性。
同时,要对设计过程中的关键问题和挑战进行阐述,并展示自己的解决思路和方法。
最后,要对设计成果进行全面的展示和分析,包括实际效果、性能指标和应用前景等方面。
在答辩技巧方面,学生需要注意自己的语言表达和演讲技巧。
首先,要用简洁明了的语言进行表达,避免使用过多的专业术语和复杂的句子结构。
同时,要注意语速和语调的控制,使自己的演讲流畅而有力。
其次,要注重与评委的互动和沟通,及时回答评委的问题,并展示自己的思考和分析能力。
此外,还可以通过举例和引用相关研究成果来支持自己的观点和结论。
最后,要保持自信和冷静,不要被评委的质疑和批评所动摇,坚持自己的观点和立场。
毕业设计答辩是一个展示自己学术能力和研究成果的机会,也是对自己学术道路的一次检验和总结。
通过充分的准备工作、清晰的答辩内容和恰当的答辩技巧,学生可以在答辩中展现自己的才华和能力,同时也能够获得评委的认可和赞赏。
因此,毕业设计答辩是一个重要的环节,学生应该认真对待,充分发挥自己的优势,展示自己的研究成果和创新能力。
毕业设计答辩演讲稿3篇

毕业设计答辩演讲稿3篇Graduation project defense speech演讲人:JinTai College毕业设计答辩演讲稿3篇前言:演讲是指在公众场合,以有声语言为主要手段,以体态语言为辅助手段,针对某个具体问题,鲜明、完整地发表自己的见解和主张,阐明事理或抒发情感,进行宣传鼓动的一种语言交际活动。
本文档根据题材主题演讲内容要求展开说明,具有实践指导意义,便于学习和使用,本文档下载后内容可按需编辑修改及打印。
本文简要目录如下:【下载该文档后使用Word打开,按住键盘Ctrl键且鼠标单击目录内容即可跳转到对应篇章】1、篇章1:毕业设计答辩演讲稿2、篇章2:毕业设计答辩演讲稿3、篇章3:毕业设计答辩演讲稿篇章1:毕业设计答辩演讲稿尊敬的各位老师:您们好!我叫***,学号是xxxxxxx,我论文的题目是《信息技术与小学科学教学的整合》,我的论文指导老师是孙**老师,下面我就把论文的基本思路向各位答辩老师作如下简要陈述:飞速发展的信息技术正在引起社会的深刻变革,已经到来的信息时代迫切要求教育进行改革,教育技术已成为教育改革的制高点和突破口。
《国家基础教育课程改革纲要(试行)》中明确提出:“要大力推进信息技术在教学中的普遍应用,促进信息技术与学科课程整合,逐步实现教学内容呈现方式、学生学习方式、教师教学方式和师生互动方式的改革,充分发挥信息技术的优势,为学生的学习和发展提供丰富多彩的教育环境和有力的学习工具。
”这为信息技术在学科教学中的运用以及信息技术与学科教学的整合指明了方向。
信息技术与学科教学相结合就是以学科知识作为载体,把信息技术作为工具和手段渗透到学科教学中去。
小学科学课程标准指出:在一切有条件的地方,科学课程的教学应尽可能地运用现代教育技术。
信息技术与小学科学整合可以丰富学习的资源,学习的形式更加多样,学习的安排更加灵活,将更加有利揭示教学重点,突破教学难点。
有利于加强教学的直观性,使知识、能力、兴趣融为一体。
毕业设计中期答辩流程及答辩开场白

毕业设计中期答辩流程及答辩开场白下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!毕业设计中期答辩流程详解与精彩开场白范例一、毕业设计中期答辩流程毕业设计中期答辩是高等教育中的一项重要环节,它不仅是对前期研究工作的检验,也是对未来研究方向的规划。
毕业设计答辩模板

- 研究背景- - 研究意义- - 论文概述- -结 论-
研究方案
企事业内部的组织机构健全、合理;各个部门的职权范围明确, 分工合理;具有与其承担责任相适应的经济权力,人员的配置 和使用适合工作要求。
针对性
PERTINENCE
系统性
SYSTEMATICNESS
经济性
ECONOMY
时效性
EFFECTIVENESS
2024
毕业论文答辩模板
答辩人:XXX 指导老师:×××教授
- 研究背景- - 研究意义- - 论文概述- -结 论-
- 研究背景-
- 研究背景- - 研究意义- - 论文概述- -结 论-
