型轴流压缩机同时采用静叶和转速调节 时的控制策略
轴流压缩机静叶调节卡死原因分析

2仇 :
: 。
m 二公差 范 围
,
滑块槽装 上后能 够用 手移动 封好 转子 的两个 轴瓦
, , ,
装 上 中
用油 压调 节 静叶
。
伺 服马 达
1 4
叶 片角度 在 1 4 度至 6 8 度范 围 内移
静叶 承 座 固定 销
石 墨 轴承 曲轴
,
0
静叶支杆 滑块
动 , 机 组 全部装 完 后
3 3
。
静 叶角度 调节 正 常
,
安 装 中 缸时
, ,
,
将 四 个支承 轴下 的 调 整
四 个 支承轴 与轴
,
圈
3
静 叶支 杆及石皿 轴承
3
。
垫 片 清理 干 净
, 。
装 上中 缸
结构 如 图
转 动每 片静 叶时 只 有 靠入
,
,
承 配合 受力 均匀 间隙
全部 是上 边 接触
下边有
口 端 的 几 片静 叶 不 灵 活
拆 下 静叶 检查
℃
2 月 大修 结束作静 叶 调 整时 1
68 0
,
发
已 有过 盈尺寸
,
。
滑块 与滑 块槽 结构如 图 1 从
,
。
现静 叶角度 只 能 在 4 1~
,
之 间调 节
,
回不
,
整个 机组 滑块产生裂 纹 的分 布情 况 看
口端
,
靠入
4 度 当时 因 高炉生 产 需要 暂 用 到 启动角 度 1
产 生裂纹 的滑块少 沿 空 气流 动方 向产
。
。
带动 静叶转 动 从 而改变 静叶角度 滑块 槽拆
硝酸生产工艺中“四合一机组”相关方面的技术研究

硝酸生产工艺中“四合一机组”相关方面的技术研究作者:胡亮来源:《科学与财富》2016年第01期摘要:本文阐述了硝酸生产工艺中四合一机组中各单机的技术特点和总体设计特点,并对实际应用中存在的问题进行了讨论,指出了应用四合一机组的现实意义。
关键词:硝酸生产;四合一机组;技术特点;设计特点;应用随着双加压法的硝酸生产工的发展,硝酸四合一机组成为硝酸生产工艺的核心设备。
我国在80年代就开始使用加压法工艺进行硝酸生产,硝酸生产水平逐渐提高。
硝酸四合一机组由空气压缩机、氧化氮压缩机、尾气膨胀机和原动机汽轮机组成,其工作机理是利用空气压缩机将空气压缩后,与氨气混合后进入氧化炉燃烧反应生成氧化氮,经过换热冷却后进入氧化氮压缩机进行再次压缩,然后进入吸收塔生成硝酸,逸出的气体进入尾气膨胀机处理后排入大气。
而双加压法硝酸生产工艺的决定性因素就是硝酸四合一机组,我国正在努力不断探索出适合我国硝酸生产的四合一机组。
1.硝酸四合一机组中各单机的技术特点硝酸四合一机组的主要特点是能量自给自足,在进行双加压法硝酸生产工艺的过程中必须遵循高效节能的原则进行选型,压缩机具有较宽流量调节范围,能有效控制工艺系统的能量平衡,能适应变化的工艺操作。
在进行流量调节时,要将压力波动维持在较低的范围,不仅要保证达到硝酸生产的压力标准,还应控制排放尾气中氧化氮的含量达到环保要求。
利用空气压缩机进行硝酸生产的原材料是空气和氨,现在通常采用轴流压缩机作空气压缩机,相比离心压缩机,轴流压缩机具有较高的多变效率,有效降低了压缩功耗。
轴流压缩机的结构科学,采用全静叶可调布局,能满足变工况操作,它与汽轮机变转速调节相结合利用,能适应特殊工艺的操作要求,比如启动部分负荷操作作业。
当进气量低于某标准时,氧化氮压缩机通常采用离心压缩机,离心压缩机的内部结构比较通畅,多为充空气密封结构,能有效防止铵盐结晶,保证生产过程的流畅性;压缩机轴封采用迷宫,有利于确保工艺介质的严密性,维持较优的生产环境。
轴流式压缩机

一、轴流式压缩机简介轴流式压缩机是属于一种大型的空气压缩机它是由3大部分组成,一是以转轴为主体的可以旋转的部分简称转子,二是以机壳和装在机壳上的静止部件为主体的简称定子(静子),三是壳体、密封体、轴承箱、调节机构、联轴器、底座和控制保护等组成。
轴流压缩机主要是由机壳、叶片承缸、调节缸、转子、进口圈扩压器、轴承箱、油封、密封、轴承、平衡管道、伺服马达、底座等组成。
轴流式压缩机的静叶可调机构和带动该机构的中间气缸,机壳是标准化的同一种型号不同级数的机壳,进排气缸是一样的,不同级数机身长度的改变组合木模来实现,当级数不用时,除轴向长度不同外,其它所有结构都一样。
主轴都是为镍铬合金钢,叶片材料为铬不锈钢,静叶内缸结构尺寸、轴封、密封、联轴器级轴流式压缩机的附属设备、润滑油系统、控制系统、保护系统都是非常智能型的。
前6级的反动为百分之70,以后几级的反动向为百分之100。
压缩机底座由钢板焊接而成,压缩机本体重量通过下壳体的支腿,支撑在底座的4个支柱上,下机壳与底座上的支座间有定位及导向结构,整个轴流式压缩机的重量支撑在4个支柱上,其低压侧的2个支柱与机壳支腿的上下面做成球面的,支柱与支腿之间的间隙因此允许机器低压侧在各个方向上摆动以适应受热膨胀。
