PLC控制器中文显示界面操作说明[1]
PLC控制柜操作说明书
PLC控制柜操作说明书(EG069-08-00)1.主画面在该画面中给出了整个系统的操作模式,通过触摸不同的按钮,可进入相对应的画面。
按钮,可进入运转图画面。
1 .点击 1点击按钮,可进入趋势图画面。
1.2按钮,可进入趋势图画面。
1.3点击(口令缺省为:点击按钮,会跳出Password设定画面,1.4。
当******;每次输入口令后,待最后一次操作结束1分钟之后,自动登出)按钮,将进入参数设定画面。
正确输入口令后,需再次点击点击1.5 按钮将复位报警。
按钮将使报警静音。
.6点击1 运转图画面2.在该画面中给出了整个系统的运转图,可以观察系统中所以设备的运行2.1情况。
至-175mm2.2 锅炉汽包水位有两种显示方式:一是数值显示,显示范围为,红色部分175mm;二是棒形图显示,显示范围顶部为,底部为-175mm175mm 为水位高度。
.3 与锅炉对应的发电机运行状态将以动画的方式指示。
2锅炉给水泵的运行状态将以动画的方式指示,图标红色和绿色交替闪烁.24为运行状态,暗灰色且不闪烁则为停止状态。
锅炉出口压力为数值显示,显示范围为至。
5 .2.2.6 锅炉进口烟温为数值显示,显示范围为0℃至600℃。
2.7 变频器输出值为数值显示,显示范围为0Hz至50Hz。
2.8 三通风门控制方式,自动时显示红色的自动,手动时为黑色的手动。
2.9 给水泵的控制方式,变频时显示红色的变频,工频时为黑色的工频。
按钮,将返回主画面。
10 点击 2.点击锅炉区域将翻页至相对应的锅炉控制回路画面。
2.11各锅炉控制回路画面3.至-175mm1 锅炉汽包水位有两种显示方式:一是数值显示,显示范围为3.,红色部分-175mm175mm,底部为175mm;二是棒形图显示,显示范围顶部为为水位高度。
2 与锅炉对应的发电机运行状态将以动画的方式指示。
3.锅炉给水泵的运行状态将以动画的方式指示,图标红色和绿色交替闪烁.3 3 为运行状态,暗灰色且不闪烁则为停止状态。
PLC操作说明

PLC操作说明一、概述该套PLC控制柜配备了触摸屏,所有的操作均通过触摸屏进行。
触摸屏的画面一共分为三组:锅炉控制画面、参数设置画面和趋势曲线画面。
二、锅炉监控画面PLC控制器通电后,即进入锅炉监控画面:1、画面顶部“启动”按钮:用于加热炉的启动。
“停止”按钮:用于加热炉的停止。
“风机”按钮:用于风机的启动和停止。
(只有加热炉在“空闲”工况下才能操作该按钮)2、画面中央第一列包含以下信息:燃烧控制器传来的:“运行”、“停止”、“风压”、“V1阀”等状态,绿色表示状态存在。
上位机发来的:“ESD停炉命令”,红色表示命令存在。
燃烧控制器传来的:“综合报警”、“燃气泄露”、“火焰故障”等报警,红色表示报警存在。
第二列包含以下信息:水浴液位、水浴压力、燃气压力、水浴温度、排烟温度等参数。
当参数超过高高限、高限、低限、低低限时,分别用红、橙、黄、绿四种颜色表示。
第三列包含以下信息:出口温度测量值的柱形图及标尺。
出口温度设定值的柱形图。
第四列包含以下信息:工况:分别是空闲、燃烧器选择、风机启动延时、燃烧器启动延时、V1检测、运行前延时、PID调节、燃气关闭延时、燃烧器停止延时等状态信息。
阀门开度。
3、画面底部显示时间及画面切换按钮。
点击切换到备用炉监控画面。
三、参数设置画面参数设置一:用于设置各参数的量程,及高高/高/低/低低报警限位。
参数设置二:用于修改出口温度的设定值,及PID参数。
在以上两个画面均可点击按钮:“修改时间”:用于修改系统的日期和时间。
“调入缺省值”:调入系统预设的参数设置。
设置参数:点击相应的数值,则会弹出输入数值的弹出框输入完成后点击即可。
四、趋势曲线画面通过屏幕右上角的切换按钮,可以查看水浴液位、水浴压力、燃气压力、水浴温度、排烟温度等参数的趋势曲线。
点击曲线左上角的日历图标,可以修改曲线的开始时间。
趋势曲线的时间长度为60分钟,每分钟显示一个点的数据。
注意事项:1.日常操作,应用正常程序关闭加热炉,没有特殊情况,不要采取直接直接断电的方法。
PLC控制器说明书
PLC控制器使用说明书承德承申自动化计量仪器有限责任公司本套系统适用于定量给料机,固体流量计,皮带秤。
采用了德国西门子S7-200系列PLC,具有运行稳定,精度高,扩展能力强的优点。
采用西门子大屏幕触摸屏,使的操作画面更加清晰直观易于操作。
数据输入全部采用屏幕软键盘,用户更加方便操作。
本系统可完全替代原装申克系列仪表应用的场合,其部分性能已超越原装仪表且价格低廉,扩展性能强。
以下部分是整个系统的操作解释,用户务必连续阅读。
首先是系统上电后的主画面:Array上电后触摸屏有一个自检过程过几十秒后与PLC连接成功,出现主画面。
在主画面中显示了两台给料机的工作画面。
如果此时有报警则在画面的右上角出现报警提示,用手点击报警提示,即可看到具体的报警信息。
主画面介绍:画面分为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们以一号给料机为例进行介绍。
“#1启动”键用于启动给料机。
“#1停车”键用于停止给料机。
“ON/OFF”用于表示当前给料机的运行状态是处于启动状态或者停止状态下。
“G-MODE/V-MODE”用于表示当前给料机的运行模式是处于称量状态或者容积状态下。
“设定流量”表示当前给料机的设定值,用手按“设定流量”后面的数字即可出现一幅由数字和部分字母构成的屏幕键盘,在键盘上按相应的数字键和确认键即可完成对“设定流量”的修改。
(B07中的设定值为“触摸屏”时有效)“实际流量”表示当前给料机的实际流量值。
“皮带负荷”表示当前给料机的称量端负荷值。
“皮带速度”表示当前给料机的皮带速度值。
“累计流量”表示当前给料机的累计流量值。
主画面介绍完了,下面介绍功能画面:“功能键”位于主画面的左上角,点击“功能键”即可出现“功能画面”如下图:主画面介绍:“系统功能画面”分仍为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们仍以一号给料机为例进行介绍。
