1450平整拉矫机组技术参数
1450平整机技术参数

1450平整机机组技术参数一、设备用途及技术性能:该平整机组是用于对热处理后的宽带钢进行平整,改善带钢的机械性能,提高带钢的平直度和表面光洁度。
1、材料:普碳钢。
2、原料规格:厚度0.15-1.5mm, 宽度800-1250mm;3、钢卷内外径:Φ520mm / Φ1900mm;4、最大卷重:25T5、最大轧制力:≤5000KN;6、轧制速度:≤10米/秒;7、卷取张力:6-60KN; 开卷张力:4-40KN;8、出入口张力辊张力:5-50KN;二、设备组成:1、上卸卷装置2套11T2、开卷机25.8T3、入口张力辊(含横剪)18.7T4、四辊精整主机104.4T5、主传动装置12.1T6、出口张力辊15.6T7、卷取机36.2T8、皮带助卷器5T9、对中装置0.5T三、技术参数:1、主机:Φ470mm / Φ800mm×1450 mm 四辊精整机; 传动形式:工作辊传动。
2、压下装置:AGC液压压下。
压下速度:5 mm/秒;压下箱体采用铸钢件。
3、机架装置:两片闭合牌坊,立柱截面:460 mm×400mm机架及窗口由加工中心加工。
4、辊系部分:工作辊直径/ 辊面宽度:Φ470-450mm / 1450mm(材质9Cr2Mo)支承辊直径/ 辊面宽度:Φ800-760mm/Φ1450mm(材质9Cr2Mo)支承辊平衡装置:液压平衡; 轴承润滑方式:干油润滑;换辊方式:液压换辊,配液压轨道;5、主传动部分:轧机主电机:Z4-450-42 P=500KW V=400/ 1200转/分主减速机:ZDY500,I=2.8;6、放收卷机液压四棱锥式放收卷机,卷筒直径:Φ500mm×1450 mm;放卷电机:Z4-400-41,N=316KW, n=360/ 12000转/分。
收卷电机:Z4-400-41,N=316KW, n=360/ 12000转/分。
两台。
7、电器控制:主传动柜,卷取传动柜采用英国欧陆公司进口二桥四象限弱磁调速装置590系列;8、液压站, 稀油润滑站各一套, 工艺润滑站由用户自配;9、仪表:自动测厚仪:由用户自配;。
拉矫机使用说明书
拉弯矫直机使用说明书襄樊市博亚机械有限公司热镀锌1.设备用途拉弯矫直机作为带材的精整设备,对带材进行拉伸弯曲矫直作业,消除带钢的浪形、瓢曲、镰刀弯等板型缺陷,提高板形质量。
这台拉矫机配置有两对弯曲辊盒,两个矫直辊盒,四套转向辊。
其主要特点:●机架刚性好,工作平稳可靠,设备精度高。
●安装、检修、调试都很方便。
●配备两对弯曲辊盒,可以同时使用,也可以一用一备。
●拉矫机在过焊缝时上辊盒可以快速打开,焊缝过后可以快速压下。
●下矫直辊与转向辊配合工作可以矫正带钢横弯。
●上矫直辊与转向辊配合工作可以矫正带钢纵弯。
●换辊小车采用油缸驱动,一次可以拉出一个或多个(全部)辊盒。
上辊盒可以在小车上翻转,方便换辊。
2.设备组成2.1 机械部分主机架:主机架由两侧牌坊、上下横梁、下辊盒轨道等组成。
牌坊用厚60mm的优质钢板精加工而成,上下横梁均为箱式结构。
主机架有足够的强度与刚度,安装位及定位面有良好的精度。
主机架上配置有走线槽与电气接线端子盒,接近开关信号线与电机动力线分开布设(以免干扰)。
辊系:由两对弯曲辊盒与下矫直辊盒、上矫直辊盒组成。
这是拉矫机的核心部分。
辊座用钢板焊接成箱式结构,抗变形能力强。
支承辊安装块与辊座采用气体保护焊焊接,支承辊安装块上的圆弧面最后一道工序是磨削加工,可以确保支承辊的安装精度。
工作辊、中间辊常用材料为GCr15。
辊面中频淬火。
工作辊辊面硬度可达HRC62~64,淬火深度为2~3mm。
压下装置:这台拉矫机有两组压下装置。
每组压下装置由两个油缸以及托板等组成。
油缸驱动托板压下或抬起,带动上弯曲辊盒上下动作。
上下升降装置:下弯曲辊盒、下矫直辊盒、上矫直辊盒的上下动作分别由上下升降装置来实现,每套升降装置包括两台升降机、减速电机、顶头、球笼式联轴器等。
这种结构确保下弯曲辊盒、下矫直辊盒、上矫直辊盒在工作中调整压入量很方便,在检修的时候调整工作辊间的平行度也很方便。
换辊小车:换辊小车由车架、滚轮、上下辊盒的牵引装置以及驱动小车的油缸组成。
柳钢1450单机架平整机组工艺附件1:生产纲领及技术数据

附件1广西柳州钢铁(集团)公司1450mm平整机组生产纲领及技术数据买方:广西柳州钢铁(集团)公司卖方:中钢设备有限公司一重集团大连设计研究院有限公司2010年8月1 概述1.1依据本技术规格书依据广西柳州钢铁(集团)公司,兴建一冷轧项目单机架平整机组的要求编写。
1.2概要介绍广西柳州钢铁(集团)公司为了更好地满足冷轧板带产品的市场需求,决定新建一条单机架冷轧平整机组,机组入口年处理量约84.1574万吨,出口大于80万吨。
产品为高表面质量和良好板形的冷轧卷产品。
一重集团公司做出技术方案,平整机采用四辊机型,采用湿平整,平整机采用下工作辊传动。
1.3用途1450单机架四辊平整机组用来在常温状态下,将经过冷轧并退火后的钢卷,通过平整提高带钢机械性能、改善带钢板形、调整带钢表面粗糙度,获得符合要求的钢卷。
2产品大纲2.1 产品说明2.1.1 原料状态:经罩式或连续退火后低碳钢带卷。
材质: CQ、DQ、DDQ、EDDQ/SEDDQ、HSLA。
材料性能:σs≤360 N/mm²(Max)σb≤500 N/mm²(Max)HSLA抗拉强度为: 340~690MPa平整原料厚度: 0.3mm~2.0 mm成品厚度: 0.3mm~2.0 mm宽度: 930~1300 mm钢卷内径:Φ610mm钢卷外径:Φ1000mm~Φ2050mm(最大)钢卷重量: 23t (Max)单位卷重:最大 18.0kg/mm2.1.2机组年处理量机组出口量: 800000t/a2.2机组处理带钢的品种2.2.1产品大纲产品汇总表(入口量):宽度(mm) 900-1030 >1030-1130 >1130-1300 合计厚度(mm) t % t % t % t %0.2-0.3 200 0.02 200 0.02 200 0.02 600 0.07>0.3-0.6 13662 1.62 29522 3.51 13033 1.55 56217 6.68 >0.6-0.8 16510 1.96 131622 15.64 13612 1.62 161744 19.22 >0.8-1.2 27940 3.32 128167 15.23 135024 16.04 291131 34.59 >1.2-2.0 24208 2.88 128837 15.31 178837 21.25 331882 39.44 合计82520 9.81 418348 49.71 340706 40.48 841574 1003机组主要技术参数3.1设备主要技术参数3.1.1轧机主要技术参数平整机最大轧制压力: 12000 kN平整机最大轧制速度: 1200 m/min最大卷取速度: 1260/min穿带速度: 30 m/min轧制标高: +1015 mm湿平整延伸率: ≤3%(最大)开卷张力: 5.1~51 kN (v=1200m/min)6.0~60 kN (v=1000m/min)卷取张力: 6.1~61 kN (v=1200m/min)8.0~80 kN (v=1000m/min)工作辊尺寸:φ500/φ440×1450 mm支承辊尺寸:φ1250/φ1150×1450 mm机架立柱断面: 560×700=392000 mm2工作辊最小开口度: 20 mm工作辊正弯辊力(单辊单侧): +400 kN工作辊负弯辊力(单辊单侧): -350 kN压下液压缸活塞直径×行程:φ550/φ500×170mm(二个)开卷机卷筒直径:φ610mm (真园)φ630/φ570 mm (涨缩范围) 卷取机卷筒直径:φ610mm (带橡胶套涨开后真园) 单片机架重量: 70t下支承辊装配重量: 42t一般液压传动系统压力: 14 MPa平衡弯辊系统压力: 25 MPa压下系统压力: 25 MPa3.1.2其他设备主要参数入口转向测张辊尺寸:φ275×1450 mm出口转向测张辊尺寸:φ275×1450 mm3.2 主要电机功率开卷机:N=1180 kW,n=0-320/1100rpm,共1台平整机电机:N=1200 kW,n=0-310/950rpm,共1台/下辊单独传动入口张紧辊上辊电机:N=460 kW, n=0~625/700rpm,共1台入口张紧辊下辊电机:N=340 kW, n=0~625/700rpm,共1台出口张紧辊上辊电机:N=460 kW, n=0~625/700rpm,共1台出口张紧辊下辊电机:N=340 kW, n=0~625/700rpm,共1台卷取机:N=1500 kW,n=0-320/1100rpm,共1台4年工作制度和产量计算4.1年工作制度本机组实行三班连续工作制。
1450mm平整拉矫机组系统张力及延伸率控制[1]
![1450mm平整拉矫机组系统张力及延伸率控制[1]](https://img.taocdn.com/s3/m/bff40cf49e31433239689382.png)
由于现场没有安装张力传感器, 对卷取机( 开 卷机) 的控制方式采用间接张力控制方式。卷取 机( 开卷机) 数字控制系统除基本传动装置以外, 另外配置一套带卷取软件的工艺模板, 来实现卷 取机的转矩设定计算、卷径计算、转矩补偿计算和 恒张力控制, 本系统采用西门子 公司 T 400 工艺 控制模板。
王亚杰, 等: 1 450 mm 平整拉矫机组系统张力及延伸率控 制
电气传动 2009 年 第 39 卷 第 6 期
的实际力矩通过 peer t o peer 通讯传送给同组的 S 辊从辊, 通过装置的 S00 软件中 P ID 调节器调 节从辊来完成主从负荷平衡的控制。
根据具体情况不同, 需要对上位机所设置的 张力给定及速度给定做适当的调节。下面分别讨 论不同工作方式下的具体情况。
4 延伸率控制
4. 1 延伸率的测量方法 本文中提到的延伸率指带钢在轧制力与拉伸
张力的作用下长度所产生的增量部分, 占原始长
度的百分比, 可用以下公式表示:
=
L2- L1 L1
( 1)
式中: L 1 为带钢原始长度; L 2 为带钢成品长度。 延伸率的测量就是以式( 1) 为依据的。
在生产过程中, 我们要测量带钢在平整段和
3) 在平整拉矫 方式下, 全 线仍以 D4 为速度 基准, 附加给定的设定原则与平整方式下基本相 同。不过需要说明的是, 由于拉矫机前后的 S 辊 应该朝相反方向出力, 来保证拉矫段有足够大的 张力来实现拉矫段设定延伸率, 所以平整出口 S 辊的设定线速度应小于平整机的设定线速度, 在 带钢不打滑的情况下, D5 , D6 处于发电状态, 可以 满足工艺要求。而拉矫机之后的各机架的设定线 速度应大于平整机的设定线速度。
1150平整拉矫机组技术规格书

1150mm平整机组技术规格书1150mm平整机组技术协议1.原料带钢指标1.1.材质钢种:退火后,冷轧低碳钢Q195-Q235、SPCC、SPCD、SPCE、08AL等屈服强度:σS≤240N/mm21.2.产品规格:0.15~1.2×700~1000mm1.3.带卷内径/带卷外径:Φ508/Φ1800mm1.4.最大卷重:W≤18T2.设备性能指标2.1.延伸率:干平整延伸率最大3% 波动±3%湿平整延伸率最大10% 波动±5%2.2.机组速度:平整最大速度600m/min(0.8mm及以下厚度)2.3.开卷张力:25KN 稳态±1% 加减速±3%2.4.卷取张力:45KN 稳态±1% 加减速±3%3.基本工艺流程及设备固定鞍座→上料小车→开卷机组(CPC)→夹送辊.剪切装置—焊机→焊后夹送——张力辊→四辊平整主机→张力辊→夹送辊2#→静电涂油机(预留位置)→夹送辊,剪切转向装置→卷取机组→卸料小车→固定鞍座——助卷器。
主体设备还包括液压系统、气动系统、电控系统。
功能:平整的主要功能是消除屈服平台,改善机械性能。
4.设备组成4.1.上料小车用途及主要结构上卷小车是将存放在固定钢卷鞍座上的钢卷运送到开卷机上的装置,它由升降鞍座、行走小车、升降液压油缸和行走马达组成。
操作时,上料小车上升托起存放在钢卷鞍座上的钢卷至开卷机卷筒高度,小车马达移动上料小车将钢卷送至开卷机卷筒上。
技术性能载重量:最大20t钢卷外径:800~1800 mm升降高度:750升降缸:Φ125/Φ90—行程750 12Mpa行走距离:4400润滑:手动4.2.开卷机4.2.1.用途及主要结构:钢卷开卷用,在带钢运行时提供后张力。
主要有摆动门式外支撑,固定底座及其安装上面的传动装置,主轴、卷筒、涨缩缸。
4.2.2.技术性能:开卷张力:25KN卷筒外径:Φ508涨缩卷筒:Ø480~520卷筒长度:1150mm电机功率:160KW开卷速度:最大600m/min润滑:自带稀油润滑4.3.夹送,液压剪装置用途及主要结构该设备是对原料不规则的头尾部分在进入焊机前切除。
平整机组控制及性能介绍

国外先进技术的基础上,结合国内的实际情况及多年工程应用经验,研制出了中、高档平整机组、平整拉弯矫联合机组、适用于不锈钢的二辊平整机组。
一、平整机组的作用
1、消除屈服平台,提高带钢的综合机械性能。
2、提高带钢表面光洁度或获得一定的粗糙度、提高其加工性能。
3、改善带钢的板形及平直度。
4、实现轻压下,改变产品厚度和机械性能。
二、平整机组的特点
1、机组控制功能完备:恒轧制压力控制(AFC)、恒延伸率控制(AEC),辊缝位置控制(APC)、厚度自动控制(AGC)、恒张力自动控制(ATC)等功能。
2、机组自动化水平高:自动穿带、自动卸卷、自动对中、快速换辊等功能。
3、机组装备水平高:传动系统采用全数字控制、西门子调速装置;基础自动化采用西门子PLC、配置上位机等现代控制手段。
4、机组人机界面完备:配置专门开发的数据采集、显示、存储、分析系统。
5、机组板形控制:采用工作辊正负弯辊。
6、机组生产工艺:可根据需要采用干平整或湿平整。
7、机组辅助系统包括:油气润滑、稀油润滑、中压液压站、高压伺服液压站等。
四、机组主要设备
机组设备列项构成:
钢卷存放台、钢卷车、钢卷准备站、废卷推出系统、开卷机、CPC(或EPC)系统、入口S辊、出口S辊、静电涂油机、卷取机、带式助卷器、出口钢卷车、打捆装置、称重装置、液压系统、电控系统、润滑系统等。