01
02
发展趋势 形式倒逼
03
内在需求
根据事物运动规 律和行业发展趋 势,某某某问题 是行业发展的趋 势。
项目说明文字项目说明文字 项目说明文字项目说明文字
项目名称
项目说明文字项目说明文字 项目说明文字项目说明文字
- 研究背景- - 研究意义- - 论文概述- -结 论-
- 结论-
应用前景
- 研究背景- - 研究意义- - 论文概述- -结 论-
项目名称
项目说明文字项目说 明文字项目说明文字 项目说明文字
- 研究背景- - 研究意义- - 论文概述- -结 论-
关键技术
在此录入上
述图表的描
AI
述说明,在 此录入
PS
PPT
在此录入上述图表 的描述说明,在此 录入
Coreldraw
在此录入上述 图表的描述说 明,在此录入
在此录入上述图表 的描述说明,在此 录入
关键技术
- 研究背景- - 研究意义- - 论文概述- -结 论-
毕业设计答辩问题回答

毕业设计答辩问题回答毕业设计答辩是每位大学生都要面对的一道重要关口。
在这个环节中,学生需要回答教师和评委们提出的各种问题,以展示自己对毕业设计的理解和掌握程度。
这些问题既有关于设计思路和方法的,也有关于实施过程和结果的。
在回答这些问题时,学生需要清晰地表达自己的观点,同时展现出扎实的专业知识和解决问题的能力。
首先,回答问题的关键是理解问题的意图。
在答辩过程中,教师和评委们提出的问题往往是有针对性的,目的是考察学生对毕业设计的深入思考和理解。
因此,学生需要仔细听问题,确保自己准确理解问题的意图,从而给出恰当的回答。
其次,回答问题时要注意言之有物。
学生在回答问题时,应该尽量避免空泛的回答,而是要具体、有条理地阐述自己的观点。
可以通过举例、引用相关研究成果或实际案例等方式,来支持自己的观点,使回答更加有说服力。
此外,学生还可以结合自己的实践经验,谈谈自己在设计过程中遇到的问题和解决方法,以及对设计结果的评价和改进意见等,从而展示自己的专业素养和实践能力。
另外,回答问题时要保持自信和冷静。
面对教师和评委们的提问,学生可能会感到紧张和压力。
但是,学生应该保持冷静,不要因为紧张而影响自己的思考和表达。
同时,学生也要保持自信,相信自己在毕业设计中所做的努力和付出,相信自己有能力回答好问题。
只有保持自信和冷静,学生才能更好地展示自己的实力和潜力。
最后,回答问题时要注意与评委们的互动。
答辩过程中,学生不仅需要回答评委们的问题,还可以主动与评委们进行互动。
可以通过提问评委们对设计方案的看法、建议和意见等方式,来展开深入的讨论。
这样不仅可以增加与评委们的交流,还可以展示学生对设计的思考和反思能力。
同时,学生还可以借机向评委们请教一些相关问题,以拓宽自己的视野和知识面。
总之,毕业设计答辩是一次展示自己专业能力和学术素养的机会。
学生在回答问题时,要理解问题的意图,言之有物,保持自信和冷静,与评委们进行互动。
只有做到这些,学生才能在答辩中展现出自己的优势和潜力,获得良好的评价和成绩。
毕业设计教案答辩模板范文

一、答辩题目:[课题名称]二、答辩人:[姓名]三、指导教师:[指导教师姓名]四、答辩时间:[答辩日期]五、答辩地点:[答辩地点]六、答辩流程:1. 答辩人自我介绍2. 毕业设计背景及意义介绍3. 毕业设计研究内容与方法4. 毕业设计成果展示5. 答辩委员会提问及答辩人回答6. 答辩委员会总结与评分7. 答辩结束七、答辩内容:一、答辩人自我介绍尊敬的各位老师、同学们,大家好!我是[姓名],来自[学院/专业],今天我将就我的毕业设计课题[课题名称]进行答辩。
在毕业设计过程中,我在[指导教师姓名]老师的悉心指导下,克服了重重困难,完成了这项设计。
以下是我对课题的简要介绍。
二、毕业设计背景及意义介绍随着[行业/领域]的不断发展,[课题名称]问题日益凸显。
针对这一问题,我选择[课题名称]作为我的毕业设计课题。
本课题的研究旨在[阐述课题的研究目的和意义],为[行业/领域]的发展提供有益的参考。
三、毕业设计研究内容与方法1. 研究内容本课题主要研究[课题名称]的[具体研究内容],包括[列举研究内容的主要方面]。
