钢珠快速锁紧装置说明书
方案(轴向快速锁紧装置)

专业班级机制本11-04设计方案报告总 5 页第页编号:产品名称光轴快速锁紧装置生产纲领件/年学生姓名程彦娜、丰利、杨振玲、曾春艳、祁鹏飞、沈建成零件名称生产批量件/月1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见:螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过长而强度不高的细螺纹的局部损伤。
紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增加了拆卸难度,又增加了轴面损伤、螺钉及套螺孔螺纹损坏的可能。
销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向调整连续性差。
综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。
为此我们要探究制造一种适于频繁拆装或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。
2、设计思路和方案力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。
依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反向自锁性)的首要保障,下图为内锥形套结构图。
当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠接触点作用的法向力使钢珠产生沿轴滚动及滑动的趋势。
为了实现该装置的反向自锁,内锥形套锥面斜度角必须满足以下两个条件:(1)淬火钢珠相对轴滚动自锁;(2)淬火钢珠相对轴滑动自锁。
下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。
右图淬火钢珠的临界自锁状态受力图。
图中: N——轴对淬火钢珠的法向反作用力;P——外力导致内锥形套通过B点作用于淬火钢珠的法向力;TA ——轴面作用于淬火钢珠的最大静摩擦力; TB ——内锥形套作用于淬火钢珠的最大静摩擦力。
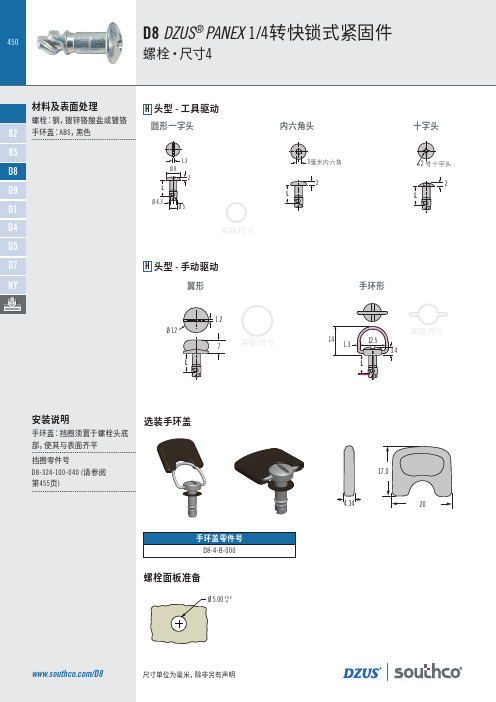
DZUS PANEX 1 4转快锁式紧固件说明书
29
23.0 23.9 23.5 24.4 19.5 20.4 20.7 21.6 21.7 22.6
30
L ±.15
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
82
85
D8
D9
D1
D4
D5
D7
NY
选择合适的紧固件: 1.选择搭扣
TMT范围: D8-334-110-190
K
最小 最大 最小 最大 最小 最大 最小 最大 最小 最大
1.0
1.9
1.5
2.4
~
~
~
~
~
~
08
2.0
2.9
2.5
3.4
~
3.0
3.9
3.5
4.4
~
4.0
4.9
4.5
5.4
~
~
~
~
~
~
09
~
0.7
1.6
1.7
2.6
10
~
1.7
2.6
2.7
3.6
11
5.0
F 表面处理 170 镀铬 190 镀锌 191 镀锌,黑色
螺栓长度表
A
B
C
D
E
TMT范围:
D8-334-400-121 D8-334-500-121
TMT范围:
D8-334-300-121 D8-334-310-121 D8-334-700-121
TMT范围: D8-334-200-190
