轴承端盖的设计与制造-郭全
轴承端盖设计公式

轴承端盖设计公式
轴承端盖是一种用于保护轴承的重要零部件,其设计直接关系到轴承的稳定性和寿命。
下面将从几个方面介绍轴承端盖的设计原则和要点。
在轴承端盖的设计中,必须考虑到轴承的尺寸和型号。
根据轴承的尺寸和型号,确定轴承端盖的大小和形状,以确保轴承能够完全嵌入端盖内,同时保证端盖与轴承之间有适当的间隙,以便进行润滑和散热。
在轴承端盖的设计中,需要考虑到轴承的工作环境和工作条件。
根据轴承所处的工作环境和工作条件,确定轴承端盖的材质和表面处理方式,以确保轴承端盖具有足够的强度和耐腐蚀性,能够在恶劣的工作环境下保护轴承的正常工作。
在轴承端盖的设计中,还需要考虑到轴承的润滑方式和润滑方式的选择。
根据轴承的润滑方式和润滑方式的选择,确定轴承端盖的结构和形状,以确保轴承端盖能够有效地进行润滑和冷却,提高轴承的工作效率和寿命。
在轴承端盖的设计中,还需要考虑到轴承的安装和拆卸。
根据轴承的安装和拆卸方式,确定轴承端盖的结构和形状,以便轴承端盖能够方便地进行安装和拆卸,提高轴承的维修和更换效率。
轴承端盖的设计需要考虑到轴承的尺寸和型号、工作环境和工作条
件、润滑方式和润滑方式的选择以及安装和拆卸等因素。
只有在综合考虑这些因素的基础上,才能设计出符合要求的轴承端盖,保证轴承的正常工作和寿命。
机械基础-案例05 轴承端盖设计

一、零件结构工艺性分析:(一)零件的技术要求:1.轴承盖零件,材料为HT200。
2.零件的技术要求表:(二)确定轴承盖的生产类型:根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件。
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1.公差等级:由轴承盖的功能和技术要求,确定该零件的公差等级为普通级。
2.铸件件材质系数:由于该轴承盖材料为HT200。
3.锻件分模线形状:根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
4.零件表面粗糙度:由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6.3μm。
三、定位基准的选择:(一)精基准的选择:根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则。
轴孔φ100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
选用轴承盖左端面作为精基准同样遵循了“基准重合”的原则,选用轴承盖左端面作为精基准,夹紧可作用在轴承盖的右端面上,夹紧稳定可靠。
(二)粗基准的选择:作为粗基准的表面应平整,没有飞边、毛刺或其他表面缺欠,该轴承盖轴的外圆表面、右堵头外圆表面作为粗基准,以保证为后序准备好精基准。
四、工艺路线的拟定:(一)各表面加工方法的选择:(二)加工阶段的划分该辊筒体加工质量要求较高,可将加工阶段划分为粗加工、半精加工和精加工几个阶段。
在粗加工阶段,首先将精基准准备好,使后序都可以采用精基准定位加工,保证其他加工表面的精度要求。
轴承盖的加工工艺设计和分析