1、标定功能:根据实际应用参数对程序进行必要的设置,以便精确的应用在实际现场中。
新代说明书

新代说明书目录第一单元新代控制器面板操作说明 (2)新代控制器面功能树状图 (2)屏幕部分 (3)主功能界面 (4)F1:機台設定 (5)F1:座標切換 (6)F2:1/2 座標 (6)F3:清除座標 (6)F4:相對座標全部清除 (6)F5:座標偏移量 (7)F2:程式編輯 (8)F1:插入循環 (9)F2:刪除行 (9)F3:編輯循環 (10)F5:檔案編輯子功能........................ 错误!未定义书签。
F7:圖形模擬......................... 错误!未定义书签。
F8:檔案管理............................... 错误!未定义书签。
F4:執行加工 (19)F1:座標顯示 (19)F2:圖形調整.......................... 错误!未定义书签。
F3:MDI 輸入.......................... 错误!未定义书签。
F4:加工參數設定...................... 错误!未定义书签。
F8:工作記錄.......................... 错误!未定义书签。
F5:警報顯示 (24)F1:現存警報 (24)F2:歷來警報 (24)第二单元机械操作面板说明 (25)第二面板操作功能說明 (25)电源开 (25)电源关 (25)紧急停止 (25)原点模式寻原点功能.............................. 错误!未定义书签。
手动运动模式 (25)手动寸动模式 (26)MPG寸动模式 (26)自动加工模式 (26)MDI加工模式 (27)MPG模拟功能 (27)单节执行 (27)主轴控制 (28)工作灯 (28)加工液 (28)程序暂停 (28)快速归始 (28)快速进给的速度 (28)文字键说明 : (29)第三单元使用新代控制器的方法 (30)原点复归 (31)手动功能(JOG ,INC_JOG ,MPG) (32)设定工作坐标 (G54..G59) (33)开启档案(编辑/联网文件夹) (34)指定一个执行NC程序 (自动) (35)刀具设定(G40/G41/G42 ,G43/G44/G49) (36)刀具长度量测 (G43/G44/G49) (37)手动资料输入 (MDI ) (38)图形模拟 (39)在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)G码指令一览表 (41)码指令说明 (42)第五单元新代控制器网络连接 (44)网络设定 (44)网络疑难问题解决方法 (47)联网最重要的三点 (51)第一单元新代控制器面板操作说明新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診\斷功能F7操作指引F8CNC 銑床屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1 F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
控制器的帮助界面说明书

控制器的帮助界面说明书控制器是一种用于控制机器、设备等的重要工具。
为了帮助最终用户更好地使用控制器,本公司特别开发了一套详尽的帮助界面说明书。
该说明书旨在介绍控制器的各项功能,帮助用户顺利地完成操作,提高工作效率。
一、使用前的准备在开始使用控制器之前,您需要先进行以下准备工作:1.确认控制器电源已连接正常,联接设备线路正确连接;2.检查控制器及联接设备是否受潮、进水、震动等情况,如有异常情况,请勿使用;3.按下电源开关,等待控制器完全自检系统后即可正常使用。
二、使用说明1.主界面控制器主界面包含了各种功能按钮和菜单,用户可以通过点击不同的按钮进行操作。
具体细节说明如下:1)当前屏幕顶部显示当前操作的信息,便于用户了解当前操作状态;2)功能按钮分组展示,方便用户快速选择所需功能;3)菜单栏包含了控制器的所有功能,用户可以通过上下滑动浏览菜单。
2. 功能按钮控制器的各项功能都可以通过功能按钮实现,具体功能如下:1)开/关机:开启或关闭控制器的电源;2)调节亮度:调节控制器屏幕的亮度,具体操作方法用户可查阅帮助文档;3)调节声音:调节控制器的音量;4)网路设置:设置控制器的网络参数;5)界面设置:设置控制器的界面显示效果;6)其他功能:详见帮助文档。
3.操作说明用户根据不同的操作需要,选择不同的功能按钮,进入到各自的功能界面。
各功能界面的操作指南如下:1)开/关机:点击开/关机按钮即可。
2)调节亮度:点击亮度调节按钮,根据实际需要调节亮度大小;3)调节声音:点击音量调节按钮,根据实际需要调节音量大小;4)网路设置:进入菜单栏,选择网络设置,根据实际需要设置网络参数;5)界面设置:进入菜单栏,选择界面设置,根据实际需要设置界面效果;6)其他功能:详见帮助文档。
三、常见问题解答1、控制器怎样进行开机操作?答:按下开机按钮即可。
2、控制器无法启动怎么办?答:请确认控制器电源已连接正常,联接设备线路正确连接。
利亚德PLC用户使用手册

利亚德PLC用户使用手册一、概述利亚德PLC自2006年开发出来后,已经在100多个项目中得到了应用,实践表明,它的功能和可靠性完全可以满足我们工程项目的需求。
下面,就给大家详细介绍一下此款PLC 的软硬件使用说明,以方便现场工程及维护人员以后调试检修。
二、PLC硬件介绍利亚德PLC可编程控制器硬件配置:PLC功能图解:配电柜内安装有一台北京利亚德自行开发的PLC控制器,见实物图。
PLC实现功能●远程通讯当通讯距离在1.2公里以内时,通过一根网线对RS485接口连接后,最终连接到控制室内的计算机串口上,PLC通讯示意图(图3-4):图3-4如果通讯距离达到几公里甚至十几公里,此时应采用光纤通讯,PLC和计算机两端的通讯模块也应换成光纤转RS232转换器。
