桑寄生生产工艺规程
寄生茶 标准
寄生茶标准
寄生茶是岭南地区出产的,一种采用老龄树上的寄生植物的枝梗、茎、叶制而成的茶饮。
寄生植物由于常见寄生于桑科植物上,因此被称为桑寄生茶。
桑寄生茶功效良多,常喝有安胎养血、祛风湿、补肝肾、降血压等功效,广受欢迎。
据介绍,梧州寄生茶制作技艺流程包括采摘、分选、摊放、萎凋、烘干等。
1采摘、分选
工人根据气温采摘寄生茶嫩绿色新鲜芽叶,芽叶要成朵、大小均匀,留柄要短,枝叶分开,竹篓盛装,竹筐贮运。
自治区非遗传承人陈碧霞对新采收的桑寄生茶叶进行人工筛选。
2摊放、萎凋
采摘鲜叶以及嫩枝后,用竹筛及时摊放,厚度均匀,不可翻动。
摊青后,根据气候条件和鲜枝叶等级,灵活进行室内自然萎凋、复式萎凋或加温萎凋。
对桑寄生茶叶进行摊晒,使茶叶通过均匀日晒,达到降低水分、自然醇干品质。
3烘干
茶叶初次烘干温度为100摄氏度至120摄氏度,摊凉15分钟后,再次烘干。
茶叶干枝含水分控制在5%以内,并按照规定的温度,放入
阴凉通风地窖存放,在陈放180天后,再按比例进行包装。
蒸压制作寄生茶叶。
检查桑寄生茶叶。
寄生茶制作特点是既不破坏酶的活性,又不促进氧化作用,且保持药香显现,汤味鲜爽悠甘,外观色泽黑、光、润,茶汤呈琥珀黄红之色,入口甘滑、清爽、香醇。
桑寄生质量标准及检验操作规程
XXXXXXXX有限公司原料质量标准及检验操作规程1品名:1.1中文名:桑寄生1.2 汉语拼音:Sangjisheng2代码:4 取样文件编号:5 检验方法文件编号:6 依据:《中国药典》(2020年版一部)。
7 质量标准:7 检验操作规程:7.1 试药试剂:甲醇、水、稀硫酸、乙酸乙酯、槲皮素对照品、0.5%氢氧化钠溶液、甲苯(水饱和)、甲酸乙酯、甲酸、5%三氯化铝乙醇溶液、乙醇、乙醚、醋酸铅饱和溶液、硫酸钠饱和溶液、三氯甲烷、碱性3,5-二硝基苯甲酸溶液。
7.2 仪器设备:显微镜、电子天平、回流装置、水浴锅、硅胶G薄层板、紫外光灯。
7.3性状:取本品适量,自然光下目测色泽,嗅闻气味。
7.4 鉴别:7.4.1取本品横切面制片显微镜(10×10)观察组织结构特征。
7.4.2取本品粉末5g,加甲醇-水(1:1)60ml,加热回流1小时,趁热滤过,滤液浓缩至约20ml后,加水10ml,再加稀硫酸约0.5ml,煮沸回流1小时后,用乙酸乙酯振摇提取2次,每次30ml,合并乙酸乙酯液,浓缩至1ml,作为供试品溶液。
另取槲皮素对照品,加乙酸乙酯制成每1ml含0.5mg的溶液,作为对照品溶液。
照薄层色谱法(附录7)试验,吸取上述两种溶液各10μl,分别点于同一用0.5%氢氧化钠溶液制备的硅胶G薄层板上,以甲苯(水饱和)-甲酸乙酯-甲酸(5:4:1)为展开剂,展开,取出,晾干,喷以5%三氯化铝乙醇溶液,置紫外光灯(365nm)下检视。
供试品色谱中,在与对照品色谱相应的位置上,显相同颜色的荧光斑点。
7.5 检查:强心苷:取本品粗粉10g,加80%乙醇50ml,加热回流30分钟,滤过,滤液蒸干,残渣加热水10ml使溶解,滤过,滤液加乙醚振摇提取4次,每次15ml,弃去乙醚层,取下层水溶液加醋酸铅饱和溶液至沉淀完全,滤过,滤液加乙醇10ml,加硫酸钠饱和溶液脱铅,滤过,滤液加三氯甲烷振摇提取3次,每次15ml,合并三氯甲烷液,浓缩至1ml。
桑寄生检验标准操作规程

原药材检验标准操作规程目的:建立一个中药饮片原药材检验标准操作程序,确保检验结果准确可靠。
适用范围:中药原药材。
责任人:质量保证部主任、质量控制部主任、化验员。
标准来源:《中华人民共和国药典》2010年版一部、《安徽省中药饮片炮制规范》。
内容:1、性状取本品适量,放入白瓷盘中,用眼观察,可见以下性状特征:本品茎枝呈圆柱形,长3~4cm,直径0.2~1cm;表面红褐色或灰褐色,具细纵纹,并有多数细小突起的棕色皮孔,嫩枝有的可见棕褐色茸毛;质坚硬,断面不整齐,皮部红棕色,木部色较浅。
叶多卷曲,具短柄;叶片展平后呈卵形或椭圆形,长3~8cm,宽2~5cm;表面黄褐色,幼叶被细茸毛,先端钝圆,基部圆形或宽楔形,全缘;革质。
气微,味涩。
2、鉴别主要使用仪器:电子分析天平、电子显微镜、紫外光灯等。
2.1显微鉴别:2.1.1 试液配制2.1.1.1 水合氯醛试液:取水合氯醛50克,加水15毫升与甘油10毫升使溶解,即得。
