三表法测对轮中心的原理及方法
大型机组联轴器的三表法对中找正
标示执行。
调整驱动电机联轴器端面与压缩机联轴器端面找正间隙,两端面找正间隙量为联轴器调整垫片厚度(20mm),确定电机端面与压缩机端面间隙时,必须先将电机转子磁力中心位置固定好。
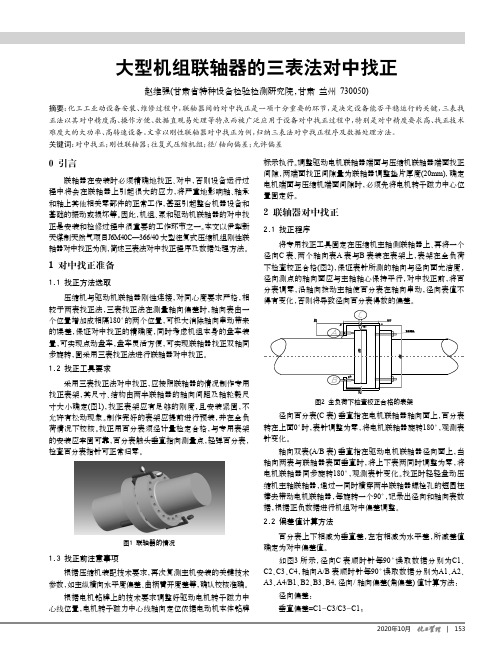
2 联轴器对中找正2.1 找正程序将专用找正工具固定在压缩机主轴侧联轴器上、再将一个径向C表、两个轴向表A表与B表装在表架上,表架在全负荷下检查校正合格(图2),保证表针所测的轴向与径向面光洁度,径向测点的轴向面应与主轴轴心保持平行,对中找正前,将百分表调零,沿轴向拨动主轴使百分表在轴向串动,径向表值不得有变化,否则将导致径向百分表得数的偏差。
图2 全负荷下检查校正合格的表架径向百分表(C表)垂直指在电机联轴器轴向面上,百分表转在上面0°时,表针调整为零,将电机联轴器旋转180°,观测表针变化。
轴向双表(A/B表)垂直指在驱动电机联轴器径向面上,当轴向两表与联轴器表面垂直时,将上下表两同时调整为零,将电机联轴器同步旋转180°,观测表针变化。
找正时轻轻盘动压缩机主轴联轴器,通过一同时横穿两半联轴器螺栓孔的短圆柱棒去带动电机联轴器,每旋转一个90°,记录出径向和轴向表数据,根据正负数据进行机组对中偏差调整。
2.2 偏差值计算方法百分表上下相减为垂直差,左右相减为水平差,所减差值确定为对中偏差值。
如图3所示,径向C表顺时针每90°读取数据分别为C1、C2、C3、C4,轴向A/B表顺时针每90°读取数据分别为A1、A2、A3、A4/B1、B2、B3、B4,径向/轴向偏差(角偏差)值计算方法:径向偏差:垂直偏差=C1-C3/C3-C1;0 引言联轴器在安装时必须精确地找正、对中,否则设备运行过程中将会在联轴器上引起很大的应力,将严重地影响轴、轴承和轴上其他相关零部件的正常工作,甚至引起整台机器设备和基础的振动或损坏等。
因此,机组、泵和驱动机联轴器的对中找正是安装和检修过程中很重要的工作环节之一。
对轮找中心的方法

旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
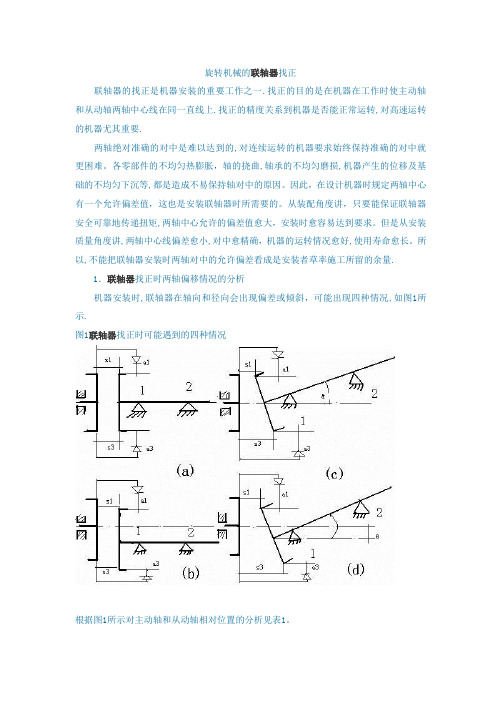
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
对轮找中心的方法[整理]
![对轮找中心的方法[整理]](https://img.taocdn.com/s3/m/d379f46f65ce0508763213dd.png)
方法汇编20XX method E旋转机械的联轴器找正联轴器的找正是机器装置的重要作业之一.找正的意图是在机器在作业时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常作业,对高速作业的机器特别重要.两轴肯定精确的对中是难以到达的,对接连作业的机器要求始终坚持精确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器发生的位移及根底的不均匀下沉等,都是形成不易坚持轴对中的原因.因而,在规划机器时规则两轴中心有一个答应差错值,这也是装置联轴器时所需求的.从装置视点讲,只需能确保联轴器安全牢靠地传递扭矩,两轴中心答应的差错值愈大,装置时愈简略到达要求。
可是从装置质量视点讲,两轴中心线差错愈小,对中愈精确,机器的作业状况愈好,使用寿命愈长。
所以,不能把联轴器装置时两轴对中的答应差错看成是装置者草率施工所留的余量。
1.联轴器找正时两轴偏移状况的剖析机器安装时,联轴器在轴向和径向会呈现差错或歪斜,或许呈现四种状况,如图1所示。