●电源监视为减小大功率显示屏启动时对电网的冲击,显示屏电源分几步延时上电,PLC控制界面上的故障报警状态框里有各路电源的上电状态报警指示灯。
●温度监控计算机监控界面可对显示屏内进行实时温度显示。
自动状态下,当屏体内温度超过65℃时,监控画面将提示温度过高,同时计算机发出报警声,系统将自动断电,以防发生火灾。
●消防监控屏内还装有若干烟雾探测器,当屏内有火情发生时,计算机监控界面上也将有相应提示信息,同时系统将自动断电。
●亮度检测显示屏附近的平行位置装有亮度传感器,以确保亮度探头与显示屏正面感应同等的环境亮度。
在计算机上的“PLC监控”画面上,可以监控到实际的亮度等级,以方便显示屏控制器采集数据进行亮度调节。
因此,在控制计算机上安装利亚德PLC监控软件后,可以实现如下远程监控功能:●对显示屏及其他电气设备进行远程开关操作;●对各分支回路电源通断状态进行远程监视;●显示屏内安装有烟感、温感、亮感,对显示屏内部进行火灾报警监控,对显示屏工作的环境温度和环境亮度进行远程监视,超过极限温度自动断电;●选定“启用定时计划”后,经过用户预先简单设定,即可以对显示屏进行定时自动开关控制,无需人工值守。
PLC控制系统操作手册样本
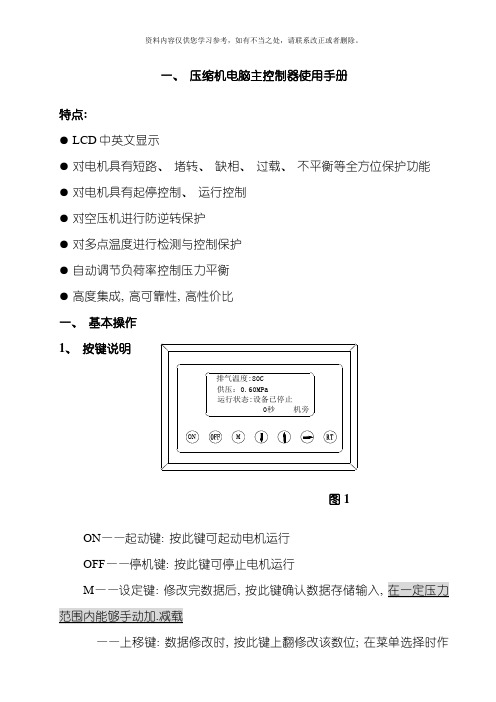
一、压缩机电脑主控制器使用手册特点:●LCD中英文显示●对电机具有短路、堵转、缺相、过载、不平衡等全方位保护功能●对电机具有起停控制、运行控制●对空压机进行防逆转保护●对多点温度进行检测与控制保护●自动调节负荷率控制压力平衡●高度集成, 高可靠性, 高性价比一、基本操作1、按键说明排气温度:80C供压:0.60MPa运行状态:设备已停止0秒机旁ON M图1ON——起动键: 按此键可起动电机运行OFF——停机键: 按此键可停止电机运行M——设定键: 修改完数据后, 按此键确认数据存储输入, 在一定压力范围内能够手动加.减载——上移键: 数据修改时, 按此键上翻修改该数位; 在菜单选择时作为选择键。
——下移键: 数据修改时, 按此键下翻修改该数位; 在菜单选择时作为选择键。
——移位键/确认键: 修改数据时, 此键作为移位键; 在菜单选择时作为确定键。
RT——返回键/复位键: 在菜单操作时作为返回键返回上一级菜单; 故障停机时, 按此键复位。
2、状态显示与操作机组通电后显示如下界面:欢迎使用螺杆式空气压缩5秒后显示以下主界面:排气温度: 20℃供气压力: 0.60Mpa按””进入以下菜单选择界面:运行参数日历a、运行参数查看按””或””移动黑色滚动条到”运行参数”菜单后, 按确认键””后弹出下一级菜单:再按””弹出电流(A): R ST如为最后一级菜单, 界面不会出现黑色滚动条, 按返回键”RT”返回上级菜单或主界面。
如在某一界面停止操作, 数秒钟后自动返回主界面。
用””、””移动键、确认键””和返回键”RT”根据上述方法可完全观察到运行时间、本次运行时间、维护参数、历史故障、出厂日期、现场故障等运行参数并返回到上级菜单。
b、日历时间按””或””移动黑色滚动条到”日历”菜单后, 按确认键””后弹出现行时间2月22日在停机状态下可对日期、时间进行调整, 操作方法为: 按””或””移动黑色滚动条到需修改的参数项后按确定键””后出现闪烁位, 此时””和””键变为上翻和下翻键修改当前位, ””变为移位键移动修改位。
PLC操作说明]
![PLC操作说明]](https://img.taocdn.com/s3/m/742b6e160b4e767f5acfce62.png)
浙江华峰氨纶热媒炉系统触摸屏操作说明
1.触摸屏上电的初始画面如下:
点击键,弹出菜单对话框选择画面跳转,点击
键跳转到系统流程画面,点击键跳转到自动控制画面,点击键跳转到数据显示画面,点击
键跳转到报警显示画面。
2.系统流程画面显示系统流程、显示系统数据与显示系统设备状态
画面如下:
3. 系统控制中共包括手动控制与自动控制,控制引风机、鼓风机与炉排机的启停与频率。
手动控制画面为手动控制引风机、鼓风机与炉排机的频率。
自动控制画面为自动控制引风机、鼓风机与炉排机的频率,引风机频率根据用户所设置的炉膛负压进行自动控制,鼓风机频率根据用户所设置的出口油温进行自动控制,炉排机自动频率为鼓风机频率除以50Hz再乘上用户所设定的炉排机的上下限频率之间的差值再加上炉排机的下限频率。
手动画面如下:
设置引风机手动频
率。
设置鼓风机手动
频率。
设置炉排机手动频率。
点击
自动画面如下:
鼓风机与炉排机根据该值进行自动控制频率。
机根据该值进行自动控制频率。
点击弹出对话框点击确认键,引风机、鼓风机与炉排机根据用户所设置的热媒出口
温度与炉膛负压自动控制频率运行。
PLC控制系统操作手册

一、压缩机电脑主控制器使用手册特点:●LCD中英文显示●对电机具有短路、堵转、缺相、过载、不平衡等全方位保护功能●对电机具有起停控制、运行控制●对空压机进展防逆转保护●对多点温度进展检测与控制保护●自动调节负荷率控制压力平衡高度集成, 高可靠性, 高性价比一、根本操作1.按键说明图1ON——起动键: 按此键可起动电机运行OFF——停机键: 按此键可停顿电机运行M——设定键: 修改完数据后, 按此键确认数据存储输入,——上移键 数据修改时按此键上翻修改该数位;在菜单项选择择时作为选择键。
——下移键 数据修改时按此键下翻修改该数位;在菜单项选择择时作为选择键。
——移位键确认键:修改数据时此键作为移位键;在菜单项选择择时作为确定键。
RT——返回键/复位键:在菜单操作时作为返回键返回上一级菜单;故障停机时, 按此键复位。
2.状态显示与操作机组通电后显示如下界面:欢送使用螺杆式空气压缩机5秒后显示以下主界面:按“(〞进入以下菜单项选择择界面:a、运行参数查看按“(〞或“(〞移动黑色滚动条到“运行参数〞菜单后, 按确认键“(〞后弹出下一级菜单:再按“❼〞弹出如为最后一级菜单, 界面不会出现黑色滚动条, 按返回键“RT〞返回上级菜单或主界面。