宝钢特钢1450平整机工艺参数
准
≤ 31 0.15-0.20
注:①工业水水质标准以特殊钢分公司工业水厂自备水供水水质为基础。各项指
标的保证率在 95%左右,一般设计采用本表数据。
②工业新水氯离子遇枯水期海潮倒灌时,大于等于 350mg/L,全年约 60 天左
右。
8
宝钢股份特殊钢分公司 1450 二辊平整机组
2009-3-22
③工业新水全硬度、Ca 硬度、电导率会随实际回用水比例的升高而升高。
④特殊钢分公司目前无脱盐水及其处理装置,如机组确需使用脱盐水,本工程建设方可 另建脱盐水站。
⑤自来水仅作为应急安全喷淋及生活用水使用,生产用水不得使用自来水。
9.3 热力供应条件 1) 蒸汽(TOP) — 压力:(0.35~0.4)MPa 峰值:0.5 MPa。
150mm(套筒) 約 190mm max800mm 600~1300mm max500kg max40kg
2009-3-22
3
宝钢股份特殊钢分公司 1450 二辊平整机组
4. 产品大纲 详细计算见附表 1 产能计算表
2009-3-22
5. 机组主要技术参数
机组类型: 最大轧制压力: 最大轧制力矩: 最大轧制速度:
带钢宽度: 600~1300mm 钢卷内径: Φ610mm 钢卷外径: Φ800~Φ1800mm 钢卷重量: ~max.18t(包括套筒、垫纸重量) 屈服强度: 470~710MPa
2.2 成品钢卷参数: 成品厚度: 0.3~4.0mm 钢卷内径: Φ610mm 钢卷外径: Φ800~Φ1800mm 钢卷重量: ~max.18t(包括套筒、垫纸重量) 屈服强度: ~max1000MPa
附件一 产品大纲、生产能力及技术数据
宝钢股份特殊钢分公司 1450 二辊平整机组
矫直机的主要技术参数指标和组成

矫直机的主要技术参数指标和组成矫直机的主要技术参数指标和组成矫直机主要技术参数:型式;钢板规格;宽度;长度;钢板屈服强度;钢板温度;矫直力;矫直机工作辊;工作辊尺寸;工作辊辊距;工作辊材质;工作辊辊面硬度;矫直机支撑辊;支撑辊尺寸;支撑辊辊距;支撑辊材质;支撑辊辊面硬度;矫直机开口度;主电动机;矫直速度;辊缝控制;矫直辊辊盒;预紧杆和螺栓;分离式压力框架;惰辊;换辊装置;主框架;矫直辊及上压力框架。
矫直机主要由以下几个部分组成:A、主框架构件:矫直机主框架由一个下框架和一个中间框架组成。
B、上横梁:上横梁连接中间框架的入口和出口,液压辊缝控制液压缸通过专用夹头装在上横梁内,将矫直力传递到主框架上。
C、剖分式上压力框架:上矫直辊和支撑辊辊盒安装在可回拉的剖分框架中。
框架分为2部分,通过销铰接。
上框架上的偏心轴可以使两个半框架分开,在矫直过程中实现矫直辊弯辊。
矫直过程中的弯辊由弯辊缸和调节连杆(偏心类型)实现。
位置控制由安装在弯辊缸内的位置传感器实现。
d、辊子和辊盒(包括配管):矫直辊,支承辊和轴承座安装在上、下辊盒内。
上辊盒装有4个矫直辊和相应的支承辊。
上辊盒通过夹紧液压缸锁定在上框架上。
下辊盒内装有下矫直辊和相应的支承辊。
进出口矫直辊和相应的支承辊可以沿垂直方向调节。
矫直辊位置中间固定。
支承辊轴线偏离了矫直辊轴线,这种布置可以防止矫直过程矫直辊倾斜。
支承辊安装减摩轴承,轴承油气润滑。
轴承座内的径向密封可以防止污物和水进入。
矫直辊由旋转接头供水提供内部冷却。
e、带有位置传感器的辊缝控制液压缸和弯辊液压缸:长行程液压缸有以下功能:矫直过程中辊子定位(矫直过程中所有阶段的进出口辊缝,包括钢板穿带和带尾通过)。
f、矫直机冷却与氧化铁皮处理:空心矫直辊将提供内部水冷。
矫直机上部管道允许热空气逸散。
下辊盒内设压缩空气吹扫,防止氧化铁皮堆积在支承辊辊轴承座之间。
g、快速换辊机械装置:有两种更换类型:一种是下辊盒更换,另一种是上下辊盒一起更换。
吉林建龙1450AGC系统操作说明

吉林建龙1450热平整液压A G C系统操作说明一.硬件构成液压AGC系统的硬件主要由控制器、伺服放大器、伺服阀、推上液压缸、弯辊缸、压力传感器、位移传感器和AGC系统的HMI等构成。
二.控制功能说明液压AGC系统有7种工作状态:1.高压停2.卸荷3.开环4.压力环5.位置环6.延伸率模式7.压靠当平整机不工作时,应当顺序关闭高压站的主泵和循环泵,使液压AGC系统处于“高压停”状态。
轧机处于“高压停”状态时,对液压AGC系统操作均无效。
轧制力过大会对轧机造成损害,产生危险。
当单侧轧制力超过一定的值600T (HMI设定)时,轧机可以自动迅速打开辊缝,从而保护轧机。
也可以通过按操作台和操作箱上的“卸荷”按钮,人工操作轧机进入“卸荷”状态。
“开环”状态主要用于轧机调试和故障诊断。
当轧机处于“开环”状态时,可以用操作台上的推上调节手柄以固定值直接控制两个伺服阀的电流,此时可以根据毫安电流表的读数、位移传感器的读数、压力传感器的读数、压力表和推上液压缸的变化等来判断诊断推上系统的硬件故障。
当轧机处于“压力环”时,HMI显示的压力设定值有效,可以通过按操作台和操作箱上的推上调节手柄来调节平整机操作侧和传动侧的压力设定值。
控制器按照一定算法根据压力的实际值与设定值的误差变化来调节伺服阀电流,使误差保持为零,从而达到控制压力的目的。
当轧机处于“位置环”时,HMI显示的位置设定值有效,可以通过按操作台和操作箱上的推上调节手柄来调节轧机操作侧和传动侧的位置设定值。
控制器按照一定算法根据位置的实际值与设定值的误差变化来调节伺服阀电流,使误差保持为零,从而达到控制位置的目的。
当轧机处于“位置环”或“压力环”时,按下主操作台上的“压靠”按钮,可以进行自动压靠操作。
压靠时轧机自动处于压力闭环,并且所有调整操作均无效,“开环”操作可以中断压靠过程。
压靠的压靠力可以在HMI上设置。
压靠过程中可以修改压靠压力,压靠结束之前修改的压靠压力值可以有效。
衡板拉矫剪切
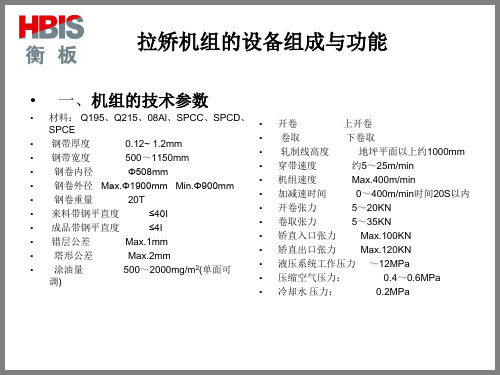
• 功能:将带钢头尾焊接在一起,保证机组工艺段连续运行。 • 组成:入出口对中装置、入出口夹钳、剪切机构、焊接轮、碾压轮、C形架
传动装置、焊接变压器及次级回路、焊机底座、液压系统、润滑系统等。 • 工作原理:本焊机为电阻焊,它的物理过程是电流流过电阻时将产生热量。
当电流达到一定程度,热量积累到一定程度时,金属将被融化,实现异体工 件的焊接。 • 技术参数和规格: • 焊接材料 退火或平整后软态或半硬态带钢 • 钢板厚度 0.15~1.2mm • 钢板宽度 500~1250mm • 搭接量 1~5mm • 焊接速度 1~5m/min (25Hz、30Hz、35Hz、40Hz、45Hz)
过齿轮齿条机构保证传动侧和
操作侧升降同步。在穿带时抬
起,正常跑带时落下。
•
下辊为传动辊并在交流减
速电机的驱动下传动,上辊为
被动辊。
拉矫机组的设备组成与功能
• 入口横剪(与转向辊一体)
• 用于剪切带头,对不平直的带头进行处理。
• 采用下切式,由液压缸带动下刀架上升完成剪切,上刀架固定。
• 剪切厚度 Max.1.2mm
拉矫机组的设备组成与功能
• 电极轮直径 220mm(min)、270mm(max)
