19.2.25 全国化工和危险化学品典型事故案例汇编(2017年)
2017年国外典型化学品事故

3
中毒窒息事故
中毒窒息事故
NO.1南非德班市海军基地“2·17”甲烷气体中毒事故
2017年2月17日,南非港口城市德班市一个海军基地的地 下废水池发生了高浓度甲烷气体泄漏,事故造成了至少6 人死亡,26人中毒受伤。
中毒窒息事故
NO.2印度安得拉邦NallavariCheruvu公司“3·30”氨气中毒事故
化工生产事故
NO.7日本荒川化学工业富士工厂“12·1”爆炸事故
2017年12月1日上午8时30分左右,位于 日本富士市厚原的荒川化学工业富士工厂 发生爆炸,造成1人死亡,11人受伤。荒 川化学工业称,当时工厂正在生产造纸用 的化学药品和印刷油墨用树脂。
化工生产事故
NO.8墨西哥Pemex公司Salina Cruz炼油厂“6·14”火灾事故
2017年2月8日11时10分左右,美国路易斯安那州 Beauregard教区DeRidder镇美洲包装公司纸浆厂 区管线年度检修期间,一个储有纸浆原料松木预
处理蒸馏产冷凝液松节油的7.6米高储罐,在承包
商人员动火焊接时突发剧烈爆炸,储罐被炸飞, 造成3名工人当场死亡、7人受伤。
化工生产事故
NO.5 美国西弗吉尼亚州Midland资源回收公司“5·24”爆炸事故
泄漏,引发爆炸,房屋坍塌,造成了8人死亡,20人
受伤。
燃气爆炸事故
NO.3印度班加罗尔技术中心“10·16”燃气爆炸事故
2017年10月16日早上,印度班加罗尔技术中心发生燃
气爆炸事故,造成7人死亡,7人受伤。
燃气爆炸事故
NO.4波兰西南部Swiebodzice镇“4·8”天然气爆炸事故
2017年4月8日,波兰西南部Swiebodzice镇一幢老旧
全国化工和危险化学品典型事故案例汇编

1 月 2 日,当班员工由于 24 小时上班,身体疲劳而在岗位上瞌睡, 错过了投料时间,本应在前一天晚上 11 时左右投料,却在凌晨 4 时左 右才投料;滴加浓硫酸并在 20~25℃保温 2 小时后交班,但却未将投 料时间改变和反应时间不足工艺要求的情况向白班交接清楚。
白班人员未按操作规程操作,就直接开始减压蒸馏。蒸馏约 20 多 分钟后,发现没有甲苯蒸出,操作工就继续加大蒸汽量(使用蒸汽旁 路通道,主通道自动切断装置失去作用),8:50 左右发生爆炸,并引 起现场设施和物料起火燃烧。
本汇编共收集、整理了 17 起典型化工和危险化学品事故资料,对 事故原因进行了较为深入的研究分析,针对事故教训吸取提出了防范 措施及建议,希望全国化工和危险化学品企业举一反三,健全安全风 险管控,不断提高安全保障能力和安全管理水平。
本汇编在编写过程中,参考了相关事故调查报告,征求了多位专 家意见,在此对有关单位和人员表示衷心的感谢!由于时间仓促,本 汇编难免存在疏漏之处,敬请批评指正。
典型事故一
浙江华邦医药化工有限公司“1·3”较大爆炸火灾事故
2017 年 1 月 3 日 8 时 50 分许,位于临海市浙江省化学原料药基 地临海园区的浙江华邦医药化工有限公司(以下简称“华邦公司”)C4 车间发生爆炸火灾事故,造成 3 人死亡,直接经济损失 400 多万元。
一、事故单位及生产工艺情况 华邦公司创建于 2002 年 9 月,占地 68.27 亩,总资产 5360 万元, 现有员工 200 人,主要产品包括 6,6-二氢青霉烷酸二苯甲酯(DP-3)、 三苯基氯甲烷、潘生丁二氯物(DDH)等医药中间体,所有产品均不属于 危险化学品,但其生产过程涉及加氢、氧化、磺化、胺化、硝化、重 氮化等重点监管危险化工工艺和甲苯、乙酸乙酯、液氨、氢气、乙炔 等重点监管危险化学品,且涉及危险化学品的使用和回收。 事故发生在 C4 车间生产 DDH 的环合反应釜。DDH 的生产工艺是以 草酸二乙酯为起始物料,经过缩合工序制得草酰乙酸二乙酯甲苯溶液, 再经环合、硝化、加氢还原、氯化、缩合等工序得到成品。发生事故 的环合反应过程如下:在反应釜中投入缩合物草酰乙酸二乙酯甲苯溶 液和尿素,冷却至 20~25℃滴加硫酸,保温 2 小时,升温至 60~68℃, 保温反应至终点(保温 5 小时);减压浓缩回收甲苯,加入 10%液碱中 和至中性,过滤后的滤饼(主要成分为乳清酸)加入水和氢氧化钠, 于 60~63℃保温反应 1 小时,冷却至常温,滴加 30%盐酸中和反应至 PH 值 1~2,酸化反应 2 小时,得到最终反应产物。 二、事故经过
2017年国外典型化学品事故

交通运输事故
NO.4尼日利亚Osun州“7·23”油罐车爆炸事故
2017年7月23日,在尼日利亚西南部的Osun州一辆18座 的丰田客车从邻近国家的公路撞上了一辆油罐车,导致油 品泄漏,引起爆炸,事故造成11人死亡。 初步调查表明,事故是由急躁和过度超速的客车司机和油 罐车司机的错误变向导致的。
3
化工生产事故
NO.2 美国威斯康辛州Didion Milling公司“5·31”乙醇厂爆炸事故
2017年5月31日大约23时,美国威斯康辛州Cambria社 区DidionMilling公司乙醇厂发生剧烈爆炸,4层厂房被彻 底摧毁,造成了4人死亡,11人受伤。据了解这可能是 一起易燃粉尘空间爆炸事故。
