常用材料及热处理
常见材料热处理方法
常见材料热处理方法部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810,840?之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
?出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
?水温在冷却中相当重要,要严格控制水温不要超过 30?,若超过 30?,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30?。
?工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500?以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
?为避免复杂工件开裂,温度低于 300?以下可以出水空冷一会再水冷,当工件温度不超过 150?出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:?对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
?除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
?对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
?选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
常用材料热处理及热处理代号

常用金属材料及热处理代号硬度材料牌号 图纸热处理标注HB HRc热处理目的Q235-A ─ 不热处理16Mn─ 不热处理渗碳淬硬S-C59 表面≥59表面耐磨,心部韧性高,去碳处可钻孔20 20Cr 渗碳高频淬硬S-G59表面≥59表面耐磨,心部韧性高,不淬硬处可钻孔正火Z ≤230 组织均匀化,消除应力调质T235 220~250提高性能,改善组织调质T265 250~280提高性能,改善组织淬硬C35 30~40 变形小,硬度略提高淬硬C42 40~45 提高强度和耐磨性,有一定的韧性 淬硬C48 45~50 提高强度和耐磨性,有一定的韧性高频淬硬G48 表面45~50表面耐磨,心部韧性高,变形小4540Cr高频淬硬G52 表面50~55表面耐磨,心部韧性高,变形小调质T265 250~280提高性能,改善组织38CrMoAlA氮化D900 HV≥850 提高表面硬度及耐磨性,耐疲劳,耐腐蚀性能退火Th ≤230 降低硬度 65Mn60Si2MnA50CrVA 淬硬C42 40~45 提高强度和弹性退火Th ≤230 降低硬度 GCr15淬硬C59 ≥59 提高硬度和耐磨性退火Th ≤230 降低硬度 T8A淬硬C58 55~60 提高硬度和耐磨性退火Th ≤230 降低硬度 T10AT12A 淬硬C62 ≥62 提高硬度和耐磨性退火Th ≤255 降低硬度 9SiCrCr12MoVW18Cr4V 淬硬C62 ≥62 提高硬度和耐磨性 HT100HT200HT250热时效去应力QT400-15QT600-3热时效去应力ZG200-400ZG270-500正火ZZCuSn5Pb5Zn5 ─不热处理 ZAlSi7Mg ─不热处理 T2 ─不热处理H62 ─不热处理L2 ─不热处理。
常用材料热处理工艺完整版
常用材料热处理工艺完整版热处理工艺是指通过加热、保温和冷却等一系列措施,改变材料的组织结构和性能的一种工艺。
常用材料热处理工艺主要包括退火、正火、淬火和回火等。
1.退火退火是指将材料加热到一定温度,保温一段时间,然后缓慢冷却到室温的过程。
退火能够消除材料内部的应力,改善材料的可加工性和机械性能。
常见的退火工艺有全退火、球化退火和时效退火等。
-全退火全退火是将材料加热到高于临界温度的区域,使组织发生再结晶,然后缓慢冷却到室温。
全退火能够使材料获得良好的塑性和韧性。
-球化退火球化退火是将材料加热到高于临界温度的区域,使组织中的晶粒成球状,然后缓慢冷却。
球化退火能够使材料获得细小均匀的晶粒,提高材料的韧性和延展性。
-时效退火时效退火是将材料加热到一定温度,在保温一定时间后快速冷却。
时效退火能够使材料的晶粒尺寸增大,提高材料的硬度和抗腐蚀性能。
2.正火正火是将材料加热到临界温度并保持一段时间,然后缓慢冷却。
正火能够消除材料内部的应力,使组织细化,提高材料的硬度和韧性。
正火适用于一些低碳钢和合金钢的热处理。
3.淬火淬火是指将材料加热到临界温度以上,保温一段时间,然后迅速冷却到室温。
淬火能够使材料快速形成马氏体组织,并获得高硬度。
淬火适用于一些高碳钢和合金钢的热处理。
4.回火回火是指将淬火处理后的材料加热到一定温度,保温一段时间,然后缓慢冷却。
回火能够使材料的硬度降低,提高材料的韧性和抗脆性。
