两相厌氧处理工艺的研究与应用
两相厌氧处理工艺的研究与应用讲解
两相厌氧处理工艺的研究与应用摘要:利用各种高效反应器对现有的单相厌氧处理系统进行改造,以提高其稳定性,获得比现有单相系统更大的负荷和更高的效率。
文章对废水两相厌氧处理工艺的研究和应用作了综述,概括了两相厌氧处理酒厂废水、垃圾填埋场渗滤液、乳品废水、牛奶厂废水、制浆造纸废水等的应用情况,对反应器型式、环境和操作条件及两相厌氧处理工艺与其他厌氧反应器处理废水效果进行了总结和比较。
关键词:两相厌氧酸化甲烷化废水有机物的厌氧降解,在宏观上和工程上可以简化地分为产酸和产甲烷两个阶段。
两个阶段在细菌种类、消化速率、环境要求、降解过程和产物等方面均有所不同。
在一个反应器内要保持这两大类微生物的成活,并有旺盛的生理功能活动、协调发展,对反应器的维护管理是比较困难的。
Pohland[1]于1971年首次提出了两相厌氧消化的概念,即把厌氧的两个阶段分别在两个独立的反应器内进行,分别创造各自最佳的环境条件,培养两类不同的微生物,并将这两个反应器串联起来,形成两相厌氧工艺系统。
两相厌氧工艺系统能够承受较高的负荷率,反应器容积较小,运行稳定,日益受到人们的重视。
废水采用两相厌氧处理的前景十分可观,可以利用各种高效反应器设备对现有的处理系统进行改造,提高其稳定性,可获得比现有单相厌氧处理系统更高的负荷率和效率。
1 两相厌氧处理工艺的研究与应用1.1 研究与应用情况两相厌氧工艺可用于处理多种废水,如:酒厂废水、垃圾渗滤液、大豆加工废水、酵母发酵废水、乳清废水、牛奶工业废水、淀粉废水、制浆造纸废水、染料废水等。
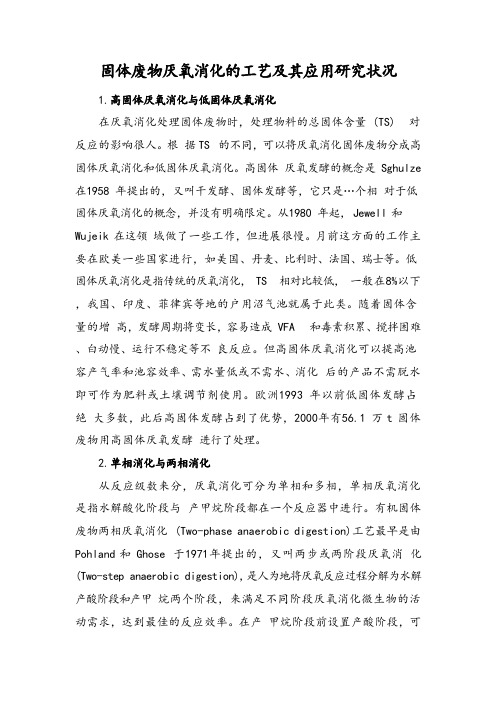
表1列出了部分两相厌氧工艺研究和应用的运行数据。
表1 部分两相厌氧工艺研究和应用运行数据处理对象产酸相反应器产甲烷相反应器有机负荷率/(kgCOD·m-3·d-1)COD(BOD)去除率/%参考文献酒厂废水上流式厌氧污泥床上流式厌氧污泥床酸相 16.5甲烷相 44.080[2]制浆造纸废水上流式厌氧污泥床上流式厌氧污泥床(36℃)1284(96)[3]牛奶废水连续搅拌池反应器上流式厌氧滤池590(95)[4]染料废水厌氧填充床反应器厌氧填充床反应器0.25~1.00脱色率90[5]大豆加工废水厌氧流化床厌氧流化床1276酵母发酵废水厌氧流化床厌氧流化床20~2270~75马铃薯淀粉厂废水上流式厌氧滤池(33℃)上流式厌氧污泥床(35℃)酸相 45.0甲烷相 14.083乳清废水连续搅拌池反应器上流式厌氧滤池0.5~2.0(gCOD/(gMLSS·d))90[6]乳清加工和牛奶场废水预酸化反应器杂合反应器1098[7]小麦淀粉废水预酸化反应器厌氧挡板反应器2099[8]酒精废水高温酸化高温消化4.65~20.0085[9]垃圾渗滤液中温酸化中温消化2.41~7.9890[10]合成牛奶废水高温厌氧滤池(56℃)中温厌氧滤池(35℃)2.0~16.090~97[11]1.2 反应器型式两相厌氧降解的产酸过程和产甲烷过程分别在两个独立的反应器内进行。
两相厌氧消化工艺的研究进展及其应用
综述与专论两相厌氧消化工艺的研究进展及其应用凡广生,李多松(中国矿业大学环境与测绘学院,江苏徐州221008)摘要:两相厌氧消化工艺因产酸相和产甲烷相的分离而具有一系列的特点和优势。
针对该工艺的理论依据和运行机理进行了阐述,讨论了两相厌氧消化工艺的相分离以及相分离的实现对整个工艺的影响,着重剖析了两相厌氧消化工艺的影响因素,并对该工艺的应用范围及存在的问题进行了论述,说明了工艺的先进性和可行性。
关键词:两相厌氧消化;相分离;产酸相;产甲烷相中图分类号:X703文献标识码:A 文章编号:1006-8759(2006)01-0010-04RESEARCH DEVELOPMENT AND ITS APPLICATION OF TWOPHASE ANAEROBIC DIGESTIONFAN Guang-sheng,LI Duo-song(Departm ent of Environm ent Science and Spatial Inform atics of CU MT,Xuzhou 221008,China)Abstract:The technolo gy of two Phase anaerobic di g estion have a series of characteristics and ad vanta g es because of the se p aration of acido g enic p hase and methano g enic p hase.anal y sed the theories according to and the principle of its elaborating of the technology,the separated phase and the in fluence of the realization u p on the whole technolo gy have been discussed in the article,em p hasized to anal y ze the influence of two p hase anaerobic di g estion and carried on the treatise to the a pp lication and existent problems of that technology.Explained the forerunner and the possibility of the tech nology.Ke y words:two p hase anaerobic di g estion;se p arated p hase;acido g enic p hase;m ethano g enic p hase.两相厌氧消化(Two phase Anaerobic Degistin 简称TPA )有时也称两步或两段厌氧消化(Two ste p Anaerobic De g istin)是20世纪70年代初由美国戈什(Ghosh)和波兰特(Pohland)开发的厌氧处理新工艺[1-2]。
两相厌氧处理工艺的研究与应用
THANKS
谢谢您的观看
将两相厌氧处理工艺与物理化学处理 工艺相结合,实现废水的多元化处理 和资源化利用。
06
结论与展望
研究结论
