车身调整装配夹具的设计
汽车车身焊装夹具设计
汽车车身焊装夹具设计汽车焊接生产线是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。
设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。
汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。
下面就汽车车身焊装夹具设计做一些探讨。
一、生产纲领生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。
只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,应考虑如下特点:1、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
以轿车车身大侧围外板为例,一般材料厚度为0.7~0.8mm,绝大多数是0.8mm,拉延形成空腔后,刚性非常差,当和内板件焊接形成侧围焊接总成后才具有较强的刚性。
车身件夹具结构设计以及调试经典干货

g、焊钳的选用及3D 模拟是否满足焊接要求。
会签完成双方签署会签纪要,确定问题点整改完成时间。夹具厂家问题点 整改完成后需提交给ME进行确认,经确认问题点全部整改完成才可出2D 图,下料加工。
5、 夹具气路逻辑回路图设计 夹具每步动作都由一个按钮阀单独控制,先后顺序必须有逻辑互锁,防止 误动作。 同一打开动作的极限开关一般安装在有定位销的压头上,如有多个带有 定位销的压头必须每个上都有极限开关,SWING 机构的第二次动作的打开 必须每个气缸都有极限开关,手动进机构必须每个都有极限开关。
b、钣件在夹具上的上、下件方不方便或是否可行,是否需要钣件导向 、顶升器、有的机构是否需要手动进等;
c、夹具的作业性是否可行(人员的操作位置、操作盘的位置、夹具作 业高度、焊钳操作位置等);
d、上下工位的定位基准是否统一(定位销圆、菱性、定位面位置等) ;
四、夹具3D结构会签
e、夹具的气路动作设计是否满足要求;
冲压件资源及状态满足要求
准备 工作
水、电、气具备使用条件 C02、点焊机、焊钳等相关设备具备使用条件
车身检测表理论值核对下发
调试人员到位 初版工艺文件完成
六、夹具调试
2、第一轮调试(功能性调试)
➢夹具功能检查:夹具动作顺序,装件顺序是否合理;夹具与钣金干涉现象分析 及消除;主定位与辅定位的分布是否合理;
二、焊装式样书会签
2.4简易夹具3D设计
随着3D 软件使用的普及,现国内外很多较先进的汽车厂已经开始使用 3D 软件进行简易夹具设计,使方案设计更直观化,更早的发现结构设计可 能存在的问题。
三、夹具3D结构设计
3、 夹具3D结构设计
夹具仕样书方案会签完成后便可进行夹具3D 结构图的设计。
汽车车身焊装夹具设计概述

汽车车身焊装夹具设计概述汽车车身焊装夹具是汽车制造中不可或缺的工具之一。
它在汽车的生产过程中起到了重要的作用,能够确保汽车车身的质量和稳定性。
本文将对汽车车身焊装夹具的设计进行概述,包括其定义、分类、设计原则和注意事项。
一、汽车车身焊装夹具的定义汽车车身焊装夹具是用于夹持汽车车身零部件的工具,它能够将零部件固定在正确的位置上,以便进行焊接和装配操作。
它由夹持机构、定位机构和支撑机构等部分组成,能够确保汽车车身的精确定位和稳定固定。
二、汽车车身焊装夹具的分类1.按照夹持方式分类:夹紧式夹具和真空吸盘式夹具。
夹紧式夹具通过夹紧零部件来固定,适用于结构坚固的零部件;真空吸盘式夹具通过负压将零部件吸附在夹具表面,适用于表面光滑的零部件。
2.按照应用领域分类:车身固定夹具和装配夹具。
车身固定夹具用于固定整个车身,在焊接过程中保持车身的稳定;装配夹具用于夹持和定位车身的零部件,保证零部件的正确装配位置和质量。
三、汽车车身焊装夹具的设计原则1.精确定位:夹具需要能够对零部件进行准确的定位,以保证焊接和装配的精确度。
2.稳定夹持:夹具需要能够稳定地夹持零部件,防止其在焊接过程中发生位移和震动。
3.易于操作:夹具的设计应尽量简单,方便操作人员使用,提高工作效率。
4.刚性要求:夹具需要具有足够的刚性,能够承受焊接过程中的应力和力量,确保零部件的稳定性和焊接质量。
5.安全性要求:夹具应符合安全规范,减少操作过程中的安全隐患,保障操作人员的安全。
四、汽车车身焊装夹具的设计注意事项1.夹具结构要合理:夹具的结构设计应根据零部件的形状和特性进行合理的布局,保证夹具能够夹持零部件的关键点,同时尽量减少夹具的重量。
2.夹具表面要光滑:夹具表面的光滑程度会影响真空吸盘式夹具的吸附效果,因此需要保证夹具表面的光滑度和质量。
4.考虑可拓展性:夹具的设计应该具有可拓展性,能够适应不同型号和规格的汽车车身零部件的夹持和装配需求。
汽车车身焊装夹具设计是汽车制造中不可或缺的一部分。
汽车车身焊装夹具设计概述
汽车车身焊装夹具设计概述一、汽车车身焊装夹具的概念汽车车身焊装夹具是用于固定汽车车身焊接部件的一种专用工装设备,它能够确保焊接部件的正确位置和角度,保证焊接的质量和精度。
它主要包括夹具主体、夹具夹具和定位元件等部件,可以根据焊接部位的不同,设计相应的夹具结构和功能。
二、汽车车身焊装夹具设计的原则1. 精准度和稳定性:夹具设计必须保证焊接部件的精准度和稳定性,确保焊接的质量和一致性。
2. 生产效率和灵活性:夹具设计要考虑生产效率和灵活性,以适应不断变化的焊接需求和车型种类。
3. 成本控制和可维护性:夹具设计要尽可能控制成本,降低制造和维护成本,并考虑夹具的可维护性和寿命问题。
三、汽车车身焊装夹具的主要类型1. 手工夹具:手工夹具是最基础的夹具类型,主要用于小批量生产和定制车型,需要人工操作和调整。