定子的死点在高压侧,所以高压侧的支柱不允许机器的高压侧轴向移动,只允许在垂直于轴的横向移动。
为了保持轴孔的水平高度不变,高压侧的2个支柱为特殊材料做成,不会因受热而伸长。
当我们启动轴流式压缩机后,空气从压缩机过滤器中进入,同时产生的噪声会沿着进气口传出,然后经过整流栅使吸入的气流稳定,为隔离压缩机对吸气管道的机械震动、降低噪音,同时补偿压缩机的热膨胀位移,也利于压缩机检修时设备对中调整,在压缩机与吸入气管道的连接处配置了柔性补偿器。
采用柔性合成胶材料,其耐温以产生逆流时的风温,经过进气节流阀来控制压缩机启动带来的阻力,当压缩机运行稳定后,压力值上升到指定时。
进气调节阀开始关闭,放空阀动作卸掉内部多余的气压。
AV50—13AV56—13轴流压缩机操作规程
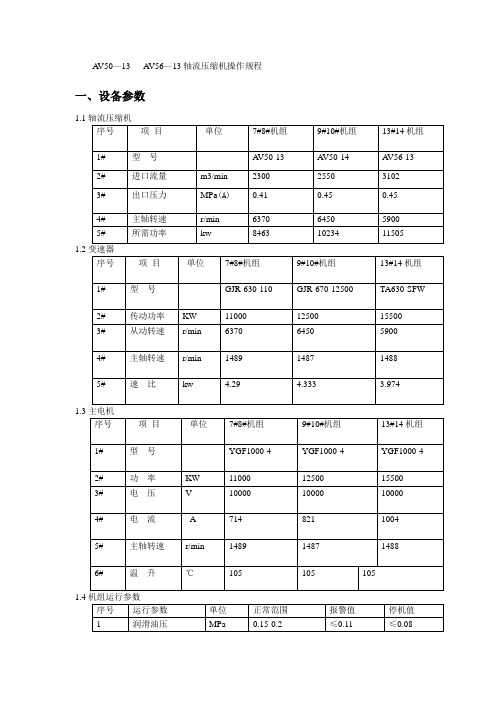
A V50—13 A V56—13轴流压缩机操作规程一、设备参数1.1轴流压缩机序号项目单位7#8#机组9#10#机组13#14机组1# 型号A V50-13 A V50-14 A V56-13 2# 进口流量m3/min 2300 2550 31023# 出口压力MP a(A)0.41 0.45 0.454# 主轴转速r/min 6370 6450 59005# 所需功率kw 8463 10234 115051.2变速器序号项目单位7#8#机组9#10#机组13#14机组1# 型号GJR-630-110 GJR-670-12500 TA630-SFW2# 传动功率KW 11000 12500 155003# 从动转速r/min 6370 6450 59004# 主轴转速r/min 1489 1487 14885# 速比kw 4.29 4.333 3.9741.3主电机序号项目单位7#8#机组9#10#机组13#14机组1# 型号YGF1000-4 YGF1000-4 YGF1000-42# 功率KW 11000 12500 155003# 电压V 10000 10000 100004# 电流 A 714 821 10045# 主轴转速r/min 1489 1487 14886# 温升℃105 105 1051.4机组运行参数序号运行参数单位正常范围报警值停机值1 润滑油压MPa 0.15-0.2 ≤0.11 ≤0.082 润滑油温℃35—40 453 风机轴承温度℃≤854 变速箱轴承℃≤755 风机轴振动um ≤76 936 电机定子温度℃≥1257 电机轴承温度℃≥808 风机轴位移mm ≥±0.4 ±0.89 动力油压MPa 12—12.5 ≤11 ≤910 动力油温℃30—45 55二、轴流风机启动前的检查与准备工作1、确认启动机组的编号,对启动机组设备进行详细检查。
AV

a c ie t r n u c in o h o to y t m r e cie . no d rI po ee e g fiin yo h o - rh tc u ea df n to ft ec n rl se aed s rb d I r e oi rv n r ye fce c f ec m s : m t p e s r t erg lt g c n rlf rsai ld n o ain s e d aep o es d smu tn o sy n ef c r s ,h e ua i o to o ttcba ea d rt t p e r r c se i la e u l ,a d ap re t o n o
3 W u a mn a d S e l o p C mp n ) h n l n te Gr u o a y
Ab ta t To i t o u e t e s c e s u p l a i n o x a o sr c : n r d c h u c s f l p i to f il mp e s ra: I CO e t c n l g e i n, n a c a c r so lW S Th e h o o y d sg a d
炉容 分 别 为 225r3 150 、 6 的 1 l 】 6 140mj 、 r、
2、 3 高炉的备用机组 ,其调节范围就满足不了
要求 。鉴于此 情况 ,陕西 鼓风机 公 司提 出 了 同时
效率高 、 流量大 、 工况范围宽等优点, 因此近年来
大量 应 用在 大 、 、 型高 炉上 。 中 小 由于武 钢 l鼓 风站 内空 间所 限 , 此要求 新 因 上一 台 AVS ( O 5 机组 )全 静 叶可调 轴 流 压缩机 .