如在某一界面停顿操作, 数秒钟后自动返回主界面。
用“❾〞、“❽〞移动键、确认键“❼〞和返回键“RT〞根据上述方法可完全观察到运行时间、本次运行时间、维护参数、历史故障、出厂日期、现场故障等运行参数并返回到上级菜单。
b、日历时间按“(〞或“(〞移动黑色滚动条到“日历〞菜单后, 按确认键“(〞后弹出在停机状态下可对日期、时间进展调整, 操作方法为:按“(〞或“(〞移动黑色滚动条到需修改的参数项后按确定键“(〞后出现闪烁位, 此时“(〞和“(〞键变为上翻和下翻键修改当前位, “(〞变为移位键移动修改位。
修改完毕后按“M〞确认并保存, “(〞或“(〞变回移动黑色滚动条, “(〞变回返回键。
PLC上位机软件界面说明

本空冷岛自动冲洗系统上位机采用图形化设计,具有操作简单、直观的特点,电脑在开机后会自动启动软件并进入主界面,界面左上部为1号机组的6个冲洗面,右上部为2号机组的6个冲洗面,左下部位水泵、电动阀、传感器的状态及参数,右下部为系统管理和状态指示,界面如下图:
启动后主界面
2.登录界面
在进入主界面后,点击右下角的用户管理后,弹出用户登录界面,选择相应的用户进行登录,默认密码为1,可通过软键盘输入也可通过键盘输入,输入正确后自动登录并关闭窗口,密码错误重新输入即可。
如果未登录时不可进行相关的控制操作。
登录界面
点击右下角的系统帮助后,弹出系统帮助界面,点击弹出窗口右侧的按钮可进行相关的信息查看,点击关闭界面可关闭此窗口。
系统帮助界面
4.冲洗界面
用户登录成功后,鼠标在上侧的冲洗面框内任意位置点击,即可弹出相应面的冲洗控制界面,在弹出的窗口左侧为冲洗小车行走位置示意图,右侧上方为当前面的状态指示区,下方为操作区,点击相应的操作按钮即可进行相关的操作控制,每个面的分电动阀为就地箱自动控制,不需人为控制操作,冲洗界面如下图。
冲洗界面
5.主电动阀控制界面
主电动阀默认为开启状态,当需要关闭时,点击电动阀图标,即可弹出电动阀操作窗口,点击开启接口开启电动阀,水泵在停止状态时点击关闭按钮即可关闭电动阀,点击返回可关闭主电动阀控制窗口。
主电动阀控制界面
6.系统管控界面
系统管控为系统的控制箱电源控制,可进行远程箱和就地箱的电源控制,以及主电动阀的控制。
点击开启可开启相关设备,点击关闭即可关闭相关设备。
系统管控界。
PLC控制柜操作说明书

PLC控制柜操作说明书(EG069-08-00)1.主画面在该画面中给出了整个系统的操作模式,通过触摸不同的按钮,可进入相对应的画面。
1.1 点击按钮,可进入运转图画面。
1.2 点击按钮,可进入趋势图画面。
1.3点击按钮,可进入趋势图画面。
1.4点击按钮,会跳出Password设定画面,(口令缺省为:******;每次输入口令后,待最后一次操作结束1分钟之后,自动登出)。
当正确输入口令后,需再次点击按钮,将进入参数设定画面。
1.5点击按钮将复位报警。
1.6点击按钮将使报警静音。
2. 运转图画面2.1 在该画面中给出了整个系统的运转图,可以观察系统中所以设备的运行情况。
2.2 锅炉汽包水位有两种显示方式:一是数值显示,显示范围为-175mm至175mm;二是棒形图显示,显示范围顶部为175mm,底部为-175mm,红色部分为水位高度。
2.3 与锅炉对应的发电机运行状态将以动画的方式指示。
2.4 锅炉给水泵的运行状态将以动画的方式指示,图标红色和绿色交替闪烁为运行状态,暗灰色且不闪烁则为停止状态。
2.5 锅炉出口压力为数值显示,显示范围为至。
2.6 锅炉进口烟温为数值显示,显示范围为0℃至600℃。
2.7 变频器输出值为数值显示,显示范围为0Hz至50Hz。
2.8 三通风门控制方式,自动时显示红色的自动,手动时为黑色的手动。
2.9 给水泵的控制方式,变频时显示红色的变频,工频时为黑色的工频。
2.10 点击按钮,将返回主画面。
2.11 点击锅炉区域将翻页至相对应的锅炉控制回路画面。
3. 各锅炉控制回路画面3.1 锅炉汽包水位有两种显示方式:一是数值显示,显示范围为-175mm至175mm;二是棒形图显示,显示范围顶部为175mm,底部为-175mm,红色部分为水位高度。
3.2 与锅炉对应的发电机运行状态将以动画的方式指示。
3.3 锅炉给水泵的运行状态将以动画的方式指示,图标红色和绿色交替闪烁为运行状态,暗灰色且不闪烁则为停止状态。
深圳市顾美科技有限公司 FX3GC系列可编程控制器(PLC)用户手册说明书

69 83 7455321234567891110图10所示为继电器输出模块等效电路图,输出端子为若干组,每组之间是电气隔离的,不组的输出触点接入不同的电源回路。
同组之间是电气隔离的,不同组的输出触点可接入不同的电源回路;晶体管输出只能用于直流负载,则应考虑增加续流二极管,如图12所示。
编 程 参 考图9 输入接线图图10 继电器输出等效电路图11 晶体管输出等效电路X00~X07X0~X17Y00~Y07Y0~Y15F X 3GC -16M开关量输入X 开关量输出Y 8点16点8点14点详细资料参考 《Coolmay CX3G &FX3GC 系列PLC 编程手册》 《FX3GC 系列可编程控制器(PLC )用户手册》X00~X 17Y00~Y1716点16点图12 感性负载吸收电路示意图1、强电、弱电要分开布线,不可共地;有强电干扰时,在电源端加磁环;并根据机壳类型进 行正确有效的接地处理。
2、模拟量受干扰时,可加104瓷片电容进行滤波,并进行正确有效的接地。
三线制:电源正极接变送器正极,电源负极和信号输出负极是同一个端子,变送器信号输出接四线制:电源正极和负极分别接变送器的供电正极和负极,变送器信号输出的正极和负极分别软元件分配及掉电保持说明◆◆图13 脉冲输出接线图深圳市顾美科技有限公司 86960332 26051858 26400661邮箱:**************.com 网址:◆序号寄存器地址D8050D8051D8052D8053D8054D8055设定值范围0-40000-40000-40000-40000-40000-4000输出类型当D8058.0~D8058.5=0类型为0~20mA;当D8058.0~D8058.5=1类型为4~20mA 。