回火适用于一些淬火处理后需要获得一定韧性的材料。
总结起来,常用材料的热处理工艺包括退火、正火、淬火和回火。
不同的材料和要求会选择不同的热处理工艺,以达到最佳的组织结构和性能。
常用材料热处理工艺参数

常用材料热处理工艺参数
常用材料的热处理工艺参数取决于材料的组织性能要求、工艺性能要
求和使用条件等因素。
下面以几种常见的材料为例,介绍一些主要的热处
理工艺参数。
碳钢是一种普遍使用的金属材料,其热处理工艺参数包括淬火温度、
回火温度、保温时间等。
一般来说,碳钢的淬火温度在800℃至900℃之间,回火温度在150℃至500℃之间。
保温时间通常为1小时到3小时。
不锈钢是一类具有良好耐腐蚀性能的材料,其热处理工艺参数包括退
火温度、固溶温度和时效温度。
退火温度一般在800℃至900℃之间,固
溶温度在1000℃至1200℃之间,时效温度在500℃至700℃之间。
保温时
间通常为1小时到5小时。
铝合金是一种轻质高强度的材料,其热处理工艺参数包括固溶温度、
时效温度和时效时间等。
固溶温度一般在480℃至520℃之间,时效温度
在150℃至250℃之间。
时效时间一般为1小时至10小时。
铜合金是一种导电性能良好的材料,其热处理工艺参数包括固溶温度、时效温度和时效时间等。
固溶温度一般在800℃至950℃之间,时效温度
在300℃至550℃之间。
时效时间一般为1小时至10小时。
上述只是对于不同材料几种常见的热处理工艺参数进行了简单的介绍,实际工艺参数还需要根据具体材料的特性和要求进行调整。
同时,热处理
工艺参数的选择也应考虑到工艺设备和生产成本等因素。
在实际应用中,
可以通过试验和实践来确定最佳的热处理工艺参数。
阀体常用材料和各种材料的热处理

阀体常用材料和各种材料的热处理阀门是一种常见的管道设备,在各个工业领域都被广泛应用。
阀门的主要作用是流量控制和压力调节,能够调节流体的流动方向、速度和流量。
阀体是阀门的主要组成部分之一,阀体的材料选择和热处理对阀门的性能和寿命都有至关重要的影响。
本文将介绍阀体常用的材料及其热处理过程。
一、阀体常用材料1.灰铸铁(gray cast iron)灰铸铁是一种铁碳合金,碳含量高于钢和铸铁,而硅、锰、磷等元素的含量较低。
灰铸铁的硬度高,耐磨损,但其韧性和强度不如钢。
因此,灰铸铁一般用于低压和低温的应用场景,如给排水、供暖等。
2.球墨铸铁(ductile iron)球墨铸铁是灰铸铁的改进版,通过添加一定数量的镁、铝等元素,使其具有更好的塑性和韧性。
球墨铸铁还具有较高的强度和耐腐蚀性能,因此被广泛应用于高压、高温和强腐蚀性环境下的阀门。
3.碳钢(carbon steel)碳钢是一种含碳量较高的钢铁材料,与灰铸铁和球墨铸铁相比,其主要优点是强度更高,并且具有更好的韧性和可塑性。
碳钢可以满足各种温度和压力条件下的应用需求,一般被用于中高温和中高压的场景。
4.不锈钢(stainless steel)不锈钢是一种合金钢,具有良好的耐腐蚀性和高温性能。
不锈钢的主要成分是铁、铬、镍等元素,其中铬的含量最高。
不锈钢的材质坚固、耐用,也是阀门材料中最贵的一类。
不锈钢一般被应用于化工、石油、天然气等环境中的阀门。
二、热处理过程1.淬火(quenching)淬火是一种快速冷却材料的技术,能够提高材料的硬度和强度。
在淬火的过程中,材料被加热到高温,然后迅速浸入冷却剂中。
淬火后的钢铁材料硬度和强度都会大大增强,但也会导致材料变脆,容易发生撕裂或脆断。
2.回火(tempering)回火是一种将淬火后的材料加热,然后缓慢冷却的技术。
回火的过程中,淬火后的材料会变得更有韧性,而硬度和强度则会降低。
回火通常会在淬火之后进行,以减轻淬火带来的脆性和应力。
常用材料及热处理名词解释
曲轴、摇杆、拉杆、键、销、螺栓、转轴齿轮、齿条、链轮、凸轮、轧辊、曲柄轴齿轮、轴、联轴器、衬套、活塞销、链轮活塞杆、齿轮、不重要的弹簧
齿轮、连杆、扁弹簧、轧辊、偏心轮、轮圈、轮缘
叶片、弹簧
1.数字表示钢中平均含碳量的万分数,例如45表示平均含碳量为0.45%
2.序号表示抗拉强度、硬度依次增加,延伸率依次降低
30Mn
40Mn
50Mn
60Mn
螺栓、杠杆、制动板
用于承受疲劳载荷零件:轴、曲轴、万向联轴器
用于高负荷下耐磨的热处理零件:齿轮、凸轮、摩擦片弹簧、发条
含锰量0.7%~1.2%的优质碳素钢
合金结构钢
铬钢
15Cr
20Cr
30Cr
40Cr
45Cr
渗碳齿轮、凸轮、活塞销、离合器较重要的渗碳件
常用材料及热处理名词解释
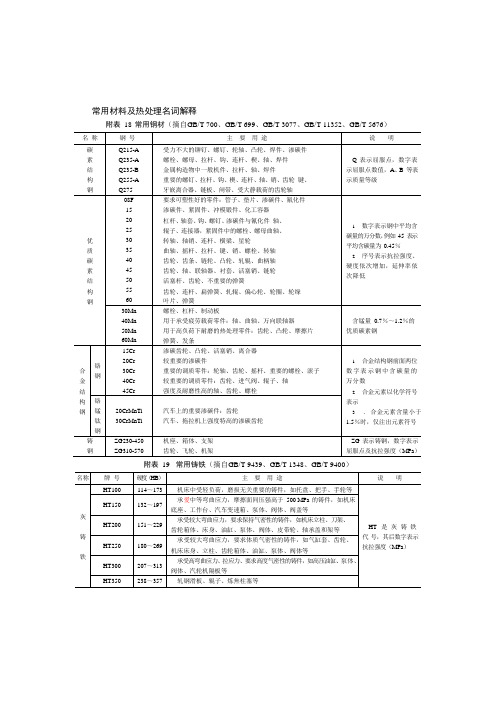
附表18常用钢材(摘自GB/T 700、GB/T 699、GB/T 3077、GB/T 11352、GB/T 5676)
名称
钢号
主要用途
说明
碳素结构钢
Q215-A Q235-A Q235-B Q255-A Q275
受力不大的铆钉、螺钉、轮轴、凸轮、焊件、渗碳件螺栓、螺母、拉杆、钩、连杆、楔、轴、焊件
汽车、拖拉机上强度特高的渗碳齿轮
铸
钢
ZG230-450