2. 研究方法(1)文献综述法:通过查阅相关文献,了解[课题名称]的研究现状和发展趋势。
(2)实证分析法:收集[课题名称]的相关数据,运用统计软件进行数据分析。
(3)案例分析法:选取[课题名称]的典型案例,进行深入剖析。
四、毕业设计成果展示1. 论文摘要[论文摘要内容,包括研究背景、目的、方法、结果和结论]2. 论文正文[论文正文内容,包括引言、文献综述、研究方法、结果与分析、结论与展望]3. 设计成果[展示毕业设计的主要成果,如实物模型、软件、实验报告等]五、答辩委员会提问及答辩人回答(此处根据答辩委员会的提问进行回答)六、答辩委员会总结与评分各位老师,经过认真听取答辩人的汇报和回答问题,我们认为[姓名]同学在毕业设计过程中,能够独立思考、积极探索,取得了较好的成果。
以下是对[姓名]同学毕业设计的评价:优点:1. 研究方向明确,具有一定的创新性。
毕业设计(论文)答辩要求及评分标准参考
毕业设计(论文)答辩要求及评分标准参考
一、答辩的基本要求:
1.每生答辩时间为15分钟,学生宣讲设计控制在5-8分钟,要求语言精简,中心突出。
2.老师严格按“评审要求”及“毕业设计答辩评分细则”的要求评分,成绩优秀、良好、合格、不及格四级记分制,即90分以上为优秀、80-89分为良好、60-79分为合格,60分以下为不及格。
一般以优秀不超过20%。
3.成绩评定后,由答辩小组负责人将本小组全部答辩学生档案交系办。
二、论文答辩评分标准参考:
(一)毕业设计(50分)
1、文字、标点及书定格式规范(10分)
2.选题新颖、与实际紧密结合(10分)
3.方案可行、参数合理(15分)
4.认证的逻辑性和科学性(10分)
5.查阅资料、收用文献情况(5分)
(二)答辩质量(30分)
1.答辩仪表大方、衣着端庄、严肃认真(5分)
2.宣讲论文流利简洁、规定时间以内(5分)
3.答辩时吐词清楚、答题准确、说服力强(15分)
4.运用知识的灵活性和辩论技巧(5分)
(三)工作态度(20分)
论文写作过程中一丝不苟、有敬业精神、扎实肯干、工作量饱满(20分)
注意:凡抄袭他人成果证据确凿者,情节轻者,酌情扣分;情节严重者;作不合格处理,直到追究相关法律责任。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
条件下,可能产生的缺陷以及原因,以便正确地修订焊接工艺,操 作规程和提出改进金属材质的方案。
1.2.3异种金属焊接的主要困难
由于异种金属之间的物理性能化学性能及化学成分有着显著的差异,异种金属焊接无论从焊接 原理和操作技术上都比同种金属焊接复杂的多。异种金属焊接的主要困难有:
(1)焊接金属熔点相差愈大愈难进行焊接 由于熔点低的金属达到熔化状态时,而熔点高的金属仍为固体状态,以熔化的金属容易渗入过
第五章 材料的不同工艺金相分析
5.1 母材预热与没预热的显微组织分析…………………………………….…24
5.2 经过300度.600度.900度退火的金相显微组织………………………….….25
结论………………………………………………………………………………37
总结与体会……………………………………………………………………38
第四章焊接试样组织观察和硬度测试……………………………………..…..21
4.1金相试样的制备…………………………………………………………..….21
4.2 金相显微组织的观察………………………………………………..…....…22
4.3 显微硬度测试………………………………………………………..…...….23
2.3碳素钢与奥氏体不锈钢的焊接工艺因注意问题…………………………...10
第三章.Q235与1Cr18Ni9Ti平板对接焊接工艺参数的确定…………………..12
3.1坡口形式的选择………...................................................................................12
低碳钢与奥氏体不锈钢的焊接工艺 研究