注:所有图示中内部电路仅作为参考※等 效 电 路外部电源的24V 正。
2023/10 版1K 3.9KS/SX00VX11K 3.9KY007Y000负载负载Y017Y010DC24V 保险丝负载负载AC0~220V保险丝~负载负载负载负载漏型输出型DC24V保险丝DC24V保险丝Y007Y000Y017Y010~~PLC 继电器输出感性负载续流二极管1N404PLC 晶体管输出感性负载续流二极管1N404PLC 继电器输出感性负载感性负载PLC 继电器输出压敏电阻10D471k (暗涌)+-+-+-+-+-+-+-+-RY4Y5Y6Y7方向(Dir )脉冲(Pul )方向(Dir )脉冲(Pul )Y0Y1Y2Y3PLC 内部等效电路方向(Dir )脉冲(Pul )方向(Dir )脉冲(Pul )DC24V (5V 驱动须串2k )Ω电阻GND A0A1+104p GND D0D1模拟量输入(模拟量输入公共端)(模拟量输入1)104p+(模拟量输入2)如存在模拟量输入不稳定的情况请酌情加上104p 瓷片电容或者外接磁环滤波增大抗干扰能力104p+(模拟量输入8)-(模拟量输出公共端)+(模拟量输出5)+(模拟量输出2)+(模拟量输出1)模拟量输入为A0~A7模拟量输出为D0~D5负端分别接到模拟量输入/输出端的GND感性24V本手册中有关产品的型号规格和信息,如有更改,恕不另行通知辅助继电器 M状态 S [S0-S9] 10点 初始状态用/ [S10~S999] 990点 保持用/ [S1000~S4095] 3096点 一般用定时器 T[T0~T199] 200点 100ms 一般用 / [ [T250~T255] 6点 100ms 保持用[M0~M 383]一般用 / [M 384~M1535] 保持用 384点 1152点/ [M1536M76796144一般~] 点 用数据寄存器 D [V0~V7] [Z0~Z7] 16点 变址用[D 0~D127] 128点 一般用/ [D 128~D 7999] 7872点 保持用/ [D8000~D8511] 512点 特殊用嵌套[N0~N7] 8点 主控用[P0~P 255] 256点 / []P0 P1280 1281点 (26232及以上 版本)常数K H16位 -32,768~32,76732位 -2,147,483,648~2,147,483,64732位 0~FFFFFFFFH16位 0~FFFFH扩展文件寄存器 R[R0~R22999] 23000点 支持停电保持/ [R23000~R23999] 1000点 系统内部用指针JUMP 、CALL 分支用中断[I0□□~I5□□] 点 输入中断用 / 6[I 6□□~I 8□□] 3点 定时器中断用 / [I010~I060] 6点 计数器中断用[T246~T249] 4点 1ms累计 保持用 / [T256~T319] 64点 1ms 一般用[T200~T245] 46点 10ms一般用 ※10ms定时器会受扫描周期影响。
PLC控制器中文显示界面操作说明
PLC控制器中文显示界面操作说明PLC控制器中文显示界面带有一个6”图形显示屏和相应的操作按键,显示屏为单色16级灰度LCD显示,操作按键为平面薄膜按键,键盘布局分四大功能区:R1—R8动态功能键盘区F1—F10静态功能键盘区数字、字母键盘区箭头、修改、特定功能键盘区动态功能键:R1 R8动态功能键排列在图形显示屏的两侧,其功能随显示内容的变化而变化,在按键的旁边一般都有相应的图标和文字性说明指示其功能,大度大多数情况下是用于切换显示页面。
静态功能键:F1—F10静态功能键排列在显示屏下面键盘区的两侧,其功能是固定的。
例:每台机组的F2按键一般都用于切换到蒸发器出水温度实时曲线页面,F4用于切换到模拟输出量页面。
按下没有定义任何功能的按键时显示屏不会有反应。
数字,字母键盘:数字,字母键盘用于输入数字和英文字母。
为使键盘紧凑,每个数字键对应三个英文字母,三个字母标示在数字键的上方,在该键区的下方有三个分别带有三个小方块的按键,用于指示左,中,右三个字母中的一个,输入字母时,请先按下一个带有小方块的按键,再按一个数字键即可选中一个字母,一般不需输入字母。
箭头,修改,特定功能键盘区。
箭头键用于选择不同的选项。
修改键〔MOD〕位于四个箭头键的中间,用于更改设定值以及数字量的开关状态等,按ENTER完成参数修改。
按ESC返回前一页。
按SHIFT+ESC回到主菜单。
按MENU进入终端机菜单。
按SHIFT+MENU进入终端机系统菜单。
?键上方的指示灯亮时,表示当前显示页面有帮助信息,可以按一下?键查看有关的帮助信息,再按一下?键返回。
DEL键用于删除刚键入的错误字符。
在?键和DEL键中间的按键是亮度/对比度调整键。
按住此键不放,同时再按上或下箭头键可以调整屏幕的亮度,按上箭头亮度增大,按下箭头屏幕变暗。
请仔细调节将界面显示清晰度调到最佳位置。
一般情况下,按键上的指示灯亮时表示该键当前可用,指示灯灭表示该键当前无效。
敏控科技 中文PLC一体机说明书