ZG310-570
机座、箱体、支架
齿轮、飞轮、机架
ZG表示铸钢,数字表示
屈服点及抗拉强度(MPa)
附表19常用铸铁(摘自GB/T 9439、GB/T 1348、GB/T 9400)
常用模具材料及热处理

常用模具材料及热处理常用的模具材料有许多种,每一种材料都具有独特的特点和适用范围。
而热处理则是在模具制造过程中必不可少的一步,可以提高材料的硬度、强度和耐磨性,从而提高模具的使用寿命。
以下是几种常用的模具材料和热处理方法。
一、常用的模具材料:1.铝合金:铝合金具有良好的导热性能和成型性能,重量轻,价格便宜。
适用于制造小型模具或高精度的塑料模具。
2.铝青铜:铝青铜具有良好的导热性能、耐磨性能和耐腐蚀性能,适用于制造高速冲压模和注塑模。
3.铜合金:铜合金具有良好的导热性能和热膨胀系数,适用于制造大型的冲压模和注塑模。
4.微晶玻璃钢:微晶玻璃钢具有高强度、耐磨性和抗腐蚀性能,适用于制造大型的冲压模和注塑模。
5.构造钢:构造钢具有高强度和耐磨性能,适用于制造大型的冲压模。
6.热作模具钢:热作模具钢具有优良的耐热性和抗热疲劳性能,适用于制造高温下工作的模具。
7.不锈钢:不锈钢具有良好的耐腐蚀性能和高温强度,适用于制造化学模具和食品模具。
二、热处理方法:1.淬火:淬火是常用的热处理方法之一,通过迅速冷却材料,使其获得高硬度和高强度。
淬火温度和冷却介质根据材料的不同而不同。
2.回火:回火是淬火后的一个步骤,通过加热材料到一定温度并保持一段时间,降低材料的硬度和脆性,提高其抗冲击性和韧性。
3.淬火回火:将材料先进行淬火然后回火的组合处理,既能获得高硬度也能提高韧性。
4.预淬火:预淬火是在热处理之前先进行一次淬火,然后再进行其他热处理工艺,可以提高热处理的效果。
5.淬火再回火:在完全淬火和回火的基础上,再进行一次淬火和回火,以进一步提高材料的性能。
6.等温淬火:将材料加热到一个特定温度并保持一段时间,然后进行快速冷却,可以使材料获得均匀细小的组织和高硬度。
7.渗碳:通过在材料表面渗入一定的碳元素,提高材料的表面硬度和耐磨性。
总结:常用的模具材料有铝合金、铝青铜、铜合金、微晶玻璃钢、构造钢、热作模具钢和不锈钢等。
热处理方法包括淬火、回火、预淬火、淬火回火、等温淬火、淬火再回火和渗碳等。
常用材料及零件热处理

常用材料及零件热处理
3.表面热处理方法特点和应用
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和朔性(即表面火),或同时表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表层硬度更高的处理方法。
6.钢的淬透性
不同的钢种,接受淬火的能力不同,淬透层深度愈大,表明该钢种的淬透性愈好。
淬透性大的钢,其力学性能沿截面分布均匀;而淬透性小的钢心部力学性能低。
但全部淬透的工件,通常表面残留拉应力,对工件承受疲劳不利,工件热处理中也易变形开裂。
未淬透工件表面可残留压应力,反而有一定好处。
淬透层深度是指由淬火表面马氏体---50%马氏体+50%珠光体层的深度。
碳钢的淬透性低。
在设计大尺寸零件时,用碳钢正火比用碳钢调质更经济,而效果相似。
直径较大并具有几个台阶的台阶轴,需经调质处理时,考虑到淬透性影响,应先粗车成形,然后调质。
如果以棒料先调质,再车外圆,由于直径大,表面淬透层浅,阶梯轴尺寸较小的部分调质后的组织在粗车时可能被车去,起不到调质作用。
7.几种典型零件热处理示例
机床齿轮等零件常用材料及热处理。
机械常用金属材料及热处理
第二十三页,共69页。
1.2钢的热处理
1.2.1.退火(tuì huǒ)
1.2.2.正火
1.2.3.淬火
1.2.4.回火
1.2.5.钢的表面热处理
第二十四页,共69页。
引子(yǐn zi)——
热处理:将钢在固 态下通过(tōngguò) 加热、保温和不同 的冷却方式,改变 金属内部结构,从 而获得所需性能的 操作工艺,工艺曲 线如图1-4。
焊接性能好——焊缝中 不易产生气孔、夹渣或 裂纹。
焊接性能比较:低碳钢 好,高碳钢和铸铁较差。
第二十二页,共69页。
4.切削(qiēxiāo)加工性能
切削加工性能:对工件材料(cáiliào)进行切削 加工的难易程度。
与材料(cáiliào)本身化学成分、金相组织、刀 具几何形状有关。
硬度过高或过低、韧性过大——切削性能较 差。
显然,试样不能在承受此载荷的条件下工作, 这样将导致构件破坏。
第八页,共69页。
1.1.1.2 塑性(sùxìng)
金属在外力作用(wài lì zuò yònɡ)下产生塑性 变形,其表示:
1)断后伸长率
2)断面收缩率
第九页,共69页。
1)断后(duàn hòu)伸长率
断后伸长(shēn chánɡ)率:试样拉断后,标距 的伸长(shēn chánɡ)与原始长度的百分比。
热处理工艺相比,退火钢的硬度最低,内应
力可全部消除,可提高刚才冷变形后的塑性。
又由于退火过程中发生重结晶,故可细化晶
粒,改善组织,所以退火可以达到(dá dào)各