2. 气动夹具:气动夹具利用气动装置实现夹紧和释放的功能,适用于中小型车身焊装生产线。
3. 液压夹具:液压夹具采用液压系统实现夹紧和释放的功能,适用于大型车身焊装生产线。
4. 智能夹具:智能夹具结合了传感器、控制系统和机电一体化技术,能够实现自动调整和自适应功能,适用于高效率、高精度的大规模生产。
四、汽车车身焊装夹具设计流程1. 确定夹具类型:根据焊接部位和生产需求,确定适合的夹具类型,包括手工夹具、气动夹具、液压夹具和智能夹具。
2. 确定夹具结构:根据焊接部位的形状和特点,设计夹具结构和功能,包括夹具主体、夹具夹具、定位元件等部件。
3. 材料选型和制造:选择适合的材料和制造工艺,既要考虑夹具的强度和刚度,又要兼顾制造成本和周期。
4. 装配调试和调整:对设计好的夹具进行装配和调试,确保夹具的稳定性和精确度,以便进行后续的生产。
5. 生产应用和维护保养:将设计好的夹具投入生产应用,不断进行维护保养和改进优化,持续提高生产效率和质量。
五、结语汽车车身焊装夹具设计是汽车焊装工艺中非常重要的一环,它直接影响着汽车焊接质量和生产效率。
汽车车身焊装夹具设计概述

汽车车身焊装夹具设计概述【摘要】汽车车身焊装夹具设计是汽车生产中至关重要的环节,它直接影响着汽车的质量和生产效率。
夹具设计的重要性在于能够确保车身零部件在焊接过程中的精准位置,避免因位置不准确导致的焊接质量问题。
汽车车身焊装夹具通常可以分为定位夹具、夹紧夹具和支撑夹具等不同类型,每种类型都有其特定的应用场景。
在设计汽车车身焊装夹具时,需要遵循一定的原则,如提高夹具的刚性和稳定性、考虑可靠性和易用性等。
设计流程包括需求分析、方案设计、构造设计、工艺设计和试制等环节。
而汽车车身焊装夹具的应用涵盖了车身结构件焊接、焊接装配和流水线生产等多个方面。
展望未来,随着汽车技术的不断发展,汽车车身焊装夹具设计将继续朝着智能化、自动化的方向发展,以提高生产效率和产品质量。
汽车车身焊装夹具设计是汽车制造领域中不可或缺的环节,其发展前景可期。
【关键词】汽车车身、焊装夹具设计、重要性、分类、原则、流程、应用、发展前景、总结1. 引言1.1 汽车车身焊装夹具设计概述汽车车身焊装夹具设计是在汽车制造工艺中起着至关重要的作用的。
夹具设计的好坏直接影响到汽车的质量和生产效率,因此在汽车制造领域,车身焊装夹具设计被视为至关重要的一环。
汽车车身焊装夹具设计需要考虑到多种因素,包括车身结构、焊接点的位置、焊接工艺要求等。
通过合理设计夹具,可以使得焊接过程更加精确和高效,避免因为瑕疵而导致车身质量问题,提高生产效率。
在汽车制造中,汽车车身焊装夹具可以根据其功能和结构的不同来分类,主要包括定位夹具、固定夹具、支撑夹具、夹持夹具等。
每种夹具在焊装过程中都有着不可或缺的作用。
需要注意的是,在汽车车身焊装夹具设计过程中,应当遵循一定的设计原则,如合理布局、结构简洁、易于操作等。
设计流程也应该遵循一定的步骤,包括需求确认、方案设计、试验验证等。
汽车车身焊装夹具在实际生产中有着广泛的应用,不仅可以用于大型汽车的焊装,还可以用于小型汽车和特种车辆的制造。
汽车车身焊装夹具设计概述

汽车车身焊装夹具设计概述车身焊装夹具设计是汽车生产线上非常重要的一环,它们用于固定和连接车身部件,确保生产过程中的准确性和稳定性。
本文将对汽车车身焊装夹具设计进行概述,包括设计要求、设计过程、常用设计软件以及设计流程等方面进行详细介绍。
一、设计要求车身焊装夹具设计的主要要求包括以下几个方面:1.准确性:夹具应具有很高的准确性,能够确保焊装过程中不发生偏差和错位。
2.稳定性:夹具应能够稳定地固定车身部件,以进行焊接等操作。
3.可操作性:夹具应易于操作,并且能够适应不同车身部件的夹持。
4.可靠性:夹具的设计应具有足够的强度和刚度,以确保工作时不产生变形或破坏。
5.安全性:夹具应符合相关安全标准,并且在使用过程中不会对人员造成伤害。
二、设计过程车身焊装夹具设计的一般流程如下:1.需求分析:根据生产线的需求和具体车型的要求,确定夹具的功能和使用条件。
2.方案设计:根据需求分析的结果,制定初步夹具设计方案。
包括夹具的整体结构、夹持方式、工作面积、夹持力等。
3.详细设计:在方案设计的基础上,进一步进行详细设计。
包括夹具各个部件的尺寸、材料选择、连接方式等。
4.制造与装配:按照设计要求制造夹具各个部件,并进行装配和调试。
5.试用与调整:在实际生产线上试用夹具,并根据使用情况进行调整和改进。
6.验收与使用:夹具通过验收后,正式投入使用。
三、常用设计软件进行车身焊装夹具设计时,常用的设计软件包括:1.Catia:该软件是一种三维设计软件,具有强大的建模和分析功能,适合进行夹具的结构设计和分析。
2.Autodesk AutoCAD:这是一种二维绘图软件,适合进行夹具的细节设计和图纸制作。
3.Solidworks:该软件具有强大的三维建模和装配功能,适合进行夹具的三维设计和装配模拟。
总结:车身焊装夹具设计是汽车生产线上不可或缺的一部分,它们的设计旨在确保车身部件在焊装过程中的准确性和稳定性。
设计夹具需要考虑准确性、稳定性、可操作性、可靠性和安全性等要求,并遵循一定的设计流程。
浅谈白车身焊装夹具设计要点分析
浅谈白车身焊装夹具设计要点分析
白车身焊装夹具是汽车生产中常用的工装设备,主要用于固定和定位车身零部件,使
其在焊接过程中达到精确的配合度和位置。
其设计质量直接影响到焊接质量和生产效率。
下面将从几个要点分析白车身焊装夹具的设计。
一、夹具的功能需求
白车身焊装夹具的主要功能是固定和定位车身零部件。
在设计夹具时,要充分考虑零
部件的形状、尺寸、重量等因素,确保夹具能够稳定可靠地固定零部件,并准确定位。
同