2.1.1.2 甘油醋酸试液:取甘油、醋酸及水各等份混匀,即得。
2.1.1.3 稀甘油:取甘油33毫升,加水稀释至100毫升,再加樟脑一小块或液化苯酚1滴,即得。
2.1.2 供试品制备2.1.2.1 取本品10g,研细后取少量粉末,置载玻片上,滴加水合氯醛搅拌均匀,置酒精灯上加热透化;加稀甘油数滴,搅拌均匀,分装2~3片,加盖玻片,即得。
2.1.2.2 取研细的粉末少量置载玻片上,加甘油醋酸试液,搅拌均匀,加盖玻片,即得。
2.1.2.3取研细后取少量粉末,置载玻片上,滴加水搅拌均匀,同时滴加少许稀甘油,加盖玻片,即得。
2.1.2.4横切面制备:取供试品欲观察部位,经软化处理后,用徒手切片法切成10~20μm的薄片,选取平整的薄片置载玻片上,滴加水合氯醛试液后,在酒精灯上加热透化,并滴加稀甘油,盖上盖玻片。
2.1.3 置显微镜下观察可见本品茎横切面:表皮细胞有时残存。
木栓层为10余列细胞,有的含棕色物。
桑寄生配方颗粒_第一批中药配方颗粒国家药品标准

国家药品监督管理局国家药品标准YBZ-PFKL-2021107桑寄生配方颗粒Sangjisheng Peifangkeli【来源】本品为桑寄生科植物桑寄生Taxillus chinensis (DC.) Danser的干燥带叶茎枝经炮制并按标准汤剂的主要质量指标加工制成的配方颗粒。
【制法】取桑寄生饮片6000g,加水煎煮,滤过,滤液浓缩成清膏(干浸膏出膏率为10%~16%),加辅料适量,干燥(或干燥,粉碎),再加辅料适量,混匀,制粒,制成1000g,即得。
【性状】本品为淡黄棕色至棕色的颗粒;气微,味涩。
【鉴别】取本品1g,研细,加乙醇25ml,超声处理30分钟,滤过,滤液浓缩至1ml,作为供试品溶液。
另取桑寄生对照药材2g,加水50ml,加热回流30分钟,滤过,滤液蒸干,残渣加乙醇25ml,同法制成对照药材溶液。
再取槲皮苷对照品,加乙醇制成每1ml含1mg的溶液,作为对照品溶液。
照薄层色谱法(中国药典2020年版通则0502)试验,吸取上述三种溶液各2μl~4μl,分别点于同一硅胶GF254薄层板上,以甲苯-乙酸乙酯-甲酸(6︰10︰1)为展开剂,展开,取出,晾干,置紫外光灯(254nm)下检视。
供试品色谱中,在与对照药材和对照品色谱相应的位置上,显相同颜色的斑点。
【特征图谱】照高效液相色谱法(中国药典2020年版通则0512)测定。
色谱条件与系统适用性试验以十八烷基硅烷键合硅胶为填充剂(柱长为250mm,内径为4.6mm,粒径为5µm);以乙腈为流动相A,以0.1%磷酸溶液为流动相B,按下表中的规定进行梯度洗脱;流速为每分钟1.0ml;柱温为30℃;检测波长为230nm。
理论板数按槲皮苷峰计算应不低于3000。
时间(分钟)流动相A(%)流动相B(%)0~25 5→1595→8525~55 15→2585→75参照物溶液的制备取桑寄生对照药材1g,加水25ml,加热回流30分钟,滤过,取续滤液,作为对照药材参照物溶液。
名贵道地药材桑寄生的产业化开发前景

名贵道地药材桑寄生的产业化开发前景裴河欢;黄健军;朱开昕;苏本伟;赵明惠;张美凤【期刊名称】《中国药业》【年(卷),期】2016(025)006【摘要】Taxillus chinensis (DC. ) Danser is one of the most famous of genuine medicinal materials in Guangxi. Qinzhou of Guangxi with its unique natural conditions,the traditional farming experience and modern standard created the Taxilli Herba as the fine varieties of genuine medicinal materials. This article introduces the biological characteristics,planting and harvesting processing,chemical composi-tion and medicinal value of the Taxilli Herba. With the