Байду номын сангаас
1
两相厌氧处理工艺能够有效解决传统单相厌氧 工艺中存在的问题,提高有机物去除率和甲烷 菌活性。
2
通过调整两相厌氧工艺的参数和运行条件,可 以优化工艺性能,提高污水处理效果。
3
两相厌氧处理工艺具有较高的工程应用价值, 可为污水处理和资源回收提供有效解决方案。
悬浮物过多会消耗大量的溶解氧,导致厌氧微生物因缺氧 而死亡。同时,悬浮物还可能成为厌氧微生物的载体,促 进厌氧微生物的生长繁殖,提高有机物的分解速率和处理 效率。
04
两相厌氧处理工艺的应用案例
两相厌氧处理工艺在污水处理中的应用
污水处理厂
两相厌氧处理工艺在污水处理厂中应用广泛,可有效处理污 水中有机物和氨氮等污染物,提高出水水质。
研究目的和意义
通过对两相厌氧处理工艺的研究,旨在提高该工艺的效率和 稳定性,为解决污水处理和资源回收等问题提供更有效的技 术手段。
国内外研究现状及发展趋势
国外研究现状
国内研究现状
自20世纪70年代以来,两相厌氧工艺 已在国外得到了广泛的研究和应用。 研究者通过对不同类型工业废水的处 理实验和理论研究,不断优化该工艺 的操作条件和反应器设计。
工业废水处理
针对不同工业废水,采用两相厌氧处理工艺能够实现高效、 稳定的处理效果,降低处理成本。
两相厌氧处理工艺在垃圾渗滤液处理中的应用
垃圾焚烧发电厂
两相厌氧处理工艺在垃圾焚烧发电厂的渗滤液处理中发挥重要作用,可有效 去除有机物和氨氮等污染物,提高废水回用效率。
两相厌氧处理工艺的研究与应用讲解

两相厌氧处理工艺的研究与应用讲解厌氧处理是一种利用厌氧细菌在无氧条件下降解有机废物的处理工艺。
相对于好氧处理,厌氧处理有许多优势,比如对含高固体物质的废物适应性更强,生化反应速度快,产生的淤泥量少等。
现阶段,厌氧处理主要应用在以下两个方面:1.生物质废物处理:生物质废物是一种常见的有机废物,包括农业废物、农作物秸秆、木材废料等。
对于这些废物,传统的处理方法包括焚烧、填埋等,但这些方法存在能源消耗大、环境污染等问题。
厌氧处理可以将生物质废物转化为沼气,既能够实现能源回收,又可以减少环境污染。
此外,一些研究还发现,通过厌氧处理,可以将生物质废物中的有机碳稳定存储在底泥中,进一步减少碳排放。
2.有机废水处理:有机废水包括生活污水、工业废水等,其中含有大量的有机物质。
传统的废水处理方法往往采用好氧处理,但对于含有高浓度有机物的废水来说,好氧处理存在氧气供应困难、处理周期长等问题。
厌氧处理则通过利用厌氧细菌对有机物的降解,降低了处理投资和运营成本。
此外,厌氧处理还能够产生沼气,可以用作能源供应或发电。
在厌氧处理工艺的研究方面,主要有以下的关键问题:1.反应器类型选择:厌氧反应器的类型有很多,如厌氧污泥床反应器(UASB)、厌氧接触氧化反应器(IC)等。
研究需要考虑废物的特性,选择合适的反应器类型。
2.菌群调控:厌氧细菌的群落结构和种类对厌氧处理效果有很大影响。
研究人员需要研究不同条件下厌氧细菌的生态环境,调控菌群的组成,以提高处理效果。
3.工艺参数优化:在厌氧处理过程中,参数如温度、pH值、氧化还原电位等都会影响有机物降解效率。
研究人员需通过实验和模拟,优化工艺参数以提高处理效果。
最后,厌氧处理工艺在实际应用中还需要解决以下问题:1.臭气和污泥处理:厌氧处理过程中会产生臭气和淤泥。
臭气的处理需要考虑对臭气的收集、处理和利用。
对于淤泥的处理则需要思考如何处理废弃淤泥以减少环境污染。
2.运营成本降低:厌氧处理工艺虽然具有许多优势,但其运营成本相对较高。
两相厌氧工艺的研究进展
两相厌氧工艺的研究进展两相厌氧工艺是将厌氧消化和厌氧氨氧化结合在一起的一种处理废物的方法。
厌氧消化是指在低氧环境下,微生物将有机废物转化为甲烷和二氧化碳的过程。
厌氧氨氧化是指在低氧环境中,特定的微生物利用氨氮将有机废物转化为氨氮和亚硝酸盐。
目前的研究表明,两相厌氧工艺在处理有机废物方面具有很大的潜力。
首先,与传统的厌氧消化工艺相比,两相厌氧工艺可以更高效地将废物转化为甲烷。
其次,两相厌氧工艺可以在低温和低碳氮比条件下进行,节约能源且减少化学需氧量和氨氮的产生。
此外,两相厌氧工艺还可以通过改变废物的处理方式,将有机废物转化为有价值的生物质和有机酸。
在研究方面,许多研究已经证明了两相厌氧工艺在处理各种有机废物方面的有效性。
例如,两相厌氧工艺已成功用于处理农业废弃物、食品废物、畜禽废物等。
研究结果表明,两相厌氧工艺可以在高固体含量和高有机负荷条件下有效地处理这些废物,并产生高质量的生物质和甲烷气体。
此外,还有一些研究将两相厌氧工艺与其他技术相结合,以进一步提高处理效果。
例如,有研究将两相厌氧工艺与好氧处理工艺结合,以填补两者在处理有机废物方面的不足。
结果显示,两相厌氧-好氧工艺可以提高有机废物的去除效率,并有效地去除污染物。
然而,尽管两相厌氧工艺在处理废物方面已经取得了一定的进展,但仍然存在一些问题和挑战需要解决。
首先,两相厌氧工艺的反应器设计和运行参数需要进一步优化,以提高厌氧消化和厌氧氨氧化的效率。
其次,如何提高有机废物的畜禽废弃物的液化处理以及堆肥效果也是一个重要的挑战。
此外,废物中的高氮和高磷含量也需要解决,以避免环境污染和资源浪费。
综上所述,两相厌氧工艺在处理有机废物和生物能源生产方面具有很大的潜力。
目前的研究已经证明了两相厌氧工艺的有效性,并在工业应用中取得了一定进展。
然而,仍然需要进一步研究和创新,以解决存在的问题和挑战,实现更为可持续和高效的废物处理和能源生产。
两相厌氧消化工艺

两相厌氧消化工艺
两相厌氧消化工艺,这可真是个了不起的存在啊!它就像是一个神奇的魔法,能把那些让人头疼的有机废弃物变废为宝!
你知道吗,在这个世界上,每天都有大量的有机垃圾产生。
如果没有好的处理方法,那可真是糟糕透顶!但两相厌氧消化工艺就像一位超级英雄,挺身而出!它把有机垃圾分成两个阶段来处理,这是多么巧妙的设计啊!
在第一阶段,产酸菌们开始大显身手,它们欢快地工作着,把那些复杂的有机物分解成简单的有机酸。
这就好像是一场热闹的派对,产酸菌们是派对上最活跃的舞者!而在第二阶段,产甲烷菌接过了接力棒,它们把有机酸进一步转化为甲烷和二氧化碳。
这不就像是一场接力赛吗,每一棒都至关重要!
想想看,如果没有两相厌氧消化工艺,这些有机垃圾会怎么样呢?它们可能会堆积如山,散发着难闻的气味,污染我们的环境。
但是有了它,一切都变得不一样了!它不仅解决了垃圾问题,还为我们提供了宝贵的能源。
这难道不是一举两得吗?