时还需要考虑夹具的多样性和可调性,以适应不同型号的车辆生产需求。
二、夹具的刚度和稳定性
夹具的刚度和稳定性对于保证焊接质量至关重要。
夹具在使用过程中要能够承受所需
的夹持力和挠度,不产生变形或松动,以确保零部件的精确位置和配合度。
在夹具设计中,需要采用合适的材料和结构,同时考虑到夹具的重量和刚度之间的平衡。
三、夹具的操作性和安全性
夹具的设计应便于操作和调整,能够方便、快捷地进行零部件的固定和定位。
在夹具
的安全性方面,要考虑到操作人员的安全和舒适性,尽可能减少夹具操作对人的伤害和疲劳。
夹具本身也要具备良好的稳定性和抗倾覆性,确保夹具在使用过程中不会发生意外事故。
白车身焊装夹具的设计要点分析包括功能需求、刚度和稳定性、操作性和安全性、可
靠性和维修性等多个方面。
在设计过程中,需要充分考虑到零部件的特性和生产的要求,
以提高夹具的适应性和实用性。
通过合理的设计和制造,能够提高车辆生产的效率和质量,降低生产成本,促进企业的发展。
浅析车身焊装夹具的设计策略

浅析车身焊装夹具的设计策略摘要:汽车车身的整体结构将取决于其焊接工艺和工装设计,汽车的安全性也在很大程度上取决于此。
如果车身焊接工艺精湛,工装设计精良,不仅汽车的整体美观性更好,安全性也更高,从而有效满足用户对汽车的使用要求。
因此,相关工作人员在进行车身焊接和工装设计的工作环节时,必须严格遵循相关原则和工艺规范,防止焊接过程中汽车变形的增加。
关键词:汽车车身焊接;工艺分析;工装设计;新时期下汽车工业的发展前景十分良好,对于汽车焊接的要求也越来越高,因此相关汽车制造企业对其车身焊接工艺技术不断进行改进和提升,以满足消费者对于汽车日益增长的要求。
一、汽车车身焊装夹具的作用及组成汽车车身本身的形状设计较为复杂、构图精准程度难以把控,刚性性能差、十分容易出现变形,而且,车身的尺寸也会直接影响汽车在进行后期装配过程当中的效率与质量,这其中的焊接装配工艺本身在车身的成形过程当中起到重要的作用,是保障车身的精度准确的重要工艺。
为了提高车身焊接的质量水平,车身的焊装夹具在进行焊接装配当中起到至关重要的作用,是在进行汽车车身焊接设计时不可缺少重要保障,因此,合理的汽车车身焊装夹具设计,能够帮助汽车车身实现流水线生产,有效的降低汽车的焊接装配时间,减少由于夹具的设计原因而导致的汽车质量与装配效率低下的问题。
汽车焊装夹具本身是在进行汽车车身生产过程当中的辅助工具,能够将工作元件迅速的进行定位,实现精准固定,将元件进行准确的焊装。
焊接夹具是在进行金属结构的焊接当中,不可或缺的工具,属于焊接工艺当中的核心工艺,在焊接过程中主要起固定、夹持作用,以保证焊接产品的形状与尺寸能够满足前期的设计要求。
焊工在进行实际的焊接操作时,使用夹具作为辅助,能够有效的减少焊接所耗费的时间。
焊装夹具的内部组成一般分为三部分元件构成,其中包括基础元件、符合标准元件与外购元件,其中基础元件包含有用来做支撑的元件、负责夹紧的元件与重要型板等;符合标准元件主要包含角座、调整垫片;外购元件主要以轴套为主。
车身前底板夹具的设计

车身前底板夹具的设计摘要本文在查阅相关文献的基础上,以汽车白色车身前底板焊装设备为研究对象,采用模块化方法设计出一种可以快速切换工位,高效率的前底板焊装夹具。
利用CATIA V5中机械设计模块的零件设计进行绘制3D夹具零件图,分析所给的定位点加紧点,依次设计限位块、连接件、立板到一个夹具单元,并由多个夹具单元组成一套可以实现车体定位加紧的焊装夹具,并装配完成本设计内容。
发现设计过程中的不足之处并及时改正,进一步提高设计精度。
基于CATIA V5的地板夹具设计提高了夹具设计的效率,弥补了传统建模的不足。
经过现场实际运用后的反馈来看这款夹具工装确实发挥到它应有的功能,定位精准、加紧可靠,根据汽车地板件来进行夹具的设计具有重要的实际价值。
关键词:CATIA V5;夹具设计;焊装1 前言1.1 白车身的定义白车身的定义:按照车身术语标准和教科书上的定义,是指车身结构件及覆盖件焊接总成,并包括前翼板、车门、发动机罩、行李箱盖,但不包括附件及装饰件的未涂漆的车身。
并包含前翼板、车门、发动机盖、行李箱盖板等,但并不包含附件和装饰部件的未涂装的车体。
涂装后的全白车身再加上内外装饰系统(包括仪表板、座椅、风挡玻璃、地毯、内饰护板等)和电子电器系统(音响、线束、开关等),再加上底盘系统(包括制动、悬架系统等),再加上动力总成系统(包括发动机、变速箱等)就构成了整车。
1.2 底板件材料及焊接方法汽车的地板件焊接材料是由低碳钢材料中的冷轧钢板以及镀了锌的钢板组合而成。
这两种材料的可焊性都比较好,在大多数的焊接方法中都比较合适,但是也有其缺点由于板件较薄,因此这两种材料刚性都比较差、焊接时容易变形。
在结构方面,焊接零散的部件大多数都是具有空间曲面的冲压成形件,在形状和结构上一般都比较复杂。
特别是型腔特别深的冲压件,除了存在因为刚性比较差而引起的变形外,还存在回弹式的变形。
这几点细节都应该是夹具设计中必须要考虑的范围。
汽车白车身焊接方法主要是二氧化碳气体保护焊和电阻焊。
汽车车身焊装夹具的设计对策
汽车车身焊装夹具的设计对策摘要:近年来,随着汽车制造技术的不断发展,机器人视觉抓件技术由于其高柔性和高效率的优势,近几年来不断被应用到各汽车厂家的焊装作业中。
从钣金件到门盖总成件的抓取和装配,其技术也日趋成熟。
虽然视觉技术和机器人抓件有机的结合,能最大程度释放机器人的柔性能力,但在实际的应用过程中仍然存在许多问题需要进行解决。
关键词:汽车车身;焊装夹具;设计对策引言汽车是一个集成了车身结构、电子电气、管路系统、内外饰系统和底盘悬架系统等综合性能结合体的装置。
其中车身结构是整个装置的基础,其他子系统都是安装在车身上的附属装置。