学生:马维军 指导老师:陈文静
目录
目 录……………………………………………………………………………....1
摘要…………………………………………………………………………….…3
第一章 引 言……………………………………………………………………...5
1.1课题研究意义……………………………………………………………...5
its Including the combination and use performance.Analysis of the factors that welding dissimilar metals. analyze the difficulties of The welding process and also to prevent its occurrence then
1.2 异种金属的焊接性
1.2.1异种金属的焊接性分析 所谓异种金属焊接性是指不同化学成分,不同组织性能的两种或两种以上金属,在限
定的施工条件下焊接成按设计规定要求的构件,并满足预期服役要求的能力,异种金 属的焊接性受到材料,焊接方法,构件类型和使用要求等因素的影响。 异种金属的焊接性是一个相对概念。通常异种金属并不存在完全不可焊或可焊的情况, 只是在实现优质焊接接头上存在难易问题。因此国际上推荐使用"焊接性"这一术语,而 不采用“可焊性”的说法 一 异种金属焊接性内容 异种金属焊接性内容包括异种金属的结合性能和异种金属的使用性能两方面。 (1)异种金属的结合性能(工艺焊接性)。它是指在给定的焊接工艺条件下,形成致 密结合焊接接头的能力。在焊接生产中,通常用接合性来评定异种金属的焊接接头对 缺陷的敏感性,以便采取防止焊接缺陷措施。 (2)焊接金属的使用性能(使用焊接性)它是指焊接后焊接接头在长期的使用条件下 适应使用要求的程度。在焊接生产中,通常使用异种金属焊接接头能否满足技术条件 的要求, 以便提出改进技术条件的方案。 工艺焊接性和使用焊接性两方面不一定是一致。有时工艺焊接性能满足要求,但使 用焊接性未必满足要求,反之亦然。也就是说,不能认为异种金属焊接不产生裂纹等 缺陷就是焊接性好,还因该考虑使用寿命和可靠性等问题。
热区得晶界,使过热区得力学性能降低,而当熔点高的金属熔化时,熔点低的金属会流失,合 金元素易烧损和蒸发,使得焊接接头难以焊合。 (2)异种金属的线膨胀系数相差愈大愈难进行焊接 由于线膨胀系数大的金属热膨胀率打,冷却时收缩程度也大,因而在熔池结晶时会产生很大 的焊接应力。这样造成焊缝两侧金属承受的应力状态不同,所以易使焊缝和热影响区产生裂纹, 甚至导致焊缝金属和母材剥离。 (3)异种金属的热导率和比热容相差愈大愈难进行焊接 金属的热导率和比热容相差大会使焊缝金属结晶条件变坏,造成晶粒粗化严重,并会影响难容 金属的润湿性能。因此应选用强力热源进行焊接,而在焊接时热源位置应偏向导热性能好的一 侧。 (4)异种金属的氧化性能越强愈难进行焊接 如用熔焊方法焊接铜和铝时,熔池中极易形成铜和铝的氧化物冷却结晶时,存在与晶粒间界 的氧化物使晶间的结合力降低。氧化铜和二氧化铜均能与铜形成低熔点共晶体(Cu+CuO)使 焊缝产生夹渣和裂纹。铜和铝形成CuAl2和Cu9Al4脆性化合物,能显著降低焊缝的强度和塑性。 因此采用熔焊的方法焊接铜和铝是相当困难的。
chose the best way to do it its contains two condition warm or not worm then to do it to analysis the Microscopic organization of Welding joints after welding and we can known that to be Preheated