2017年3月30日上午,印度安得拉邦West Godavari地区 Mogalturu村一家水产品加工企业(NallavariCheruvu公司) 一个液氨储罐发生氨气泄漏,造成5名工人中毒死亡。
中毒窒息事故
NO.3伊朗Bushehr省Nargesi油田“1·18”硫化氢中毒事故
2017年1月18日晨,伊朗南部Bushehr 省Borazjan市以北约30公里的Nargesi 油田一个原油储罐发生剧毒硫化氢大 量泄漏事故,造成至少3名工人死亡, 2名工人中毒。
4
2017年5月24日中午,美国西弗吉尼亚州Barbour县 Philippi镇Midland资源回收公司化工厂,在使用次氯 酸盐漂白剂清理老旧臭味剂(硫醇)储罐时发生爆炸, 造成2人当场死亡和1人重伤。
化工生产事故
NO.6奥地利鲍姆加滕天然气输气站“12·12”爆炸事故
2017年12月12日上午8时45分,奥地利首 都维也纳以东临近斯洛伐克边境的鲍姆加 滕天然气输气站发生爆炸事故,造成1人 死亡,21人受伤。事故原因初步认为是新 安装的过滤装置的密封盖松动引起的。
年化工典型事故案例分析ppt课件

安徽安庆万华油品“4·2”爆燃事故
中国化学品安全协会
安徽安庆万华油品“4·2”爆燃事故
直接原因: 1.粉碎、收集、分装作业现场不具备安全 生产条件,无除尘设施,导致可燃性粉尘 积聚,由于使用不防爆电器产生电火花, 引发可燃性粉尘爆燃。 2.由于车间布置不合规,生产组织安排不 合理,无应急处置能力,导致事故扩大。
4.杨金平,华邦公司C4车间当班班组长。明知上下班交接时,环合反应处于20-25°C保温2 小时结束状态,却放任操作工谭从虎未进行升温至60-68°C并保温5小时操作就直接开始减压蒸馏, 中未国化能学品发安现全协并会纠正谭从虎违规使用蒸汽旁路通道行为,在谭从虎发现生产异常向其反w应ww.c后he9m,ical也safe未ty.or能采取
2.既涉及重点监管的危化品,又涉及重点危险化工工艺,但氯化、硝 化反应生产过程基本没有实现自动化控制,现场作业人员较多,每个楼层都长 期有操作人员,这次事故造成严重后果与自动化程度低密切相关。
3.控制室、休息室都跟装置在一起,设计上存在布局严重不合理的问 题。二楼3名操作人员发现险情后全部逃生幸存,但没有联动机制通知楼内其他 人员。
浙江台州华邦医药“1·3”爆炸事故
事故追责
1.洪道送,华邦公司董事长,公司实际负责人。安全生产责任制不落实,未能有效督促检查 本单位的安全生产工作,及时消除生产安全事故隐患,也未能全面履行审批公司相关安全技术规程并 贯彻实施职责,本次事故涉及的生产工艺规程即未经其审批就交付实施,对事故发生负有责任,建议 司法机关依法追究其刑事责任。
中国化学品安全协会
连云港聚鑫生物科技有限公司“12•9”爆炸事故
2017年12 月 9 日凌晨 2 时 20 分左右,连云港市灌南县堆沟港镇化 工园区聚鑫生物科技有限公司四号车间 内发生爆炸,爆炸引发临近六号车间局 部坍塌,事故造成 10人死亡。
全国化工和危险化学品典型事故案例汇编
注意保存全国化工和危险化学品典型事故案例汇编(2017年)应急管理部危险化学品安全监督管理司中国化学品安全协会2018年10月前言为深刻吸取事故教训,加强事故案例警示教育,把事故案例警示教育贯穿于安全生产过程中,切实做到“一厂出事故、万厂受教育,一地有隐患,全国受警示”,推动企业落实安全生产主体责任,助力安全监管、隐患排查和安全风险管控,防范和遏制化工危险化学品重特大事故的发生,应急管理部危险化学品安全监督管理司和中国化学品安全协会共同编制了《全国化工和危险化学品典型事故案例汇编(2017年)》。
本汇编共收集、整理了17起典型化工和危险化学品事故资料,对事故原因进行了较为深入的研究分析,针对事故教训吸取提出了防范措施及建议,希望全国化工和危险化学品企业举一反三,健全安全风险管控,不断提高安全保障能力和安全管理水平。
本汇编在编写过程中,参考了相关事故调查报告,征求了多位专家意见,在此对有关单位和人员表示衷心的感谢!由于时间仓促,本汇编难免存在疏漏之处,敬请批评指正。
目录浙江华邦医药化工有限公司“1.3”较大爆炸火灾事故 (4)新疆宜化化工有限公司“2.12”较大电石炉喷料灼烫事故 (8)吉林省松原石油化工股份有限公司“2.17”较大爆炸事故 (12)安徽安庆万华油品有限公司“4.2”较大爆燃事故 (19)河南济源豫港(济源)焦化集团有限公司“4.28”较大爆炸事故 (24)山东临沂金誉石化有限公司“6.5”重大爆炸着火事故 (29)浙江林江化工股份有限公司“6.9”爆炸较大事故 (36)内蒙古乌海市华资煤焦有限公司“6.27”较大爆炸事故 (41)青海盐湖工业公司化工分公司“6.28”较大爆炸事故 (46)江西九江之江化工有限公司“7.2”压力容器爆炸事故 (50)新疆宜化化工有限公司“7.26”较大燃爆事故 (55)湖北大江化工集团有限公司“9.24”较大窒息事故 (59)湖北省钟祥市金鹰能源科技公司“11.11”较大中毒事故 (62)大连西太平洋石油化工有限公司“11.18”中毒事故 (65)中石油乌鲁木齐石化公司“11.30”较大机械伤害事故 (71)江苏连云港聚鑫生物公司“12.9”重大爆炸事故 (77)山东日科化学股份有限公司“12.19”较大火灾事故 (85)典型事故一浙江华邦医药化工有限公司“1·3”较大爆炸火灾事故2017年1月3日8时50分许,位于临海市浙江省化学原料药基地临海园区的浙江华邦医药化工有限公司(以下简称“华邦公司”)C4车间发生爆炸火灾事故,造成3人死亡,直接经济损失400多万元。