• 电极轮宽度 12.5mm
• 入出口夹钳距离 126mm
• 出口夹钳仰转最大行程 40mm
• 上剪刃行程 230mm
• 下剪刃升降行程 60mm
• 双剪刀间距 100mm
• C形架移动量 2450mm(max)
• 对供辅介质的要求:
开卷张力
5~20KN
卷取张力
5~35KN
矫直入口张力 Max.100KN
矫直出口张力 Max.120KN
推拉式酸洗机组CPC _E PC

1450推拉式酸洗机组板带自动对中设备(CPC)、自动对边设备(EPC) 合同技术附件最终用户:设计单位:制造商:2005年2月1.0 机组技术数据1.1 机组技术数据板宽:min / max 700 / 1250 mm板厚:min / max 1.5 / 5.0 mm1.1.1 CPC纠偏辊机组板速:max 180 m/min板带张力:10~20 KN纠偏辊可移动部分重量:约2000 Kg纠偏辊移动范围:max ±100 mm纠偏辊移动方式:滚动(µ=0.1)纠偏辊架油缸尺寸:Ø80/Ø45 x 200 mm1.1.2 卷取机卷取速度:max 180 m/min卷取张力:max 68 KN卷重:max 28000 Kg卷取机移动部分重量:20000 Kg (不含钢卷)卷取机移动范围:max ±75 mm卷取机底座移动方式:滑动(µ=0.15)卷取机油缸尺寸:Ø200/Ø125/Ø125 x 150mm1.2 现场能源要求仪表电源CPC:AC 220V/50Hz,250VAEPC:AC 220V/50Hz,250VA液压动力源CPC:压力80~100 bar;流量max 12 L/minEPC:压力80~100 bar;流量max 25 L/min2.0 供货范围,技术规格、型号2.1 系统原理描述2.1.1 板带对中系统(CPC)原理描述本项目中的对中系统主要由BMI2-CP探测头、SPC-C电控器、HST液压阀站组成。
BMI2-CP 型高精度固态电感式探测头,是EMG公司的免维护高技术产品。
由安装在框架上的两个发送器和两个接收器组成一个对中传感器,该传感器配有一个内装高频电源及信号检测电路的盒子(该装置通过电缆接到外面)。
该系统运用电磁感应原理,将高频信号输入发送器;当板带没有进入到探测头内时,两个接收器都会输出一个确定的信号;当板带进入到探测头内时,两个接收器都会输出一个减弱的信号,信号的强弱根据所测量的板宽而变化,两个接收器输出信号的偏差说明了板带中心位置的偏差值。
1450mm四辊光整机
1450mm 4Hi Skin Pass Mill1450mm四辊光整机1. Usage: To eliminate yielding, adjust roughness on the surface of the strip and improvethe straightness.用途:消除屈服平台,调整镀锌带钢表面粗糙度,改善带钢的平直度。
2. Parameter机组技术参数:2.1. Raw material原材料⏹Material Type: After galvanizing cold rolled coils材料规格:经冷轧镀锌后的带材。
⏹Material: plain carbon steel, good quality low carbon steel材质:普碳钢、优质低碳钢⏹Capability: Max yield limit:: σs =150~456 Mpa机械性能: 最大屈服极限⏹Thickness: 0.2~1.5mm厚度⏹Width: 600~1250mm宽度:2.2. Equipment performance设备性能:◆Max rolling force: 3000KN最大轧制力◆Max rolling moment: 13.5KN-M最大轧制力矩◆Tempering speed: 90m/min (Max.)平整速度◆Tension before unit: 73KN (Max.)机前张力◆Tension after unit: 73KN(Max.)机后张力◆Work roll specification: Ф350/330×1450mm工作辊规格◆Backup roll specification: Ф760/730×1400mm支承辊规格◆Max work roll opening size: 20mm工作辊最大开口度◆Work roll bending force(single side): 200KN工作辊弯辊力(单边)◆Press down/push up type: electrical adjustment, hydraulic push up压下/推上型式: 电动调整,液压推上◆Roll exchange type: hydraulic online rapid exchange换辊方式: 液压在线快速换辊◆Work roll exchange hours: 8 min(approximately)工作辊换辊时间:8min(大约)◆Backup roll exchange hours: 30 min(approximately)支承辊换辊时间:30min(大约)◆Rolling type: constant rolling force, wet skin pass轧制方式: 恒轧制力控制,湿平整◆Drive type: lower work roll drive传动型式: 下工作辊传动◆Main motor: 110KW主电机◆Hydraulic system working pressure thickness control, bending roll system: 14Mpa液压系统工作压力:厚控、弯辊系统◆Normal hydraulic drive system: 8Mpa普通液压传动系统3. Equipment level装机水平4.1. Skin pass mill adopts full hydraulic screw up, computer auto control. control computersystem adopts 2-level computer control, and control functions include constant rolling force control, roll constant position control and elongation control.光整机采用全液压压上、计算机自动控制。
拉矫机说明书讲解

┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊安徽工业大学工商学院毕业设计(论文)说明书专业机械设计及其自动化班级机械1042班姓名高雷学号101841076指导教师苏荭二○一四年六月四日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊安徽工业大学工商学院毕业设计(论文)任务书课题名称方坯连铸机拉矫机的设计计算学院安徽工业大学工商学院专业班级机械设计制造及其自动化姓名高雷学号101841076毕业设计(论文)的主要内容及要求:1.资料收集、整理2.方坯连铸机总体设计及计算3.方坯连铸机拉矫机性能参数计算及结构设计4.针对某些问题分析原因,提出改进措施5.图纸要求:拉矫机总装图2张,部装图2张,零件图若干。