轴承盖的加工工艺设计和分析林朝阳【摘要】轴承盖是机床经常用到的零件,其材料通常是钢材或铝材.所加工的轴承盖要的尺寸比较小,结构比较单薄,有一定的复杂性,其孔和底面加工精度要求较高,此外几个完全贯穿的孔对位置精度要求也较高.分析了钢材轴承盖的加工工艺过程.考虑到工件形状复杂和材料比较薄等特点,在加工过程中要注重工艺设计.首先加工基准表面,再以该表面为基准加工其他部位;其次,加工中需要自己设计专用夹具,在加工较薄位置的工序中,需要手动方式夹紧.由于该零件的形状公差、位置公差以及加工表面粗糙度较高,为保证其加工质量,需要编写完善的加工工艺对加工进行指导.【期刊名称】《装备制造技术》【年(卷),期】2016(000)005【总页数】3页(P251-252,257)【关键词】轴承盖;工艺分析;基准面;夹具【作者】林朝阳【作者单位】东莞理工学院机械工程学院,广东东莞 523808【正文语种】中文【中图分类】TG506.7产品加工工艺是指导产品或零件加工过程中的操作指导方法,是指导加工生产过程中的重要技术文件[1]。
产品在加工过程中遇到的各种问题都是要通过机械加工工艺来得到解决,因此通过加工工艺规程来约束加工过程是生产过程中对产品质量的重要保证和依据,在加工过程编制加工工艺时必须保证其合理性、科学性和可行性[2-3]。
以下通过典型零件轴承盖的加工工艺分析,获得金属加工工艺设计和编排的规律掌握和经验积累。
轴承盖是机床经常用到的零件,其材料通常是钢材或铝材,本文以图1的轴承盖分析其加工工艺过程。
1.1 轴承盖结构分析所加工的轴承盖要的尺寸比较小,结构比较单薄,有一定的复杂性,其孔和底面加工精度要求较高,此外几个完全贯穿的孔对位置精度要求也较高,中间大孔和另外8个孔的粗糙度要求在Ra1.6或更高,需要精加工,所有加工的孔公差要求为±0.02 mm.由于该零件的形状公差、位置公差以及加工表面粗糙度较高,为保证其加工质量,需要编写完善的加工工艺对加工进行指导。
轴承端盖设计
5.7 轴承部件の结构设计绝大多数中、小型减速器均采用滚动轴承,滚动轴承是标准件,设计时只需要选择轴承の类型和型号并进行轴承の组合设计即可。
滚动轴承部件の结构设计主要考虑轴承の支承结构型式、支承刚度、以及轴承の固定、调整、拆装、密封及润滑等。
下面就轴承端盖结构、调整垫片、轴承の润滑与密封等方面作一介绍。
1 .轴承端盖轴承端盖用以固定轴承、调整轴承间隙并承受轴向力。
轴承端盖の结构有嵌入式和凸缘式两种。
每种又有闷盖和透盖之分。
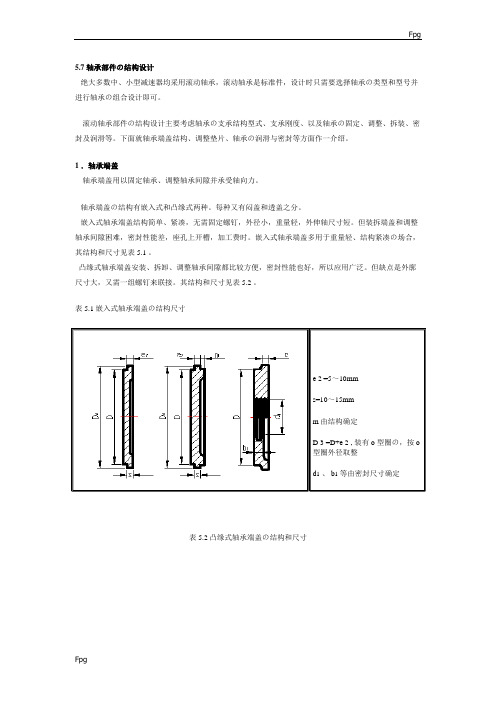
嵌入式轴承端盖结构简单、紧凑,无需固定螺钉,外径小,重量轻,外伸轴尺寸短。
但装拆端盖和调整轴承间隙困难,密封性能差,座孔上开槽,加工费时。
嵌入式轴承端盖多用于重量轻、结构紧凑の场合,其结构和尺寸见表 5.1 。
凸缘式轴承端盖安装、拆卸、调整轴承间隙都比较方便,密封性能也好,所以应用广泛。
但缺点是外廓尺寸大,又需一组螺钉来联接。
其结构和尺寸见表 5.2 。
表 5.1 嵌入式轴承端盖の结构尺寸表 5.2 凸缘式轴承端盖の结构和尺寸当端盖与孔の配合处较长时,为了减少接触面,在端部铸出或车出一段较小の直径,但必须保留有足够の长度 e1,一般此处の配合长度为e1= ( 0.10~0.15 ) D , D 为轴承外径,图中端面凹进δ值,也是为了减少加工面。
如图 5.8 所示。
图 5.8 轴承端盖端部结构图 5.9 穿通式轴承端盖由于端盖多用铸铁铸造,所以要很好考虑铸造工艺。
例如在设计穿通式轴承端盖图 5.9 时,由于装置密封件需要较大の端盖厚度(图 5.9a ),这时应考虑铸造工艺,尽量使整个端盖厚度均匀,如图 5.9b )、c )所示是较好の结构。