附属装置需要通过安装点固定在车身上,目前大多数都是通过螺栓连接固定,因此需要提前在车身相应位置植焊螺柱或者螺母。
1汽车焊装夹具概述汽车焊装夹具是一种在汽车制造厂作为工装夹具使用的设备,用于实现焊件的精准定位、固定夹紧和支撑辅助等一系列操作的机械设备。
依据焊件的不同,该焊装夹具的类型一般不同。
汽车焊装夹具就是在进行焊件过程中作为工艺辅助,确保车身焊件上焊接部位所在的位置固定不动工装夹具。
近些年来,消费者不断追求汽车性能高品质和高舒适度下,汽车各个零部件在朝着简洁化和轻量化发展。
对车身的外表、结构以及材料等有了新的要求,这也意味着焊接方法需要进一步优化。
在焊接零件生产中,优秀的的焊装夹具往往可以节约生产时间,减轻工人劳动强度,在大型汽车企业,一般多功能的焊装夹具使用更多,大大提高车间的生产效率。
本文主要围绕设计汽车车身通用的焊装夹具,介绍焊装夹具的构造组成及设计思路,工件的尺寸精度及材料的选用。
希望可以在目前车间焊接工艺有待提高的现状下,做出调整及改进,以适应不断更新换代的智能化发展需求。
2汽车车身焊装夹具的设计对策2.1侧围内外板高节拍柔性预装方案侧围预装工位是主焊线生产的第一序,是总拼工位的前提。
在侧围内板的预装工位中,需要在侧围内板上完成和地板搭接位置的涂胶工艺以及和地板连接的搭扣工艺。
浅谈白车身焊装夹具设计要点分析

浅谈白车身焊装夹具设计要点分析白车身焊装夹具设计是指为了完成汽车车身焊接过程中的定位、支撑、固定等工作而设计的一种专用工装。
夹具设计的好坏直接影响到焊装工艺的稳定性、生产效率和产品质量。
了解白车身焊装夹具设计要点对于提高焊装工艺水平具有重要意义。
1. 确定夹具的结构形式:白车身焊装夹具的结构形式有很多种,如单点夹具、直线导轨夹具、工作台夹具等。
在选择夹具的结构形式时,需要考虑到生产工艺的要求、焊装工位的布置等多方面因素。
2. 确定夹具的定位方式:夹具的定位方式有机械定位和气动定位两种。
机械定位可以提高夹具的稳定性和定位精度,而气动定位则可以提高夹具的调整速度和生产效率。
在确定定位方式时,需要综合考虑夹具的使用频率、焊装工艺的要求等因素。
3. 设计夹具的夹紧方式:夹具的夹紧方式有手动夹紧、自动夹紧和液压夹紧三种。
手动夹紧方式简单可靠,但生产效率较低;自动夹紧方式可以提高生产效率,但对于夹紧力的控制要求较高;液压夹紧方式可以实现夹紧力的精确控制,但设备成本较高。
在选择夹紧方式时,需要根据实际情况进行综合考虑。
4. 考虑夹具的调整范围:夹具的调整范围包括长度、宽度和高度等方面。
在设计夹具时,需要考虑到不同型号车身的焊装要求,合理确定夹具的调整范围,以适应不同车型的生产需求。
5. 考虑夹具的重量和刚度:夹具的重量和刚度对于焊装工艺的稳定性和生产效率有着重要影响。
夹具的重量要适中,以便操作人员能够方便地进行操作;夹具的刚度要足够,以保证焊装过程中不会出现变形和震动等问题。
6. 考虑夹具的可靠性和维护性:夹具在使用过程中需要经过多次调整和更换,因此夹具的可靠性和维护性尤为重要。
夹具的结构要简单,易于拆装和更换,能够方便地进行维护和保养,以提高夹具的使用寿命和可靠性。
白车身焊装夹具设计要点包括选择合适的结构形式和定位方式、合理设计夹具的夹紧方式和调整范围、考虑夹具的重量和刚度、以及注重夹具的可靠性和维护性等方面。
汽车车身焊装夹具设计概述
汽车车身焊装夹具设计概述
汽车车身焊装夹具是用于汽车车身焊装过程中的零部件定位和固定的工具,在整个汽车制造过程中起到至关重要的作用。
车身焊装夹具的设计要考虑到汽车车身的形状和结构以及焊装工艺的要求,确保零部件的定位准确、稳定和可靠。
汽车车身焊装夹具设计的首要考虑因素是车身结构和形状。
不同型号的汽车车身具有不同的外形和结构特点,因此设计过程中必须充分理解汽车车身的结构和形状,以便确定合适的夹具类型和设计方案。
焊装工艺的要求也是设计夹具时需要考虑的重要因素。
不同的焊装工艺需要不同的夹具设计和操作方式,因此在设计过程中要考虑焊接的位置、角度和方向等因素,确保夹具能够满足焊装工艺的要求。
在汽车车身焊装夹具设计中,也需要考虑到夹具的结构和材料选择。
夹具的结构应该简单、坚固,便于安装和拆卸,并且具有一定的调整和固定功能。
材料的选择可以根据夹具的使用环境和负荷要求进行选择,一般使用高强度的钢材或铝合金。
还需要考虑到夹具的精度要求和使用寿命。
夹具的定位精度直接关系到车身焊装的质量和精度,所以夹具的设计要保证定位的准确性。
夹具的使用寿命也是一个重要的考虑因素,一般应该确保能够使用多次,并且能够经受长时间的工作。
在汽车车身焊装夹具设计中,还需要进行必要的试验和验证。
通过实际的焊装工艺和装配工艺试验来验证夹具的可行性和有效性,以确保夹具能够实现预期的效果。
汽车车身焊装夹具的设计必须考虑到车身结构和形状、焊装工艺的要求、夹具的结构和材料选择、精度要求和使用寿命等多个因素。
只有在综合考虑这些因素的基础上,才能设计出具有高效性和可靠性的夹具,提高汽车车身焊装的质量和效率。
毕业设计(论文)-汽车车身焊装夹具设计[管理资料]
![毕业设计(论文)-汽车车身焊装夹具设计[管理资料]](https://img.taocdn.com/s3/m/c84ee3c6a32d7375a517805a.png)
绪论[摘要]焊接是现代机械制造业中一种必要的工艺方法,在汽车制造中得到广泛的应用,由于点焊、气体保护焊、钎焊具有生产量大,自动化程度高,高速、低耗、焊接变形小、易操作的特点,所以对汽车车身薄板覆盖零部件特别适合,因此,在汽车生产中应用最多。
在投资费用中点焊约占75%,其他焊接方法只占25%。
随着汽车工业的发展,汽车车身焊装生产线也在逐渐向全自动化方向发展,为了赶上国际水平,在提高产量的同时,要求努力提高汽车制造质量。