个不同的目的。
第四十页,共69页。
退火(tuì huǒ) 正火
常用材料及热处理名词解释
不经热处理可用于中等载荷的零件,如拉杆、轴、套筒、钩子等。经调质处理后适用于强度及韧性要求较高的零件如传动轴等。
普通含锰钢
15
用于强度要求较高的零件。通常在调质或正火后使用。用于制造齿轮,机床主轴,花键轴,联轴器等。由于它淬透性差,因此截面大的零件很少采用。
60
这是一种强度和弹性相当高的钢。用于制造连杆,轧辊。弹簧、轴等。
硬度测定是为了检验材料经热处理后的机械性能—硬度
用于经退火、正火、调质的零件及铸件的硬度检查。
HRC洛氏硬度
用于经淬火、回火及表面化学热处理的零件的硬度检查。
HV维氏硬度
特别适用于薄层硬化零件的硬度检查。
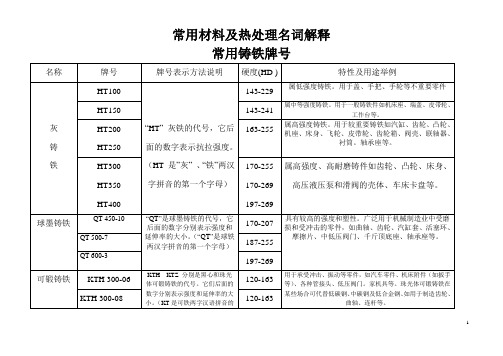
HT200
HT250
163-255
属高强度铸铁。用于较重要铸铁如汽缸、齿轮、凸轮、机座、床身、飞轮、皮带轮、齿轮箱、阀壳、联轴器、衬筒。轴承座等。
HT300
HT350
HT400
170-255
170-269
197-269
属高强度、高耐磨铸件如齿轮、凸轮、床身、高压液压泵和滑阀的壳体、车床卡盘等。
球墨铸铁
冰冷处理
冰冷处理
将淬火钢继续冷却至室温以下的处理方法
进一步提高硬度,耐磨性并使其尺寸趋于稳定
用于滚动轴承的钢球、量规等。
发蓝发黑
发蓝发黑
氧化处理。用加热方法使一件表面形成一层氧化铁所组成的保护必薄膜。
防腐蚀,美观
用于一般常见的紧固件
硬度
HB布氏硬度
材料抵抗硬的物体压入零件表面的能力称”硬度”。根据测定方法不同,可以分布氏硬度,洛氏硬度、维氏硬度等。
A6
A7
延伸率低,拉拉强度高,耐磨性好,焊接性不够好。用于制造不重要的轴、键。弹簧等。
常用金属材料热处理规范
常用金属材料热处理规范热处理是指通过加热、保温和冷却等工艺方法,使金属材料在固态下发生化学、物理或机械性能变化的过程。
热处理可以提高金属材料的硬度、强度、韧性、耐磨性等性能,从而满足具体的应用要求。
下面将介绍几种常用金属材料的热处理规范。
1.碳钢的退火处理碳钢是最常见的金属材料之一,经过退火处理后可以提高其塑性和韧性。
通常将碳钢加热至800-900°C,保温时间由材料厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温,这样可以得到具有良好塑性和韧性的碳钢。
2.不锈钢的固溶处理不锈钢具有优良的耐腐蚀性能,但在焊接后会出现晶间腐蚀的问题。
固溶处理是为了解决晶间腐蚀问题而进行的热处理过程。
通常将不锈钢加热至1050-1150°C,保温时间取决于材料的厚度。
然后将材料迅速冷却到室温,这样可消除晶界处的过饱和元素,减少晶界的碳化物析出,从而提高不锈钢的耐腐蚀性能。
3.铸铁的正火处理铸铁是一种含碳量较高的金属材料,通过正火处理可以提高其硬度和强度。
通常将铸铁加热至850-950°C,保温时间由材料的厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温。
正火处理可以改善铸铁的组织和性能,提高其机械性能。
4.铝合金的时效处理铝合金具有良好的强度和韧性,但在加工过程中可能会出现软化现象。
时效处理是为了提高铝合金的强度和稳定性的热处理过程。
通常将铝合金加热至150-200°C,保温时间由材料的合金组成决定,通常是几小时至几十小时。
然后将材料迅速冷却到室温。
以上是几种常用金属材料的热处理规范,不同的金属材料可能需要不同的热处理工艺。
在进行热处理时,需要严格控制加热温度、保温时间和冷却速度等参数,以保证热处理的效果。
同时,需要根据具体应用要求选择适当的热处理工艺,以获得期望的材料性能。
常用材料热处理表面处理
常用材料热处理表面处理1. 引言1.1 热处理的概念热处理是指通过对金属材料进行加热和冷却过程,以改变其结构和性能的方法。
热处理是金属材料加工中非常重要的一环,可以显著提高材料的硬度、强度、韧性和耐磨性等性能,同时也可以改善材料的加工性能和使用寿命。
热处理的原理是通过控制材料的组织结构来控制材料的性能,通过调整材料的晶粒大小、分布和相变来实现这一目的。
在实际生产中,热处理通常包括退火、正火、淬火和回火等工艺,每种工艺都有不同的加热温度、保温时间和冷却速度要求,以实现不同的材料性能要求。
热处理过程中需要严格控制各个参数,以确保获得理想的材料性能。
热处理不仅可以提高材料的整体性能,还可以为表面处理提供基础。
表面处理是指通过改变材料表面的化学、物理性质来增强其表面硬度、耐磨性、耐腐蚀性等性能的方法。
热处理和表面处理往往结合应用,共同提升材料的整体性能。
在工程领域中,热处理和表面处理被广泛应用于各种金属制品的生产和加工过程中。
1.2 表面处理的重要性表面处理作为热处理的重要环节之一,在材料加工领域扮演着至关重要的角色。
通过表面处理,可以改善材料的表面性能,增强其耐磨、耐腐蚀、耐疲劳等性能,延长材料的使用寿命。