老式空压机改造方案(空压机改造案例分析)

压缩机是为高炉提供压缩空气的动力设备,是钢铁企业冶炼生铁工艺流程中极其重要的设备,压缩机的工作状态不但决定着工艺质量,同时也对高炉的安全生产起着至关重要的作用。
较离心式压缩机,轴流压缩机具有效率高、流量大、工况范围宽、安全可靠等优点,被大量应用于大、中型高炉,而压缩机机组能否充分发挥应有效率,控制程序完善与否是决定性的因素。
湘钢 1压缩机为日本三菱公司生产的静叶可调式轴流压缩机,其静叶及两个防喘振阀由阿斯卡尼亚液动装置驱动。
此机组原控制系统为三菱公司 PLC 系统,由于其年代久远,自动化程度低,故障率高,可维护性差,已严重影响到机组的安全运行和装置的平稳生产,厂方决定对其进行改造。
文中介绍采用先进的国产 DCS系统 - HOLL iASMACS- S系统实现对湘钢 1压缩机组控制系统的改造。
1 轴流压缩机组工艺流程湘钢 1轴流机组装置是由拖动式汽轮机 + 轴流压缩机组成。
空气经过空气过滤器进入轴流压缩机,轴流压缩机在汽轮机驱动下旋转做功,产生高压、大流量的压缩空气,再送入高炉。
2 轴流缩机控制系统的设计2 1 控制系统构成控制系统采用第四代 DCS系统 HOLL iAS- MACS系统,系统硬件为 SM 系列,软件为MACSV系列。
该系统由主控制器( SM203)、扩展 I/O机架、防喘振控制器( YS- 80)、继电快速保护回路、工业以太网交换机、操作员站、工程师站、TSI监测仪表、硬操按钮 /开关组成。
为了保证压缩机的稳定运行和高炉的安全生产,控制系统采用冗余配置。
2 2 控制系统功能实现轴流压缩机的控制比较复杂,其控制难点主要包括:定风量 /定风压调节系统控制、防喘振控制、连锁控制等。
2 2 1 定风量 /定风压调节系统控制在高炉炼铁中,高炉正常生产需要压缩机为高炉提供稳定的工艺特性,即压缩机需定风量 /定风压运行。
但在实际生产中存在着很多干扰因素,造成了风量和风压的波动,因此需专门设置定风量 /定风压调节系统对某个特定的风量或压力进行操作。
催化裂化装置主风机的应用设计分析
- 27 -第12期表1 主风机设计参数催化裂化装置主风机的应用设计分析谢超,王文刚(中石油华东设计院有限公司, 山东 青岛 266071)[摘 要] 本文对某催化装置主风机的选型,从可靠性、调节特性、尺寸重量和经济性等方面对轴流机和离心机进行了综合对比,选择出合理机型,阐述了主风机组在催化工艺中的流程,为主风机的应用设计提供一些参考。
[关键词] 催化裂化;主风机;轴流压缩机;离心压缩机;选型作者简介:谢超(1984—),男,湖南永州人,硕士研究生,工程师,从事炼油旋转机械工程设计及研究工作。
催化裂化工艺是石油加工炼制的主要手段之一,它在炼油工业中占有重要的地位。
催化裂化装置中主风机的功能是将空气压缩后送入再生器为催化剂提供流化风和烧焦风。
主风机是催化装置的核心设备,被誉为装置的“心脏”。
一旦主风机出现事故,不仅会造成装置停产的经济损失,甚至会造成人员伤亡。
同时,主风机又是催化装置的耗能大户,因此选择安全可靠、运行经济性好的主风机并进行合理的流程设计尤为重要。
近年来,催化装置所用的主风机应用最多的是离心式和轴流式压缩机。
气体在压缩机内沿径向离心方向流动的为离心式;气体在压缩机内沿平行于轴线方向流动的为轴流式。
两类压缩机都属于透平式压缩机,但二者又有各自的适用范围和气动特点。
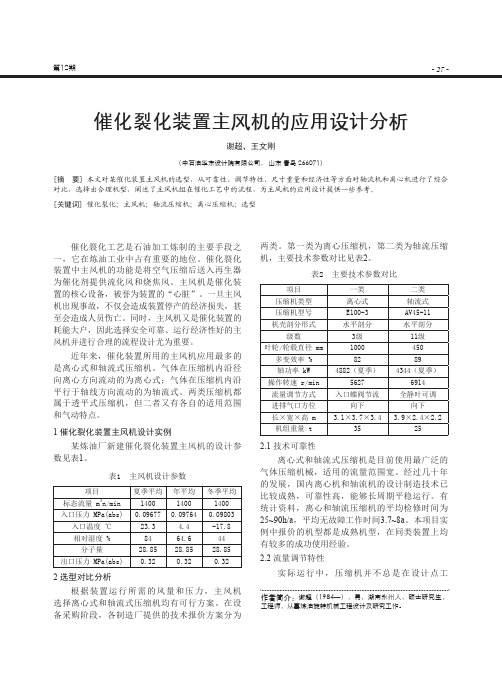
1 催化裂化装置主风机设计实例某炼油厂新建催化裂化装置主风机的设计参数见表1。
项目夏季平均年平均冬季平均标态流量 m 3n/min 140014001400入口压力 MPa(abs)0.096770.097640.09803入口温度 ℃23.3 4.4-17.8相对湿度 %8464.644分子量28.8528.8528.85出口压力 MPa(abs)0.320.320.322 选型对比分析根据装置运行所需的风量和压力,主风机选择离心式和轴流式压缩机均有可行方案。
在设备采购阶段,各制造厂提供的技术报价方案分为两类。
第一类为离心压缩机,第二类为轴流压缩机,主要技术参数对比见表2。
轴流风机静叶控制系统故障分析

轴流风机静叶控制系统故障分析摘要:静叶调节系统为典型的电液伺服控制系统。
由于长时间受油质污染、环境等因素的影响,静叶角度调节存在控制精度差、飘移、响应迟缓等问题。
轴流风机机组作为催化裂化装置的核心装备,为催化裂化装置再生器提供主风以确保装置运行。
针对轴流风机静叶控制系统开度突降导致的轴流风机机组中主风量低低联锁事件,通过分析静叶控制系统的联锁控制流程及工作原理,经过现场测试最终确认故障源,并给出了相应的故障处理建议。
关键词:系统故障;静叶控制;轴流风机引言主风机静叶漂移是一个困扰很多炼油厂催化裂化装置平稳运行的难题,REXA 静叶调节系统可彻底解决静叶漂移的根本问题,并进一步完善了操作手段和控制功能。
主风机静叶操作灵敏、稳定,对其他轴流式压缩机静叶调节具有很好的借鉴意义。
1 轴流风机静叶系统概述风机静叶调节系统的稳定运行不仅决定了工艺过程的安全生产,并且其控制精度决定了全厂生产是否能高效优质的完成。
由启动电动机或烟气轮机通过联轴器和中间轴带动叶轮旋转做功,介质(气体)则通过叶片(轮)流道时在子午面上收敛加速,从而获得动能,再经后导叶整流后进入扩压器,此时流速下降,大部分动能转换为静压能,从而满足了系统用风压、风量需求。