众所周知,实现自动化的前提是零件的制造精度要很高,希望焊接变形最小,焊接部位外观要清爽,故要求焊接技术越来越高。
我国面临加入WTO的机遇和挑战,焊接方面新技术的推广应用对汽车工业的品牌提升有极其重要的作用。
[关键字] 焊接;焊装生产线;自动化[Summary] The welding is in the modern machine manufacturing industry one essential necessity, getting the extensive application in the automobile manufacture, because of the spot welding , the shielded welding ,the rock drill welding has the product in a big way , the automation degree is high, high speed, low consumption, weld the characteristics of transform the small and easy operation, so overlay zero partses to the automobile carriage lamella special in keeping with, Therefore, applied in automobile produce at most .the spot welding approximately composes 75%,in the investment expenses ,other welding methods only account for 25%.Along with the development of the automobile industry, the automobile body welds installs the production line also at the time of gradually to full-automatically turning the direction development, for the sake of catching up the international level, at raising the yield, request to work hard to raise the automobile manufacturing quantity .It is known to all, the premise that carry out the automation is the manufacturing accuracy of the spare parts and want to be very high, hoping to weld to transform minimum, weld the part external appearance to want the clearness, so request to weld the technique more and more high .The our country faces the opportunity and challenges of join the WTO, the welding aspect new technical expansion application to automobile industry of brand promote to have the very and important function.[Key word] the weld ; the welding installs the production line ;automation第一章汽车工业概况第一节世界汽车工业发展概况从1886年德国人卡尔·奔驰和戈特利布·戴姆勒用四冲程汽油机制成汽车以来,已有一百多年的历史。
白车身装配夹具的设计标准
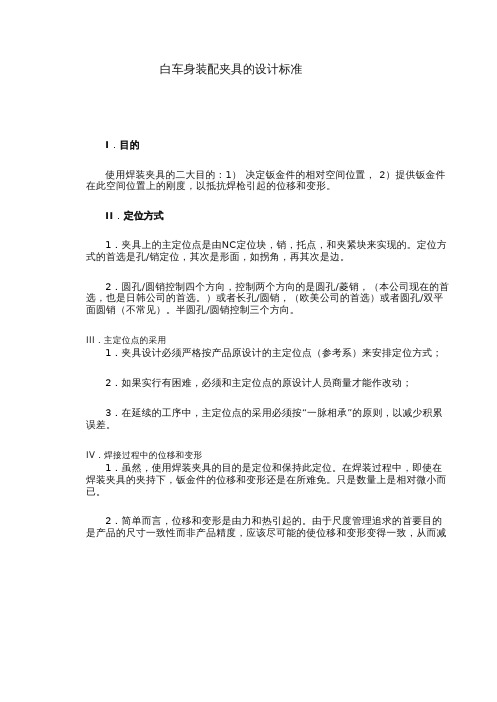
白车身装配夹具的设计标准I.目的使用焊装夹具的二大目的:1)决定钣金件的相对空间位置, 2)提供钣金件在此空间位置上的刚度,以抵抗焊枪引起的位移和变形。
II.定位方式1.夹具上的主定位点是由NC定位块,销,托点,和夹紧块来实现的。
定位方式的首选是孔/销定位,其次是形面,如拐角,再其次是边。
2.圆孔/圆销控制四个方向,控制两个方向的是圆孔/菱销,(本公司现在的首选,也是日韩公司的首选。
)或者长孔/圆销,(欧美公司的首选)或者圆孔/双平面圆销(不常见)。
半圆孔/圆销控制三个方向。
III.主定位点的采用1.夹具设计必须严格按产品原设计的主定位点(参考系)来安排定位方式;2.如果实行有困难,必须和主定位点的原设计人员商量才能作改动;3.在延续的工序中,主定位点的采用必须按“一脉相承”的原则,以减少积累误差。
IV.焊接过程中的位移和变形1.虽然,使用焊装夹具的目的是定位和保持此定位。
在焊装过程中,即使在焊装夹具的夹持下,钣金件的位移和变形还是在所难免。
只是数量上是相对微小而已。
2.简单而言,位移和变形是由力和热引起的。
由于尺度管理追求的首要目的是产品的尺寸一致性而非产品精度,应该尽可能的使位移和变形变得一致,从而减少波动误差。
一项非常可取的做法是保持夹紧顺序和焊接顺序的严格一致。
V.定位销/块的要求精度1.NC定位块的位置精度为+0.10毫米,2.NC定位块的位置精度为+0.10毫米,3.NC定位块的位置精度为+0.10毫米,(1.2.3重复)4.定位销的位置精度为+0.10毫米,5.定位销的直径精度为+0.05毫米,(先要确定定位销的直径)6.定位销的圆度精度为+0.01毫米,7.定位销的直度不控制。