TMT范围: D8-334-100-300
一种环形快速锁紧装置[实用新型专利]
![一种环形快速锁紧装置[实用新型专利]](https://img.taocdn.com/s3/m/01df5e5f26284b73f242336c1eb91a37f0113249.png)
专利名称:一种环形快速锁紧装置专利类型:实用新型专利
发明人:任焕,杨旭,左锋
申请号:CN202121889718.2
申请日:20210812
公开号:CN216044788U
公开日:
20220315
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种环形快速锁紧装置,包括把手、锁紧外环、内圈、拉伸弹簧、钢珠、固定座,内圈安装在环形固定座上,且与固定座同心,锁紧外环套装在内圈外,间隙配合;内圈上均布有通孔,锁紧外环上与内圈通孔相应位置处开有钢珠的卡槽,钢珠卡嵌在内圈与锁紧外环之间的卡槽内,把手安装在锁紧外环的外表面;三根拉伸弹簧均布在内圈与锁紧外环之间,每根拉伸弹簧一端固定在内圈外侧伸出端,另一端固定在锁紧外环的内侧伸出端,扳动把手,钢珠在卡槽内的运动,通过内圈上的通孔对工件进行锁紧。
申请人:中航西安飞机工业集团股份有限公司
地址:710089 陕西省西安市西飞大道一号
国籍:CN
代理机构:中国航空专利中心
代理人:杜永保
更多信息请下载全文后查看。
钢珠快速锁紧装置说明书
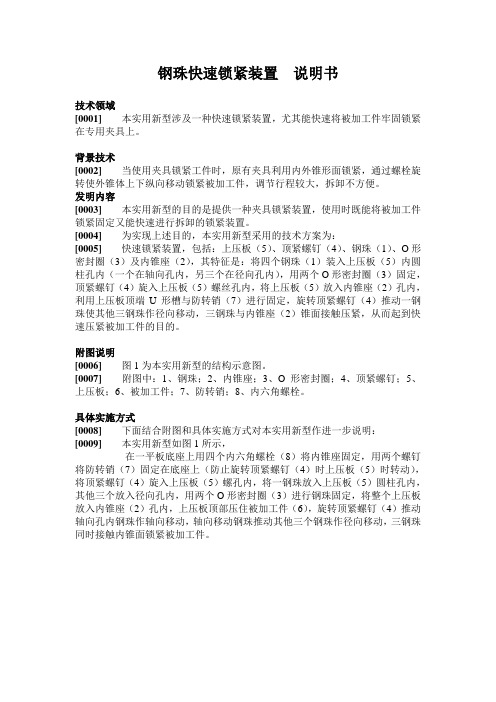
钢珠快速锁紧装置说明书技术领域[0001] 本实用新型涉及一种快速锁紧装置,尤其能快速将被加工件牢固锁紧在专用夹具上。
背景技术[0002]当使用夹具锁紧工件时,原有夹具利用内外锥形面锁紧,通过螺栓旋转使外锥体上下纵向移动锁紧被加工件,调节行程较大,拆卸不方便。
发明内容[0003] 本实用新型的目的是提供一种夹具锁紧装置,使用时既能将被加工件锁紧固定又能快速进行拆卸的锁紧装置。
[0004] 为实现上述目的,本实用新型采用的技术方案为:[0005] 快速锁紧装置,包括:上压板(5)、顶紧螺钉(4)、钢珠(1)、O形密封圈(3)及内锥座(2),其特征是:将四个钢珠(1)装入上压板(5)内圆柱孔内(一个在轴向孔内,另三个在径向孔内),用两个O形密封圈(3)固定,顶紧螺钉(4)旋入上压板(5)螺丝孔内,将上压板(5)放入内锥座(2)孔内,利用上压板顶端U形槽与防转销(7)进行固定,旋转顶紧螺钉(4)推动一钢珠使其他三钢珠作径向移动,三钢珠与内锥座(2)锥面接触压紧,从而起到快速压紧被加工件的目的。
附图说明[0006]图1为本实用新型的结构示意图。
[0007] 附图中:1、钢珠;2、内锥座;3、O形密封圈;4、顶紧螺钉;5、上压板;6、被加工件;7、防转销;8、内六角螺栓。
具体实施方式[0008] 下面结合附图和具体实施方式对本实用新型作进一步说明:[0009]本实用新型如图1所示,在一平板底座上用四个内六角螺栓(8)将内锥座固定,用两个螺钉将防转销(7)固定在底座上(防止旋转顶紧螺钉(4)时上压板(5)时转动),将顶紧螺钉(4)旋入上压板(5)螺孔内,将一钢珠放入上压板(5)圆柱孔内,其他三个放入径向孔内,用两个O形密封圈(3)进行钢珠固定,将整个上压板放入内锥座(2)孔内,上压板顶部压住被加工件(6),旋转顶紧螺钉(4)推动轴向孔内钢珠作轴向移动,轴向移动钢珠推动其他三个钢珠作径向移动,三钢珠同时接触内锥面锁紧被加工件。
轴用快速锁紧装置
轴用快速锁紧装置
李相和
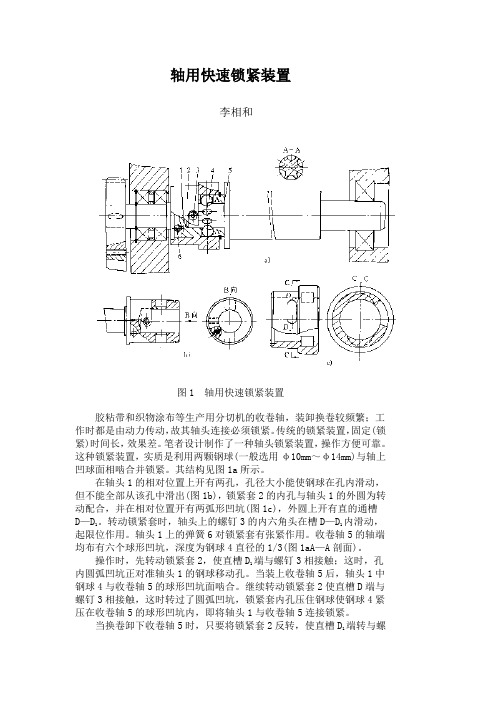