该控制系统的主要控制方案有静叶开度控制与故障锁位两种,所有的控制功能都由集成在 REXA静叶控制器来完成。
2 故障概述2.1 故障为了克服现有技术的不足,吸取国内外先进的技术,总结多年风机生产、设计和应用的实践经验,设计开发一种新型风机静叶调节方式,以解决现有静叶调节系统定位精度差,系统维护繁琐等问题。
本文以某公司为例,该公司催化裂化装置四机组系统分别由电动机、轴流风机、汽轮机、烟汽轮机四部分组成,该机组均由压缩机控制系统(CCS)控制,其中轴流风机为催化裂化装置再生器提供主风以确保装置运行。
1.3Mt/a催化裂化装置主风量在8.5×104m3/h以上,而作为主风调节控制的静叶控制系统显得更为关键,其故障波动将直接导致催化裂化装置主风流量波动甚至造成主风流量低低联锁停车,以下就一起因静叶控制系统故障造成的装置联锁的案例进行分析。
AV-100静叶可调型轴流压缩机轴向受力分析计算

AV-100静叶可调型轴流压缩机轴向受力分析计算沈列东;黄浩【摘要】The axial force of AV-100 adjustable stator blade axial compressor is ana-lyzed and calculated and factors that may affect axial force balance and increase axial dis-placement during long-cycle operation of compressors are discussed.%分析和计算了AV-100静叶可调型轴流压缩机轴向受力,并对压缩机长周期运行中可能影响轴向力平衡并使轴向位移增大的原因进行了探讨。
【期刊名称】《冶金动力》【年(卷),期】2014(000)006【总页数】3页(P51-53)【关键词】轴流压缩机;轴向位移;轴向力【作者】沈列东;黄浩【作者单位】马鞍山钢铁股份有限公司能源总厂,安徽马鞍山 243000;马鞍山钢铁股份有限公司能源总厂,安徽马鞍山 243000【正文语种】中文【中图分类】TH4531 前言马钢原第二能源总厂负责马钢新区能源介质的输配,包括水、电、风和气,生产和输送高炉生产所需流量和压力的压缩空气是其重中之重。
因为高炉容积较大,供风设备配备了国内同行业中技术处于领先的轴流压缩机,该机为德国MAN公司制造的AV-100静叶可调式轴流压缩机,转子直径1000工会mm,最大风量8800m3/min,最大风压0.63 MPa,自2006年该压缩机投产以来,已经连续安全运行48000 h以上。
透平式压缩机是一种叶片式旋转机械,利用叶片和气体的相互作用,提高气体的压力和动能,并利用相应的通流元件使气流减速,将动能转变为压力的提高。
轴流压缩机作为透平式压缩机的一种,其叶片分为两种,分别是压缩机转子上的动叶和安装在静叶承缸上的静叶,每一列动叶和静叶组合在一起称为轴流式压缩机的一级。
轴流风机叶片断裂的原因分析 - 中国压缩机网-空压机行业权威
轴流压缩机首级叶片疲劳断裂的原因分析谢进祥/中石化股份公司茂名分公司摘要:从轴流压缩机叶片设计、操作、环境腐蚀、进口过滤器缺陷、维修维护等方面分析了首级动叶片疲劳断裂的原因。
关键词:轴流式压缩机叶片断裂中图分类号:TH453 文献标识码:B文章编号:1006-8155(2007)-0062-07The Cause Analysis of Fatigue for the First Stage Blade of Axial-flow CompressorAbstract: In the design、operation、environment corrosion、defect of inlet filter、mending maintain for compressor blade, analyze the cause of fatigue for first stage blade.Key words: Axial-flow compressor Blade Fracture0 引言某炼油厂催化裂化装置的AG060/14L5型轴流—离心复合式压缩机由德国曼透平公司设计制造,共有14级轴流叶片和一级离心末级叶轮。
这种配置可以获得高压比,而压缩机尺寸不至于过大,缩短了轴向长度,虽然离心叶轮比轴流叶片的效率低,但它不需要轴向出口扩压器,因此,仍可获得与纯轴流级大致相等的效率,整机效率为86.5%~88%。
此外,由于离心级的性能曲线较平坦,能适应更小的流量,故可改善高压段的喘振性能。
轴流部分的第1、2级为等外径叶轮,其反动度均为80%~85%。
以后各级为等内径叶轮,其反动度均为100%。
前两级反动度小,轴向速度大,可使叶片不会过长,后级反动度大,可使末级叶片不至于过短。
这样可获得较为平坦的性能曲线。
动叶采用哥廷根研制的叶型,叶片用锻件毛坯靠模铣制而成,在转轴上用牛头刨刨出矩形斜槽(与轴线成一倾斜角),把具有矩形叶根的叶片装入斜槽后,注入低熔合金或耐高温树脂,将各级动叶暂固定在正确的安装位置上,并在叶根两侧位置与转轴一起加工出两个环形槽,然后,镶入两半固定环,使叶片固定于转轴上。
2022压缩机工考试真题模拟及答案(4)
2022压缩机工考试真题模拟及答案(4)共950道题1、在起用轴流压缩机润滑油站冷油器时,切忌()冷油器进水门。
因为冷却水大量流过冷油器时,会在换热管表面形成过冷层,降低冷却效果。