要求出图量为4张A1,其中手工绘制一张部装图6.说明书正文1万字以上7.外文资料的译文不少于3000汉字指导教师签字:日期:年月日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要连铸即为连续铸钢的简称。
在钢铁厂生产各类钢铁产品过程中,使用钢水凝固成型有两种方法:传统的模铸法和连续铸钢法。
而在二十世纪五十年代在欧美国家出现的连铸技术是一项把钢水直接浇注成形的先进技术,连铸技术具有大幅提高金属收得率和铸坯质量,节约能源等显著优势。
本文主要介绍了方坯连铸机的优越性以及发展状况,并对方坯连铸拉矫设备的种类进行了描述。
本文主要的研究对象是方坯连铸机拉矫机,如果要确定其工艺参数,必须要先确定方坯连铸机在工作过程中的相关工艺参数,因此本文首先研究了方坯连铸机的相关工艺参数。
在确定了方坯连铸机的相关参数后,为接下来研究拉矫设备提供了许多理论依据。
对于方坯连铸拉矫设备的研究主要是根据连铸设备中的各部分所受的力以及拉矫机在工作过程中的力能参数,对其进行结构设计,对主要的零部件进行受力分析和强度计算校核,并针对原设备制造、维护方面的薄弱环节加以改进。
900×1450拉弯矫

上海万锐实业有限公司Φ900×1450拉弯矫直机Φ900×1450Tension Leveling Machine技术规格书Technical Specification涿州市诚达设备制造有限公司2010年9月目录Contents附件一.乙方供货范围AppendixⅠScope of supply for Party B附件二.主要技术参数AppendixⅡMain Technical Parameter附件三.工艺概述、设备主要功能及装机水平AppendixⅢBrief Instruction for Technology& Main Function & Installing Level附件四.设备技术说明AppendixⅣ Description for Equipment Technique4.1机械设备及附属设备Mechanical Equipment & Auxiliary Equipment4.2液压设备Hydraulic Device4.3电气设备Electrical Device4.4机、电、液选型及配置说明Descriptions for Mechanical, Electrical, Hydraulic type selection andconfiguration附件五.制造质量保证及服务保证AppendixⅤ, Guarantee for Quality and Service附件六.主要电机参数表AppendixⅥ, List for Main Motor Parameter附件七.设计联络及供图范围AppendixⅦ, Design liaison & Drawing Supply Range附件八.买方供货范围AppendixⅧ, Scope of Supply for Buyer附件一、乙方供货范围AppendixⅠ, Scope of supply for Party B附件二、主要技术参数AppendixⅡ, Main technical parameter 1.来料material to be rolled1.1材质:纯铝及铝合金1000系列、3003、80111.2性能:1)强度极限:σb≤295N/mm22)屈服极限:σs≤255N/mm21.3宽度:600-1300mm(1000系列、3003、8011)1.4厚度:0.5-3.0mm1.5卷外径:Max.Φ1600mm1.6卷重:Max.6000Kg(不含套筒)1.7套筒尺寸:Φ505/565×1500mm1.8板形:≤40I1.1materials: pure aluminium and its alloy 1000 series, 3003 series, 8011 series1.2property: 1) strength limit σb≤295N/mm22) yield limit σs≤255N/mm21.3width: 600-1300mm(1000 series, 3003 series, 8011 series)1.4thickness: 0.5-3.0mm1.5coil OD: Max.Φ1600mm1.6weight: Max.6000Kg(without spool)1.7spool dimensions:Φ505/565×1500mm1.8shape of strip:≤40I2.成品Finished Product2.1材质:纯铝及铝合金1000系列、3000、80112.2宽度:600-1250mm(切边)2.3厚度:0.5-3.0mm2.4卷外径:Max.Φ1600mm2.5卷重:Max.6000Kg(不含套筒)2.6套筒尺寸:Φ505/565×1500mm2.7控制板形:≤5I(当来料板形小于40I时)2.8表面含油量:≤35mg/m22.1material : pure aluminium and its alloy 1000 series, 3003 series, 8011 series 2.2width:600-1250mm(edge trimming)2.3thickness:0.5-3.0mm2.4coil OD: Max.Φ1600mm2.5weight: Max.6000Kg(with spool)2.6spool dimension:Φ505/565×1500mm2.7control shape of strip:≤5I( During the material to be rolled less than 40I) 3.机列参数:Line Parameter3.1工作速度: 100m/min3.2穿带联动速度: 0-18m/min3.3最大延伸率:0-3%无极连续可调3.4延伸率精度:±0.01%3.5最大拉伸力:230KN3.6速度精度:±0.1%(最大速度稳态时)3.7张力精度:±0.5%(额定张力稳态时)3.8带材通过标高:+1100mm3.9卷取错层公差:≤±0.5mm(头10圈除外)3.10卷取塔形公差:≤±2mm3.11切边宽度精度:≤±0.3mm3.12机列运行方向:站在操作侧看从向3.1 work speed: 100 m/min3.2 threading speed: 0-18 m/min3.3 Max. elongation: 0-3% stepless can be adjusted continuously3.4 elongation accuracy: ±0.01%3.5 Max. tensile strength: 230 KN3.6 velocity accuracy: ±0.1%(Max. speed, steady state)3.7 tension accuracy: ±0.5%(rated tension, steady state)3.83.9 recoiler layer mal position tolerance:≤±0.5mm(except the first 10 coils)3.10 recoiler tower tolerance:≤±2mm3.11 width accuracy for edge trimming:≤±0.3mm3.12 strip flow direction: viewing from the operation side, from to4.