两相厌氧消化工艺的应用范围也非常广泛啊!无论是污水处理厂,还是农业废弃物处理,它都能发挥重要的作用。
它就像是一把万能钥匙,能打开各种难题的大门!而且它还在不断发展和进步呢,未来肯定会有更多更先进的技术加入进来,让它变得更加强大!
两相厌氧消化工艺真的是太神奇了!它是我们保护环境、实现可持续发展的重要武器。
我们应该大力支持和推广它,让它为我们的生活带来更多的美好和便利!难道不是吗?。
两相厌氧消化工艺有什么优点
两相厌氧消化工艺有什么优点?
厌氧生物处理的消化过程中最为重要的有产酸和产甲烷两个阶段。
而这两个阶段的过程集中在一个厌氧消化池处理时,两类不同生化特性的微生物之间的协调和互相平衡比较困难,涉及众多因素,操作控制也十分不容易。
为此,开发了两相厌氧消化工艺,即把产酸和产甲烷分在两个独立的反应器内进行,互不干扰,两反应器串联运行。
这样的优点是:两个独立的反应器分别培养产酸菌和产甲烷菌,
各自控制不同的参数,分别满足不同生化特性的微生物最适宜的生命活动所需的条件,从而使反应器的处理能力大为提高,可以在相当高的负荷下进行处理,承受负荷变动的冲击能力增强了,克服了两种微生物的协调和平衡的矛盾。
两相厌氧消化工艺的关键是要做到产酸发酵的反应器中,保持产
酸菌的优势;在产甲烷的反应器中保持产甲烷菌的优势。
要做到这一点,可以采用的方法有:物理方法,利用选择性半渗透膜实现分离;或采用化学的方法,有选择地投加微生物抑制剂;或是调整氧化还原的电位,改变环境来抑制产甲烷菌在产酸菌中生长;或是采用动力学控制法,利用两菌生长速率上的差异,控制好两个反应器的水力停留时间,使产甲烷菌不可能在停留时间很短的产酸菌反应中存活。
其中,以动力学控制法最为简单,故广为采用。
《牛粪两相厌氧发酵产酸产气条件优化研究》范文

《牛粪两相厌氧发酵产酸产气条件优化研究》篇一一、引言随着社会经济的快速发展和人们生活水平的提高,牛粪作为一种常见的农业废弃物,其处理和资源化利用问题日益凸显。
两相厌氧发酵技术因其能够分别优化产酸相和产气相的过程,从而提高整体发酵效率和产物质量,被广泛应用于牛粪等有机废弃物的处理中。
本研究旨在通过对牛粪两相厌氧发酵的产酸产气条件进行优化,为有机废弃物的资源化利用提供理论依据和技术支持。
二、材料与方法1. 材料实验所用牛粪取自当地养殖场,经过筛选、破碎等预处理后备用。
接种物选用厌氧污泥。
实验中所用试剂均为分析纯。
2. 方法(1)两相厌氧发酵装置:采用自主设计的两相厌氧发酵装置,将发酵过程分为产酸相和产气相两个阶段。
(2)实验设计:通过单因素实验和正交实验,分别探讨温度、pH值、碳氮比、接种物比例等因素对产酸产气效果的影响。
(3)分析方法:采用气相色谱法、滴定法等方法对发酵过程中的产酸产气量、挥发性脂肪酸浓度等指标进行测定。
三、结果与分析1. 温度对产酸产气的影响实验结果表明,在一定的温度范围内,随着温度的升高,产酸量和产气量均呈先增加后降低的趋势。
在适宜的温度条件下,牛粪两相厌氧发酵的产酸产气效果最佳。
2. pH值对产酸产气的影响pH值是影响厌氧发酵过程的重要因素之一。
实验结果显示,在适宜的pH值范围内,牛粪两相厌氧发酵的产酸量和产气量均达到较高水平。
过酸或过碱的环境都不利于产酸产气的进行。
3. 碳氮比对产酸产气的影响碳氮比是影响厌氧发酵过程中微生物代谢和产物质量的重要因素。
实验结果表明,适宜的碳氮比能够提高牛粪两相厌氧发酵的产酸量和产气量。
碳氮比过高或过低都会导致发酵过程中出现氮缺乏或碳缺乏的问题,从而影响产酸产气的效果。
4. 接种物比例对产酸产气的影响接种物比例是影响厌氧发酵过程启动速度和稳定性的重要因素。
实验结果显示,适宜的接种物比例能够加快发酵过程的启动速度,提高产酸量和产气量。
接种物比例过大或过小都会导致发酵过程的稳定性降低,从而影响产酸产气的效果。
《2024年牛粪两相厌氧发酵产酸产气条件优化研究》范文

《牛粪两相厌氧发酵产酸产气条件优化研究》篇一一、引言随着农业废弃物处理问题日益突出,牛粪作为一种常见的农业废弃物,其处理和资源化利用已成为研究热点。
两相厌氧发酵技术因其具有较高的有机物去除率和能源回收潜力,在牛粪处理中得到了广泛应用。
然而,如何优化产酸产气条件,提高发酵效率和能源产量,仍需深入研究。
本文旨在研究牛粪两相厌氧发酵的产酸产气条件优化,以期为牛粪资源化利用提供理论依据和技术支持。
二、文献综述两相厌氧发酵技术是指将产酸相和产甲烷相分开进行的一种厌氧发酵技术。
该技术能够提高有机物的去除率,减少有害物质的产生,同时提高能源回收效率。
目前,关于牛粪两相厌氧发酵的研究主要集中在发酵工艺、微生物菌群、发酵条件等方面。
其中,产酸产气条件的优化是提高牛粪两相厌氧发酵效率的关键因素之一。
三、研究内容1. 材料与方法(1)实验材料:选取新鲜牛粪作为实验材料,进行预处理后备用。
(2)实验方法:采用两相厌氧发酵技术,分别设置不同的产酸产气条件,如温度、pH值、有机负荷等,进行实验。
通过监测发酵过程中的产酸量和产气量,分析各条件对产酸产气的影响。
2. 实验设计与流程实验设计包括单因素实验和正交实验。
单因素实验主要研究单个因素对产酸产气的影响,如温度对产酸相的影响、pH值对产甲烷相的影响等。
正交实验则综合考虑多个因素之间的交互作用,通过设计不同的组合条件,寻找最优的产酸产气条件。
3. 结果与讨论(1)温度对产酸相的影响:实验结果表明,适宜的温度范围为35-40℃,在此范围内,产酸量随温度升高而增加。
当温度过高或过低时,产酸量均会降低。
(2)pH值对产甲烷相的影响:适宜的pH值范围为6.8-7.2,此时产气量较高。
当pH值过高或过低时,均会抑制产甲烷菌的生长和代谢,导致产气量降低。
(3)有机负荷对产酸产气的影响:随着有机负荷的增加,产酸量和产气量均有所提高。
然而,当有机负荷过高时,会对微生物活性产生负面影响,导致产酸产气效率降低。
《2024年寒区高效增温两相厌氧发酵方法研究》范文
《寒区高效增温两相厌氧发酵方法研究》篇一一、引言随着环境问题日益突出,废物处理与资源回收成为了重要的研究领域。
在寒区,由于环境温度低,生物质废物的处理和资源化利用面临诸多挑战。
两相厌氧发酵技术作为一种高效的生物质废物处理与资源回收技术,近年来得到了广泛关注。
然而,寒区低温环境对其效率的提升却带来了极大的挑战。
因此,研究寒区高效增温两相厌氧发酵方法,对于推动废物资源化利用、提高生物质能利用率具有重要意义。