敏控®自动化中文PLC一体机说明书——简易操作型PLC一体机(二代)佛山市敏控科技有限公司目录前言 (3)第一章技术规格(必看一遍): (3)1.1、控制器供电: (3)1.2、负载供电: (4)1.3、输入输出 (4)1.4、性能参数表 (4)第二章人机界面及使用说明(必看一遍) (4)2.1、面板按键功能描述 (5)2.2、“总菜单”说明 (5)2.3、监视界面 (6)2.4、程序拷贝 (6)第三章指令集 (7)3.1、程序运行架构说明(重要,必看一遍) (7)3.2、程序00~17包含的指令 (7)3.3、程序18包含的指令 (12)3.4、程序19:系统时间校准 (12)3.5、程序20:定时功能 (12)3.6、程序21:快捷界面 (13)第四章编程举例: (13)一、基础部分(必学,逐个案例学透) (13)案例1自动运行 (13)案例2扫描型与顺序执行程序组的区别(输入信号互锁) (13)案例3多个信号分别执行不同程序 (14)案例4启动、暂停、急停(停止)功能 (14)案例5与、或逻辑指令 (14)二、编程进阶部分(按需学习) (14)1、开关量 (14)案例6点动模式 (14)案例7计数器用法(逻辑运算之加、减) (15)案例8定时器的用法 (15)案例9计时器的用法 (15)案例10日历定时功能 (16)案例11变频器、电机正反转案例 (16)2、模拟量 (16)案例12模拟量输入检测定值检测 (16)案例13模拟量输入检测范围检测 (16)案例14模拟量输出案例 (16)3、485通信及触摸屏 (17)案例15上位机通讯实例(触摸屏) (18)案例16控制485继电器模组 (19)案例17读取485输入模块 (20)4、高速脉冲 (20)案例18步进电机、伺服电机(简单案例) (20)案例19控制步进电机(复杂案例) (21)第五章接线方法 (21)附录一常见问题 (22)附录二保修条例 (23)简易PLC一体机说明书前言本产品在第一代一体机的基础上对硬件架构进行了全面升级,系统架构也全面重写,既改进了原有功能,也增加了更多功能,并依然保持中文编程、简单易学的特色,一般电气工程师依然可以看懂并进行现场编程,乃至零基础的人也能学会,大大降低了使用成本。
PLC操作与调试

PLC操作与调试plc程序可以在计算机上进行离线编辑,最终要传输到数控系统进行调试,这就涉及到操作的问题。
常用的通讯方式是使用PPI方式,使用计算机和数控的串口(COM)通讯。
通讯电缆是采纳硬握手的连接。
1.PLC联接操作步骤1、在机床断电的状况下,连接计算机与数控系统,下图是通讯电缆的连接。
2、数控系统,计算机启动,数控侧设定PLC的连接,按区域键。
按【诊断】软键,即进入如下界面,再按【调试】软键,进入下一个界面。
3、在当前界面按[STEP7连接]软件,进入连接通讯界面。
4、在当前界面,设定连接设置后,按[连接开启]软件,数控侧即预备好连接。
5、在算机侧,运行PLC软件,进入下面界面.单击软件的通讯功能( communication)后,弹出通讯没定画面。
6、在通讯设定画面,根据提示双击刷新图标。
7、开头检测,假如连接正确,会检测到PLC。
8、退出设定画面,点击上载,将PLC程序从数控系统上载之计算机。
点击监视,可以监控PLC程序的运行状况。
2.PLC报警的处理PLC在每个工作循环都处理报警信息,根据报警消失的时间挨次显示在报警页面上,第一个报警是最新报警。
作为调试机床的一个步骤。
也需编写机床的PLC报警,SAMPLE.PTP 集成了一些标准PLC报警(调参见光盘西门子手册《简明安装调试手册》),编辑新的用户报警不要与这些报警冲突。
PLC报警的处理包括:报警的清除标准、报警的响应、激活报警和报警显示信息。
系统缺省的报警清除标准是自删除清除(报警条件清除后,报警删除),报警响应是显示报警:通过机床数据14516可以设定每一个报警的清除标准和报警响应。
激活报警需要在PLC程序中对从VB16000000开头的接口进行编程,报警信息可以在系统上进行编辑。
(1)报警文本的编辑。
按步骤进入报警文本画面,编辑报警信息。
1、按区域切换键,按[诊断]软件进入诊断界面,按诊断界面的[调试]软件,进入下一界面。
2、本界面中的{编PLC文本}软件用于编辑报警信息,按此键进入下一画面。
plc画面操作说明书

一、主画面点击“登录”按钮登录,用户名:ADMIN,密码8185。
点击“注销”注销当前用户。
用户登录后可以进行各参数设置,未登录或注销后只能查看,不能设置。
点击“喷吹参数”,进入脉冲喷吹参数设置;点击“模拟量及报警”可以查看各压力、温度及报警信号。
二、喷吹参数1、喷吹自动/就地:显示喷吹状态,就地手动喷吹或按预设时序自动喷吹。
2、喷吹方式设定:停止:停止喷吹;在线:喷吹时不关闭当前室提升阀;离线:喷吹时关闭当前室提升阀;在离线:在线模式/离线模式交替喷吹;定阻:根据除尘器进出口差压自动调整喷吹间隔。
3、脉冲间隔:设定两个脉冲阀喷吹间隔。
4、脉冲宽度:设定脉冲阀开启时间。
5、组间隔时间:设定两个喷吹周期间间隔。
6、阀门动作时间:设定提升阀开关时间,这个时间应该大等于提升阀实际开关时间。
7、粉尘沉降时间:设定离线模式下粉尘沉降时间。
8、在离线次数设定:设定在离线模式下在离线切换次数,在线喷吹周期达到设定次数后,进行一次离线喷吹。
9、一档差压设定、二档差压设定、三档差压设定设定定阻模式差压。
压差低于第一档时,清灰周期按当前清灰周期。
当压差高于设定上限第一档时(压差为1200Pa),从下个清灰周期开始,清灰周期缩短至当前清灰周期的90%;当进出口压差高于设定上限第二档时(压差为1400Pa),从下个清灰周期开始,清灰周期缩短至当前清灰周期的70%;当进出口压差高于设定上限第三档时(压差为1500Pa),从下个清灰周期开始,清灰周期缩短至当前清灰周期的50%;10、进出口压差1、进出口压差2:查看当前进出口压差。
11、当前清灰周期:显示当前清灰周期,前清灰周期根据设定的喷吹参数和喷吹模式计算。
12、当前喷吹室号,当前喷吹阀号:显示当前喷吹的脉冲阀。
三、模拟量及报警查看除尘器实时运行参数及报警。
四、通讯报警HMI出现下列画面,表示HMI总端与PLC连接中断,需检查通讯相关设备。
PLC中文说明书

*.**MPa
加载压力值
风机启动温度
***℃
控制风机启动
风机停机温度
***℃
控制风机停机
启停延时预置
主机启动时间
0030秒
控制器保护电机时要求此时间能躲过电机启动冲击电流,此时间必须大于星角延时+加载延时
风机启动时间
0008秒
控制器保护电机时要求此时间能躲过电机启动冲击电流
星角延时时间
0010秒
启动延时过后,当电机电流大于设定值的1.2倍以上时4倍以下时,按过载特性延时跳机