表面处理还可以提高材料的工艺加工性能,使其更易加工、更具韧性。
表面处理还可以美化材料的外观,提升产品的市场竞争力。
在今天日益激烈的市场竞争中,产品质量和性能要求越来越高,而表面处理正是满足这些要求的关键技术之一。
通过合理选择表面处理方法,可以使产品具有更好的耐用性和功能性,从而提高产品的附加值和市场竞争力。
表面处理不仅是材料加工领域中的一个重要环节,更是现代制造业中不可或缺的一部分。
通过对表面处理的深入研究和应用,可以进一步推动材料加工技术的发展,推动产品质量的提升,推动整个行业的进步和发展。
2. 正文2.1 热处理常用材料热处理常用材料包括钢、铝、铜、镍等金属材料以及塑料、陶瓷等非金属材料。
钢是最常见的热处理材料之一,通过控制加热和冷却过程可以改变钢的组织和性能,使其具有不同的硬度、强度和耐腐蚀性。
常用材料成份及热处理温度回火温度硬度
常用材料成份及热处理温度回火温度硬度常用材料的成份及热处理温度、回火温度和硬度在工业中非常重要。
以下是一些常见材料的成份、热处理温度、回火温度和硬度的详细说明:1.碳钢:碳钢是一种含有约0.05%–2.0%碳的铁碳合金。
根据碳含量的不同,碳钢可进一步分为低碳钢(碳含量<0.3%)、中碳钢(碳含量0.3%–0.6%)和高碳钢(碳含量>0.6%)。
碳钢常用的热处理温度为800℃–950℃,回火温度为300℃–700℃。
其硬度在热处理后通常在45–65HRC之间。
2.不锈钢:不锈钢是一种铁铬合金,含有少量的碳、镍、钼等。
不锈钢主要用于防腐蚀和耐高温的应用场合。
不锈钢的热处理温度范围为950℃–1150℃,回火温度通常在260℃–760℃之间。
硬度取决于具体的不锈钢合金,一般在50–70HRC之间。
3.铝合金:铝合金是以铝为主要成分的合金,其中掺入其他元素如铜、镁、锌等以提高强度和机械性能。
铝合金的热处理温度范围为260℃–510℃之间,回火温度在150℃–300℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–150HRC之间。
4.铜合金:铜合金是以铜为基础的合金,常用元素包括锌、锡、铝等。
铜合金的热处理温度通常在400℃–900℃之间,回火温度在200℃–600℃之间。
硬度取决于具体的合金元素和处理条件,一般在30–150HRC之间。
5.钛合金:钛合金是以钛为主要成分的合金,小量加入其他元素如铝、钒、镁等以提高机械性能。
钛合金的热处理温度范围在800℃–1000℃之间,回火温度通常在500℃–700℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–40HRC之间。
需要注意的是,以上的热处理温度和回火温度仅为一般范围,具体的处理温度和硬度还需要根据具体的材料性质和应用要求来确定。
在实际应用中,热处理温度和回火温度的选择对最终的材料性能和硬度有着重要影响,需要根据具体的应用场景和要求来进行调整。
常见材料热处理方式及目的
常见材料热处理方式及目的常见材料热处理1、45(S45C)常见热处理45号钢为优质碳素结构钢,也称为油钢,硬度不高,易于切削加工。
调质处理是其常见热处理方法,包括淬火和高温回火。
淬火温度为840±10℃,水冷后硬度可达55~58HRC,极限可达62HRC;回火温度为600±10℃,出炉后空冷,硬度为20~30HRC。
调质处理后的零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是在交变负荷下工作的连杆、螺栓、齿轮和轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2、40Cr(SCr440)常见热处理40Cr为优质碳素合金钢,属于低淬透性调质钢,具有很高的强度、良好的塑性和韧性,即具有良好的综合机械性能。
Cr能增加钢的淬透性,提高钢的强度和回火稳定性。
调质处理是其常见热处理方法,淬火温度为850℃±10℃,油冷后硬度可达45~52HRC;回火温度为520℃±10℃,水、油冷后硬度为32~36HRC。
40Cr钢常用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件。
不同回火温度可得到不同硬度。
3、T10(SK4)常见热处理T10碳素工具钢强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织。
淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
淬火+低温回火是其常见热处理方法,淬火温度为780±10℃,保温50min左右或淬透。
先淬如20~40℃的水或5%盐水,冷至250~300℃,转入20~40℃油中冷却至温热,可得到硬度62~65HRC;回火温度为160~180℃,保温1.5~2h,回火后硬度为60~62HRC。
以下是各种钢材的硬度和化学成分:12CrNi3:回火后硬度30-35HRC,主要成分为碳、硅、锰、铬、镍。