二、两相厌氧发酵技术概述两相厌氧发酵技术是一种将发酵过程分为酸化阶段和甲烷生成阶段的生物处理技术。
其原理是利用不同的微生物在两个阶段中的代谢特点,将有机废物高效转化为生物气(甲烷)和有机酸等可利用的生物质能源。
与传统的单一厌氧发酵相比,两相厌氧发酵具有更高的效率、更好的适应性及更大的处理量。
三、寒区对两相厌氧发酵的影响在寒区,由于环境温度低,两相厌氧发酵过程常常受到抑制,导致反应速率降低、效率下降。
为了提高其适应性,研究者们提出了多种增温方法。
这些方法主要涉及提高反应器内部温度、调整反应条件等手段,旨在为微生物提供适宜的生长和代谢环境。
四、寒区高效增温两相厌氧发酵方法研究为了解决寒区两相厌氧发酵过程中的温度问题,本文提出了一种高效增温方法。
该方法包括以下几个步骤:(一)选用适合的加热设备和技术根据反应器的类型和规模,选择合适的加热设备和技术。
例如,采用电加热、热泵等设备进行增温,以保证反应器内部温度的稳定。
此外,还可利用反应物中可利用的能源进行热能回收利用,降低增温成本。
(二)优化反应条件通过调整反应物的配比、pH值、搅拌速度等参数,优化反应条件,提高微生物的活性和代谢速率。
同时,通过控制反应过程中的温度变化,避免因温度波动而导致的微生物活性下降。
(三)采用分级增温策略针对寒区温度变化较大的特点,采用分级增温策略。
即根据实际需要和环境温度变化情况,逐步调整加热设备的功率和反应条件,使反应器内部温度始终保持在适宜的范围内。
两相厌氧生物处理工艺

两相厌氧生物处理工艺
两相厌氧生物处理工艺是一种将厌氧消化和酸化结合在一起的处理工艺,适用于处理有机废水和有机固体废物。
该工艺主要包括两个阶段:酸化阶段和厌氧消化阶段。
在酸化阶段,废水或废物首先进入一个酸化反应器,通过调节温度和pH值,以及添加酸化剂和微生物种群,将有机废物转
化为有机酸、醇和氨等化合物。
这个阶段的主要目的是降低废物的pH值,并提供适宜的条件为后续的厌氧消化阶段做准备。
在厌氧消化阶段,酸化产物被输送到厌氧消化器,与厌氧菌共同代谢。
在厌氧消化过程中,有机物被微生物分解为甲烷、二氧化碳和水等产物。
厌氧消化的最终目的是将有机物质转化为可利用的生物气体。
相比于其他处理工艺,两相厌氧生物处理工艺具有以下优点:1. 适用于处理高浓度有机废物,具有较高的处理效率和负荷能力。
2. 生产的甲烷气体可以用于能源回收或发电。
3. 在厌氧消化过程中,产生的污泥量较小,节约处理成本。
4. 可以适应不同的废物和废水类型,具有较强的适应性。
然而,两相厌氧生物处理工艺也存在一些局限性,例如较长的停留时间、对温度和pH值的敏感性,以及对微生物的要求较
高等。
总之,两相厌氧生物处理工艺是一种有效的废水和废物处理工艺,可以实现有机物的高效转化和能源回收。
《2024年寒区高效增温两相厌氧发酵方法研究》范文
《寒区高效增温两相厌氧发酵方法研究》篇一一、引言在寒区,低温环境常常对生物处理过程如厌氧发酵产生重大影响,限制了其效率和效果。
为了提高寒区厌氧发酵的效率,研究者们一直在寻找各种解决方案。
本文着重介绍了一种高效的增温两相厌氧发酵方法,其目标是在低温环境下实现高效稳定的厌氧发酵过程。
二、寒区厌氧发酵的现状与挑战寒区由于温度较低,传统单相厌氧发酵的效率往往较低,主要面临的问题包括:反应速度慢、生物活性低、沼气产量和品质不稳定等。
这些问题使得寒区难以有效利用厌氧发酵技术处理有机废物,从而影响了环境治理和资源回收的效率。
三、两相厌氧发酵技术为了解决上述问题,两相厌氧发酵技术应运而生。
该技术将厌氧发酵过程分为两个阶段,第一阶段主要进行水解和酸化,第二阶段则进行甲烷发酵。
这种技术能够更好地适应低温环境,提高厌氧发酵的效率和稳定性。
四、高效增温两相厌氧发酵方法针对寒区低温环境的问题,本研究提出了一种高效增温两相厌氧发酵方法。
该方法主要包括以下几个步骤:1. 预处理阶段:对有机废物进行预处理,如破碎、混合等,以提高其可生物降解性。
2. 增温阶段:通过外部热源或利用反应过程中产生的热量进行增温,使反应器内的温度保持在适宜的范围内。
3. 两相分离阶段:将预处理后的有机废物在反应器内进行两相分离,分别进行水解酸化和甲烷发酵。
4. 监控与调整阶段:通过实时监控反应过程中的各项参数,如温度、pH值、沼气产量等,及时调整操作条件,以保持系统的稳定运行。
五、实验结果与分析通过实验验证,本研究提出的增温两相厌氧发酵方法在寒区环境下表现出较高的效率和稳定性。
与传统的单相厌氧发酵相比,该方法能够显著提高反应速度、生物活性、沼气产量和品质。
同时,通过增温措施,使得反应器内的温度保持在适宜的范围内,有效提高了系统的稳定性和持久性。
六、结论与展望本研究提出的寒区高效增温两相厌氧发酵方法具有较高的实际应用价值。
通过预处理、增温、两相分离以及监控与调整等措施,能够在寒区环境下实现高效稳定的厌氧发酵过程。
《2024年牛粪两相厌氧发酵产酸产气条件优化研究》范文

《牛粪两相厌氧发酵产酸产气条件优化研究》篇一一、引言随着农业生产的快速发展,牛粪等畜禽粪便的处理与资源化利用问题日益突出。
厌氧发酵技术因其能够实现粪便的资源化利用和减少环境污染而备受关注。
两相厌氧发酵技术作为其一种改进技术,在产酸与产气阶段进行分离,可以提高沼气产量及质量,同时也为后续的产酸菌和产甲烷菌提供适宜的生长环境。
本文针对牛粪两相厌氧发酵,研究了产酸产气条件优化,以期为牛粪资源化利用提供理论依据和技术支持。
二、材料与方法1. 材料实验材料为牛粪,取自当地养殖场。
实验所用接种物为前期培养的混合厌氧污泥。
2. 方法(1)预处理:将牛粪进行破碎、筛选、脱水等预处理,以去除大颗粒杂质和多余水分。
(2)两相厌氧发酵:将预处理后的牛粪与接种物按照一定比例混合,分别进行产酸阶段和产气阶段的厌氧发酵。
(3)条件优化:通过改变温度、pH值、有机负荷率、混合比例等条件,研究各因素对产酸产气的影响。
(4)数据分析:对实验数据进行统计分析,采用SPSS软件进行方差分析、回归分析等。
三、结果与分析1. 温度对产酸产气的影响实验结果表明,在35℃左右,牛粪两相厌氧发酵的产酸量和产气量均达到最佳。
随着温度的升高或降低,产酸量和产气量均有所下降。
2. pH值对产酸产气的影响pH值在6.5-7.5之间时,牛粪两相厌氧发酵的产酸量和产气量较高。