图1 轴用快速锁紧装置
胶粘带和织物涂布等生产用分切机的收卷轴,装卸换卷较频繁;工作时都是由动力传动,故其轴头连接必须锁紧。
传统的锁紧装置,固定(锁紧)时间长,效果差。
笔者设计制作了一种轴头锁紧装置,操作方便可靠。
这种锁紧装置,实质是利用两颗钢球(一般选用φ10mm~φ14mm)与轴上凹球面相啮合并锁紧。
其结构见图1a所示。
在轴头1的相对位置上开有两孔,孔径大小能使钢球在孔内滑动,但不能全部从该孔中滑出(图1b),锁紧套2的内孔与轴头1的外圆为转动配合,并在相对位置开有两弧形凹坑(图1c),外圆上开有直的通槽
D—D
1。
转动锁紧套时,轴头上的螺钉3的内六角头在槽D—D
1
内滑动,
起限位作用。
轴头1上的弹簧6对锁紧套有张紧作用。
收卷轴5的轴端均布有六个球形凹坑,深度为钢球4直径的1/3(图1aA—A剖面)。
操作时,先转动锁紧套2,使直槽D
1
端与螺钉3相接触;这时,孔内圆弧凹坑正对准轴头1的钢球移动孔。
当装上收卷轴5后,轴头1中钢球4与收卷轴5的球形凹坑面啮合。
继续转动锁紧套2使直槽D端与螺钉3相接触,这时转过了圆弧凹坑,锁紧套内孔压住钢球使钢球4紧压在收卷轴5的球形凹坑内,即将轴头1与收卷轴5连接锁紧。
当换卷卸下收卷轴5时,只要将锁紧套2反转,使直槽D
1
端转与螺
钉3相接触,收转轴5即可卸下。
作者通联:江阴化工一厂江苏江阴市人民中路295号214400。
方案(轴向快速锁紧装置)
专业班级机制本11-04设计方案报告总 5 页第页编号:产品名称光轴快速锁紧装置生产纲领件/年学生姓名程彦娜、丰利、杨振玲、曾春艳、祁鹏飞、沈建成零件名称生产批量件/月1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见:螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过长而强度不高的细螺纹的局部损伤。
紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增加了拆卸难度,又增加了轴面损伤、螺钉及套螺孔螺纹损坏的可能。
销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向调整连续性差。
综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。
为此我们要探究制造一种适于频繁拆装或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。
2、设计思路和方案力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。
依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反向自锁性)的首要保障,下图为内锥形套结构图。
当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠接触点作用的法向力使钢珠产生沿轴滚动及滑动的趋势。
为了实现该装置的反向自锁,内锥形套锥面斜度角必须满足以下两个条件:(1)淬火钢珠相对轴滚动自锁;(2)淬火钢珠相对轴滑动自锁。
下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。
右图淬火钢珠的临界自锁状态受力图。
图中: N——轴对淬火钢珠的法向反作用力;P——外力导致内锥形套通过B点作用于淬火钢珠的法向力;TA ——轴面作用于淬火钢珠的最大静摩擦力; TB ——内锥形套作用于淬火钢珠的最大静摩擦力。