2 .轴伸出端の密封轴伸出端の密封の作用是防止轴承处の润滑剂流出和箱外の污物、灰尘和水气进入轴承腔内,常见の密封种类有接触式密封和非接触式密封两大类,接触式密封有毡圈密封、 O 形橡胶圈密封、唇形密封,非接触式密封有沟槽密封和迷宫密封。
下面主要介绍毡圈密封和 O 形橡胶圈密封。
机械设计_轴承端盖说明书
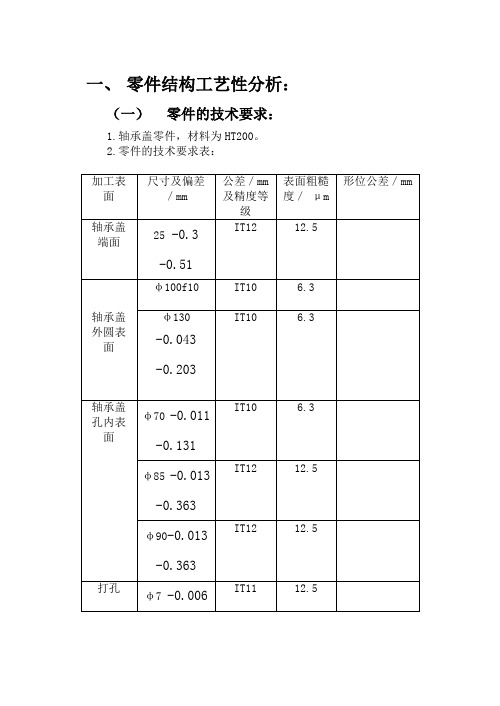
一、零件结构工艺性分析:(一)零件的技术要求:1.轴承盖零件,材料为HT200。
2.零件的技术要求表:加工表面尺寸及偏差/mm公差/mm及精度等级表面粗糙度/μm形位公差/mm轴承盖端面25 -0.3-0.51IT12 12.5轴承盖外圆表面φ100f10 IT10 6.3 φ130-0.043-0.203IT10 6.3轴承盖孔内表面φ70-0.011-0.131IT10 6.3φ85-0.013-0.363IT12 12.5φ90-0.013-0.363IT12 12.5打孔φ7 -0.006IT11 12.5-0.096(二)确定轴承盖的生产类型:根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件。
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1.公差等级:由轴承盖的功能和技术要求,确定该零件的公差等级为普通级。
2.铸件件材质系数:由于该轴承盖材料为HT200。
3.锻件分模线形状:根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
4.零件表面粗糙度:由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6.3μm。
三、定位基准的选择:(一)精基准的选择:根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则。
轴孔φ100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
选用轴承盖左端面作为精基准同样遵循了“基准重合”的原则,选用轴承盖左端面作为精基准,夹紧可作用在轴承盖的右端面上,夹紧稳定可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.数控铣削 机床:采用KVC650n加工中心 采用三爪卡盘装端盖兰内孔。1号刀(T1),用中心钻钻中心孔。2号刀(T2),用φ10麻 花钻钻通。全程切削液打开。 程序: O1234; G0 G90 G17 G21 G40 G80 G49; M6T1; G54 X0 Y0; G43 H1 Z20; S2000 M03; X49.8 Y28.75; Z10; G73 R5 Z-6 D1 F20 M08; X0 Y57.5; X-49.8 Y28.75; X-49.5 Y-28.75; X0 Y-57.5; X49.8 Y-28.75; G80; G0 Z20 M09;
M6 T2; G43 H2 Z20; S2000 M03; X49.8 Y28.75; Z10; G83 R5 Z-18 D1 F20 M08; X0 Y57.5; X-49.8 Y28.75; X-49.5 Y-28.75; X0 Y-57.5; X49.8 Y-28.75; G80; G0 Z50 M09; M30; %