pH值过高或过低都会影响产酸菌和产甲烷菌的生长和代谢,从而影响产酸量和产气量。
3. 有机负荷率对产酸产气的影响随着有机负荷率的增加,牛粪两相厌氧发酵的产酸量和产气量呈现先增加后减小的趋势。
当有机负荷率达到一定值时,过高的有机负荷率会导致系统负荷过大,抑制菌群生长和代谢,从而影响产酸量和产气量。
4. 混合比例对产酸产气的影响混合比例是指接种物与牛粪的比例。
实验结果表明,混合比例为1:3时,牛粪两相厌氧发酵的产酸量和产气量达到最佳。
过高的接种物比例会导致系统内碳源过多,而过低的接种物比例则会影响系统的稳定性和菌群生长。
餐厨垃圾两相厌氧发酵技术研究和应用进展
第17卷第6期2017年2月科学技术与工程Vol. 17 No. 6 Feb. 2017 1671 —1815(2017)06-0188-09 Science Technology and Engineering ©2017 Sci. Tech. Engrg.能源与动力工程餐厨垃圾两相厌氧发酵技术研究和应用进展刘建伟何岩(北京建筑大学北京市可持续城市排水系统构建与风险控制工程技术研究中心,北京应对气候变化研究和人才培养基地,环境与能源工程学院,北京100044)摘要近年来,我国餐厨垃圾产生量逐年增加,其无害化、减量化和资源化处理越来越受到人们的重视。
两相厌氧发酵因 其将水解酸化阶段和产甲烷阶段分离,克服了单相厌氧发酵易酸化、运行不稳定等问题,正逐渐成为餐厨垃圾资源化处理的 重要选择。
综述了餐厨垃圾两相厌氧发酵工艺的控制参数、发酵原料和反应器等方面的最新研究和应用进展,总结了该工艺 在研究和应用中存在的一些问题,展望了两相厌氧发酵用于餐厨垃圾处理的发展前景。
关键词餐厨垃圾 两相厌氧发酵 研究进展中图法分类号X705; 文献标志码A餐厨垃圾是指“饭店、宾馆、企事业单位食堂、食品加工厂、家庭等加工、消费食物过程中形成的残 羹剩饭、过期食品、下脚料、废物等废弃物。
包括家 庭厨余垃圾、市场丢弃的食品和蔬菜垃圾、食品厂丢 弃的过期食品和餐饮垃圾等”[1]。
餐厨垃圾的主要特点是含水率高,富含有机物,高油脂,容易发酵、变质、腐烂。
这些特点不仅使其 容易滋生病原微生物,产生大量病毒,还会散发恶臭 气体[2_4]。
如果不妥善处理,会严重影响环境卫生 和人类健康。
据统计,我国城市餐厨垃圾每年的产 生量约为6 x l O7t,并呈现快速增长趋势[5]。
其中 北京,上海,广州,深圳等大城市的餐厨垃圾日产生 量均已超过了 1 〇〇〇t[6]。
经调查,中型酒店每天可 产生400 k g餐厨垃圾。
我国城镇人口每人每天可 产生餐厨垃圾0.1 kg。
《牛粪两相厌氧发酵产酸产气条件优化研究》范文
《牛粪两相厌氧发酵产酸产气条件优化研究》篇一一、引言随着农业生产的快速发展,牛粪等畜禽粪便的处理与资源化利用已成为当前环境科学和农业工程领域的重要研究课题。
两相厌氧发酵技术因其能分别优化产酸相和产气相的过程,提高生物气体的纯度和产量,被广泛应用于畜禽粪便的处理中。
本研究以牛粪为研究对象,探讨两相厌氧发酵产酸产气的条件优化,旨在为牛粪的资源化利用提供理论依据和技术支持。
二、研究背景与意义在畜禽粪便处理中,厌氧发酵是一种常用的生物处理方法,它能产生生物气体,同时实现粪便的减量化和无害化。
然而,传统的单相厌氧发酵存在一些问题,如产气率低、发酵过程不稳定等。
而两相厌氧发酵技术通过将产酸相和产气相分开,能够有效地解决这些问题。
因此,对牛粪两相厌氧发酵产酸产气条件进行优化研究,不仅可以提高生物气体的产量和纯度,还可以推动牛粪的资源化利用,实现农业废弃物的循环利用,对于保护环境、促进农业可持续发展具有重要意义。
三、材料与方法1. 材料准备实验所用牛粪取自当地养殖场,经过粉碎、筛选等预处理后备用。
同时,实验还需准备接种物、缓冲液等。
2. 方法(1) 两相厌氧发酵装置的构建实验采用两相厌氧发酵装置,分别模拟产酸相和产气相的环境。
装置主要由进料系统、反应器、出气口等组成。
(2) 实验设计实验设置不同的温度、pH值、有机负荷等条件,探究各因素对牛粪两相厌氧发酵产酸产气的影响。
同时,设置对照组和实验组,进行对比分析。
(3) 分析方法采用气相色谱仪、生物化学分析仪等设备,对发酵过程中产生的气体成分、牛粪的理化性质等进行检测和分析。
四、结果与分析1. 温度对牛粪两相厌氧发酵的影响实验结果表明,在一定范围内,随着温度的升高,产酸率和产气率均有所提高。
但当温度过高时,可能会对微生物活性产生抑制作用,导致产酸率和产气率下降。
因此,存在一个最适温度范围,使得牛粪两相厌氧发酵的产酸率和产气率达到最优。
2. pH值对牛粪两相厌氧发酵的影响pH值是影响牛粪两相厌氧发酵的重要因素。
有机废水厌氧生物两相厌氧处理系统

谈有机废水厌氧生物两相厌氧处理系统摘要:两相厌氧消化工艺就是把酸化和甲烷化两个阶段分离在两个串联反应器中,使产酸菌和产甲垸菌各自在最佳环境条件下生长,这样不仅有利于充分发挥其各自的活性,而且提高了处理效果,达到了提高容积负荷率,减少反应容积,增加运行稳定性的目的。
关键词:有机废水厌氧生物两相厌氧处理系统两相厌氧消化系统是20世纪70年代初美国戈什和波兰特开发的厌氧生物处理新工艺。
并于1977年在比利时首次应用于生产。
此后德国相继建造了数套生产性两相厌氧消化装置,其最大日处理能力为32t。
它并不着重于反应器结构的改造,而是着重于工艺的变革。
一、两相厌氧消化原理厌氧消化是一个复杂的生物学过程,复杂有机物的厌氧消化一般经历发酵细菌、产氢产乙酸细菌,产甲烷细菌三类细菌群的纵向接替转化以及同型乙酸细菌群的横向转化。
从生物学的角度来看,由于产氢产乙酸细菌和产甲垸细菌是共生互营菌,因而把产氢产乙酸细菌和产甲烷细菌划为一相,即产甲烷相;而把发酵细菌划为另一相,即产酸相。
通过对厌氧消化过程中产酸菌和产甲垸菌的形态特性的研究,人们逐渐发现,产酸菌种类繁多,生长快,对环境条件变化不太敏感。
而产甲烷菌则恰好相反,专一性很强,对环境条件要求苛刻,繁殖缓慢,这也正是人们可以把一个厌氧消化过程分为产酸相和产甲烷相两相工艺的理论依据。
传统的一相厌氧消化是追求厌氧消化的全过程,而酸化和甲烷化阶段的二大类作用细菌,即产酸菌和产甲烷菌对环境条件有着不同的要求。
一般情况下,产甲烷阶段是整个厌氧消化的控制阶段。
为了使厌氧消化过程完整的进行就必须首先满足产甲烷相细菌的生长条件,如维持一定的温度、增加反应时间,特别是对难降解或有毒废水需要长时间的驯化才能适应。