图1联轴器找正时或许遇到的四种状况依据图1所示对主动轴和从动轴相对方位的剖析见表1。
表1联轴器偏移的剖析2.丈量办法装置机器时,一般是在主机中心方位固定并调整完水平之后,再进行联轴器的找正。
通过丈量与核算,剖析差错状况,调整原动机轴中心方位以到达主动轴与从动轴既同心,又平行。
联轴器找正的办法有多种,常用的办法如下:(1)简略的丈量办法如图2所示。
用角尺和塞尺丈量联轴器外圆各方位上的径向差错,用塞尺丈量两半联轴器端面间的轴向空地差错,通过剖析和调整,到达两轴对中。
这种办法操作简略,但精度不高,对中差错较大。
只适用于机器转速较低,对中要求不高的联轴器的装置丈量。
图2 角尺和塞尺的丈量办法(2)用中心卡及塞尺的丈量办法找正用的中心卡(又称对轮卡)结构办法有多种,依据联轴器的结构,尺度挑选适用的中心卡,常见的结构图3 所示。
中心卡没有共同标准,考虑丈量和装卡的要求由钳工自行制造图3常见对轮卡型式(a)用钢带固定在联轴器上的可调理双测点对轮卡(b)丈量轴用的不行调理的双测点对轮卡(c)丈量齿式联轴器的可调理双测点对轮卡(d)用螺钉直接固定在联轴器上的可调理双测点对轮卡(e)有滑润圆柱外表联轴器用的可调理单测点对轮卡(f)有滑润圆柱外表联轴器用的可调理双点对轮卡使用中心卡及塞尺能够一同丈量联舟轴器的径向空地及轴向空地,这种办法操作简略,丈量精度较高,使用丈量的空地值能够通过核算求出调整量,故较为适用。
对轮找中心的方法1

对轮找中心的方法两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
离心式压缩机的三表法对中找正

离心式压缩机的三表法对中找正【前言】压缩机组是石化工业的重要设备,它的安装工艺复杂、精度要求高、施工难度大。
压缩机组的对中找正在机器安装过程中又是一项十分重要的环节,是决定设备运行好坏的关键。
通过对联轴器的对中找正,使机组的各轴线达到同轴的要求,消除各轴在联轴器处不应有的机械应力,减少机器的振动,降低转动部位的磨损,提高机器的效能,延长机器的使用寿命,从而使机器能够长期、平稳、正常的连续运转下去。
一、影响轴中心位移变化的因素1.温度变化。
离心式压缩机的进气端温度低,出口端由于气体在管道、机器内部摩擦和被压缩使温度升高。
根据热胀冷缩的原理,机器的出口端因受热而膨胀;驱动装置在运转过程中,温度也会升高,都会造成轴中心位移变化。
2.压缩机或汽轮机转子的挠曲。
压缩机或汽轮机转子重量很大,静止时,它的重量全部承受在气缸两端的径向轴承上,结果使转子两端翘起。
因此在安装机器时,隔段时间将转子旋转180°,正是为了消除轴弯曲,造成轴中心位移的变化。
3.机器的结构、轴中心到各支脚的高度,以及支脚的结构、材质等差异,使各处的温度、膨胀量及收缩量各不相同,导致轴中心各处的位移发生变化。
4.管道应力造成轴中心产生位移。
在安装压缩机的管道时,使用塞尺和钢板尺测量机器的法兰面与被安装管道的法兰面平行度和同心度来消除管道应力。
5.轴径、轴瓦间隙和轴浮起量的不同,产生相对位移。
6.油膜厚度不均匀,也会造成中心产生位移。
由于影响轴中心位移变化的因素很多,因此,在进行压缩机对中找正之前,要清楚影响压缩机不对中的原因。
二、离心式压缩机联轴节在空间的形式(垂直方向为例)三、离心式压缩机组对中找正前的准备在进行离心式压缩机组对中找正时,为了提高找正精度,减少找正次数,缩短工作时间,事先应做好如下准备:1.找正工具挠度值的测量。
对于联轴器距离大,所选用的找正工具较长,会产生一定的挠度,从而影响找正精度。
2.联轴器轮毂外圆晃度和端面瓢偏值的大小测量。
对轮找中心的方法
旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难。