机械设计基础项目一 常用材料和热处理
1、铸造性能
• 金属及合金在铸造工艺中获得优良铸件的 能力称为铸造性能。
2、锻造性能
• 用锻压成形方法获得优良锻件的难易程度 称为锻造性能。
3、焊接性能
• 焊接性能是指金属材料对焊接加工的适应 性,也就是在一定的焊接工艺条件下,获 得优质焊接接头的难易程度。
4、切削加工性能
• 金属材料的切削加工性能是指金属材料在 切削加工时的难易程度。
情景一 金属材料的性能
• 金属材料的性能包括使用性能和工艺性能。
• 使用性能:指金属材料在使用过程中所表 现出来的性能,包括力学性能、物理性能 (电导性、热性能等),化学性能(耐蚀性、 抗氧化性等)。
• 工艺性能:指金属材料在各种加工过程中 所表现出来的性能,包括铸造性能、锻造 性能、焊接性能、热处理性能和切削加工 性能等。
• 合金钢按合金元素的质量分数可分为低合 金钢(WMc<5%)、中合金钢(5%≤WMc<10 %)、高合金钢(WMc≥10%),按用途可分为 合金结构钢、合金工具钢和特殊性能钢等。
• 3、铸钢
• 4、铸铁
• 铸铁是含碳量大于2.11%,并且含有硅、猛、 硫和磷等杂质元素的铁碳合金。
• 根据碳的存在形式和铸铁中石墨的形态不 同,铸铁可以分为:1)白口铸铁 ;2)麻口 铸铁 ;3)灰铸铁 ;4)可锻铸铁 ;5)球墨铸 铁等。
• 塑性是指金属在断裂前发生不可逆永久变 形的能力。
2、硬度
• 硬度是指材料抵抗局部变形特别是塑性变 形、压痕或划痕的能力。
• 测定硬度的方法很多,主要有压入法、刻 画法、回跳法等。
• (1)布氏硬度 • (2)洛氏硬度
3、冲击韧性
• 冲击韧性指金属材料抵抗冲击载荷作用而 不破坏的能力。
常用材料成份及热处理温度、回火温度硬度
S30C 732 813
980400-890 850-880 850-
55
48
S35C 724 802 802 980400-890 840-870 830-
55
48
S40C 724 790
885300-880 820-840 820-
55
53
S45C 724 780 780 884200-870 820-840 810-
3) 回火时间 的制定原 则是保证 透烧并使 组织转变 充分得以 进行,以 及尽可能 消除淬火 应力,4一) 合金含量 高的调质 钢的加热 速度应小 于淬火、 正火加热 速度。5) 除工件规 定带温回 火零件 外,一般 淬火件在 回火前要 清洗。6) 回火后, 油、水冷 却的目的 在于防止 回火脆性 。
560℃回火3次
类: GCr15 不9C锈r1钢8
E52100 440C
3505 M017
900-950 770-780 830-
SUJ2 745 900 900 886500-870 850-870 1050-
64
61
55
SUS4400C
1100
61
58
类:
850 -900 1000-
1Cr13
403
SUS431 810 820
1050
950-
61
60
48
SUS302
1050
编制说
1) 本厂淬火 、回火工 艺参数常 规产品按 “热处理 工艺卡” 中规定淬 火、回火 参数执 行,散杂 件及新产 品可参照
杂程度的 零件淬火 、回火参 数执行2。) 淬火后应 及时回 火,不能 及时回火 的零件, 应在低温 炉中去应 力,去应 力时间不
机械常用金属材料及热处理
机械常用金属材料及热处理1. 引言金属材料是机械工程中常用的材料之一,具有良好的机械性能和热导性能。
在机械设计和制造中,了解机械常用金属材料的特性以及正确的热处理方法是非常重要的。
本文将介绍一些常见的机械金属材料以及它们的热处理方法。
2. 钢材钢材是机械行业常用的金属材料之一,具有高强度、耐磨性和良好的可塑性。
常见的钢材类型包括碳钢、合金钢和不锈钢等。
2.1 碳钢碳钢是最常见的钢材类型之一,其主要成分为碳和铁。
碳钢具有良好的强度和韧性,广泛应用于机械零件和结构件的制造。
热处理方法包括淬火、回火、正火和退火等。
•淬火:通过快速冷却使碳钢的组织变质,提高其硬度和强度。
•回火:通过加热和冷却过程,使碳钢的硬度降低并提高其韧性。
•正火:将碳钢加热至临界温度,然后进行连续冷却,使碳钢的组织产生相应的变化。
•退火:将碳钢加热至适当温度,然后缓慢冷却,以改善碳钢的塑性和可加工性。
2.2 合金钢合金钢是一种含有其他元素(如镍、铬、钼等)的钢材,具有更高的强度、硬度和耐磨性。
热处理方法和碳钢类似,但因合金元素的添加,热处理过程可能会有所不同。
2.3 不锈钢不锈钢是一种具有耐腐蚀性的钢材,主要成分为铁、铬和镍。
不锈钢具有优良的耐腐蚀性和高温强度,广泛应用于食品加工、化工和航空航天等领域。
常见的不锈钢类型包括奥氏体不锈钢、马氏体不锈钢和铁素体不锈钢等。
3. 铝合金铝合金是另一种常用的金属材料,具有低密度、良好的导热性和可塑性。
铝合金广泛应用于汽车、航空和建筑等领域。
铝合金的热处理方法主要包括固溶处理和时效处理。
•固溶处理:将合金加热至一定温度,使可溶固溶于固体溶液中,然后快速冷却。