传统的厌氧消化工艺把产酸和产甲烷菌这两大类菌群置于一个反应器内,不利于充分发挥各自的优势。
二、两相厌氧的相分离两相厌氧就是把产酸菌和产甲烷菌分别培养在两个串联的反应器中,分别提供各自的最佳生长环境条件以便发挥各自的最大活性。
两相厌氧生物处理的原理

两相厌氧生物处理的原理
两相厌氧生物处理是一种生物处理工艺,它同时利用了两种不同类型的微生物来处理有机废水。
该工艺包括了两个相互独立的反应器:一个是厌氧消化池,另一个是厌氧挥发酸池。
该工艺的原理如下:
1. 厌氧消化池:有机废水首先通过进料管道进入厌氧消化池。
在厌氧消化池中,厌氧菌通过发酵产生乙酸、丙酸、氢气等有机酸和气体,同时将有机物质分解成更简单的化合物。
这些化合物被其他类厌氧菌或释放的甲烷气体进一步代谢并降解。
2. 厌氧挥发酸池:从厌氧消化池产生的液体被输送到厌氧挥发酸池中,同时进入大气中的气体被收集。
在挥发酸池中,有机酸通过其他厌氧细菌转化为更加稳定的产物,包括甲烷和二氧化碳等。
两相厌氧生物处理的优点包括能够同时处理多种有机废水,具有高效能和较小的处理成本。
同时,该方法能够生产出可再利用的甲烷气体和沼气,从而达到经济和环境保护的双重目的。
固体废物厌氧消化的工艺及其应用研究状况
固体废物厌氧消化的工艺及其应用研究状况1.高固体厌氧消化与低固体厌氧消化在厌氧消化处理固体废物时,处理物料的总固体含量 (TS) 对反应的影响很人。
根据TS 的不同,可以将厌氧消化固体废物分成高固体厌氧消化和低固体厌氧消化。
高固体厌氧发酵的概念是 Sghulze 在1958 年提出的,又叫干发酵、固体发酵等,它只是…个相对于低固体厌氧消化的概念,并没有明确限定。
从1980 年起,Jewell 和Wujeik 在这领域做了一些工作,但进展很慢。
月前这方面的工作主要在欧美一些国家进行,如美国、丹麦、比利时、法国、瑞士等。
低固体厌氧消化是指传统的厌氧消化, TS 相对比较低,一般在8%以下,我国、印度、菲律宾等地的户用沼气池就属于此类。
随着固体含量的增高,发酵周期将变长,容易造成 VFA 和毒素积累、搅拌困难、白动慢、运行不稳定等不良反应。
但高固体厌氧消化可以提高池容产气率和池容效率、需水量低或不需水、消化后的产品不需脱水即可作为肥料或土壤调节剂使用。
欧洲1993 年以前低固体发酵占绝大多数,此后高固体发酵占到了优势,2000年有56.1 万t 固体废物用高固体厌氧发酵进行了处理。
2.单相消化与两相消化从反应级数来分,厌氧消化可分为单相和多相,单相厌氧消化是指水解酸化阶段与产甲烷阶段都在一个反应器中进行。
有机固体废物两相厌氧消化 (Two-phase anaerobic digestion) 工艺最早是由Pohland 和 Ghose 于1971年提出的,又叫两步或两阶段厌氧消化(Two-step anaerobic digestion), 是人为地将厌氧反应过程分解为水解产酸阶段和产甲烷两个阶段,来满足不同阶段厌氧消化微生物的活动需求,达到最佳的反应效率。
在产甲烷阶段前设置产酸阶段,可以控制产酸速率,避免产甲烷阶段超负荷,另外还可以避免复杂、多变、有毒的物质对整个系统造成冲击,提高了系统运行的稳定性。
化工废水两相厌氧—二级好氧处理技术研究及应用
t h e p i l o t - - s c a l e p l a n t i n d i c a t e s t h a t t h e COD a v e r a g e r e mo v i n g r a t e o f t w o ・ ・ p h a s e a n a e r o b i c - t w o ・ - s t a g e a e r o b i c s y s t e m
Z o u Mi n , J i a n g Yo n g w e i , Ca o L e i , L u J i l a i , Mi n Yi me i
( 1 . J i a r t g s u A c a d e m y o f E n v i r o n m e n t a l S c i e n c e , N a n j i n g 2 1 0 0 3 6 , C h i n a ;
2 . J i a n g s u P r o v i n c e I n t e r n a t i o n a l E n v i r o n m e n t l a D e v e l o p en m t C e i r t e r , N a n j i n g 2 1 0 0 2 4 , C h i n a )
两相厌氧工艺处理高浓度硫酸盐有机废水的研究

and
The concentration of the influent water CODcr
and
sulfate in the UASB reactor goes 1 700 mg/L.By
from 5000mg/L and 700 mg/L acclimation.the removal
rate
N№+-N
and CODcr with high concentration and low pH value,it makes wastewater
too
treatment more difficult.it
di衢cult
to treat by conventional
biochemical process.
摘要
IC反应器对氨氮去除率为20%一27%。两相厌氧工艺对氨氮的去除效果有限。 ⑦稳定运行期,UASB和IC反应器中都形成了粒径为O.2—3.5mm的颗粒污
泥。两相厌氧工艺能有效处理高浓度硫酸盐有机废水中的硫酸根和COD。,,但对
氨氮的去除效果较差。
关键词:赤霉素生产废水;高浓度硫酸盐废水;UASB;IC;硫酸盐还原菌;产 甲烷菌;
将UASB反应器中还原出来的硫化物氧化为单质硫,并在沉淀池中去除。由于 沉淀池出水COD。,浓度还是很高,并含有少量的硫化物,所以采用IC厌氧反应
器去除COD盯。 本课题采用两相厌氧工艺处理高浓度硫酸盐有机废水,通过实际工程调试 及稳定运行研究表明:
①启动阶段,通过逐渐增加UASB反应器进水的COD盯、硫酸盐的浓度,
load is pH value is 6.5,while the sulfate goesuptO 80%.