各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因。
因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的。
从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量.1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示.图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2。
测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大.只适用于机器转速较低,对中要求不高的联轴器的安装测量.图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
泵轴对中找正(单表双打法) 三表打法

泵轴对中找正(单表双打法) 三表打法单表对中找正方法1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2 时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在 A 转子的轴头上,表杆头触到 B 转子的联轴节的外圆上时,如(E)所示,叫 A 打B,记 A →B 。
当把表架固定在 B 转子的轴头上,表杆头触到 A转子的联轴节的外园上时,如(F)所示,叫 B 打A,记 B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°\u26102X表的读数为零,盘表一周回到0°\u20301X置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4 b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?)如图所示:以垂直方向为例,假设A、B 两转子的高低差为h,联轴节的外圆半径为R。
当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最高点的实际高度为:L1=R-h (1)当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最低点与 A 转子轴心的高度差为:L2=R﹢h (2)由(2)-(1)得:L2-L1=2h h=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s 式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
对轮找中心的方法

对轮找中心的方法旋转机械的找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三表法测对轮中心原理及方法
在现场施工过程中,转动设备一般由电动机驱动旋转,电动机的旋转动能通过联轴器传输给转动设备,带动转动设备旋转。
当转动设备运行时,为保证设备平稳运行,减小设备振动及噪声,对联轴器中心偏差必须有一定要求,中心偏差越小,设备运行就越平稳。
在现场进行联轴器找中心时,施工人员由于不理解联轴器中心的调整原理,导致现场进行找中时费时费力。
现场施工进行联轴器找中往往使用三表法进行,下面就以三表法为例简要分析一下联轴器找中的具体步骤及原理。
对轮偏差包括径向偏差和端面偏差(端面张口)。
一、径向偏差和端面偏差的测量方法(重点介绍百分表法)