2017危险化学品事故案例
(11)冒顶片帮
(12)透水; (13)放炮;
(14)火药爆炸
(15)瓦斯爆炸
(16)锅炉爆炸
(18)其他爆炸;
(19)中毒和窒息;
(20)其他伤害。
2022/4/17
7
第七页,共91页。
4、事故的分级
(一)特别重大事故,是指造成30人以上死亡,或者100人以上重伤 (包括急性工业中毒,下同),或者1亿元以上直接经济损失的
2、教育培训不够,未经培训,缺乏或不懂安全操作技术知识。
3、劳动组织不合理。4、对现场工作缺乏检查或指导错误。
5、没有安全操作规程或不健全。
6、没有或不认真实施事故防范措施、对事故隐患整改不力。
7、其他。
2022/4/17
14
第十四页,共91页。
理
二 危险化学品典型 事故案例分析
2012
第十五页,共91页。
事故。
(二)重大事故,是指造成10人以上30人以下死亡,或者50人以上100 人以下重伤,或者5000万元以上1亿元以下直接损失的事故。
(三)较大事故,是指造成3人以上10人以下死亡,或者10人以上50人以 下重伤,或者1000万元以上5000元以下直接损失的事故。
(四)一般事故,是指造成3人以下死亡,或者10人以下重伤,或者1000 万元以下直接损失的事故。
2.林沅公司未能依法履行安全生产主体责任,未取得劳务分包企业资质 就非法承接项目;企业规章制度不健全不落实,员工安全意识淡薄,违 章动火;未对现场共91页。
事故原因分析
间接原因
3.大连石化公司安全管理责任不落实,管理及作业人员安全意识淡薄, 制度执行不认真不严格,检维修管理、动火管理和承包商管理严重缺 失。
全国化工和危险化学品典型事故案例汇编

全国化工和危险化学品典型事故案例汇编一、概要随着化工产业的快速发展,危险化学品在生产、储存、运输及使用过程中的安全问题日益凸显。
事故频发不仅给人民生命财产安全带来严重威胁,也对环境造成了不可估量的影响。
为了加强化工和危险化学品领域的安全管理,防范和减少事故的发生,我们对全国范围内发生的化工和危险化学品典型事故进行了深入分析和总结,汇编成此册,以期通过案例警示,提高全社会对化工安全的认识和重视程度。
本书籍汇编的事故案例涵盖了多个领域,包括化工生产、危险化学品储存、运输及事故应急处理等方面。
每个案例详细介绍了事故发生的过程、原因、后果及应对措施,通过真实的事故场景,展示化工安全领域的风险和挑战。
1. 化工和危险化学品安全的重要性化工和危险化学品安全的重要性不容忽视,作为工业生产的重要领域,化学工业在现代社会运行中扮演着至关重要的角色,为国民经济提供了必要的支撑。
然而化工生产过程中涉及的危险化学品具有独特的物理和化学性质,如易燃、易爆、有毒和腐蚀性,这些都使得化工生产过程中的安全问题显得尤为突出。
任何一个小小的疏忽或操作不当都可能导致安全事故的发生,不仅会给企业和员工带来重大的经济损失和人身伤害,还可能对社会和环境造成不可估量的影响。
随着化工行业的快速发展,我们更应当深刻认识到安全是化工和危险化学品行业发展的基础和前提。
典型事故案例的汇编不仅仅是记录过去发生的悲剧,更是为了通过反思和总结,强调预防的重要性。
通过对事故原因的分析,我们可以找到安全生产中的薄弱环节和潜在风险,从而采取有效的措施进行防范和改进。
只有当每一位从业者都深刻理解到化工和危险化学品安全的重要性,并付诸实践,才能真正实现行业的安全、健康和可持续发展。
因此本文汇编的全国化工和危险化学品典型事故案例,旨在提醒广大读者时刻牢记安全第一的原则,警示行业内外的相关人员提高安全意识,严格遵守操作规程,确保化工生产过程的平安和谐。
2. 事故案例汇编的目的和意义事故案例汇编的目的和意义在于,通过全面系统地收集和整理全国范围内发生的化工和危险化学品典型事故案例,为行业内外提供宝贵的安全生产经验和教训。
张君华-化工本质安全与事故案例分析

室、过磅房、办公楼以及周边企业、建构筑 物和社会车辆不同程度损坏,附近1公里外 村庄部分居民的门窗玻璃被震碎。
死亡人数 生产企业数 每百家企业死亡人数
6
43
14.0
11
285
5.0
6
135
3.7
6
350
1.7
7
432
1.6
3
197
1.5
9
684
1.3
4
302
1.3
6
518
1.2
7
605
1.2
8
681
1.2
7
602
1.2
5
441
1.1
22
2170
1.0
21
20961.0来自死亡人数是指取证的危险化 学品生产企业发生事故的死 亡人数。
处坠落、机械伤害,占比 57.5%。
中毒和窒息
机械伤害
灼烫 其他伤害
死亡人数
车辆伤害 物体打击 坍塌 触电 淹溺 起重伤害
8 5 43 10 11
18
爆炸
火灾
高处坠落
85
中毒和窒息
机械伤害
灼烫
11
其他伤害
车辆伤害
22
物体打击
坍塌
21
触电
39 29
淹溺 起重伤害
2017年 11个地 区发生
了较大
及重大 事故。
按每百家企业死 亡人数分析
2017历史上12月发生的危险化学品事故Microsoft Word 文档