(单选题)A. 快速关闭B. 慢速打开C. 快速打开试题答案:C2、活塞式压缩机排气量的调节方法很多,目前广泛应用的方法是()(单选题)A. 吸排气连通法B. 停止吸气法C. 全程开启吸气阀法D. 部分行程顶开吸气阀法试题答案:D3、华氏温标用()来表示。
(单选题)A. 0CB. KC. 0RD. 0F试题答案:D4、活塞式压缩机采用()调节方法,可以实现无级调节,即根据减荷阀的关闭程度,气缸的排气量可从最大排气量的100%连接比降到0。
(单选题)A. 切断吸气B. 节流吸气C. 回流D. 变速试题答案:B5、螺杆式空气压缩机的排气孔口为()(单选题)A. 园形B. 三角形C. 椭园形D. 扇形试题答案:B6、直接流过心脏的交流电流只需达到()uA就可使心脏因心室纤维性颤动而死。
(单选题)A. 2~3B. 5~7C. 60~100D. 300试题答案:C7、采用精滤器比不用精滤器润滑油中杂质含量要减少()倍。
(单选题)A. 1B. 2~3C. 3~4D. 5~10试题答案:D8、离心式压缩机中用以能量转化的部件是()。
(单选题)B. 扩压器C. 弯道D. 回流器试题答案:B9、下列关于电压表的使用方法不正确的是()。
(单选题)A. 必须把电压表并联在被测电路的两端B. 把电压表的“+”接线柱接在与电源正极相连的那端C. 被测电压不能超过电压表的量程,否则可能会损坏电压表D. 如果把电压表直接与电源两极相连,则测量的是电源两端的电压试题答案:B10、国内固定活塞式空气压缩机的排气温度应限制在()℃以内。
(单选题)A. 120B. 160C. 180D. 200试题答案:B11、以下哪种物质是碱洗过程中不会产生的()。
(单选题)A. Na2SB. NaHSC. Na2SO4D. Na2CO3试题答案:C12、热能从流体的一部分传递到另一部分,称为()(单选题)B. 对流C. 辐射D. 热交换试题答案:B13、安全标志是由安全色、()构成,用意表达特定的安全信息。
1050MW超超临界机组炉膛负压控制策略分析与优化

吴炳辉:工程师。
上海电力学院通信工程专业学士学位。
从事热控技术管理和自动化应用研究。
联系电话:18005053352,E mail:wub inghui1987@163 com。
1050MW超超临界机组炉膛负压控制策略分析与优化吴炳辉 国能神福(石狮)发电有限公司 石狮 362700摘要 1050MW超超临界机组在中高负荷段运行过程中,引风机静叶开启至一定开度后,炉膛负压转由引风机转速调节控制。
引风机长期处在共振区运行,导致引风机叶片容易出现裂纹,严重影响机组的安全稳定运行。
通过对炉膛负压控制策略的优化,采用引风机分挡定速控制,由引风机静叶全程控制炉膛负压,避开共振区,彻底解决引风机叶片频繁出现裂纹的安全隐患。
关键词 炉膛负压;共振;分挡定速;静叶调节中图分类号:TK269 文献标识码:ADOI:10.3969/j.issn.1007-6247.2023.06.003 国能神福(石狮)发电有限责任公司装机容量2×1050MW,锅炉由东方锅炉厂制造,型号为DG3130/27 46 Π2型超超临界变参数变压直流炉。
锅炉采用对冲燃烧方式、平衡通风、全悬吊结构。
每台锅炉配备两台汽动引风机,用于排出锅炉燃烧产生的高温烟气,产生流动性烟气,使炉膛内维持一定的负压,使锅炉能够得到良好的充分燃烧[1]。
炉膛负压作为锅炉安全运行的重要参数,炉膛压力的高低关系着锅炉的安全、经济运行。
压力过高易造成粉尘外泄、有引起炉膛爆炸的危险;压力过低则会造成能耗增加,排烟损失增加,直接影响锅炉的热效率。
炉膛负压调节作为锅炉自动控制系统的一个重要部分,通过改变引风机转速、静叶开度,将炉膛压力保持为设计值。
1 炉膛负压控制原理及问题分析对锅炉炉膛负压的控制,原设计采用“静叶+转速”接力调节的控制方式。
负压全程控制调节分为引风机静叶调节和引风机汽轮机转速调节两种基本控制方式。
在低负荷阶段,引风机汽轮机处于低转速(3000rpm)运行,由引风机静叶调节控制静叶开度维持炉膛负压的稳定;随着锅炉负荷的升高,引风机出力逐渐增大,静叶开度在自动控制回路的作用下逐渐开大,静叶开度达75%,静叶自动控制回路切至跟踪状态,由引风机汽轮机转速调节控制维持炉膛负压的稳定[2]。
钢铁行业CCPP装置中的高炉煤气压缩机的选型和应用

钢铁行业CCPP装置中的高炉煤气压缩机的选型和应用Selection and Application of the Top-gas Compressor of CCPP Unit in Iron and SteelWang Yitian et alAbstract:The CCPP technoledge will be developed and used broadly in China Iron and Steel with good future.A top-gas compressor is an important equipment in CCPP unit.The main property of the compressor and its axial +centrifugal type will be introduced.Meantime,the first CCPP unit in China will be introduced,which is used in Bao Shan Iron & Steel Co.,Shanghai.Keywords:top-gas compressor,CCPP unit,iron and steel1 燃气蒸汽联合循环概述燃气蒸汽联合循环发电装置(CCPP)一般由燃气轮机、原料气压缩机、蒸汽轮机、余热锅炉、热交换器、发电机等组成。