establishment of Taxilli Herba GAP cultivation techniques of standard operating procedures to support the national industrial policy and local government as the leading industry platform construction,the prospects of the genuine Taxilli Herba is generally optimistic and broad in the domestic and foreign markets.%桑寄生 Taxillus chinensis(DC.)Danser是广西壮族自治区著名的道地药材,广西壮族自治区钦州市以其独特的自然条件、传统种植经验与现代规范的种植技术和炮制工艺造就了桑寄生为道地药材的优良品种。
桑寄生贮藏和制作工艺对药效的影响

桑寄生贮藏和制作工艺对药效的影响
杨倩
【期刊名称】《当代医学》
【年(卷),期】2012(000)035
【摘要】目的对桑寄生贮藏和制作工艺对药效的影响进行分析。
方法选择红花桑寄生,对其有效成份不同的提取方式进行分析对比。
结果3次提取,提取温度为95℃,料液比为1∶25,提取120min为最优水提取工艺调节;体积分数为80%的乙醇,静置时间24h,浓缩倍数为1是最优醇沉条件。
此外,桑寄生易吸水,从而影响后期加工时对有效成份的提取,还会导致药物产生虫蛀情况。
结论选择合理的提取工艺和贮藏方式,对提高桑寄生药效具有积极的意义。
【总页数】2页(P143-144)
【作者】杨倩
【作者单位】016010 内蒙古自治区乌海市人民医院药剂科
【正文语种】中文
【相关文献】
1.桑寄生两种不同剂型药效学的比较研究 [J], 李典鸿;胡祖光;等
2.中药贮藏对药效的影响 [J], 杨舒
3.HPLC法研究三种皮类药材不同贮藏期药效成分的含量变化 [J], 武继斌;郭玉洁;李少彤;赵丽娟;褚洪标;梁兆昌
4.HPLC法研究三种皮类药材不同贮藏期药效成分的含量变化 [J], 武继斌;郭玉洁;
李少彤;赵丽娟;褚洪标;梁兆昌
5.藕粉松糕的制作工艺优化及贮藏特性研究 [J], 张强;吴玉琴;李仲识;周裔彬因版权原因,仅展示原文概要,查看原文内容请购买。
槲寄生工艺规程
目录2、生产工艺流程4、质量监控:见“SCGL515301 槲寄生生产关键工序质量监控要点”。
5、原辅料、中间产品、成品质量标准5.1 槲寄生原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 槲寄生中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 槲寄生成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:槲寄生规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
桑寄生饮片生产工艺规程
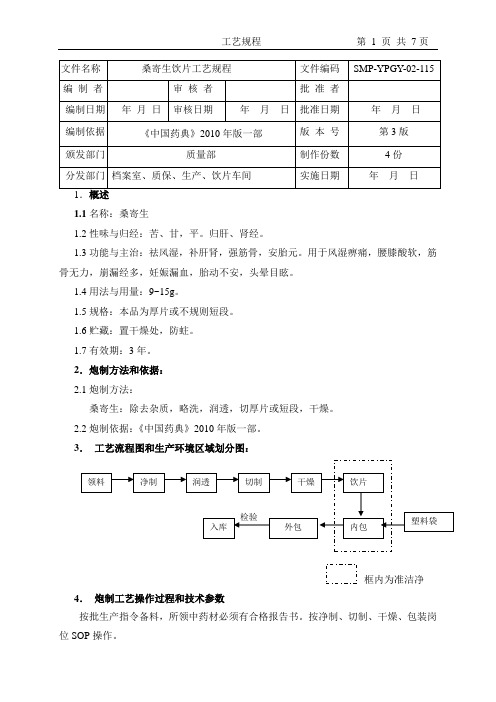
1.1名称:桑寄生1.2性味与归经:苦、甘,平。
归肝、肾经。
1.3功能与主治:祛风湿,补肝肾,强筋骨,安胎元。
用于风湿痹痛,腰膝酸软,筋骨无力,崩漏经多,妊娠漏血,胎动不安,头晕目眩。
1.4用法与用量:9~15g 。
1.5规格:本品为厚片或不规则短段。
1.6贮藏:置干燥处,防蛀。
1.7有效期:3年。
2.炮制方法和依据:2.1炮制方法:桑寄生:除去杂质,略洗,润透,切厚片或短段,干燥。
2.2炮制依据:《中国药典》2010年版一部。
3. 工艺流程图和生产环境区域划分图:框内为准洁净 4. 炮制工艺操作过程和技术参数按批生产指令备料,所领中药材必须有合格报告书。
按净制、切制、干燥、包装岗位SOP 操作。
4.1净制:取原药材,拣去杂质,用水略洗。
4.2切制:润透,切厚片或短段,横切或斜切,片厚2~4mm。
4.3干燥:晾干或置烤房或干燥机烘干。
4.4包装:4.4.1内包装:领取检验合格的桑寄生饮片,塑料袋。
4.4.2塑料袋包装,按生产指令的包装规格分装。