风机额定电流
电机允许最大过载值╱1.2
同上
排气预警温度
105℃
当实际排气温度高于此设定温度时,提示预警
排气报警温度
110℃
当实际排气温度高于此设定温度时,报警停机
供气停机压力
1.00MPa
当实际供气压力高于此设定压力时,报警停机
卸载压力高限
0.80MPa
用户参数中,压力高限设定只能≤此设定值
修改负载时间
****小时
厂家可修改负载运行时间
修改运行时间
****小时
厂家可修改运行总时间
历史故障复位
****
输入历史故障密码后,历史故障全清除
电流不平衡度
00010
当(最大相电流╱最小相电流)≯〔1+(设定值/10)〕时,不平衡保护动作停机。设定≥15时,不平衡保护不起作用
故障引起原因处理方法排气高温散热不良少油等检查通风润滑油量等温度传感器失灵断线pt1oo检查线路和pt100压力超高实际压力超高传感器不准确检查机器压力情况和压力传感器压力传感器失灵传感器线路断线传感器坏传检查接线和压力变送器缺水水冷型水压开关坏检查水压开关电源缺相接触器触点坏等检查电源接触器过载电压过低管路堵塞轴承磨损其它机械故障设定数据错检查设定数据检查电压轴承管路及其它机械故障不平衡电源不平衡接触器触点坏电机内部开环等检查电源接触器电机电压过低管路堵塞轴承磨损其它机械故障设定数据错检查设定数据检查电压轴承管路及其它机械故障短路接线错误设定数据错等检查线路设定数据检查线路风机未运行风机坏接触器坏无控制输出检查线路和启动过程中出现主机过载堵转等电气故障主机启动时间设定小于星角延时时间重新设定主机启动时间大于星角延时加载延时历史故障出厂编号现场故障温度传感器失灵170主接触器经常动作急停按钮松动检查接线七压缩机气量控制安全装置和电气原理1控制系统的工作原理控制系统能根据压缩空气的消耗量来自动控制压缩机的排气量保持压缩机在预定的最高和最低排气压力范围下工作控制系统是靠压缩空气的压力变化来达到自动控制
EDC-PLC Control 中文版操作

FS-ELLIOTT第5代EDC-PLC 控制盤操作說明書A、說明本章節敘述EDC-PLC 控制盤的操作方式,強大的功能說明以及壓縮機各種設定,保護及控制元件的調整方式。
在正式使用FS-Elliot離心式壓縮機以前,請詳讀此說明書B、工作原理EDC-PLC控制盤用來控制調節進排氣閥,監測壓縮機的各項運轉條件(如溫度,壓力等等),提供必要的警報,跳車訊息,自動控制壓縮機啟動停止順序並依需要的運轉模式操作,儲存並透過列表機介面或遠方溝通介面(選配功能)輸出列印資料。
控制盤使用先進的可程式邏輯控制器PLC來執行以上功能。
並且配備著觸控式人機HMI LC介面面板,此面板是10.4英吋256 色,640 X 480 解析度。
在控制器側面配有CF數位記憶卡插槽,它可以用來儲存高達2400筆運轉數據。
數位輸出入功能項目會因客戶選購之功能而有不同。
我們有3種規格供選擇: 基本型,工業型及客製型。
基本型、工業型可選購5.7英吋顯示器,當然選購5.7吋顯示器會與本書所敘述10.4吋顯示器有所不同。
但是其操控功能是完全一樣。
控制盤外觀主銀幕畫面1.STATUS 狀態當選擇這個項目以後,PLC觸控面板會顯示主畫面。
主畫面是PLC觸控面板的預設畫面。
此畫面會在PLC開機時出現並顯示重要的系統操作數據(請參看本說明書的操作單元)。
事實上“status” 的標題並未出現在此畫面上,但是當您進入其他標題時,“status” 的標題就會出現,可以讓您隨時回到主畫面。
附註:如果壓縮機出現警報或跳車狀況時, PLC控制器會自動回到主畫面。
2. SETPT設定點本PLC控制器包含5組設定畫面。
這些設定畫面會顯示不同的警報或跳車設定值及SURGE偵測敏感度,PI 迴路控制,記錄擷取時間及自動微調控制。
注意壓縮機運轉設定點調整可能產生SURGE或脫離保護裝置,甚至造成壓縮機損壞3. HISTORY歷史資料本PLC控制器提供運轉資料記錄檢視及列印。
PLC界面操作使用手册

危险
当使用者如果操作错误 可能面临危急惨祸或重大伤害
警告
当使用者如果操作错误 可能面临死亡事故或重大伤害
当心
当使用者如果操作错误 可能面临损Biblioteka 或者人身伤害注意 即使项目列入
当心 一级 根据情况也可能导致重大的后果 为此 必须经常加以注意
的重点也在各种情况下予以说明
GX Developer 是一个可编程软件包,专为三菱电机所生产的可编程控制器 MELSEC 系列而设计。EZ Motion –NC E60装置的用户PLC梯形图,可按MELSEC系列的同样操作方式来予以开发。 但要注意的是, MELSEC 系列的某些特殊功能无法使用。 有关详细内容,请参阅“PLC 开发软件手册 (BNP-B2347)”。
当用户 PLC 通过此一功能被制停时 即按使用旋转开关 NCSYS 的同样方法制停时 紧急制停 就会发生 此时 首先是使用专用的紧急制停键执行紧急制停 然后将用户 PLC 调整到紧急 停止状态
目录
1 概述...................................................................... 1
注) PLC :可编程逻辑控制器的缩写。
BNP-B2346 BNP-B2348 BNP-B2347
–1–
2. 系统配置 2.1 PLC 开发工具
2. 系统配置
2.1 PLC 开发工具
除PLC界面直接操作外,用户 PLC 也可利用通过个人计算机操作的开发工具来进行开发。 (1) MELSEC PLC 开发工具 “GX Developer”。
通过个人计算机可进行新的开发。
PLC控制器中文显示界面操作说明[1]
![PLC控制器中文显示界面操作说明[1]](https://img.taocdn.com/s3/m/b1fffa360b4c2e3f572763e5.png)
3
开关控制界面动态功能键简介
R1 开机关机 R7 主菜单 R2 远程本地 R8 复位