历史上十二月发生的危险化学品事故一、近期发生的较大事故湖北大江化工集团有限公司“9•24”较大窒息事故2017年9月24日16时40分左右,湖北大江化工集团有限公司硫酸中心熔硫工段发生一起窒息事故,造成3人死亡。
直接经济损失303.85万元。
经事故调查认定,事故的直接原因是:在没有办理受限空间作业票证、没有通风置换、没有对槽内空气进行检测分析、没有采取任何个人防护措施的情况下,有关人员违章进入1#助滤槽内进行检修作业,在发现槽内有人窒息后,不佩戴个人防护用品盲目进行施救,导致事故扩大。
二、历史上12月发生的危险化学品事故(一)国内事故张家口树脂厂“12•1”氯乙烯泄漏爆炸事故1991年12月1日,河北省张家口树脂厂聚氯乙烯树脂车间聚合工段发生爆炸事故,造成5人死亡,8人受伤。
事故的直接原因是用于制作法兰的钢材质量不合格,单体高位槽至聚合釜单体输送管道连接法兰沿圆周处开裂,大量氯乙烯单体泄漏并发生爆炸。
另外,聚合厂房系砖结构而非防爆厂房,不符合安全生产要求,导致事故扩大。
贵州有机化工厂研究所“12•2”爆炸事故1992年12月2日,贵州有机化工厂研究所试验车间在研制地板胶时,因中试增温使反应失控导致爆炸,造成4人死亡,多人受伤。
事故的直接原因是:在操作过程中,由于未按规程升温和加料,使系统温度和压力急剧升高反应失控,造成釜内可燃物料冲开人孔盖喷出,人孔盖在飞出撞击过程中产生火花,引起爆炸性混合物空间爆炸。
内蒙古阿拉善盟吉兰泰氯碱化工公司“12•2”爆炸事故2010年12月2日,内蒙古阿拉善盟吉兰泰氯碱化工有限公司发生一起氯乙烯爆炸事故,造成3人死亡,1人受伤。
事故的直接原因是:在处理转化器漏点时错误地关闭了补水阀、旁通阀、溢流阀、蒸汽回流阀,致使氯化氢和乙炔的混合气体反应生成氯乙烯的反应热不能及时移走,最终导致转化器内的热水汽化超压而发生爆炸。
江西省江锂科技有限公司“12•3”中毒窒息事故2009年12月3日,江西省新余市江锂科技有限公司二分厂发生一起中毒窒息事故,造成3人死亡,2人受伤。
2017年事故案例分析

针对性措施。31深来自次原因分析:3、模板拆除作业管理
按正常程序拆模作业前必须将砼试块送第三方实验室进行砼强度检测,合格后,由施工部 下达拆模作业指令。事实上,他们从未到第三方实验室送检,偶尔送拌合站实验室检测。11月 23日,试验员在进行7号冷却塔第50节模板拆除前的试块强度送检时,发现第50节、51节同条 件试块无法脱模,试验员将2块烟囱工程的试块(早于50节、51节浇筑时间)送去检测,强度值 低于1MPa。试验员将结果报告给了工程部长,事发时,工程部长未按规定采取有效措施。
间接原因:(施工单位-亿能公司)
1、安全生产管理机制不健全。 2、对项目部管理不力。 3、现场施工管理混乱。 4、安全技术措施存在严重漏洞。 5、拆模等关键工序管理失控。
33
对有关责任人的处理
对31人采取刑事强制措施。 对38名责任人给予党纪政纪处分。 对5家事故企业及相关负责人给
予行政处罚。
29
事故直接原因:
经调查认定,施工单位在7号冷却塔第50节筒壁混凝土强度不足的情况下,违规拆除第50节 模板,致使第50节筒壁混凝土失去模板支护,不足以承受上部荷载,从底部最薄弱处开始坍塌, 造成第50节及以上筒壁混凝土和模架体系连续倾塌坠落。坠落物冲击与筒壁内侧连接的平桥附着 拉索,导致平桥也整体坍塌。
7
“2.25” 事故间接原因:
初步分析: 1、业主和承包商违法分包,以包代 管。 2、现场混乱,安全管理缺失。
3、野蛮作业不履行动火作业审批程 序。
4、施工人员入场作业前,没有经过 消防教育培训及消防演练,没有掌握必 要的逃生技能。
2017安全事故案例
2017安全事故案例
2017年,安全事故频频发生,给人们的生命财产造成了严重损失。
以下将列举几起典型的安全事故案例,以警示人们增强安全意识,预防类似事故的发生。
案例一,2017年7月,某化工厂发生爆炸事故,造成多人死伤和环境污染。
经调查,事故是由于工人操作不当导致的化学品泄漏引发爆炸。
化工企业在生产过程中应严格执行操作规程,加强员工安全培训,提高员工安全意识,以防止类似事故再次发生。
案例二,2017年9月,某煤矿发生瓦斯爆炸事故,造成多名矿工死亡。
事故原因是煤矿管理人员对瓦斯浓度监测不力,未及时采取安全措施。
煤矿企业应加强对瓦斯监测设备的维护和更新,提高管理人员的安全管理水平,确保矿工的生命安全。
案例三,2017年11月,某高速公路发生多车相撞事故,造成严重交通拥堵和
多人受伤。
事故原因是司机超速行驶,未保持车距,导致多车相撞。
交通管理部门应加强对高速公路的监管,加强对司机的交通安全教育,提高驾驶员的安全意识,减少交通事故的发生。
案例四,2017年12月,某建筑工地发生高空坠落事故,一名工人因未系安全
带而坠落身亡。
工地施工单位应加强对工人的安全教育,严格执行安全操作规程,确保工人在高空作业时系好安全带,避免类似事故的发生。
综上所述,2017年发生的安全事故案例给我们敲响了警钟。
企业和个人要高度重视安全生产,加强安全管理,提高安全意识,切实做好安全防范工作,共同营造安全稳定的生产生活环境。
希望通过这些案例的警示,能够引起社会各界的高度重视,共同努力,预防和减少安全事故的发生,保障人民群众的生命财产安全。
2017年17起化工行业较大以上事故,全面分析就在这里!