8.定位销有效长度要高出制件表面≥5mm(在不顶起外侧的制件(内外两层板)情况下)9.定位销的间距精度:±0.10毫米(对称定位销)10.单个零件的两个定位销的间距精度:±0.10毫米,11.型面可动时,不能与制件干涉(前进、后退及动作途中无干涉),按动作顺序进行。
浅谈白车身焊装夹具设计要点分析

浅谈白车身焊装夹具设计要点分析白车身焊装夹具是指在汽车生产过程中,用于固定和定位车身零部件以便进行焊接和组装的工装。
夹具的设计对于白车身焊装工艺的质量和效率都有着重要的影响。
下面将对白车身焊装夹具设计的要点进行分析。
白车身焊装夹具的设计要考虑到车身零部件的形状和尺寸。
在设计夹具时,需要详细测量和分析车身零部件的尺寸和形状,确保夹具能够准确地固定和定位这些零部件。
还要考虑到不同车型之间的差异,设计夹具时需要根据具体的车型来进行调整和优化。
白车身焊装夹具的设计要考虑到夹具的结构和材料。
夹具的结构应该牢固稳定,能够承受焊接过程中的力和热。
夹具的材料选择也很重要,一般来说,夹具需要具有足够的强度和刚度,以保证工装在焊接过程中不发生变形或破坏。
夹具的材料还需要具备耐高温和耐腐蚀的特性,以适应焊接过程中的环境要求。
白车身焊装夹具的设计要考虑到夹具的可调性和通用性。
在汽车生产中,存在着不同车型和不同型号的车身零部件,因此夹具需要具备一定的可调性和通用性,能够适应不同类型和尺寸的车身零部件的组装需求。
为了实现这一点,夹具设计时可以采用可调节的零件、可替换的模具和调整机构等,以便根据具体的组装需求进行调整和改变。
白车身焊装夹具的设计还要考虑到操作人员的使用便捷性。
夹具的设计应该符合人体工程学原理,能够让操作人员在使用过程中感到舒适和方便。
夹具设计时要考虑到人机工效学的要求,包括操作空间的布局、夹具的重量和尺寸等,以便操作人员能够更加高效地进行工作。
白车身焊装夹具的设计要点主要包括对车身零部件形状和尺寸的考虑、对夹具结构和材料的选择、对夹具的可调性和通用性的认识以及对使用便捷性的考虑。
通过合理的设计和优化,可以提高白车身焊装工艺的质量和效率,提升汽车生产的整体竞争力。
汽车车身焊装夹具设计概述

汽车车身焊装夹具设计概述【摘要】汽车车身焊装夹具设计是汽车制造过程中不可或缺的重要环节。
设计需求分析需要充分考虑车身结构特点、焊接工艺和生产效率等因素,为夹具结构设计提供指导。
在夹具结构设计阶段,需要尽可能减少焊接变形和提高工装稳定性。
夹具材料选择直接影响了夹具的使用寿命和成本,需要根据具体情况进行合理选择。
夹具制造工艺应注重精度和可靠性,确保夹具在使用过程中能够稳定有效地工作。
在夹具使用过程中,需要注意保养和维护,及时发现和解决问题,确保生产线的正常运转。
总结来看,汽车车身焊装夹具设计是一个复杂而精密的工作,需要综合考虑各种因素才能设计出高效可靠的夹具。
未来的发展趋势可能是智能化和自动化,在提高生产效率的同时保证产品质量。
【关键词】汽车, 车身, 焊装, 夹具设计, 需求分析, 结构设计, 材料选择, 制造工艺, 使用注意事项, 总结, 发展趋势。
1. 引言1.1 汽车车身焊装夹具设计概述汽车车身焊装夹具设计是汽车生产过程中的关键环节之一。
夹具的设计质量直接影响到车身焊接的质量和效率。
随着汽车行业的发展,夹具设计也在不断创新和优化,以满足汽车生产的需求。
夹具设计的首要任务是满足焊接的工艺要求,保证焊接工艺的稳定性和可靠性。
设计师需要根据车身结构的特点和焊接工艺的要求,合理设计夹具的结构形式和工作原理。
夹具的结构设计应考虑到夹持力的大小、夹持方式的灵活性以及夹持点的准确性,以确保工件能够精准地定位和固定。
夹具的材料选择也十分重要。
夹具需要具有足够的强度和刚性,以确保在焊接过程中不发生变形或失稳。
常见的夹具材料包括高强度钢、铝合金等,根据具体情况选择合适的材料。
夹具的制造工艺也需要精益求精,确保夹具的加工精度和表面质量满足要求。
制造过程中需要考虑到夹具的易用性和维护性,以提高生产效率和减少维护成本。
在夹具使用过程中,也需要遵守一些注意事项,如定期检查夹具的工作状态、及时更换磨损部件等,以确保夹具的正常使用。
车身焊装夹具设计方法及优化

车身焊装夹具设计方法及优化摘要:夹具是车身设计制造中的一个重点,其直接关系到汽车设计制造质量。
本文先对车身焊装夹具的基本结构和设计要点进行简要介绍,然后针对实际设计中出现的情况提出几点优化方法,指出夹具设计优化流程,供同行参考。
关键词:夹具;焊装;定位销;气缸车身是一种壳体零件。
为缩短生产周期,提高产品质量,必须将车身的设计与制造结合起来,设计人员亲自进行车身制造,制造人员也参与车身的生产制造。
车身设计一般可以分成功能设计、结构设计和详细设计三个阶段,而焊装夹具设计则贯穿于这三个阶段的设计之中,故而必须重视夹具的设计。
当前,汽车车身焊装夹具还没有统一标准,这一定程度上影响了产品的更新换代,不利于夹具生产成本的降低,对此,推动夹具的标准化建设和优化设计方法具有重要现实意义。
1.车身焊装夹具设计方法汽车车身焊装夹具一般由定位板、气缸、支座和定位销组成,其工作顺序为定位-夹紧-焊接-取出工件。
定位板是焊装工具的核心部分,其他零部件都通过定位板连接定位。
定位板上有一个旋转点,而如何确定该点所在具体位置,需要根据该夹具的夹紧力大小、方向、定位销能否打开来确定。
另外,定位板上还有一个与工件表面接触的定位头,它将直接影响到车身的焊接质量以及装配精度。
2.车身焊装夹具设计方法的优化车身焊装夹具设计与车身产品设计同时进行。