4.4.3包装进行过程中,质监员随机抽样检查。
4.4.4内包装结束后,质监员发放流转卡,交中间站。
4.4.5进行物料平衡、填写记录、进行设备清洁、清场。
4.4.6外包装:领取塑料袋装的合格饮片、纸箱或编织袋。
4.4.7每箱或每袋装:按生产指令装袋。
4.4.8包装结束,填写请验单交QA取样检验。
检查桑寄生饮片的性状、鉴别、强心苷。
4.4.9进行物料平衡、填写记录、清场。
4.4.10缴库待验。
4.4.11检验合格后,填写合格证交仓库。
贴签。
5.各工序质量控制点5.1.原药材名称、数量准确,有合格报告书。
5.2净制工序:保证净制后药材无异物。
5.3切制工序:片厚2-4mm。
5.4干燥工序:控制好干燥温度。
5.5内包工序:称量准确,保证封口严密。
5.6外包工序:所印产品名称、批号、生产日期、必须清晰、正确无误,经复核人复核后才能打印。
5.7进行物料平衡。
6.原辅料、质量标准和检查方法:桑寄生:应符合《中国药典》2010年版一部桑寄生项下的有关规定及公司制订的《药材质量标准》,外观检查应无杂质、无霉变、质变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
xxxxxxx有限公司生产工艺规程
1目的:建立桑寄生生产工艺规程,用于指导现场生产。
2 范围:桑寄生生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《中国药典》2020年版。
5 产品概述
5.1 产品基本信息
5.1.1产品名称:桑寄生
5.1.2规格:厚片或短段
5.1.3性状:本品为厚片或不规则短段。
外表皮红褐色或灰褐色,具细纵纹,并有多数细小突起的棕色皮孔,嫩枝有的可见棕褐色茸毛。
切面皮部红棕色,木部色较浅。
叶多卷曲或破碎,完整者展平后呈卵形或椭圆形,表面黄褐色,幼叶被细茸毛,先端钝圆,基部圆形或宽楔形,全缘;革质。
气微,味涩。
5.1.4企业内部代码:
5.1 5性味与归经:苦、甘,平。
归肝、肾经。
5.1.6功能与主治:祛风湿,补肝肾,强筋骨,安胎元。
用于风湿痹痛,腰膝酸软,筋骨无力,崩漏经多,妊娠漏血,胎动不安,头晕目眩。
5.1.7用法与用量:9~15g。
5.1.8贮藏:置干燥处,防蛀。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;25kg/袋。
5.1.10贮存期限:36个月
5.2 生产批量:5-10000kg
5.3 辅料:无
5.4 生产环境:一般生产区
6 工艺流程图:
6.1 桑寄生生产工艺流程图
6.2 生产操作过程与工艺条件:
6.2.1领料
6.2.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取桑寄生原料。
6.2.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.2.2净制:
6.2.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
将净桑寄生置净料袋或周转箱。
6.2.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的桑寄生转至车间中转间,及时清场并填写生产记录。
6.2.2.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序
6.2.2.4质量要求
6.2.2.4.1生产操作过程中,药材不得直接接触地面。
6.2.2.4.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.2.2.5净制标准
(1)取样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不 得过3%。
6.2.2.6净药材物料平衡限度 (1)指标:95-100%。
(2)计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.2.2.7偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.2.3包装: 6.2.3.1内包装