近期,台湾中油练厂和九江石化事故牵动了众多业内人士的心(2死1伤!九江石化一炼油装置起火!)。2017年,我国共发生17起化工和危化品较大以上事故,导致77人死亡。事故起数量比2016年多5起,死亡人数比2016年多36人,其中较大事故15起,死亡57人,重大事故2起,死亡20人。下面这个ppt非常全面地概括了17起典型生产安全事故的原因和事故发生过程,警钟长鸣,希望未来,这样惨痛的事件不要再发生了!
全国化工和危险化学品典型事故案例汇编年
全国化工和危险化学品典型事故案例汇编年近年来,我国化工及危险化学品行业发展迅速,但也伴随着一系列安全问题。
化工和危险化学品事故的影响之大,不仅可以影响直接涉事企业和人员,更会对周边环境以及居民的生命财产安全造成威胁。
以下是全国化工和危险化学品典型事故案例汇编:1. 2013年,河南安阳一家化工厂发生爆炸,造成多人死伤。
当时该厂正在生产氯化钠,一声巨响后厂房就化为焦炭。
经过调查,事故原因是工人在操作中违规使用没被检测过的草酸铵。
2. 2014年,山东淄博某大型化工企业突发大火。
火势迅速蔓延,现场多次爆炸,周边居民和环境受到极大威胁。
经调查,事故原因为企业内部未按规定排查和管控火灾隐患。
3. 2015年,天津港发生“8·12”特大爆炸事故,造成173人死亡、数百人受伤。
该事故是由危险品仓库内多种危险品混储所导致。
4. 2016年,江苏徐州一家化工企业因废弃物处理不当导致环境污染,引起社会关注。
涉事企业因环境污染被罚款1.3亿元人民币。
5. 2017年,湖南岳阳市的一家危险化学品企业突发火灾,火灾现场发生了爆燃和化学反应,导致多人死亡。
经调查,该企业存在违章建筑、违规生产和安全管理不到位等问题。
6. 2018年,重庆市一家化工企业发生氨气泄漏事故,导致8人死亡。
事故原因是企业排放的氨气量超过环保标准,并未及时采取措施遏制泄漏。
7. 2019年,黑龙江大庆市发生一起危险化学品泄漏事故,导致3人死亡。
现场救援时,由于缺少有效的防护手段,导致多名救援人员受伤。
以上事故案例充分说明化工和危险化学品产业需要高度重视安全问题,加强安全管理,遵守相关规定和标准,确保生产和环保安全。
同时,政府也需要加强对企业的监管和管理,加大对安全事故的调查和问责力度,避免事故发生并降低其影响。
2017年化工行业10大事故
2017年化工行业十大典型事故案例及原因分析今年前11个月,化工行业共发生事故203起、死亡238人,事故总量依然很大,重大事故仍未得到有效遏制。
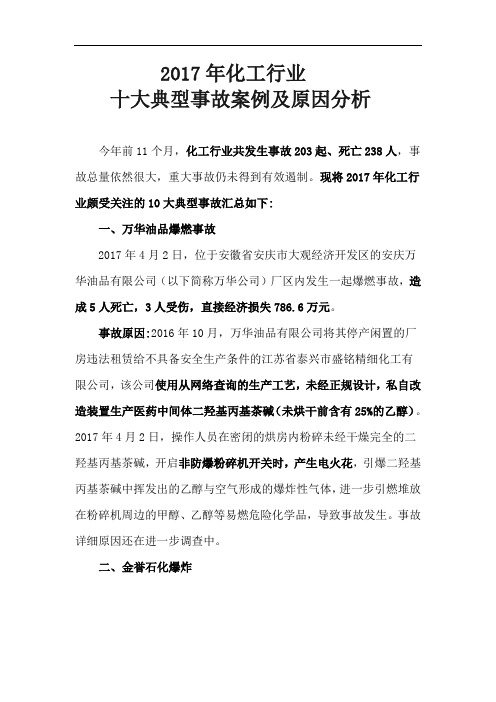
现将2017年化工行业颇受关注的10大典型事故汇总如下:一、万华油品爆燃事故2017年4月2日,位于安徽省安庆市大观经济开发区的安庆万华油品有限公司(以下简称万华公司)厂区内发生一起爆燃事故,造成5人死亡,3人受伤,直接经济损失786.6万元。
事故原因:2016年10月,万华油品有限公司将其停产闲置的厂房违法租赁给不具备安全生产条件的江苏省泰兴市盛铭精细化工有限公司,该公司使用从网络查询的生产工艺,未经正规设计,私自改造装置生产医药中间体二羟基丙基茶碱(未烘干前含有25%的乙醇)。
2017年4月2日,操作人员在密闭的烘房内粉碎未经干燥完全的二羟基丙基茶碱,开启非防爆粉碎机开关时,产生电火花,引爆二羟基丙基茶碱中挥发出的乙醇与空气形成的爆炸性气体,进一步引燃堆放在粉碎机周边的甲醇、乙醇等易燃危险化学品,导致事故发生。
事故详细原因还在进一步调查中。
二、金誉石化爆炸2017年6月5日凌晨1时左右,临沂市金誉石化有限公司储运部装卸区的一辆液化石油气运输罐车在卸车作业过程中发生液化气泄漏,引起重大爆炸着火事故,造成10人死亡,9人受伤,直接经济损失4468万元。
直接原因:肇事罐车驾驶员长途奔波、连续作业,在午夜进行液化气卸车作业时,没有严格执行卸车规程,出现严重操作失误,致使快接接口与罐车液相卸料管未能可靠连接,在开启罐车液相球阀瞬间发生脱离,造成罐体内液化气大量泄漏。
现场人员未能有效处置,泄漏后的液化气急剧气化,迅速扩散,与空气形成爆炸性混合气体达到爆炸极限,遇点火源发生爆炸燃烧。
液化气泄漏区域的持续燃烧,先后导致泄漏车辆罐体、装卸区内停放的其他运输车辆罐体发生爆炸。
间接原因:临沂金誉物流有限公司、临沂金誉石化有限公司、河南省清丰县安兴货物运输有限公司等相关组织单位未落实安全生产主体责任。
2017年化工典型事故案例分析
连云港聚鑫生物科技有限公司“12•9”爆炸事故
2017年12 月 9 日凌晨 2 时 20 分 左右,连云港市灌南县堆沟港镇化工园 区聚鑫生物科技有限公司四号车间内发 生爆炸,爆炸引发临近六号车间局部坍 爆炸事故初步分析直接原因: 将设计用氮气(0.15Mp)将间二硝基苯压 到高位槽的方式,改用压缩空气(0.58Mpa)压料, 造成高位槽内沉淀的酚钠盐扰动,与空气形成爆 炸空间,引燃物料。 间接原因: 1.辅助装置自控缺乏,精馏装置仅有单一温