机列公用设施:Line Public Service4.1软化水总量:Max 3m3/h(软化水等级:100mg/L)4.2压缩空气用量:5-6m3/min(压力为:4-6Kg/cm2)4.3主传动电机总容量:830 Kw4.4辅助传动交流电机及电加热总容量:约600Kw4.1 consumption for soften water: Max 3m3/h (soften water grade: 100mg/L) 4.2 consumption compressed air: 5-6m3/min(pressure:4-6Kg/cm2)4.3 capacity for main driving motor: 830 Kw4.4 capacity for auxiliary driving AC motor & electrical heating:about 600Kw附件三、装机水平Appendix Ⅲ, installing Level1.装机水平installing level2.1开卷机带材手动对中系统;strip centering system by means of hand for decoiler2.2卷取机边部自动控制系统;edge auto control system for recoiler2.3延伸率自动控制系统;elongation auto control system2.4直流电机全数字控制系统; DC motor all-digital control system2.5开卷机, 卷取机恒张力控制(卷取张力可设置张力梯度);constant tension control fordecoiler and recoiler( recoiler tension can set tension gradient)2.6机列减速停车报警提示;alarm for line speed decelerating and stop2.7操作画面,动态过程屏幕显示(包括有故障显示,诊断和在线监测等)。
平整机和拉矫机

平整机和拉矫机培训手册光整机和拉矫机-1-目录1.光整机的粗糙度 (3)1.1喷刃机 (8)1.1.1喷丸机的优点和缺点 (9)1.1.2喷丸机是如何使用的?......................................................... 10 1.2电火花花辊(EDT) (13)1.2.1 EDT的优点 (14)1.2.2 EDT的缺点 (14)1.3带钢上EDT的影响 (14)2.光整机操作 (20)3.矫直机 (31)3.1理论 (31)3.2延伸率差异的减小 (31)3.3在牵引力下矫直机的力学图 (35)3.4矫直机的操作 (37)4.上卷曲牵引力 (38)4.1上卷曲缺陷 (41)5.联合轧机 (43)6.调整方式 (43)-2--3-设计粗糙度的优点?方向作用和拉引能力的分离?陷坑形成是经常的,甚至会导致分数的油存储.?在陷坑之间的表面能够保持完全地光滑(激光Z). ?独立地掌握Ra和峰数的可能性。
-4--5--6--7--8-粗糙度喷丸机掌握的参数参数参数涡轮速度在1000和3800r/min之间为OK,选择5个发Ra 网眼尺寸射井中的1个(可变的分离公差)根据可用性汽缸硬度 (影响轧机磨损)网眼尺寸选择5个发射井中的1峰数个(可变的分离公差) 分布网眼尺寸可变的分离公差1.1.1喷丸机的优点和缺点优点缺点高生产率可变的结果不好掌握与其它过程相比在限的可能性低的投资成市汽缸的硬化维护成本(?100?) 显示汽缸的缺陷高的操作成本(?90?) -9-1.1.2喷机是如何使用的?操作者只要求一个Ra:要求参数Ra 涡轮速度汽缸硬度发射井操作者要求一个Ra和一个峰数:要求参数Ra 涡轮速度汽缸硬度发射井发射井操作者要求一人最小的分布要求参数分布网眼尺寸发射井-10--11--12--13-粗糙度参数 EDT参数掌握的参数强度 OK Ra 时间 OK间隔 OK 峰数时间 OK发生器的精确设计分布绝缘质量过滤作用驱动规律性设计1.2.1 EDT的优点?适应性强的过程?分布和比喷丸机较少的磨损?生产率1.2.2 EDT的缺点?昂贵的投资?汽缸的硬度低下?汽缸的清洁度敏感1.3带钢上EDT的影响?较少的粗糙度变化,甚至对CRS ?较好的表面状况?达到高峰数-14--15--16--17--18--19--20-本章中概述光整机操作的主要原理.?光整机正常地在两个张紧辊之间并有下面的作用:?抑制屈服拉伸?表面改善?光整机中带钢的延伸率是轧制压力,带钢张力和材料的弹性极限的函数。
平整_、拉矫规程
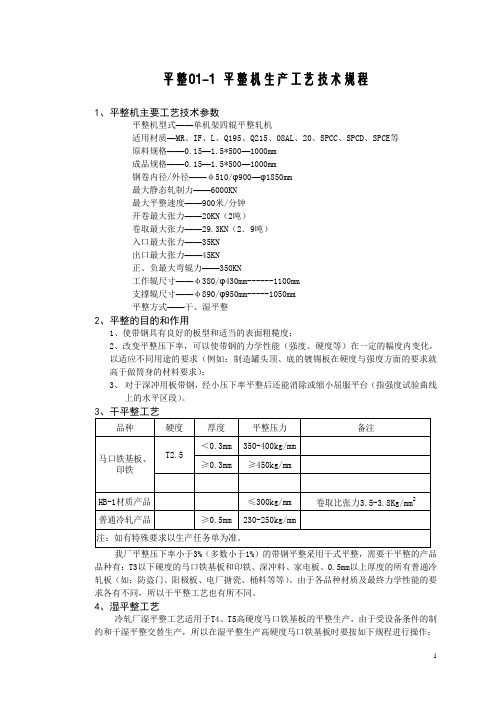
平整01-1 平整机生产工艺技术规程1、平整机主要工艺技术参数平整机型式——单机架四辊平整轧机适用材质—MR、IF、L、Q195、Q215、08AL、20、SPCC、SPCD、SPCE等原料规格——0.15—1.5*500—1000mm成品规格——0.15—1.5*500—1000mm钢卷内径/外径——φ510/φ900—φ1850mm最大静态轧制力——6000KN最大平整速度——900米/分钟开卷最大张力——20KN(2吨)卷取最大张力——29.3KN(2.9吨)入口最大张力——35KN出口最大张力——45KN正、负最大弯辊力——350KN工作辊尺寸——φ380/φ430mm------1100mm支撑辊尺寸——φ890/φ950mm-----1050mm平整方式——干、湿平整2、平整的目的和作用1、使带钢具有良好的板型和适当的表面粗糙度;2、改变平整压下率,可以使带钢的力学性能(强度、硬度等)在一定的幅度内变化,以适应不同用途的要求(例如:制造罐头顶、底的镀锡板在硬度与强度方面的要求就高于做筒身的材料要求);3、对于深冲用板带钢,经小压下率平整后还能消除或缩小屈服平台(指强度试验曲线上的水平区段)。
3、干平整工艺我厂平整压下率小于3%(多数小于1%)的带钢平整采用干式平整,需要干平整的产品品种有:T3以下硬度的马口铁基板和印铁、深冲料、家电板、0.5mm以上厚度的所有普通冷轧板(如:防盗门、阳极板、电厂搪瓷、桶料等等)。
由于各品种材质及最终力学性能的要求各有不同,所以干平整工艺也有所不同。
4、湿平整工艺冷轧厂湿平整工艺适用于T4、T5高硬度马口铁基板的平整生产,由于受设备条件的制约和干湿平整交替生产,所以在湿平整生产高硬度马口铁基板时要按如下规程进行操作:1、湿平前准备(1)配置湿平整所需的平整液,T4硬度产品平整液配置浓度2.5-3.0%,温度45-50℃;T5硬度产品平整液配置浓度3.0-3.5%,温度50℃。