燃气轮机的燃料主要有油、天然气、高炉煤气、水煤气、炼油厂气等。
CCPP装置由于具有效率高(45%以上)、造价低、省水、建设周期短、启动快等一系列优点,在世界各国电力行业应用已相当广泛。
我国钢铁行业第一套(目前也是唯一一套)为宝钢1995年引进的CCPP,由日本川崎重工和瑞士ABB提供。
它也是世界上第一台100%燃烧低热值高炉煤气的最大装置。
1997年7月5日首次并网发电,7月22日单烧高炉煤气成功,11月28日进入商业运行。
背压拖动轴流压缩机启动调试方案

背压拖动轴流压缩机启动调试方案编制:审核:批准:***********公司2012年9月20日1 简要概述*****背压拖动轴流压缩机组,采用的是杭州汽轮机股份有限公司生产的型号为HNG32/25/16型汽轮机;压缩机为西安陕鼓动力股份有限公司生产的A45-12轴流压缩机。
2 设备规范2.1汽轮机技术规范及设备规范代号T8545型号HNG32/25/16额定功率8015KW 正常功率6493KW额定转速7040 r/min 正常转速7000 r/min调速范围5280~7392 r/min危急保安器动作8131r/min电超速脱口7983 r/min进汽压力8.83Mpa(a)进汽温度535℃额定进汽流量18.7Kg/S(63.72T/H)正常进汽流量15.4 Kg/S(55.44T/H)排汽压力 1.27 Mpa(a)排汽温度297.8℃(查排汽曲线)2.2 轴流压缩机技术规范型号:A45-12 介质:空气(A-全静叶不可调式轴流压缩机45-轴流压缩机转子轮毂直径为45cm 12-轴流压缩机级数为12级)进口流量:1837.76N m3/min 进口温度:15.7℃进口压力:0.0996MPa(a) 相对湿度:76% 出口压力:0.392MPa 工作转速:6000~7350 r/min一阶临界转速:2700 r/min二阶临界转速:8850 r/min轴功率:6493KW旋转方向:顺时针(从风机进气端看)2.3 A45-12轴流压缩机各工况点性能参数启动力矩:2974N.M 静力矩:296N.M2.4 汽轮机数字电液控制系统DEH采用WOODWARD505电子调节器,505同时接受两个转速传感器变送的汽轮机信号,将接受到的转速信号与505预先设定的转速值进行比较,然后输出调整执行信号(4---20mA),再经电液转换成二次油压(0.15---0.45MPa),二次油压通过油动机操纵调节汽阀,控制进汽量来控制汽轮机转速、功率及排汽压力,进行汽轮机启动、停机操作,并设有电子超速保护。
陕鼓轴流压缩机控制系统

轴流压缩机自控系统第一部分轴流压缩机概述一、轴流压缩机1.离心风机与轴流风机的区别离心风机——轴向进气,径向排气。
即:气流流动方向垂直轴线。
轴流风机——轴向进气,轴向排气。
即:气流流动方向平行于轴线。
2、轴流压缩机产品型号含义A 40——9动叶级数轮毂直径cm静叶不可调轴流压缩机A V 56——13动叶级数轮毂直径cm全静叶可调轴流压缩机3、轴流压缩机结构AV型轴流压缩机主要件名称机壳、静叶承缸、调节缸、主轴、动叶片、静叶片、轴承箱、支承轴承、止推轴承、进口圈、扩压器、液压伺服马达(或电动调节机构)、密封。
4、轴流压缩机机组配置形式1)汽轮机拖动2)电机拖动二、机组控制系统1、分类1)按作用分☆第二种配置形式:汽轮机拖动的两机组,由汽轮机+风机构成。
风机 汽机低压端 高压端进汽端排汽端 控制系统压缩机组监控保护 生产工艺调节透平机组控制系统按其服务对象一般分为生产工艺调节和机组运行状态的监控及保护。
生产工艺调节主要是指为满足生产工艺需要,机组控制系统完成对机组运行参数的调整,它是生产的需要,是机组所服务的装置的工艺需要。
机组运行状态的监控及保护,是指为机组操作人员提供了解机组运行状况的界面同时提供保证机组能正常、安全、可靠地运行的监控与安全自保功能。
工艺调节功能主要是对压缩介质的流量、压力的调整。
调整的手段主要有:调整静叶(或进口导叶、进口节流门)角度、改变机组转速等。
机组运行状态的监控及保护功能主要完成对机组运行过程中的各种运行参数的采集、显示、记录以及完成各种逻辑联锁与保护功能。
2)按专业分2、自控系统组成第二部分轴流压缩机自控系统一、轴流压缩机工艺系统图纸上面标注的流程图二、轴流压缩自控系统的作用压缩机作为供风设备是各种工艺装置的心脏,机组能否正常运转就是工艺装置能否正常运转,而机组自控系统是机组的中枢神经指挥中心,直接指挥机组的正常运转,因此自控系统是压缩机组的重要组成部分。
陕鼓的轴流压缩机组控制技术是随同轴流压缩机的引进从当时的瑞士苏尔寿公司一起引进的,随着自动化控制技术的不断发展,轴流压缩机组控制技术也在我们的努力下不断的吐故纳新,因此陕鼓的轴流压缩机组控制技术是领先的,也是完善的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
07 型轴流压缩机同时采用静叶和转速调节 时的控制策略
曹宏涛 ’ ,赵家元 ’ ,李普会 % ,王华强 % ,成 旭 % ,余汉平 ! ,杨国华 !