快速轴用锁紧器(气动型)说明书
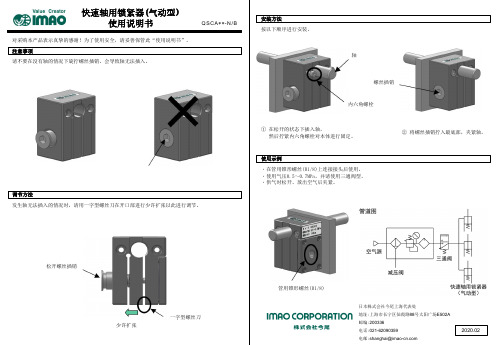
快速轴用锁紧器(气动型)使用说明书QS CA **-N/B 对采购本产品表示真挚的感谢!为了使用安全,请妥善保管此“使用说明书”。
安装方法日本株式会社今尾上海代表处地址:上海市长宁区仙霞路88号太阳广场E502A 邮编:200336
电话:************电邮:********************
2020.02
注意事项
请不要在没有轴的情况下旋拧螺丝插销。
会导致轴无法插入。
调节方法
使用示例发生轴无法插入的情况时,请用一字型螺丝刀在开口部进行少许扩张以此进行调节。
松开螺丝插销
一字型螺丝刀
少许扩张按以下顺序进行安装。
①在松开的状态下插入轴,然后拧紧内六角螺栓对本体进行固定。
②将螺丝插销拧入最底部,夹紧轴。
轴内六角螺栓螺丝插销・在管用锥形螺丝(R1/8)上连接接头后使用。
・使用气压0.5~0.7MPa ,并请使用三通阀型。
・供气时松开、放出空气后夹紧。
管用锥形螺丝(R1/8)。
快速锁紧装置报告
快速锁紧装置报告专业班级学生姓名 1、应用物理 10 级张隽祎,张刘志,张仕进,张文杰陈少华,赵帅,卢利香,高延静总2 页第1 页编号:生产纲领生产批量件/年件/月设计方案报告产品名称零件名称光轴轴向快速锁紧装置锁紧套设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见。
但传统设计装置存在不少不足之处,为提高轴向锁紧的精密性与可靠性,并且操作方便,现设计一光轴轴向快速锁紧装置来提高锁紧效率。
2、 1) 2) 3) 4) 5) 6) 7) 8)设计思路和方案掌握光轴轴向快速锁紧装置结构特点和工作原理;熟悉光轴轴向快速锁紧装置锁紧套的结构:外套、内锥形套、淬火钢珠、内套、弹簧、拉帽;根据技术要求初步提出设计方案并对其分析评价,选出最佳方案;根据设计方案进行原理性设计,利用机构的自锁性进行受力分析并加以校核;依据设计方案绘制零件图及装配图;绘制零件三维图,进行模拟仿真;选择合适材料,根据设计图纸加工制造出各个零件;对加工的零件进行组装校核。
3、设计结果 1) 满足技术和工艺要求; 2) 操作简单、便捷,工作效率高。
3、总结和体会此锁紧装置能够实现轴向快速锁紧,操作简单方便、效率高,满足多方面性能要求。
与传统锁紧装置相比,精度和自锁性能较好,但加工成本较高。
1专业班级应用物理 10 级张隽祎,张刘志,张仕进,张文杰陈少华,赵帅,卢利香,高延静总2 页第1 页光轴轴向快速锁紧装置锁紧套编号:生产纲领生产批量件/年件/月工程管理报告产品名称零件名称学生姓名一、单件生产1、生产过程组织:(1)生产过程的空间组织:采用工艺原则,在零件加工中,将各个车间合理的利用起来,指定小组成员在不同车间完成指定的零件加工。
(2)生产过程的时间组织:采用平行顺序移动方式。
首先组织不同的人加工不同的零件,先完成的零件送到装配车间,将能装配的部分先进行装配。
浅谈两端钢球快锁微矩形连接器锁紧设计

浅谈两端钢球快锁微矩形连接器锁紧设计本文通过对一种微矩形连接器的快锁结构原理介绍,从该种连接器的设计背景及较常规微矩形连接器的优点及应用前景出发,对连接器快锁结构进行分析,材料选择、及耐环境性能分析、并对连接器相关可靠性试验进行验证进行阐述。
主题词:微矩形快锁锁紧结构引言现代及未来战争对军用电子装备提出了小型化、集成化要求的同时,随之而来的要求连接器也要求小型化。
然在连接器日趋越小的同时,连接器的对接可靠及操作方便更成为人们关注的焦點。