我们可以将焊装夹具的设计分成这样四个步骤:定位方案设计——夹紧方案设计——辅助元件选择——夹具空间布置。
由于夹具设计需要考虑的因素多,经验性非常强,故而每一步设计都应尽量采用实例进行合理推理,不断优化设计方案,最终获得最佳设计方案。
2.1 压臂设计的优化如图1所示,要求夹紧工件的A位置,该工件有一段翻边B,向右36mm,而夹具的压臂必须绕开翻边B,考虑到夹具设计中气缸夹紧力方向以及工件的易取易放,初始设计方案如图1(a)。
经过检查发现,气缸头在进行垂直向下运动时,压臂为绕着F点运动,连杆会绕D点运动,进而造成压头的运动轨迹与翻边B发生部分的相连,因此对初始设计方案进行优化设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车身调整装配夹具的设计车身调整装配夹具的设计焊装调整线是白车身整车下线前的最后一序,是保证白车身各装配部位的间隙精度、表面精度的重要环节。
工艺装备主要包括:装配夹具、装配辅具、机动工具、手动工具、修磨工具、制件输送系统等。
其中,机动工具、手动工具、修磨工具属于社会化通用工具,如:定值定扭矩扳机、各类角磨机、手动棘轮机械、拔坑机械等均可以社会化采购。
制件输送系统有几种相对固定的模式:包括板式链传输、局部往复传输、多工位滚床传输、空中吊挂传输,其结构具有一定的通用性,无论哪种传输形式只要满足生产纲领即可。
只有装配夹具用来保证四门两盖与车身的刚性连接,保证车身总成与各连接部位的间隙与表面精度,同时装配夹具要满足装配可行性和操作的灵活性,所以,装配夹具设计水平的高低,是调整线装配技术发展的关键环节。
以下对装配夹具设计的技术要求进行规定。
一、设计依据1、以白车身产品三维数学模型、产品图纸、产品技术要求及工具资料以及与输送线及相关工艺装备匹配参数或与装配设计有关的工艺参数和图纸进行规范化、模块化设计和制造。
2、装配设计方案由设计部门拟定,设计完成后经使用单位工艺部门确认会签后方可投入制造。
3、装配夹具应满足工艺提出的定位、夹紧及装配操作要求。
二、装配工艺方案的制定所谓的装配就是两种或两种以上的制件通过螺栓和螺母紧固在一起,实现在一定的扭矩要求下的刚性连接。
1、车身装配夹具设计首先要对车身产品进行深入了解。
2、遵循车身产品的装配技术要求,依据产品本身的的特点和生产纲领,以最捷径的方式和装配顺序来制定工艺方案,尤其上下序有衔接关系紧密的,考虑它的装配顺序尤为重要。
3、形成设计指导性工艺文件,进行装配可行性分析。
三、设计通则1、满足装配工艺要求和生产节拍要求。
2、装具本身必须有良好的制造工艺性和较高的机械效率。
装具设计应保证标准化、通用化、系列化,以提高车身调整线的可维护性。
3、装具设计要求采用三维软件进行实体设计,所有零件(包括标准件)均应该在三维实体上体现。
所有运动部件均应示明起始和终止极限位置,并做运动分析。
4、装配夹具,采用产品图给定的坐标系、定位孔、定位面及辅助定位面,尽量采用符合定位基准一致性原则,以减少定位误差。
应尽可能采用孔定位,如果不能实现,可采用外型面定位,尽量不选外形复杂的曲面。
同时具有良好的协调性,制造依据和制造方法能保证装具前后工序之间相互协调、装具定位压紧件与零件之间相互协调。
5、装具中定位销、非加工件尽量采用标准化和系列化的部件,保证其良好的互换性;装具的本体应尽可能的在满足刚性要求下达到最轻为目的(一般采用小型方钢焊接框架、小型铝合金框架、铝板等),对于车身表面精度有影响的定位形面块采用非金属材料(如聚氨酯、MC尼龙等),防止将表面件划伤,以保证装配质量。
6、装具在设计过程中必须考虑维修复原性及保证组装后便于识别,每个定位块、夹紧块在明显处打印件号,同时在定位单元上打印部件号。
7、为保证装具精度,对于主定位销不允许通过三坐标检测后加减垫片来保证精度;定位块、夹紧块要具有可调性。
夹紧器的连接销轴处必须设计衬套,采用无油润滑衬套。
8、夹紧单元要灵活、可靠、拆卸方便,夹紧力适中;夹紧应一次到位,不能碰伤及损坏零部件。
气动夹紧时,应有补偿的夹紧行程,合理的夹紧力以不破坏定位的稳定性及不损坏制件表面为原则。
手动夹紧器应选择合理的夹紧力,以不破坏定位的稳定性以及不损伤制件表面为原则,并具有自锁性能。
为了提高装配效率在手动夹紧单元要尽可能采用连杆机构实现一次控制多点夹紧和张开。
9、装配夹具的设计在满足定位、夹紧的同时,一定重点地、全面地考虑与其相关的外在因素---操作工艺性:适合的力矩拧紧工具和设备选用、已有的工具和设备模拟、上件的操作灵活性、连接后的夹具退出等等。
10、装具结构合理,应适应人体工程要求,工人操作方便、安全,有足够的操作空间及良好的视野,装配通路开畅,拧紧工具容易接近工作处,且保证夹具与工具不发生干涉。
11、装具的夹紧张开形式可以采用手动和气动,装具本身超过12Kg重量应考虑悬吊形式和动力推进或升降装置。
12、装配夹具总成分为三部分:装具对车身定位夹紧部分、本体、装具对分装件的定位夹紧部分,坐标系以整车坐标为基准。
定位要求优先考虑双销一面定位,尽量采用基准统一的原则,双销为一个圆柱销一个菱形销。
本体在整数坐标值上打3个加工工艺孔作为加工和检测基准。
13、每套装配夹具必须装有醒目的铭牌,内容包括装具名称、编号、长、宽、高外形尺寸、重量、制作厂商名称及出厂日期等参数。
四、装具设计规范及要求1、总图设计总图中应包括零件的定位夹紧形式,车身产品及被装配的产品、夹紧部件的开合位置以及车身产品上装具的位置。
在二维图上标注:夹具轮廓尺寸、操作高度、坐标线(与汽车坐标线统一)。
2、零件设计定位零件中应绘制产品图或截面图并标注相应的产品图号,绘制具体结构图,视图清晰,表达清楚。
技术条件要标注详细。