6.2.3.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.2.3.1.2根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.2.3.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间 QA 申请标签(合格证),并进行复核,无误的签字领用。
6.2.3.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.2.3.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.2.3.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.2.3.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.2.3.2内包装标准:
(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,
封口严密。
6.2.3.3物料平衡限度: 6.2.3.3.1内包装物料平衡
(1)标准:98-100% (2)计算公式如下:
++%=
100%
合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.2.3.3.2合格证和包装袋物料平衡 (1)标准:100%
(2)计算公式如下:
++%=
100%
使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.2.3.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.2.4外包装:
6.2.4.1按《批包装指令》单中规定的包装规格,进行领取外包材; 6.2.4.2检查核对:对指定批号的桑寄生饮片,逐件核对《物料状态卡》和数量应正确一致。
6.2.4.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.2.4.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装袋(PE 罐)之间松紧适宜。
6.2.4.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提 高速缝包机封口。
6.2.4.6挂签:在编织袋的右上角位置缝上或在纸箱的右上角空白位置贴上标 签。
6.2.4.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。
6.2.4.8清场:包装结束,及时清场并填写批生产记录。
6.2.5包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色 待验标识。
6.2.6外包装标准:
(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.2.6.1合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100⨯++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.2.7总收率
(1)控制标准: ≥70% (2)计算公式如下:
%100%⨯=
投料数量
成品量
)收率(
6.2.8 工艺环境卫生要求:
6.2.8.1 设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。
(详见第11条工艺操作过程中支持文件)
6.2.8.2 产品生产结束后按各岗位清场SOP 要求,严格清洁、清场,并由QA 监督检查合格后颁发清场合格证。
6.2.8.3生产全过程,由QA 质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
8 物料平衡:各工序的物料平衡标准值一年修订一次,修订依据为该岗位上一年生产物料平衡的平均值为下一年的标准值,除包装工序外。