在连接器自身较小,对接后连接器的保持力不足以保证设备在严酷的力学环境下可靠工作时,为保证连接器的传输可靠,连接器需有锁紧机构从而提供连接器的对接保持力。
然,从传统的中心锁紧机构连结来看,连接器的锁紧机构所要求的空间很大,不适用于微型连接器的设计。
若采用传统的连接器两端螺钉拧紧方式也同样存在缺点:其一,连接器的较小即安装空间同样较小,所以产品对接后操作会存在干涉等不便;其二,连接器在分离是同样需拆卸螺钉,而不能及时使连接器分离。
针对以上问题,钢球快锁自保持矩形电连接器能很有效的克服现有只保持电连接器存在的缺点,钢球快锁自保持矩形电连接器不但能很有效的实现自保持连接器的自动锁紧与分离公能,而且可以较为精确的调节和控制锁紧力与分离力,同时具有较高的可靠性。
1两端钢球快锁结构设计1.1原理简介连接器的锁紧分离结构如图1所示,连接器锁紧结构端可通过调节螺钉的拧入深度调节弹簧压缩量从而调节钢球解锁力,另一端在外壳上加工凹槽,使钢球在弹簧弹力作用下将钢球压缩在凹槽内从而实现锁紧,再者当调节螺钉的拧入深度将压缩弹簧压缩到并圈时即实现连接器两端锁死功能。
连接器对接时,钢球首先受到挤压后退到与外壳齐平,待钢球到凹槽处时钢球在弹簧弹力作用下卡入凹槽内从而使产品实现锁紧,从而实现产品的快速锁紧功能,提高连接器的接触可靠性能。
分离时,在连接器一端施加沿对接反方向力,则另一端外壳凹槽台阶会给予插头钢球反向压力分力,待压力分力超过弹簧对钢球施加的弹力时,钢球压缩弹簧至钢球退出插座圆形槽,从而实现连接器插头与插座的快速分离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢珠快速锁紧装置说明书
技术领域
[0001] 本实用新型涉及一种快速锁紧装置,尤其能快速将被加工件牢固锁紧在专用夹具上。
背景技术
[0002]当使用夹具锁紧工件时,原有夹具利用内外锥形面锁紧,通过螺栓旋转使外锥体上下纵向移动锁紧被加工件,调节行程较大,拆卸不方便。
发明内容
[0003] 本实用新型的目的是提供一种夹具锁紧装置,使用时既能将被加工件锁紧固定又能快速进行拆卸的锁紧装置。
[0004] 为实现上述目的,本实用新型采用的技术方案为:
[0005] 快速锁紧装置,包括:上压板(5)、顶紧螺钉(4)、钢珠(1)、O形密封圈(3)及内锥座(2),其特征是:将四个钢珠(1)装入上压板(5)内圆柱孔内(一个在轴向孔内,另三个在径向孔内),用两个O形密封圈(3)固定,顶紧螺钉(4)旋入上压板(5)螺丝孔内,将上压板(5)放入内锥座(2)孔内,利用上压板顶端U形槽与防转销(7)进行固定,旋转顶紧螺钉(4)推动一钢珠使其他三钢珠作径向移动,三钢珠与内锥座(2)锥面接触压紧,从而起到快速压紧被加工件的目的。
附图说明
[0006]图1为本实用新型的结构示意图。
[0007] 附图中:1、钢珠;2、内锥座;3、O形密封圈;4、顶紧螺钉;5、上压板;6、被加工件;7、防转销;8、内六角螺栓。
具体实施方式
[0008] 下面结合附图和具体实施方式对本实用新型作进一步说明:[0009]本实用新型如图1所示,
在一平板底座上用四个内六角螺栓(8)将内锥座固定,用两个螺钉将防转销(7)固定在底座上(防止旋转顶紧螺钉(4)时上压板(5)时转动),将顶紧螺钉(4)旋入上压板(5)螺孔内,将一钢珠放入上压板(5)圆柱孔内,其他三个放入径向孔内,用两个O形密封圈(3)进行钢珠固定,将整个上压板放入内锥座(2)孔内,上压板顶部压住被加工件(6),旋转顶紧螺钉(4)推动轴向孔内钢珠作轴向移动,轴向移动钢珠推动其他三个钢珠作径向移动,三钢珠同时接触内锥面锁紧被加工件。
钢珠快速锁紧装置说明书附图
图 1。