1、当两联轴器间距离较小时按照下图架百分表
3
2
A B
1
图1
百分表架固定在B联轴器上,表针指向A联轴器,表分表1和百分表2分别垂直指向A联轴器背面同一直径的两端,百分表3垂直轴向方向指向A联轴器顶面,三块百分表位于A联轴器的同一截面上,百分表1和百分表2距离尽量的大。
2、当联轴器间距离较大时按照以下方式架设百分表
3
2
A B
1
图2
3
2
A B
1
图3
百分表架固定在B联轴器上,表针指向A联轴器,表分表1和百分表2分别垂直指向A联轴器对面(或背面)同一直径的两端,百分表3垂直轴向方向指向A联轴器顶面,三块百分表位于A联轴器的同一截面上,百分表1和百分表2距离尽量的大。
二、联轴器偏差的读数方法及计算
根据以上方法架设好百分表,在联轴器上每隔90°作一标记,即分别在90°、180°、270°、360°位置上标记,百分表1、2、3读数分别为a、b、c,统一调整百分表的初始读数为0,然后按照顺时针(或逆时针)方向同时旋转联轴器A和B,分别读出各百分表在90°、180°、270°、360°位置处的数值,如下图所示:
b1
a1
c1b2a2
c2
b4
a4
c4
b3a3
c3
360
270
90
180
图4
设定联轴器端面偏差和径向偏差分别为X 、Y ,则: 联轴器上下张口
X 上下=[(b1+a3)-(a1+b3)]/2
联轴器左右张口
X 左右=[(a2+b4)-(b2+a4)]/2
当百分表架设在联轴器对轮背面时,X >0,则为上张口或左张口。
联轴器上下径向偏差
Y 上下=c1-c3
联轴器左右径向偏差
Y 左右=c4-c2
当Y ﹥0时,表示A 联轴器相对于B 联轴器偏高或偏左。
三、联轴器对轮偏差调整方法
1、当X=0时,联轴器只有径向偏差,无端面偏差,如图所示
A B
图5
A、B两根轴相互平行,A轴比B轴高a,则当B轴整体向上平移距离为a时,两轴中心线重合,此时联轴器连接后运行平稳。
2、当X>0时,如图
图6
设联轴器对轮直径为d,B联轴器对轮至1#支点距离为a,1#、2#支点间距为b,若只消除张口,令1#、2#支点调整量分别为y1、y2,根据相似三角形原理得
x/d=y1/a=y2/(a+b)
1)若1#支点保持不动,即y1=0,调整2#支点,如图
图7
由相似三角形得
x/d=y2/b=w/a
w---因消除张口而产生的附加径向偏差可求得y2和w,将w考虑进径向偏差内
2)若2#支点保持不动,即y2=0,调整1#支点,如图
图8
由相似三角形得
x/d=y1/b=w/(a+b)
w---因消除张口而产生的附加径向偏差可求得y1和w,将w考虑进径向偏差内
四、案例分析
令d=492mm,a=1000mm,b=1500mm
1、已知对轮A、B对轮偏差测得数据为上张口x=0.05mm,径向偏差Y向上,且对轮B 高于A0.04mm,即Y=0.04mm.通过调整对轮B消除偏差,则
1)当1#支点不变,只调整2#支点时,
x/d=y2/b=w/a
求得y2=0.15mm,w=0.01mm
故将2#支点抬高0.15mm时,两轴中心线平行,产生向下的附加径向偏差0.01mm,调整后对轮总的径向偏差Y’=Y-w=0.03mm
然后再将1#、2#支点同时抬高0.03mm。
2)当2#支点不变,只调整1#支点时,
x/d=y1/b=w/(a+b)
求得y1=0.15mm,w=0.25mm
故将1#支点降低0.15mm时,两轴中心线平行,产生向下的附加径向偏差0.25mm,调整后对轮总的径向偏差Y’=Y-w= -0.21mm,即调整后B对轮比A对轮低0.21mm.
然后再将1#、2#支点同时抬高0.21mm。
2、当张口与径向偏差方向不在同一截面上时,根据以上分析方法先消除一个方向的偏差,然后消除另一个方向的偏差。