+ ’ 9 西安蓝溪控制系统工程公司, 陕西 西安 )’&&*-; (集团) 公司; % 6 陕西鼓风机 ! 9 武汉钢铁集团公司 / #摘 要 $ 总结了武钢 12 "& 型轴流压缩机控制系统的设计、 调试经验, 详细阐述了 12 型轴流压缩机在定风量 3
机是为高炉提供压缩空气的动力设备。根据高炉 不同炉容, 其配套的鼓风机的规格 (风量、 风压) 亦 不同。因此一般高炉均配套专用的轴流压缩机 组, 而且为了确保高炉安全正常生产, 其鼓风机通 常设置为两台 (一备一用) 。由于轴流压缩机具有 效率高、 流量大、 工况范围宽等优点, 因此近年来 大量应用在大、 中、 小型高炉上。 由于武钢 ’ d 鼓风站内空间所限, 因此要求新 上一台 12 "& ( - d 机组)全静叶可调轴流压缩机, 在满足作为 ! %&& L ! 高炉( 8 d 高炉)主供风机组 的同时又能作为炉容分别为 % %’- L ! 、 ’ -*& L ! 、 为了 ’ 8*& L ! 的 ’ d 、 %d、 ! d 高炉共用的备用机组。
8)2&%#$,"1&. ’"(&%$#),( *1,#’1% .#’$#"(/ 91’ .#$#)* :%$-" $,- ’1#$#)1, .;""19 $<)$% *12;’"..1’
D1W XE>M(F=E’ ,YX1W Z;=(I S=>’ ,? V [S(OS;% ,U 1@ R XS=(\;=>M% , DXC@ R :S% ,] ^ X=>(T;>M! ,] 1@ R R SE(OS=!
#)% * %&’
#$
#$ ,)% + ,) % * %&’ (’
#)% + (- ’ & . / 卡
图!
&’( 配置图
风量 . 定风压调节控制, 防喘振调节控制, 机组安 全联锁保护控制, 辅助泵类及阀门类操作控制, 整 个机组运行状态的监视、 报警、 数据记录等功能。 #) * 定风量 + 定风压调节系统 高炉正常生产中要求压缩机的送风量尽可能 恒定,即压缩机定风量运行。但由于实际生产中 存在着很多干扰风量的因素,这样势必造成风量 波动, 因此控制系统专门设置了定风量调节系统, 其调节手段采用控制静叶开度和改变转速相结合 的方式。 另外,为了满足高炉在特殊工况下对压缩机 出口压力恒定的特殊要求,定风量调节系统亦可 以自动或人为地转成定风压方式运行,使压缩机 出口压力维持恒定。本文仅以定风量调节为例予 以论述。 武钢 8 D 机组采用以下 6 种最佳运行方式: 机组转速 ! 233 @ . E >F , 静叶调节范 围 3 G 533 H (对应静叶开度 :: G 9"I) , 最大风量 J :33 E ! . E >F ,最高风压 3 K !9: 6 ’ -L 。 工况 : 机组转速 6 :83 @ . E >F , 静叶调节范 围 3 G 533 H (对应静叶开度 :: G 9"I) , 最大风量 ! 最高风压 3 K 68: ’ -L 。 J 983 E . E >F , 工况 5
+ ’ 9 :; < => ? 1@ ABC1 DE>FGEH BIJFKL C>M;>KKG;>M DE ? FN , :; < => )’&&*- 0 DO;>= ; % 9 BO==>P ; 7HEQ KG + RGEST / DE ? FN ; ! 9 USO=> VGE> =>N BFKKH RGEST DEL T=>I /
美国 (/% ;< = ;, , 公司的 ’ >?@A4B C)!333 中 型 C)$ 。该系统由高速处理器 ((-’ ) 、 扩展 & . / 机架、 网络接口 (% &’ ) 、 历史模件 ((’ ) 、 操作站 (# $ ) 、 区域控制网 (, )% ) 和通用控制网 (# )% ) 组成。为了保证高炉的安全生产以及轴流压缩机 的稳定运行, 系统采用全冗余配置。
$% 型轴流压缩机同时采用静叶和转速调节时的控制策略
键是 0 其一, 如何合理地确定转速和静叶的最佳调 节区域; 其二, 在机组运转中, 怎样实现转速调节 和静叶调节之间的无扰切换; 其三, 控制系统中的 轴流压缩机防喘振保护调节所依据的喘振线不再 是常规的一条曲线,而是无数条曲线集合而成的 域面,这样仅仅采用常规的控制策略则无法实现 压缩机防喘振调节保护功能。正是由于这些技术 难点,轴流压缩机同时采用静叶调节及转速调节 来扩大调节范围的应用方式,目前在国内还是一 个空白,在国外也不多见。为了解决这些技术难 题, 我们经过反复研究、 论证技术方案, 并在现场 进行了大量的实验、 调试, 最后终于成功地解决了 这些难题, 受到了武钢用户的好评。 该机组的主要设备— — —轴流压缩机为陕西鼓 风机(集团)公司制造的 +1 23456 型全静叶可调 轴流压缩机,动力设备采用杭州汽轮机厂生产的 % 7 83 . 95 . !: 型变速工业汽轮机。机组控制系统 由陕西鼓风机 (集团) 公司设计, 西安蓝溪控制系 统工程公司负责系统组态、 调试, 武钢有关部门给 予大力配合协作。 工艺流程如图 5 所示,空气经过空气过滤器 进入轴流压缩机,轴流压缩机在汽轮机驱动下旋 转做功, 产生高压、 大流量的压缩空气, 再经过热 风炉送入高炉。