•时效处理:将固溶处理后的合金加热至适当温度,然后冷却,以产生所需的强化相。
4. 铜合金铜合金是一种具有良好导电性和热导性的金属材料,广泛应用于电子、航空和化工等领域。
铜合金的热处理方法包括退火、固溶处理和时效处理等。
•退火:将铜合金加热至特定温度,然后缓慢冷却以改善材料的可塑性。
常用材料介绍热处理及表面处理
3.1.1 低碳鋼 含碳量<0.25% 其特點是強度較低,塑性,韌性及焊接性能很好,切削性一般。這種鋼可以用各種冷加工或焊接的方法來制造各種受力不大,韌性要求較高且不加熱處理的機械零件或設備,不適宜退火處理。
3.1.2 中碳鋼 含碳量0.3~0.5% 其特點是強度較高而韌性稍低,一般經過淬火,回火或正火后使用。它們屬于調質鋼類,淬火溫度決定于含碳量,回火溫度取決于零件所要求的強度和韌性。這類鋼主要用來制造承受負荷較大的機器零件如直軸,曲軸等,很少用來做焊接構件。
一 常用金屬材料選型介紹
二 . 有色金屬 除了黑色金屬以外的金屬都叫有色金屬。有色純金屬分為重有色金屬 指密度大于4.5g/cm3的常見有色金屬,如銅,鎳,鈷,鉛,鋅,錫,銻,汞,鎘,鉍等 ,輕有色金屬 指密度小于4.5g/cm3的有色金屬,如鋁,鎂,鈉,鈣,鉀,鍶,鋇等 ,貴金屬 包括金,銀和鉑族元素 ,半金屬 指硅,硒,銻,砷,,鈹,鎢,鉬,釩,錸等 ;有色合金按合金系統分類,如銅合金,錫合金,鋁合金,鎂合金,鈦合金等,按用途分類,如變形合金 壓力加工用 ,鑄造合金,軸承合金,印刷合金,硬質合金等。下面介紹常用的有色金屬及其合金: 1. 有色金屬及: 碳素結構鋼可以不經過Q195~Q235A比較常用,其中Q235A強度和塑性
机械工程常用材料及钢的热处理(1)
应力 (σ):单位横截面积的内力
2021/4/8
2
2. 硬度
材料抵抗局部变形、特别是塑性变形、压痕或划痕的能力。
硬度测量能够给出金属材料软硬程度的数量概念
硬度试验简单易行,又无损于零件,而且可以近似的推算出材料 的其他机械性能,因此在生产和科研中应用广泛。 硬度试验方法很多,机械工业普遍采用压入法来测定硬度,
2021/4/8
人民邮电出版社
29
断口宏观鉴别法
若断口呈纤维状,无金属光泽,颜色发暗,无结晶颗粒,且断 口边缘有明显的塑性变形特征,则表明钢材具有良好的塑性和韧性, 含碳量较低。若断口齐平,呈银灰色,且具有明显的金属光泽和结 晶颗粒,则表明属脆性材料。而过共析钢或合金经淬火后,断口呈 亮灰色,具有绸缎光泽,类似于细瓷器断口特征。低碳钢不易敲断, 断口边缘有明显的塑性变形特征,有微量颗粒;中碳钢的断口边缘 的塑性变形特征没有低碳钢明显,断口颗粒较细、较多;高碳钢的 断口边缘无明显塑性变形特征,断口颗粒很细密;铸铁极易敲断, 断口无塑性变形,晶粒粗大,呈暗灰色。
主要用于大直径零件。
2021/4/8
人民邮电出版社
14
(2)感应淬火加热的特点
①加热速度极快; ②工件表层获得极细小的马氏体组织; ③工件表面质量好,变形小; ④生产效率高
2.火焰淬火
火焰淬火是利用氧-乙炔(或其他可燃气体)火焰对工件表层 加热,并快速冷却的淬火工艺。淬硬层深度一般为2~6mm。 用于单件、小批生产 。
需性能的工艺方法。
热处理工艺
加热、保温、冷却
热处理的原理 组织转变规律
热处理的实质 改变组织结构 性能
2021/4/8
人民邮电出版社
7
钢的整体热处理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3Cr2W8V、38CrMoAl、2Cr13
P20
SM45
SM1、5NiSCa
SM2、PMS
06NiCrMoVTiAl
06Ni7Ti2Cr
PCR
65Nb LD2
CG-2 012Al
4Cr5MoSiVS
0810 15Mn
SM50 SM55
3Cr2Mo40Cr
3Cr2NiMo
GrMn2SiWMoV
ZCuBe2
ZCuBe2.4
Zn-4Al-3Cu
PMS8Cr2S
淬火54~58HRC
调质淬火22~26HRC
43~48HRC
渗碳淬火54~58HRC
淬火54~58HRC
渗碳、淬火54~58HRC
渗碳、淬火54~58HRC
调质、渗氮1000HV
预硬化36~38HRC
淬火19~23HRC
预硬化35~45HRC
圆柱销、销钉
(45)T7A
(43~48)50~55
模套、模框
Q235(45)
(调质28~32)
卸料螺钉
45
(头部淬硬)35~40
圆钢丝弹簧
65Mn
40~48
蝶形弹簧
65Mn、50CrVA
43~48
限位块(圈)
45
43~48
承料板
Q235
—
钢球保持圈
ZQSn10-1、2A04
—
压边圈
一般拉深
小型ﻫ
T10A、9Mn2V、CrWMn
54~58ﻫ
大、中型
低合金铸铁CrWMn、
9CrWMn
双动拉深
钼钒铸铁
中层预应力圈ﻫ
5CrNiMo、40Cr、35CrMoAﻫ
45~47
外层预应力圈
5CrNiMo、40Cr、35CrMoA、35CrMnSiA、45
40~42
二塑料模