★ 2009年7月5日,河南洛阳洛染股份公司氯苯闪爆引发2,4-二硝基氯苯殉爆,造 成8人死亡、110人受伤;
★ 2015年8月31日山东东营滨源化学有限公司在试生产混二硝基苯过程中发生重大 爆炸事故,造成13人死亡; ★ 2017年7月2日江西九江之江化工生产对硝基苯胺时反应失控发生爆炸,造成3人 死亡。
险化学品安全生产形势仍然严峻。
2017年化工(危险化学品)安全生产现状
2017年,化工和危化品行业共发生
较大以上事故 17 起,导致 77 人死亡, 分别上升41.7%、87.8%。其中: 较大事故15起、死亡57人;重大事故 2起,死亡20人。
重大事故有:山东临沂金誉石化 “6· 5”
事故, 10人死亡;灌南聚鑫生物科技 有限公司“ 12•9” 爆炸事故, 10 人死亡。
2.华邦公司对蒸汽旁通阀管控不到位,既未采取加锁等杜绝使用措施,也未在旁通阀上设 置警示标志,在作业工人违规使用蒸汽旁路通道时,未能发现并纠正,致使反应釜温度和蒸汽 联锁切断装置失去作用。 3.华邦公司未对DDH生产工艺进行风险论证,未掌握环合反应产物温度达到105°C会剧 烈分解,反应釜内压力会急剧上升;对生产工艺关键节点控制不到位,批准使用的环合反应 安全操作规程未能细化浓缩蒸馏操作,未规定操作复合程序,且操作规程部分内容与设计工 艺实际操作内容不相符,编写存在错误,规程操作性差。 4.华邦公司未有效落实安全生产责任制、岗位责任制和领导干部带班(值班)制度, 对生产工艺流程缺乏有效监管,对夜班工人睡岗现象失察失管,致使错过投料时间;对从业 人员安全意识、责任风险意识教育培训不到位,致使车间操作工人习惯性违反操作规程、变 更生产工艺流程。
2017国内化学品十大中毒窒息事故盘点

2017国内化学品十大中毒窒息事故盘点近年来,因为作业前未进行风险识别,未进行有毒气体检测,作业中缺乏个体防护装备,事故后盲目施救等原因,化学品中毒窒息事故屡见不鲜,教训极其深刻。
笔者通过网络搜集、现场调查等,整理了2017年4000余起化学品事故,综合考虑人员伤亡、经济损失、社会影响、环境影响等因素,梳理出2017年国内化学品十大中毒窒息事故。
一、山东烟台鑫广绿环再生资源公司“12•12”危废处置中毒事故2017年12月12日20时许,烟台开发区鑫广绿环再生资源股份有限公司危险废物处理中心,17名工人在处理废料时被溢出气体熏倒,造成5人死亡、12人受伤。
二、广西钦州市黎合江广泰食品厂“11·29”中毒事故2017年11月29日9时许,广西钦州市钦南区黎合江广泰食品厂员工肖某某到辣椒腌制池清理卫生时晕倒在池内,该厂员工李某某、赖某某、李某某、肖某得知情况后下池抢救,均躺倒在地上,事故造成5人死亡。
经初步判断,5人均系吸入高浓度的一氧化碳、硫化氢有毒气体致死。
三、陕西秦岭钼业有限公司“8·9”硫化氢中毒事故2017年8月9日上午8时左右,陕西秦岭钼业有限责任公司二分厂2名药剂工在化验室仓库外的搅拌桶旁配制药剂(五硫化二磷和氢氧化钠)时,有毒气体致使2人中毒,公司组织员工抢救过程中,又致9人中毒,事故造成4人死亡,3人重伤,4人轻伤。
事故原因初步分析:可能是技术员操作不当,使得五硫化二磷和多种混合液体反应后产生硫化氢,引起中毒。
四、河北辛集市欧赛皮革有限公司“5·29”硫化氢中毒故2017年5月29日10时左右,河北辛集市欧赛皮革有限公司在维修灰水池(曝气池)过程中发生一起硫化氢气体中毒事故,造成4人死亡,2人受伤。
事故原因初步分析:移动盐酸罐时将罐内剩余盐酸排放至灰水池(曝气池),与池内硫化物发生反应,产生硫化氢气体,由于开启空气阀搅拌曝气,导致硫化氢加剧逸出,致使维修作业人员中毒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注意保存全国化工和危险化学品典型事故案例汇编(2017 年)应急管理部危险化学品安全监督管理司中国化学品安全协会2018 年10 月前言为深刻吸取事故教训,加强事故案例警示教育,把事故案例警示教育贯穿于安全生产过程中,切实做到“一厂出事故、万厂受教育,一地有隐患,全国受警示”,推动企业落实安全生产主体责任,助力安全监管、隐患排查和安全风险管控,防范和遏制化工危险化学品重特大事故的发生,应急管理部危险化学品安全监督管理司和中国化学品安全协会共同编制了《全国化工和危险化学品典型事故案例汇编(2017 年)》。
本汇编共收集、整理了 17 起典型化工和危险化学品事故资料,对事故原因进行了较为深入的研究分析,针对事故教训吸取提出了防范措施及建议,希望全国化工和危险化学品企业举一反三,健全安全风险管控,不断提高安全保障能力和安全管理水平。