@
工艺流程及要求
高炉是钢铁企业冶炼生铁的重要设备,压缩
实现这一用途, 该压缩机风量范围必须达到: ! &&& e * &&& L ! 3 L ;> c 风压的调节范围必须达 到: 如果国产设备技术达 & 9 !&- " e & 9 -&’ " f [= 。 不到这一要求,用户明确表态只能采用进口设 备。从技术上讲此需求具有特殊性,如同时作为 炉容分别为 % %’- L ! 、 ’ -*& L ! 、 ’ 8*& L ! 的 ’ d 、 % d 、! d 高炉的备用机组,其调节范围就满足不了 要求。鉴于此情况,陕西鼓风机公司提出了同时 采用变静叶调节与变转速调节(正常的工作转速 有: 来扩 ! "&& G 3 L ;> 0 8 ’&& G 3 L ;> 0 8 %-& G 3 L ;> ) 大轴流压缩机的调节范围这一技术方案。但是这 样一来, 机组控制就出现了新的技术难题, 因为轴 流压缩机在改变静叶开度的同时再调节机组转 速, 控制系统除了增加机组控制部分的内容外, 关
0:.#’$*# = 4 E ;>FGENS_K F OK JS__KJJ‘SH =TTH;_=F ;E> E‘ =P ;=H _EL TGKJJEG =F U V BDW 9 4 OK FK_O>EHEMI NKJ;M> 0 =>N =G_O;FK_F SGK =>N ‘S>_F ;E> E‘ F OK _E>FGEH JI JFKL =GK NKJ_G;aKN 9 V > EGNKG FE ;L TGEbK K>KGMI K‘‘;_;K>_I E‘ FOK _EL( TGKJJEG 0 F OK GKM SH=F ;>M _E>FGEH ‘EG JF=F ;_ aH=NK =>N GEF=F ;E> JTKKN =GK TGE_KJJKN J;L SHF=>KESJHI 0 =>N = TKG‘K_F _E>FGEH GKJSHF ;J =_O;KbKN 9 >"/ ?1’-. = =P ;=H _EL TGKJJEG c JF=F ;_ aH=NK _E>FGEH c GEF=F ;E> JTKKN GKMSH=F ;E> c JSGMK(TGEE‘;>M _E>FGEH
#
系统功能
如果把轴流压缩机组比做高炉的心脏, 那么,
控制系统就是机组的中枢神经系统。系统具有定
冶金自动化 !""! 年第 # 期
系统与装置
开关, 送至转速控制器, 去控制汽轮机转速。
#$% (( ! /( !" "# )( )&
选择模块切换至 / ’ 档,使转速固定在 ! ("" ; < = >? , 同 时 , /0 ("( 选 择 模 件 切 换 至 / & 档 , /0 ("& 选择 / ’ 档,通过调节静叶开度继续增加 风量, 直到满足高炉需要为止。 同理,当高炉要求减小风量时,根据 +,- 输 出值减小趋势、静叶角度及实际转速自动选择
!
+,- !
#$% (& ! /& /0("( #$% (’ ! /’ #$% (! ! /! #$% (8 #$% (C ! /( /0("’ #$% (D ! /&
! /( ! /& ! ! /!
去静叶伺 服控制器
/0("& /’
!
!
)’
)! /0("! ! /’ )8 ! /!
! /( ! /&
去转速 控制器
!
/0 ("(、 /0 ("&、 /0 ("’、 /0 ("! 等的切换档位, 改变或固定转速或静叶开度的设定值,实现定风 量调节,从而满足高炉生产过程对送风量的需 要。 68 3 防喘振控制 喘振是压缩机的一种极其不稳定的危险工 况, 一旦发生喘振, 很可能造成压缩机损坏, 因此, 防喘振控制系统的作用就是防止压缩机进入喘振 区运行。但对于同时调节静叶和转速的压缩机, 其防喘振控制则要复杂而有新特点。简言之,其 喘振点的集合不再是单一的曲线,而是复杂的域 面。为了便于控制, 经现场反复实验, 最终将其喘 振点简化为数条特定曲线。 在机组启动过程中,防喘振阀受控制系统逻 辑的控制始终处于全开状态。机组正常启动完毕 且在控制系统逻辑实现自动操作后,控制逻辑自 动识别高炉所需的供风条件(即机组的运行工 况) , 并据此自动选择某一特定工况下的特定防喘 振曲线,同时控制系统又根据压缩机入口的大气 温度对该防喘振曲线进行实时温度补偿修正。之 后控制系统对该防喘振曲线函数和检测的压缩机 排气压力进行 +,- 控制, 其输出分别控制两并联 安装的防喘振阀。 防喘振控制原理如图 ! 所示。 在图 ! 中, 压缩 机在运行中所形成的喉部差压经过特殊函数运算 形成下列 ! 种工况下的防喘振曲线函数。#$% "( 为 $ @ ’ :"" ; < = >? A 工况 ( B 下的防喘振曲线函 数; #$% "& 为 $ @ ! &8" ; < = >? A 工况 & B 下的防喘 振曲线函数;#$% "’ 为 $ @ ’ :"" 5 ! ("" ; < = >?