1.塑料模工作零件常用材料及热处理工艺
零件名称及其使用情况
选用材料
热处理硬度HRC
用于注射模、长寿命而尺寸精度高的中小型模具
用于尺寸精度高的小型注射模
用于制造聚氯乙烯及混有阻燃剂的热塑性注射模
用于小型、精密、形状复杂的型腔及嵌件,热处理后耐磨性好
用于形状不太复杂的大型热塑性注射模
用于冷压加工的型腔
用于形状简单的小型模具、使用寿命不长的成型零件
用于小型精度不高、寿命不很长的模具
用于大中型、精密塑料模
(43~48)
导板模用导板
HT200、45
侧刃、挡块
45(T8A、9Mn2V)
43~48(56~60)
定位钉、定位块、挡料销
45
43~48
废料切刀
T10A、9Mn2V
58~60
导正销ﻫ
一般用途
高耐磨
T10A、9Mn2V、Cr12
Cr12MoV
56~60
60~62
斜楔、滑块
Cr6WV、CrWMn
58~62
56~58(简单)
58~61
重载拉深模
大批量小型拉深模
大批量大、中型拉深模
耐热钢、不锈钢拉深模
SiMnMo
Ni-Cr合金铸铁
Cr12MoV
65Nb(小型)
Cr12
球墨铸铁
GT-15
60~62
45~50
65~67(渗氮)
64~66
弯曲、翻边模
轻型、简单
简单易裂
轻型复杂
大量生产用
高强度钢板及奥氏体钢板
T10A
<0.3mm软料箔带
硬料箔带
小批量、简单形状
中批量、复杂形状
高精度要求
大批量生产
高硅钢片(小型)
(中型)
各种易损小冲头
T10A
7CrSiMnMoV
T10A
MnCrWV
Cr2
MnCrWV
Cr12MoV
Cr5Mo1V
Cr12
Cr12MoV
W6Mo5Cr4V
T8A
CrWMn
Cr2
9Mn2V
CrWMn
9CrWMn
HT250、Q235
45
QT400-18,ZG310-570
HT250,ZG310-570
—
—
(调质)28~32
—
—
模柄
压入式、旋入式和凸缘式
通用互换性模柄
带球面的活动模柄、垫块等
Q235、Q275
45、T8A
45
—
43~48
43~48
导柱
导套
大量生产
单件生产
用于滚动配合
20
T10A、9Mn2V
Cr12、GCr15
Cr4W2MoV
Cr12MoV
W18Cr4V
56~60(凸模)
37~40(凹模)
62~64(凹模)
48~52(凸模)
58~62
(易脆折件
56~58)
59~61
重载冲裁模
中厚钢板及高强度薄板
易损小尺寸凸模
Cr12MoV
Cr4W4MoV
W6Mo5Cr4V
Cr5Mo1V
W18Cr4V、V3N
54~56(复杂)
凹模
型芯
螺纹型芯
螺纹型环
成型镶件
成型推杆
凹模板等ﻫ
用于形状简单的小型芯、型腔
用于形状简单的、要求不高的型腔、型芯
用于形状复杂、要求热处理变形小的型腔、型芯或镶件和增强塑料的成型模具
用于高耐磨、高强度和高韧性的大型型芯、型腔等
用于形状复杂、要求耐腐蚀的高精度型腔、型芯等
用于中小型热塑性注射模
用于大中型热塑性注射模
45
淬火43~48HRC
动、定模板,动、定模座板
用于高寿命、高精度、形状复杂、大量生产的塑料模
可制光洁复杂的型腔
用于大型注射模
T8A、T10A
45、50、55、45Mn、45MnB
、45MnVB
20、15
CrWMn、9Mn2V、9SiCr
9CrWMn、Cr12
20CrMnMo、20CrMnTi、18CrMnTi、15CrMnMo
5CrMnMo、5CrW2Si、
(渗碳淬硬)56~60
56~60
62~64
固定板、卸料板、定位板
Q235(45)
(43~48)
垫板
一般用途
单位压力特大
45
T8A、9Mn2V
43~48
52~55
推板
顶板
一般用途
重要用途
Q235
45
—
43~48
顶杆
推杆
一般用途
重要用途
45
Cr6WV、CrWMn
43~48
56~60
导料 板
Q235(45)
T7A
CrWMn
Cr12MoV
Cr12MoV
9CrWMnﻫ
57~60
54~5657~605~6065~67(渗氮)
2、冲模一般零件用料及热处理要求
零件名称及其使用情况
选 用材 料
热处理硬度HRC
上模座
下模座
一般负荷一般负荷
负荷较大
负荷特大,受高速冲击
用于滚动导柱模架
用于大型模具
HT200、HT250
预硬化后时效硬化
40~45HRC
精加工后时效
淬火空冷42~53HRC
淬火空冷
二次回火43~46HRC
渗碳回火54~58HRC
调质退火21~28HRC
调质28~35HRC
淬火61~64HRC
固溶时效处理
淬火空冷42~60HRC
2.塑料模一般零件用料及热处理要求
零件名称
选用材 料
热处理硬度HRC
垫板,支承板,浇口板,锥模套
常用材料及热处理
————————————————————————————————作者:
————————————————————————————————日期:
常用模具材料及热处理
一.冲压模
1.冲模工作零件常用材料及硬度要求
模具 名称
使 用条件
推荐使用钢号
代用钢号
工作硬度HRC
轻载冲裁模
(t<2mm)ﻫ