5kgS042-/m3.d,and
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两相厌氧处理工艺的研究与应用摘要:利用各种高效反应器对现有的单相厌氧处理系统进行改造,以提高其稳定性,获得比现有单相系统更大的负荷和更高的效率。
文章对废水两相厌氧处理工艺的研究和应用作了综述,概括了两相厌氧处理酒厂废水、垃圾填埋场渗滤液、乳品废水、牛奶厂废水、制浆造纸废水等的应用情况,对反应器型式、环境和操作条件及两相厌氧处理工艺与其他厌氧反应器处理废水效果进行了总结和比较。
关键词:两相厌氧酸化甲烷化废水有机物的厌氧降解,在宏观上和工程上可以简化地分为产酸和产甲烷两个阶段。
两个阶段在细菌种类、消化速率、环境要求、降解过程和产物等方面均有所不同。
在一个反应器内要保持这两大类微生物的成活,并有旺盛的生理功能活动、协调发展,对反应器的维护管理是比较困难的。
Pohland[1]于1971 年首次提出了两相厌氧消化的概念,即把厌氧的两个阶段分别在两个独立的反应器内进行,分别创造各自最佳的环境条件,培养两类不同的微生物,并将这两个反应器串联起来,形成两相厌氧工艺系统两相厌氧工艺系统能够承受较高的负荷率,反应器容积较小,运行稳定,日益受到人们的重视。
废水采用两相厌氧处理的前景十分可观,可以利用各种高效反应器设备对现有的处理系统进行改造,提高其稳定性,可获得比现有单相厌氧处理系统更高的负荷率和效率1两相厌氧处理工艺的研究与应1.1研究与应用情两相厌氧工艺可用于处理多种废水,如:酒厂废水、垃圾渗滤液、大豆加工废水、酵母发酵废水、乳清废水、牛奶工业废水、淀粉废水、制浆造纸废水、染料废水等。
表 1 列出了部分两相厌氧工艺研究和应用的运行数据表 1 部分两相厌氧工艺研究和应用运行数1.2反应器型两相厌氧降解的产酸过程和产甲烷过程分别在两个独立的反应器内进行。
为了分别提高两个阶段的效率,这两个阶段可以应用各种高效厌氧反应器,如:上流式厌氧污泥床(UASB)-UASB 系统[2,3]、连续搅拌池反应器(CSTR)-上流式厌氧滤池(UAF)系统[4 ,6]、CSTR-厌氧填充床反应器(APBR)系统、APBR-APBR 系统[5]、厌氧流化床(AFBR) -AFBR 系统、UAF-UASB 系统等1.3环境和操作条厌氧消化过程受环境和操作条件的影响比较大。
两相厌氧工艺能使产酸过程和产甲烷过程均处于最佳的环境条件和操作条件。
两相厌氧降解的每个阶段不仅仅只是采用不同的反应器型式,而且还可应用不同的温度、pH、水力停留时间、有机物负荷率等,以取得最好的结果厌氧降解过程受温度影响较大,厌氧降解的温度可分为低温(0~20 ℃)、中温(20 ~42 ℃)和高温(42~75 ℃)[12]。
在中温范围,35 ℃以下,每降低10 ℃,细菌的活性和生长率就减少一半。
因此,对于预定的消化程度,温度越低,消化时间越长。
温度对产酸过程的影响不是很大,对产甲烷过程则影响较大。
高浓度废水或污泥的厌氧处理通常采用中温或高温范围。
两相厌氧降解过程的每个阶段也可采用中温或高温范围。
根据厌氧消化的温度范围,两相厌氧消化的温度有高温-高温系统[9]、中温-中温系统[10]、高温-中温系统[11]和中温-高温系统pH 是厌氧反应的重要影响因素。
产甲烷菌的最适宜 pH 范围是 6.8~7.2,而产酸菌则需要偏酸一点的 pH。
传统厌氧系统通常维持一定的 pH,使其不限制产甲烷菌生长,并阻止产酸菌(可引起 VFA 累积)占优势,因此必须使反应器内的反应物能够提供足够的缓冲能力来中和任何可能的 VFA 累积,这样就防止了在传统厌氧消化过程中局部酸化区域的形成。
而在两相厌氧系统中,每相可以用不同的 pH,以便使产酸过程和产甲烷过程分别在最佳的条件下进行,pH 的控制对产甲烷阶段尤为重要1.4两相厌氧系统的优化运两相厌氧废水处理系统的优化运行是将产甲烷反应器的出水再循环至产酸反应器[13] 。
系统可以把一个混合良好的连续反应器作为酸化阶段的反应器,以一个流化砂床反应器作为产甲烷阶段的反应器。
产酸阶段通过自动添加苛性钠来控制 pH 为 6;产甲烷阶段对pH 则可不加以控制。
结果表明,引入循环后,可以节省碱的投加量,从而减少处理成本。
Shin 等 [2]用一个两相 UASB-UASB 系统处理制酒厂废水,在两个反应器的颗粒污泥均形成之后,为了维持第一阶段适宜的 pH,只须通过产甲烷阶段出水的循环,而无须投加碱性化合物。
在韩国首都汉城附近的 Anyany 市,就有处理食物废水的两相厌氧消化池[14],该系统就是将甲烷相反应器的出水再循环至酸相反应器以提供碱度2高浓度废水不同处理工艺的效果比2.1屠宰废屠宰废水来自屠宰过程的不同工序,如:冲洗牲畜、放血、剥皮、清洗牲畜尸体、打扫房间等,包括血水、皮肉颗粒、粪便和其他污染物质。
屠宰废水的典型特征如下[15]:pH=6.8~7.8;COD=5200~11400 mg/L;TSS=570~1690 mg/L;磷=7.0~28.3 mg/L;NH3- N=19~74 mg/L;蛋白质=3250~7860 mg/L。
各种厌氧反应器处理屠宰废水的运行数据见表 2表 2 各种厌氧反应器处理屠宰废水的运行数2.2乳清和牛奶废牛奶场废水来自制造过程、公用事业和服务机构,废水的各种来源为溅出液、废弃液、撇乳、乳清,以及冲洗奶罐、设备、奶瓶和地板的废水。
乳清是制造奶酪时产生的最难处理的高浓度废物,它包括一部分牛奶蛋白质、水溶性维生素和无机盐[22]。
不同类型厌氧反应器处理乳品加工和牛奶场废水的运行数据见表 3表 3 各种厌氧反应器处理乳清和牛奶废水的运行数2.3造纸废在制浆造纸工业,纸浆的冲洗和漂白过程产生各种不同性质的废水,废水也来自造纸机器、苛性氯的制造和黑液的回收,造纸废水含有木质素及其衍生物和各类氯代有机物。
COD、抑制因素和可生化性的变化取决于废水的来源[22]。
处理制浆造纸废水的各种厌氧反应器的运行数据的比较见表 4表 4 各种厌氧反应器处理制浆造纸废水的运行数3讨论与总由于厌氧过程每个阶段的菌种都有一个与其他阶段菌种不同的最佳微生物环境,在一个单相的厌氧消化池或反应器中不可能实现最佳的厌氧运行效果,将两个阶段的菌种用于同一个反应器,会明显地阻碍彼此的效率。
两相厌氧降解过程有其特点,因为每相都保持其最适宜的 pH 和氧化还原电位,使其在较高的效率下运行。
两相厌氧工艺的启动可以在几周内完成,而无须几个月,并且所需设备尺寸至少可以缩小 1/3。
两相厌氧工艺的优点在于:分离和优化了潜在的限速阶段,使水解酸化过程和产甲烷过程均处于最佳状态;提高了反应动力和稳定性(控制各阶段 pH,提高反应器抵抗冲击负荷的稳定性,选择生长较快的细菌);酸化阶段具有潜在的解毒作用两相厌氧工艺还有以下不足:分相后原厌氧消化微生物共生关系被打破;难于管理;缺乏对各种废水的运行经验;底物类型与反应器型式之间的关系不确定。
有研究者认为,从微生物的角度来看,厌氧消化过程是由多种菌群参与的生物过程,这些微生物种群之间通过代谢的相互连贯、制约和促进,最终达到一定的平衡,在厌氧消化最优化的条件下不能分开,否则不符合最优化条件,而两相厌氧过程势必会改变稳定的中间代谢产物水平,有可能对某些特殊营养型的细菌产生抑制作用,甚至造成热力学上不适于中间产物继续降解的条件。
然而从目前的研究结果来看,虽然相分离后中间代谢产物发生了变化,但相的分离基本上都是不完全的,所以产甲烷相中的污泥仍是由多种菌群组成的,可以适应变化了的各种中间产物,因此相分离后中间产物的变化对产甲烷相没有不利影响。
相反,由于产酸相去除了大量的氢及某些抑制物,可以为后一阶段的产甲烷菌提供了更适宜的底物及环境条件,从而使产甲烷相中的污泥活性得以提高,处理效果及运行稳定性也相应提高一般情况下,底物类型和反应器型式决定了某种废水能否适用于两相厌氧处理,这也得到了许多试验的验证。
两相厌氧处理工艺是可以推广应用的,但对各种废水的运行经验却不足,因此仍有许多工作要做参考文献1Pohland F G,Ghosh S.Developments in anaerobic treatmentprocesses.In:Canale R P. Biological Waste Treatment.New York: Interscience,1971,85~102Shin H S,Bae B U,Lee J J,et al. Anaerobic digestion of distillery waste-water in a 2-phase UASB system.Wat.Sci.Tech.,1992,25(7):361~373He Y L,Zhang A L,Yang S H.Anaerobic treatment of kenaf stem wood APMP wastewater. Environ.Tech.,1995,16:467~474Ince O.Performance of a two-phase anaerobic digestion system when treating dairy wasteeater.Wat.Res.,1998,32:2707~2715Talarposhti A M,Donnelly T,Anderson G K.Colour removal from a simulated dye wastewater using a two-phase anaerobic packed bed reactor.Water Res.,2001,35:425~436Yilmazer G,Yenigun O.Two-phase anaerobic treatment of cheesewhey.Wat.Sci.Tech.,1999, 