1450拉矫机技术资料
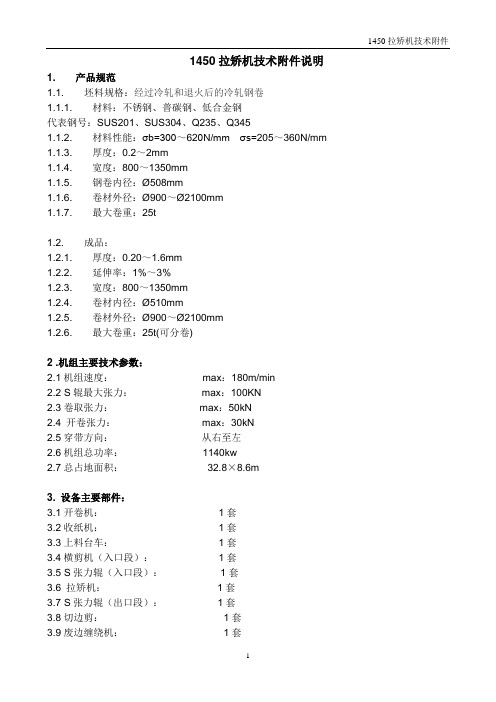
1450拉矫机技术附件说明1. 产品规范1.1. 坯料规格:经过冷轧和退火后的冷轧钢卷1.1.1. 材料:不锈钢、普碳钢、低合金钢代表钢号:SUS201、SUS304、Q235、Q3451.1.2. 材料性能:σb=300~620N/mm σs=205~360N/mm²1.1.3. 厚度:0.2~2mm1.1.4. 宽度:800~1350mm1.1.5. 钢卷内径:Ø508mm1.1.6. 卷材外径:Ø900~Ø2100mm1.1.7. 最大卷重:25t1.2. 成品:1.2.1. 厚度:0.20~1.6mm1.2.2. 延伸率:1%~3%1.2.3. 宽度:800~1350mm1.2.4. 卷材内径:Ø510mm1.2.5. 卷材外径:Ø900~Ø2100mm1.2.6. 最大卷重:25t(可分卷)2 .机组主要技术参数:2.1机组速度:max:180m/min2.2 S辊最大张力:max:100KN2.3卷取张力:max:50kN2.4 开卷张力:max:30kN2.5穿带方向:从右至左2.6机组总功率:1140kw2.7总占地面积:32.8×8.6m3. 设备主要部件:3.1开卷机:1套3.2收纸机:1套3.3上料台车:1套3.4横剪机(入口段):1套3.5 S张力辊(入口段):1套3.6 拉矫机:1套3.7 S张力辊(出口段):1套3.8切边剪:1套3.9废边缠绕机:1套3.10横剪机(入口段):1套3.11 卷取机:1套3.12垫纸机1套3.13 卸料台车:1套3.14辅助液压站:1套3.15电控部分:1套4. 设备主要部件技术参数:4.1开卷机:4.1.1最大卷重:25t4.1.2最大卷宽:1350mm4.1.3最大钢卷直径:φ2100mm4.1.4最小钢卷直径:φ900mm4.1.5卷筒膨胀范围:φ480~φ530mm (φ510mm真圆)4.1.6电机功率:110KW; 600/1500r/min型号:Z4-280-214.1.7齿轮润滑方式: 稀油循环润滑4.1.8放卷张力:30~40KN4.1.9惯性制动:液液制动器4.1.10对中液压缸行程: ±100mm4.1.11旋转液压缸: φ300φ140×120mm4.2收纸机:4.2.1功能:钢卷开卷时收取轧机轧制时垫在钢卷中的纸张,以便在拉矫机上正常生产.4.2.2驱动电机:力矩电机JLJ132-25-4;同步转速1500r/min4.2.3最大收纸宽度:1300mm4.2.4最大收纸卷径:φ500mm4.2.5收纸最高速度:180m/min4.2.6纸筒轴:气动膨胀式4.2.7下纸方式:人工操作4.3上料台车:4.3.1最大卷重:25t4.3.2最大带宽:1350mm4.3.3最大钢卷直径:φ2100mm4.3.4最小钢卷直径:φ900mm4.3.5竖直行程: 1000mm;水平行程大约3000mm4.3.6上升速度: 大约3~6m/min; 水平速度大约6~12m/min4.4横剪机(入口段):4.4.1上夹送辊尺寸: φ200×1400mm(包聚胺脂)4.4.2下夹送辊尺寸: φ250×1400mm(包聚胺脂)4.3.3夹送液压缸: φ80/φ45×130mm4.4.4送带速度:30m/min4.4.5上辊行程:100mm4.4.6传动方式:上辊液压马达传动4.4.7剪刃宽度:1400mm4.4.8剪切带钢宽度:max1400mm4.4.9剪切带钢厚度:max2.5mm4.4.10剪刃倾斜角度:1°4.4.11剪刃厚度:30mm4.4.12剪刃材料:6CrW2Si4.4.13剪切力:100KN4.4.14剪切液压缸:φ100/φ56×130mm4.4.15开卷刀摆动液压缸:φ100/φ56×570mm4.4.16开卷刀伸缩液压缸:φ63/φ35×750mm4.4.17废料小车:人工卸料4.5 S张力辊(入口段):4.5.1 S张力辊尺寸:φ1000×1500mm(包聚胺脂)4.5.2测张辊尺寸:φ200×1500mm(表面镀硬铬)4.5.3最大张力:100KN4.5.4 (1#)张力辊传动:132KW;750/1500r/min型号:Z4-280-21 440v减速机:ZSY400-28-Ⅱ速比i=284.5.5(2#)张力辊传动:280KW;750/1500r/min型号:Z4-315-32 440v减速机:ZSY450-28-Ⅰ速比i=284.5.6穿带压辊:φ200×1500mm(包聚胺脂)4.5.7穿带压辊摆动液压缸:φ63/φ36×150mm4.6 拉矫机:4.6.1 机架:牌坊式机架,螺栓联接4.6.2 弯曲辊:φ35×1500mm(材质:75CrMo)4.6.3中间辊:φ45×1500mm材质:75CrMo)4.6.4支承辊:φ85×150mm材质:75CrMo) (6个/根)4.6.5 平整辊:φ60×1500mm(材质:75CrMo)4.6.6下弯曲辊组:, 升降机调整拉矫线高度调整摆线针轮减速机BWY18-294.6.7上弯曲辊组:液压缸调整液压缸φ80/φ45×130mm4.6.8 换辊方式:液压换辊4.6.9调整辊:φ35×1500mm(材质:75CrMo)调整方式:偏心机构调整4.7 S张力辊(出口段):4.7.1 S张力辊尺寸:φ1000×1500mm(包聚胺脂)4.7.2测张辊尺寸:φ200×1500mm(表面镀硬铬)4.7.3最大张力:100KN4.7.4(3#)张力辊传动:280KW;750/1500r/min型号:Z4-315-32 440v减速机:ZSY450-28-Ⅰ速比i=284.7.5 (4#)张力辊传动:132KW;750/1500r/min型号:Z4-280-21 440v减速机:ZSY400-28-Ⅱ速比i=284.7.6穿带压辊:φ200×1500mm(包聚胺脂)4.7.7穿带压辊摆动液压缸:φ63/φ36×150mm4.8圆盘切边剪:4.8.1功能:用于剪切带钢的两侧边4.8.2剪切方式:拉力剪(无驱动)4.8.3剪切带钢厚度范围:2~0.2mm4.8.4剪切带钢宽度范围:1300~800mm4.8.5剪切宽度调节:液压马达与丝杆4.8.6刀片重合量调节:蜗轮蜗杆调节(手轮手动调节)4.8.7刀片规格:φ260×10mm4.8.8刀片重合量:一般为被剪切带钢厚度的1/2~1/34.8.8刀片侧向间隙量:一般为被剪切带钢厚度的10%4.9废边缠绕机与检验平台:4.9.1平台结构:由钢板及型钢焊制,上面铺设胶木板.4.9.2缠绕机驱动:力矩电机JLJ132-25-4;同步转速1500r/min 4.9.3缠绕方式:立式缠绕+废边固定导位与移动导位4.9.4卸卷方式:自动卸卷4.9.5最大缠绕直径:φ580mm4.9.6缠绕速度:与圆盘切边剪同步连动4.10横剪机(出口段):4.10.1上夹送辊尺寸: φ200×1400mm(包聚胺脂)4.10.2下夹送辊尺寸: φ250×1400mm(包聚胺脂)4.10.3夹送液压缸: φ80/φ45×130mm4.10.4送带速度:30m/min4.10.5上辊行程:100mm4.10.6传动方式:上辊液压马达传动4.10.7剪刃宽度:1400mm4.10.8剪切带钢宽度:max1400mm4.10.9剪切带钢厚度:max2.5mm4.10.10剪刃倾斜角度:1°4.10.11剪刃厚度:30mm4.10.12剪刃材料:6CrW2Si4.10.13剪切力:100KN4.10.14剪切液压缸:φ100/φ56×130mm4.10.15导板摆动液压缸:φ100/φ56×460mm4.10.16废料小车:人工卸料4.11卷取机:4.11.1最大卷重:25t4.11.2最大卷宽:1350mm4.11.3最大钢卷直径:φ2100mm4.11.4最小钢卷直径:φ900mm4.11.5卷筒膨胀范围:φ480~φ510mm (φ510mm真圆)4.11.6电机功率:200KW; 600/1500r/min型号:Z4-315-324.11.7齿轮润滑方式: 稀油循环润滑4.11.8放卷张力:40~50KN4.11.9惯性制动:液液制动器4.11.10对中液压缸行程: ±100mm4.11.11旋转液压缸: φ300φ140×67.5mm4.11.12配称重装置25t4.12 垫纸机::4.12.1功能:张力卷取时带钢层间容易出现相对滑移,造成带钢表面损伤,通过垫纸来防止层间滑移4.12.2驱动电机:力矩电机JLJ132-25-4;同步转速1500r/min4.12.3最大收纸宽度:1300mm4.12.4最大收纸卷径:φ500mm4.12.5收纸最高速度:180m/min4.12.6纸筒轴:气动膨胀式4.12.6下纸方式:人工操作4.13 辅助液压站::4.13.1 系统最大压力: 10MPa4.13.2系统供油流量:40L/min4.13.3 液压油:油品:YA-N64清洁度要求:NAS 7级油温:35~45°4.13.4油箱容积:2000L4.13.5泵站电机:Y160M-4(B5)11KW 1480r/min4.13.6叶片泵:PV2R1-335. 电器与控制:5.1自动化功能:5.1.1运行速度设定5.1.2升速时间设定5.1.3减速时间设定5.1.4升张力时间设定5.1.5减张力时间设定5.1.6 张力设定5.1.7延伸率设定5.1.8卷径根踪5.1.9过载限制及故障报警5.1.10工艺参数设定与储存5.1.11人机界面:Digital, 10英俊吋触摸面板5.1.12采用英国欧陆-590全数字直流调速装置,二桥四象限弱磁调速,模块结构,恒张力卷取控制,系统控制联锁保护,6. 资料交附:合同签订后,供方按设备制造、施工进度提供以下资料:6.1设备的工艺平面布置图、安装所需的装配图。
1450两弯两矫拉伸弯曲矫直机
1450两弯两矫拉伸弯曲矫直机主机技术文件甲方:乙方:襄阳宇清传动科技有限公司签订日期:年月日有效期限:自年月日至年月日目录1、拉伸弯曲矫直机功能介绍 (2)2、带材参数和机组参数 (2)3、拉伸弯曲矫直机组成部件介绍说明 (3)4、随机备件表 (8)5、主要配套供货商 (8)6、供货范围 (8)7、检验、安装、培训、调试、验收 (9)8、制造周期、技术文件交付 (10)9、涂装和包装方式 (10)10、质量保证期 (10)11、联系方式 (11)1450mm两弯两矫拉伸弯曲矫直工艺段设备技术规格说明书1、拉伸弯曲矫直机功能介绍拉伸弯曲矫直机用于消除卷板带材的双边波浪、单边波浪、中间波浪、两肋波浪、翘曲及瓢曲和潜在板形不良等各种三维板形缺陷。
带材在压延过程中,由于辊形不良及辊缝形状不良等原因将引起卷板带材产生上述板形缺陷。
这些缺陷的产生是因轧件在宽度方向上的纵向延伸不均匀,轧制应力紊乱的结果。
为了消除卷板带材的板形不良,使内应力趋于均匀,需要对卷板带材进行矫正。
拉弯矫直机是带材在拉伸和连续交变弯曲的联合作用下产生塑性延伸从而获得较好矫正效果的设备。
在辊式矫直单元的入口和出口侧各配有两个张力辊,使得张力平稳,减少波动,带材在张力辊组的作用下张力被放大,矫直单元形式为两列弯曲矫直组件和平衡辊装置,带材在第一阶段弯曲变形区受到交变变形,使带材各部分得到均匀分布的残余变形,该残余变形在第二阶段矫直消失,从而使各种三维板形缺陷得到了矫正并改善带材机械性能。
2、带材参数和机组参数2.1、带材参数材质:Q195、Q215 、Q235、SPCC、SPCD等。
厚度:0.3~2.0mm 宽度:≤1250mm弹性模量: E=206Gpa抗拉强度:σb≤910Mpa屈服强度:σs≤800Mpa来料板型:≤40~65I成品带钢板形: 4I2.2、机组参数设计工作速度:Max. 150m/min穿带速度: 30m/min延伸率:Mmax 3%传动方向:在操作侧看,板带自右向左传动3、拉伸弯曲矫直机组成部件介绍说明3.1、拉伸弯曲矫直机机械组成部分该拉伸弯曲矫直机主机结构形式为两弯两矫单独传动式,由下表所列的部件构成.3.1.1、机架技术说明机架是用Q235-A钢板焊接而成,采用整体框架结构,这种结构可以保证机架具有良好的刚性,满足高精度带材生产时的工作要求。
【2017年整理】1450平整机平整工艺规程
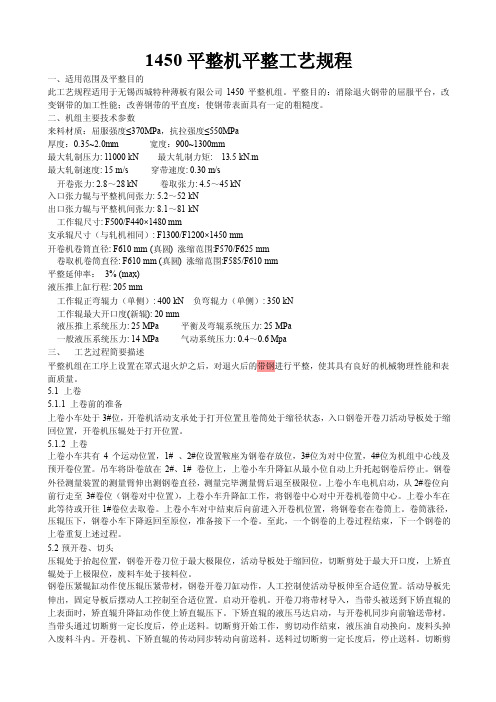
1450平整机平整工艺规程一、适用范围及平整目的此工艺规程适用于无锡西城特种薄板有限公司1450平整机组。
平整目的:消除退火钢带的屈服平台,改变钢带的加工性能;改善钢带的平直度;使钢带表面具有一定的粗糙度。
二、机组主要技术参数来料材质:屈服强度≤370MPa,抗拉强度≤550MPa厚度:0.35~2.0mm 宽度:900~1300mm最大轧制压力: 11000 kN 最大轧制力矩: 13.5 kN.m最大轧制速度: 15 m/s 穿带速度: 0.30 m/s开卷张力: 2.8~28 kN 卷取张力: 4.5~45 kN入口张力辊与平整机间张力: 5.2~52 kN出口张力辊与平整机间张力: 8.1~81 kN工作辊尺寸: F500/F440×1480 mm支承辊尺寸(与轧机相同): F1300/F1200×1450 mm开卷机卷筒直径: F610 mm (真圆) 涨缩范围:F570/F625 mm卷取机卷筒直径: F610 mm (真圆) 涨缩范围:F585/F610 mm平整延伸率:3% (max)液压推上缸行程: 205 mm工作辊正弯辊力(单侧): 400 kN 负弯辊力(单侧): 350 kN工作辊最大开口度(新辊): 20 mm液压推上系统压力: 25 MPa 平衡及弯辊系统压力: 25 MPa一般液压系统压力: 14 MPa 气动系统压力: 0.4~0.6 Mpa三、工艺过程简要描述平整机组在工序上设置在罩式退火炉之后,对退火后的带钢进行平整,使其具有良好的机械物理性能和表面质量。
5.1 上卷5.1.1 上卷前的准备上卷小车处于3#位,开卷机活动支承处于打开位置且卷筒处于缩径状态,入口钢卷开卷刀活动导板处于缩回位置,开卷机压辊处于打开位置。
5.1.2 上卷上卷小车共有4个运动位置,1# 、2#位设置鞍座为钢卷存放位,3#位为对中位置,4#位为机组中心线及预开卷位置。