3、装具设计的参考典型结构A、定位拔销机构(如图1)图1B、夹紧机构(如图2)图2C 、定心机构,即用于定位,也可用于涨紧,并锁紧(如图3)图34、CATIA二维投图装配夹具是采用三维软件进行实体设计的,在设计完成后往往需要对某些地方进行修改,为保证最终三维二维的一致性,要求装配夹具的出图为CATIA二维投图。
4.1、CATIA二维投图,采用焊夹模板。
4.2、3D图中装具的总成名称、部件名称、零件名称为最终名称。
(确保2D图纸与3D图关联)。
4.3、图纸采用A0、A1、A2、A3、A4。
可根据实际零件大小在A0、A1、A2中分为四个区,最少为一个;一般部件图采用A1;多个零件图采用A1四分区,单个零件采用A3或A4。
4.4、CATIA二维图纸中的标签页命名按3D中的命名:如: 00;P01;P01-1;P01-2….. 其中00表示总图,P01表示部件图,P01-1表示零件图。
4.5、在部件轴侧图中标注件号时采用气球文字标注,在定位块、夹紧块的件号旁注明相关产品号及料厚;并注明打印零件号字样。
CATIA二维图中隐藏的零件将不被标注,应在其他视图中标注;相同的多个零件标注P01-1.1;P01-1.2;P01-1.3….仅保留P01-1.1,其余P01-1.2;P01-1.3…删除。
4.6、焊接合件拆图时,在合件中标注焊接尺寸及加工尺寸(特殊除外),在图纸中提明细,规格一栏中标注各子件外形尺寸,不规则子件拆图或出火切图。
4.7、图纸的标注应符合国家标准及设计要求。
五、典型零件装配夹具的主要设计形式1、前门的手控装具设计若前门及前门装具的重量大于12Kg,设计中一般分三部分进行,即要分别设计前门装具、前门装具放置架及吊勾、前门抓具。
硬铝板本体式结构分别如图示一、图示二、图示三所示。
11HF 79-15D 296 101(102)前门装具(图一)11HF 79-15D 296 101(102)g 前门装具放置架及吊勾(图二)11HF 79-15D 296 105(106)前门抓具(图三)它的装配过程是:将前门装具从放置架上通过吊勾吊起,装到白车身上准确定位并手动夹紧,再用前门抓具将前门抓起并放到前门装具上准确定位并手动夹紧,将前门抓具退回到原处,用气扳机将前门装配到白车身上,将前门装具夹紧打开通过吊勾退回到原处。
若前门及前门装具的重量小于12Kg,可考虑人工搬运,而不需设计前门抓具和前门装具吊挂,只需设计前门装具放置架即可。
另外要在前门装具相应位置上设计把手,如图示四所示。
以上前门装具的本体均采用LY12(硬铝合金)材料,并在满足本体强度基础上打孔减重。
此类装具具有装配精度较高,操作简单方便的特点。
11HE 79-90D315571(572)_ AFO 7010 前门装具(图四)小型方纲焊接框架式结构在调整线门类手持装具中以其结构简单轻便、操作灵活、成本低廉的特点被广泛应用。
19HC 34HJD-135/136 前门装具(图五)58HA HP-ZP-001L(R) 前门装具(图六)2、后门的手控装具设计后门的手控装具设计与前门的设计方式雷同。
如图示七至图示十二所示。
11HF 79-15D 296 103(104)后门装具(图七)11HF 79-15D 296 103(104)g 后门装具放置架及吊勾(图八)11HF 79-15D 296 105(106)前门抓具(图九)11HE 79-90D315573(574)_AFO 7010 后门装具(图十)19HC 34HJD-137/138 后门装具(图十一)58HA HP-ZP-002L(R) 后门装具(图十二)3、前后门的气控装具设计当生产纲领要求较高,装配精度也同样要求较高,且产品是没有窗框的半门时,可考虑采用气动气控或气动电控门装具,以减轻工人劳动强度,提高生产效率。
如大众捷达、宝莱、速腾等调装线。
如图十三所示为C6前门装具。
大众C6前门装具4、门铰链的装具设计根据不同的产品类型,门铰链的装配工艺一般有两种形式。
其一在调整线下完成,如图十三、十四所示。
其二在调整线上完成,如图十五、十六所示。
96HB 79-15D319791(2)前门铰链装具(图十三)96HB 79-15D319793(4)后门铰链装具(图十四)X210 C-H1-67L/R 前门铰链装具(图十五)v--vX210 C2-H1-23L/R 后门铰链装具(图十六)5、发罩的装具设计在调装线发罩的装具设计中按结构区分一般有两种形式:其一为铝形材或铝板做本体的手持形式,如图十七、十八所示。
其二为气葫芦或平衡器吊挂或手持的小型刚焊接本体形式,如图十九、二十所示。
图十七、十八所示是发罩铰链已装在白车身上。
还有一种方式是铰链已装在了发罩上,再一起装到白车身上,如图二十所示。
11HF 79-15D 296 111(图十七)96HA 79-90D 315580(图十八)52HA T250MCE-HOOD(图十九)19HC 34HJD-141(图二十)6、发罩铰链的装具设计发罩铰链的装具设计按装配工艺可分为两种形式,即调整线线下(如图二十一所示)和调整线线上(如图二十二所示)。
19HC 34HJD-142(图二十一)96HA 79-90D 315580(图二十二)7、翼子板的装具设计翼子板的装具设计按结构可分为分体式和整体体式及手持样板式三种类型。
如图二十三二十四所示为分体式,吊挂部分可有效保证翼子板与发罩的间隙,手持部分可有效保证翼子板与前门的间隙。
如图二十五所示为整体吊挂式。
如图二十六二十七所示为手持样板式。
设计时针对不同的装配工艺和装配精度采用不同的设计方式。
96HA 79-90D315577(8)(图二十三)79-90D315577(8)79-79-15D 296 11579-15D 296 109(10)11HF 79-15D 296 115(图二十四)52HA T250MCE-FENDER(图二十五)。