40(1):289~297Malaspina F,Cellamare C M,Stante L,et al.Anaerobic treatment of cheese whey with a downflow-upflow hybrid reactor.Bioresource Technology,1996 ,55:131~138Yanagi C,Sato M,Takahara Y.Treatment of wheat-starch waste-water by a membrane combined 2-phase methane fermentation system.Desalination,1994,98:161~179Yeoh B G.Two-phase anaerobic treatment of cane-molasses alcohol stillage.Wat.Sci.Tech., 1997,36(6~7):441~4410Lin C Y.Anaerobic-digestion of landfill leachate.Water SA.,1991,17:301~3011Kaiser S K,Dague R R,Haris W L.Initial studies on the temperature- phased anaerobic biofilter process.Wat.Environ.Res.,1995,67:1095~11012Hulshoff Pol.Waste characteristics and factors affecting reactor performance. Netherlands : Wageningen Agricuture University,1995,33~6513Romli M,Greenfild P F,Lee P L.Effect of recycle on a two-phase high- rate anaerobic wastewater treatment system.Wat.Res.,1994,28:475~4814Lee J P,Lee J S,Park S C.Two-phase methanization of food wastes in pilot scale. Appl.Biochem.Biotech.,1999,77(9):585~5915Ruiz I,VEiga M C,De Santiago P,et al.Treatment of slaughterhouse wastewater in a UASB reactor and an anaerobic filter.Biores.Technol.,1997,60(3):251~2516Johns M R.Development in wastewater treatment in the meat processing industry: a review. Biores.Technol.,1995,54:203~2117Zheng Y J,Wu W N.A study of meat packing plant wastewater treatment with upflow anaerobic sludge blanket process.In: Proc.4th Int. Symp. Anaerobic Digestion,China,1985.327~3318Sayed S,Campen L,Lettinga G.Anaerobic treatment of slaughterhouse waste using a flocculant sludge UASB reactor.Biol.Wastes,1987,21:11~219Lettinga G,Hobma S W,Hulshoff Pol L W,et al.Design operation and economy of anaerobic treatment.Wat.Sci.Tech.,1982,15(8):175~1920Polprasert C,Kemmadamrong P,Tran F T.Anaerobic baffled reactor (ABR) process for treating a slaughterhouse wastewater.Environ.Technol.,1992,13:857~8621Banks C J,Wang Z.Development of a two-phase anaerobic digester for the treatment of mixed abattoir wastes.Wat.Sci.Tech.,1999,40(1):69~722Rajeshwari K V,Balakrishnan M,Kansal A,et al.State-of-the-art of anaerobic digestion technology for industrial wastewatertreatment.Renew.Sustainable Energy Rev.,2000,4:135~1523Kalyuzhnyi S V,Martinex E P,Maptinez J R.Anaerobic treatment of high strength cheese whey wastewaters in laboratory and pilot UASB-reactors.Biores.Technol.,1997,60:59~624Gutierrez J L R,Encina P A G,Polanco F F.Anaerobic treatment of cheese production wastewater using a UASB reactor.Biores.Technol.,1991,37:271~2725Schorder E W,De Haast J.Anaerobic digestion of deprotEInated cheese whey in an upflow sludge blanket reactor.J.Dairy Res.,1989,56:129~1326Yan J Q,Lo K V,Liao P H.Anaerobic digestion of cheese whey using upflow anaerobic sludge blanket reactor.Biol.Waste,1989,27:289~3027Wildenauer F X,Winter J.Anaerobic digestion of high strength acidic whey in a pH-controlled upflow fixed-film loopreactor.Appl.Microbiol.Biotechnol.,1985,22:367~3728De Haast J,Britz T J,Novello J C,et al.Anaerobic digestion of deproteinated cheese whey.J.Dairy Res.,1985,52:457~4629Boening P H,Larsen V F.Anaerobic fluidized bed wheytreatment.Biotechnol.Bioeng.,1982,14:2539~25530Denac M,Dunn I J.Packed and fluidized-bed biofilm reactor performance for anaerobic wastewater treatment.Biotechnol.Bioeng.,1988,32(2):159~1731Switzenbaum M S,Danskin S C.Anaerobic expanded bed treatment of whey.Agric.Waste,1982, 4:411~4232Lo K V,Liao P H.Digestion of cheese whey with anaerobic rotating biological contact reactor. Biomass,1986,10:243~2533Barford J P,Cali R G,Callander I J,et al.Anaerobic digestion ofhigh-strength cheese whey utilizing semi-continuous digesters and chemical flocculant addition. Biotechnol. Bioeng.,1986,28(11):1601~16034Malaspina F,Stante L,Cellamare C M,et al.Cheese whey and cheese factory wastewater treatment with a combined biological anaerobic-aerobic plant.In: Proceedings of the 3rd International Symposium on Waste Management Problems in Agro-industries,Mexico,1995. 63~735Strydom J P,Britz T J,Mostert J F.Two-phase anaerobic digestion of three different dairy effluents using a hybrid bioreactor.Water S A,1997,23 :151~15。