本汇编在编写过程中,参考了相关事故调查报告,征求了多位专家意见,在此对有关单位和人员表示衷心的感谢!由于时间仓促,本汇编难免存在疏漏之处,敬请批评指正。
目录浙江华邦医药化工有限公司“1.3”较大爆炸火灾事故 (4)新疆宜化化工有限公司“2.12”较大电石炉喷料灼烫事故 (8)吉林省松原石油化工股份有限公司“2.17”较大爆炸事故 (12)安徽安庆万华油品有限公司“4.2”较大爆燃事故 (20)河南济源豫港(济源)焦化集团有限公司“4.28”较大爆炸事故 (26)山东临沂金誉石化有限公司“6.5”重大爆炸着火事故 (31)浙江林江化工股份有限公司“6.9”爆炸较大事故 (39)内蒙古乌海市华资煤焦有限公司“6.27”较大爆炸事故 (45)青海盐湖工业公司化工分公司“6.28”较大爆炸事故 (51)江西九江之江化工有限公司“7.2”压力容器爆炸事故 (55)新疆宜化化工有限公司“7.26”较大燃爆事故 (61)湖北大江化工集团有限公司“9.24”较大窒息事故 (66)湖北省钟祥市金鹰能源科技公司“11.11”较大中毒事故 (69)大连西太平洋石油化工有限公司“11.18”中毒事故 (72)中石油乌鲁木齐石化公司“11.30”较大机械伤害事故 (78)江苏连云港聚鑫生物公司“12.9”重大爆炸事故 (84)山东日科化学股份有限公司“12.19”较大火灾事故 (93)典型事故一浙江华邦医药化工有限公司“1·3”较大爆炸火灾事故2017 年 1 月 3 日 8 时 50 分许,位于临海市浙江省化学原料药基地临海园区的浙江华邦医药化工有限公司(以下简称“华邦公司”)C4车间发生爆炸火灾事故,造成 3 人死亡,直接经济损失 400 多万元。
一、事故单位及生产工艺情况华邦公司创建于 2002 年9 月,占地 68.27 亩,总资产 5360 万元,现有员工200 人,主要产品包括6,6-二氢青霉烷酸二苯甲酯(DP-3)、三苯基氯甲烷、潘生丁二氯物(DDH)等医药中间体,所有产品均不属于危险化学品,但其生产过程涉及加氢、氧化、磺化、胺化、硝化、重氮化等重点监管危险化工工艺和甲苯、乙酸乙酯、液氨、氢气、乙炔等重点监管危险化学品,且涉及危险化学品的使用和回收。
事故发生在 C4 车间生产DDH 的环合反应釜。
DDH 的生产工艺是以草酸二乙酯为起始物料,经过缩合工序制得草酰乙酸二乙酯甲苯溶液,再经环合、硝化、加氢还原、氯化、缩合等工序得到成品。
发生事故的环合反应过程如下:在反应釜中投入缩合物草酰乙酸二乙酯甲苯溶液和尿素,冷却至 20~25℃滴加硫酸,保温 2 小时,升温至 60~68℃,保温反应至终点(保温 5 小时);减压浓缩回收甲苯,加入 10%液碱中和至中性,过滤后的滤饼(主要成分为乳清酸)加入水和氢氧化钠,于 60~63℃保温反应 1 小时,冷却至常温,滴加 30%盐酸中和反应至PH 值1~2,酸化反应 2 小时,得到最终反应产物。
二、事故经过1 月2 日,当班员工由于 24 小时上班,身体疲劳而在岗位上瞌睡,错过了投料时间,本应在前一天晚上 11 时左右投料,却在凌晨 4 时左右才投料;滴加浓硫酸并在 20~25℃保温 2 小时后交班,但却未将投料时间改变和反应时间不足工艺要求的情况向白班交接清楚。
白班人员未按操作规程操作,就直接开始减压蒸馏。
蒸馏约 20 多分钟后,发现没有甲苯蒸出,操作工就继续加大蒸汽量(使用蒸汽旁路通道,主通道自动切断装置失去作用),8:50 左右发生爆炸,并引起现场设施和物料起火燃烧。
图1 发生爆炸的厂房图2 事故现场三、事故原因分析(一)直接原因。
当班工人在开始减压蒸馏操作时甲苯未蒸出,就擅自加大蒸汽开量且违规使用蒸汽旁路通道,致使主通道气动阀门自动切断装置失去作用。
蒸汽开量过大,外加未反应原料继续反应放热,釜内温度不断上升,并超过反应产物(含乳清酸)分解温度105℃。
反应产物(含乳清酸)急剧分解放热,釜内压力、温度迅速上升,最终导致反应釜超压爆炸。
(二)间接原因。
1.华邦公司对蒸汽旁通阀管控不到位,既未采取加锁等措施杜绝使用,也未在旁通阀上设置警示标志,在作业工人违规使用蒸汽旁路通道时,未能发现并纠正,致使反应釜温度和蒸汽联锁切断装置失去作用。
2.华邦公司未对 DDH 生产工艺进行风险论证,未掌握环合反应产物温度达到 105℃会剧烈分解,能导致反应釜内压力急剧上升的特点;对生产工艺关键节点控制不到位,批准使用的环合反应安全操作规程未能细化浓缩蒸馏操作,未规定操作复合程序,且操作规程部分内容与设计工艺实际操作内容不相符,编写存在错误,可操作性差。
3.华邦公司未有效落实安全生产责任制、岗位责任制和领导干部带班(值班)制度,对生产工艺流程缺乏有效监管,对夜班工人睡岗现象失察失管,致使错过投料时间;对从业人员安全意识、责任风险意识教育培训不到位,致使车间操作工人习惯性违反操作规程、随意变更生产工艺流程。