to Analysis the differences in their organization then we can known after the raise of Annealing the Microstructure of zhe two Different materials were all Grow up in the same area. The hardness of austenitic stainless steel also has the right to improved. may be its due to the hardening of austenitic stainless steel with high temperature characteristics.Meanwhile Analysis 300 degrees and 600 degrees on the microstructure
3.2 焊接方法的选择………………………………………………………….….12
3.3电焊条的选用原则……………………………………………………….......13
3.4 焊条直径的选择…………………………………………………….…….....16
3.5电源和极性的选择……………………………………………………….......16
1.2.2 影响异种金属焊接性的因素
(1) 异种金属的化学成分 (2)异种金属供货状态和表面状态 (3)填充材料种类和化学成分。 (4)接头尺寸及其焊接位置 (5)焊接工艺参数 (6)焊前预热,焊后缓冷 (7)焊后进行热处理工艺 (8)焊接操作技术水平 (9)焊接方法 (10)焊接周围环境条件 对以上因素全面了解和分析,在于查明各种金属在给定的焊接工艺
致谢………………………………………………………………………………39
参考…………………………………………………………………………...….40
摘要
本次低碳钢与奥氏体不锈钢的焊接工艺研究采用A307焊条对10mm厚的奥氏体不锈钢和 6mm厚的低碳钢进行手工焊条电弧焊对接焊,首先对异种金属的焊接性进行分析,包括 其结合性能与使用性能,分析影响异种金属焊接性的因素,对焊接过程中可能遇到的困 难进行预测分析,以便制定相应的工艺来防止问题的出现,然后根据所研究的材料选择 合适的焊接方法,制定相应的焊接工艺(分预热与不预热2种),进行焊接,焊完后首先 对不同工艺的焊后焊件显微组织进行分析比较,得出预热可以防止因导热率不同而产生 的裂纹,改善C的化合物在晶界得析出情况,并起到改善接头性能的作用。其次分别在 300℃,600℃,900℃下对焊接件进行退火处理,并对其硬度进行测定和分别比较,分析 其组织差异,然后得出在在退火温度升高后,奥氏体不锈钢与低碳钢集体组织晶粒度有 着显著的长大的效果。而在相同区域位置,奥氏体不锈钢的硬度也有着适当的提高,这 可能的原因是奥氏体不锈钢有着高温硬化的特性。
3.6焊接层数………………………………………………………………...…....18
3.7焊接速度………………………………………………………………...…....19
3.8焊前准备………………………………………………………………….......20
3.9焊接操作…………………………………………………………………..….20
近年来,国内外多次发生异种金属焊接结构的早期失效事故。如因腐蚀 造成 的生产事故约占全部事故的1/3以上,而高温腐蚀事故占腐蚀事 故总数的78%左 ,应力集中造成的材料的开裂而引起的安全事故也比 比皆是如某制糖厂的储存容器因疲劳断裂而造成的蔗糖倾泻,造成严重 的损失,因此对焊接工艺和接头性能的研究尤为重要
we can see Austenitic stainless steel has the obvious intergranular corrosion. After annealing at 900 degrees there is no Intergranular corrosion.This shows that Austenitic stainless steel heat treatment temperature should be normal or above 900 degrees Celsius will be better.