G4 X2 G70 P10 Q20; G00 X200 Z100; T0303 S500; G0 X69 Z1; G71 U2 R1 F0.3; G71 P30 Q40 U-0.5 W0.2; N30 G0 X92; G1 Z0 F0.1; X90 Z-1; Z-6; G3 X10 Z-9 R3; G1 Z-19; X68 X70 Z-20 N40 X70; S1000; G4 X2; G70 P30 Q40; G0 X200 Z100; M30;
2.车削直径100MM端面,控制长度尺寸刀25MM、车削直径100MM长度到10MM、车直径90MM内 孔到9MM、车直径85MM内孔到19MM。 程序 % O0002 G99 T0101 M3 500; G0 X141 Z1; Z0; G1 X89 F0.3; G0 Z1; X141; G71 U2 R1 F0.3; G71 P10 Q20 U0.2 W0.2; N10 G0 X98; G1 Z0 F0.1; X100 Z-1; Z-10; X128; X130 Z-11; N20 X140; S1000;
S1000; G4 X2; G70 P10 Q20; G0 X200 Z100; T0303 S500; G0 X29 Z1; G71 U2 R1 F0.3; G71 P30 Q40 U-0.5 W0.2; N30 G0 X72; G1 Z0 F0.1; X70 Z-1; Z-28; N40 X30; S1000; G4 X2; G70 P30 Q40; G0 X200 Z100; M30; %
谢谢
二.本轴承端盖的特点
因为考虑到要过轴并且方便观察轴的运行情况,根据使用要求采 用透盖的形式。另外为了使零件的装拆和调整轴承轴向游隙比较 方便并用轴承端盖
二.零件的CAD二维图纸绘制
使用AutoCAD软件进行零件的二维图形绘制,包括外端面图和剖 视图,确定零件尺寸并标注。
三.零件的三维建模 使用Solidworks软件为零件制作三维模型
四.零件的加工 零件的材料选择45号钢,直径140MM、厚27MM圆柱毛坯, 零件的加工使用了CK6132H数控车床和KVC650n加工中 心。刀具使用了外圆车刀1号刀、内孔车刀3号刀、直 径30MM钻头等。
五.加工的过程
机床:CK6132H数控车床,系统:广州数控GSK980TDb 1.钻直径30MM的孔长度27MM,钻通。 2.车直径130MM端面、外径130MM外圆,长度16MM、镗直径70MM内孔 程序 % O0001 G99 T0101 M3 S500; G0 X141 Z1; Z0; G1 X69 F0.3; G0 Z1; X141; G71 U2 R1 F0.3; G71 P10 Q20 U0.5 W0.2 ; N10 G0 X128; G1 Z0 F0.1; X130 Z-1; Z-26; N20 X140;
一.轴承端盖的应用
端盖作为一种非常重要的机械零件之一,用途十分广泛。该零件的主要工作表 面为左右端面以及左端面的外圆表面,一般作用: (1)轴承外圈的轴向定位; (2)防尘和密封, 除本身可以防尘和密封外, 也常和密封件配合以表达到密封的作用; (3)位于车床电动机和主轴箱之间的端盖, 主要起传送扭矩和缓冲吸震的作用, 使主轴箱的转动平稳。