四、事故启示及防范措施建议(一)应高度重视化工工艺关键节点管控,切实提升生产工艺本质安全。
化工企业特别是精细化工企业,要高度重视化工工艺反应温度、分解温度、绝热温升、失控温度、最大允许压力(安全阀、爆破片的设定压力)等工艺安全信息的采集,为安全操作规程编写提供安全保障;要加大安全投入,认真开展工艺安全风险评估和论证工作,依据评估结果优化工艺流程或采取相应的管控措施,提升化工企业本质安全水平;对虽未列入危险化学品名录(2015 年版)但属于新型化学品的,要高度重视其理化性质鉴定分析,确保科学管理、安全使用;要加强操作人员教育培训,强化从业人员对分离、蒸馏、干燥等化工单元操作安全风险的认识。
(二)加强对自动化控制系统与联锁管理。
要建立联锁管理制度,对联锁的摘除/投用应实施作业票证管理,经有能力的人员进行风险评估后方可摘除/投用;联锁摘除后要编制控制方案并制定控制措施,对相关人员进行培训,严禁采用旁通阀致使联锁失去作用。
(三)强化生产作业岗位管理,合理安排员工上班时间,严禁安排员工 24 小时连续上岗。
要制定交接班管理制度,加强交接班管理,明确交班应交接的内容。
(四)重视关键岗位、危险岗位作业人员的教育培训,加强岗位培训的考试考核力度,努力提升作业人员岗位操作技能。
对安全培训不合格或安全责任意识不到位的员工,坚决不予上岗作业。
公司、车间要严格落实岗位责任制,尤其是要落实企业负责人的主体责任,严格执行安全生产规章制度,加强对班组作业人员执行劳动纪律、作业规程的抽查、检查,消除违章指挥和违规作业现象。
典型事故二新疆宜化化工有限公司“2·12”较大电石炉喷料灼烫事故201 7 年2 月12 日2 时59 分,新疆宜化化工有限公司(以下简称“新疆宜化公司”)电石事业部 3 车间 5 号电石炉发生喷料灼烫事故,造成2 人死亡、3 人重伤(其中1 人救治无效,数日后死亡),直接经济损失 420 余万元。
一、事故单位及装置基本情况新疆宜化公司是湖北宜化集团的全资子公司,注册资本 12 亿元人民币。
主要从事合成氨、尿素、PVC、烧碱、水泥等产品的生产、经营。
现已建成并投产的装置主要有 40 万吨/年合成氨、60 万吨/年尿素;25 万吨/年烧碱、30 万吨/年聚氯乙烯装置;配套 60 万吨/年电石装置、200 万吨/年水泥厂及 2x330MW 自备热电厂。
新疆宜化公司电石事业部下设 4 个生产车间,共计 8 台密闭式电石炉(在1 个车间内一同布置2 台电石炉),总生产能力为60 万吨电石/年。
电石炉均采用 40500KVA 密闭式电石炉。
电石炉的电极直径1.4 米,电极极心圆 3.9 米,炉膛直径 9 米,炉盖高 1.08 米,炉体深度3.2 米。
二、事故经过2 月 11 日 23 时左右,电石事业部 3 车间 5 号电石炉三工段一班当班操作人员发现净化器内炉气中的氢气含量突然增大(浓度 17.8%,《电石生产安全技术规程》要求控制在 12%以下),便采取停电观察处理,并将循环水阀门关闭 1/2。
23 时 22 分左右,氢气含量下降,当班操作人员随即继续送电生产。
12 日0 时,一班、四班进行了交接班。
12 日 2 时 40 分左右,四班中控操作工甲发现 5 号电石炉 204 号循环水管线路出现异常,水温偏高。
2 时 41 分左右,操作工甲打电话给生产部调度汇报要求停炉检查,经调度同意后,操作工甲开始降档停炉,同时净化操作工乙将尾气阀门关闭泄压。
2 时 42 分左右,操作工甲对 5 号电石炉进行断电停炉,操作工乙进一步对 5 号电石炉进行泄压并将尾气排空。
2 时 45 分左右,操作工甲和班长、巡检工丁、巡检工戊、巡检工庚将 5 号电石炉炉门打开,未发现炉内有异常情况,遂按照正常程序通知一楼出炉工处理料面。
2 时49 分左右,出炉工丙、出炉工己、出炉工辛等5 名出炉工来到2 楼5 号电石炉炉门前用“堵子”(专用工具)处理料面,并观察炉内漏水情况。
在这期间,操作工甲和巡检工丁、巡检工戊正在对水分配器 204 号循环水管线路准备扎高压空气管进行反吹。
2 时59 分左右,5号电石炉内的积水与炉内高温熔融物接触反应,造成大量高温熔融物和反应产生的气体突然从炉门喷出,将现场 10 名作业人员烫伤。
三、事故原因分析(一)直接原因。
事故发生的直接原因是:5 号电石炉(事故电石炉)内水冷设备漏水,料面石灰遇水粉化板结,料层透气性差,形成积水;现场作业人员停电处理炉况作业期间,积水遇高温熔融物料导致电石炉喷料,造成操作人员严重灼烫。
(二)间接原因。
1.企业隐患排查治理不落实。
隐患治理未按照“五落实五到位” 要求落实,对长期存在的事故隐患视而不见,麻木不仁,电石炉带病运行,炉内长期存在漏水的事故隐患,公司从未及时维修保养。
2.企业安全教育培训管理混乱。