控制机组开机或停机的开关 回主菜单 远程—由机组开关机控制点控制 本地—机组可以起动 报警复位 连续按下5秒钟可以复位报警自锁
MOD 键的使用
先介绍一下MOD键(修改键)的使用方法 在某一页面中 按下MOD键后 如 果该页有可以更改的选项 就会在第一个可改项上出现一个修改框 按箭头键 可以将修改框在各可改项之间移动 将修改框移到某项内容后 如该项内容为 数字值 可以直接键入数字 也可以再按一下MOD键 这时修改框内出现一个闪 动的光标 按箭头键可以改变光标的位置 这样可以仅改变某一位的数值 如 要修改的内容是图形 包括汉字和图形符号 则必须再按一下MOD键 然后用 上下箭头键在多个图形中选择一个 最后按ENTER键确认 操作时注意只能按动 指示灯亮着的箭头 指示灯灭表示该箭头键当前无效 在按ENTER键确认前 要 退出修改状态 按ESC键 按箭头键时修改框位置不变 说明在某项上按动了两 下MOD键 要移到其它内容上 先按ESC键退出修改状态 再用箭头移动修改框
10
校正模拟量 (1) 输入授权代码 C级 后按SHIFT+ESC键回到主菜单 (2) 在主菜单中按 其它选项 按键 R5 再按 模入校正 R3 进入模拟 输入量校正页面 按R8或R6选择不同的页面 或按R1-R5直接进入第1-5页 (3) 按MOD键 出现修改框 用箭头键选择要校正的模拟量 输入新的校正值 按ENTER键确定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
其它选项界面动态功能键简介
R1 定时控制 R3 模入校正 R5 开机计时 R7 主菜单 R2 设置时钟
设定时间表 设置机组的开关机时间 校正模拟输入量 显示上次开关机的日期时间及累计运行时间和开机次数 回主菜单 设置年月日时分秒星期
主菜单界面动态功能键简介 R1 报警记录 查看最近8次报警的故障代码和报警时间 R3 报警锁定 显示正在锁定的报警代码和原因 R5 其它选项 进入其它选项页面 R7 开关控制 机组开关机操作 R2 数字输出 显示数字输出量 控制点 的开关状态 R4 数字输入 显示数字输入量 数字输入点 的开关状态 R6 参数设置 显示及设定机组正常运行需要的运行参数 如出水温度 R8 模拟输入 显示模拟输入量和比较关键的运行数据
设定手动值
在调机或某些特定情况下 可能需要设定手动值 能设定手 动值的数字量或模拟量在其显示 内容的左侧有一个图形字符 M 自动状态时半亮显示 灰色 手 动状态时全亮显示 黑色 要设 定手动值 按以下步骤操作 (1) 输入授权代码 B级 后进入 要设置手动值的页面 (2) 按MOD键出现修改框 用箭头
开机/关机 开关是否处于开机位置以及 报警指示灯是否在关的状态 如报警灯亮 请按 复位 按键复位报警 当 允许开 机 的状态显示 否 时 按动 远程/本 地 按键 R2 置亮本地状态 也能开机
远程/本地 用于指示和控制机组是处于 本地控制还是远程控制状态 若显示 本地 机组可以起动 若显示 远程 数字输入点 机组开关机控制 必须为 开 机组才能起动 此项通常为 远 程 状态 (5) 在主菜单中按 其它选项 按键 R5 再按 定时控制 检查当前是否 处于开机的时间段内 (6) 在主菜单中按 参数设置 按键 R6 检查出水温度设定值等参数设置是 否正确
6
报警锁定
报警锁定显示自上次复位到现在为止所有锁定的报警代码和原因 示处于故障锁定状态 关 表示未发生此项故障
开表
日期时间设定
(1) 在主菜单中按 其它选项 按键 R5 (2) 按下 设置时钟 按键 R2 图标变为按下状态 (3) 按MOD键 出现修改框 按上下箭头键选择要修改的项目 (4) 输入新的日期或时间 按ENTER键确认 (5) 更改星期值 按箭头键将修改框移到星期值上 再按一下MOD键 按上下箭 头键选择 一 二 三 ……日 选定后按ENTER键确认 (6) 检查无误后按 确定 按键 R4 完成时钟设置
1 更改设置点 2 模拟量校正 3 运行时间设定 4 设定手动值 5 输入机组运行密码 如操作口令输入正确 在输入框的上方会显示相应的级别 并在R1按键旁显示 一个删除口令的图标 这时按R1会将刚键入的口令删除 输入完毕连续按ESC键 返回原操作界面 或按SHIFT+ESC键回到主菜单
5
报警历史记录 在报警历史记录中共保存有最近8次报警的故障代码和报警时间 最上面的 报警号是最近发生的报警 按照报警号从 报警号解释 中就可以查到报警原 因 在 报警记录 的最后一页可以看到报警日期和时间
QMD ఼ᒜᒦᆪመာஏෂݷᔫႁී!
PLC控制器中文显示界面带有一个6"图形显示屏和相应的操作按键 显示屏 为单色16级灰度LCD显示 操作按键为平面薄膜按键 键盘布局分四大功能区
R1—R8动态功能键盘区 F1—F10静态功能键盘区 数字 字母键盘区 箭头 修改 特定功能键盘区
动态功能键 R1 R8动态功能键排列在图形显
9
更改设置点 (1) 输入授权代码 C级 后按SHIFT+ESC键回到主菜单 (2) 在主菜单中按 参数设置 按键 R6 进入参数设置页面 按R8或R6选择 不同的页面 或按R1-R5直接进入第1-5页 (3) 按MOD键 出现修改框 用箭头键选择要修改的参数 输入新的设定值 按 ENTER键确定
如果要输入零级密码 先按一下PLC上的复位按钮 再按MOD键输入零级密 码 然后再输入一 二或三级密码 注意 在得到零级密码前一定不能按动复 位按钮
注 (1) 只有在得到最后一级密码后 用户才能得到零级密码 (2) 后级密码可以在前级密码失效前输入 (3) 按动PLC上的复位按钮会复位所有设定值 因此不要轻易动复位按钮
报警复位
发生故障报警时 报警指示灯亮 同时锁定报警 要解除报警 先进入 开 关控制 页面 然后连续按住 复位 按键5秒钟 至报警灯熄灭 即完成复位 操作 解除故障自锁 若5秒后报警灯不灭 说明引起报警的条件没有消除 请 在修复故障后再复位
4
输入授权代码 更改设置点等操作时 需要先输入授权代码 以防误操作 输入授权代码 的步骤是 按MENU键进入终端机菜单 英文界面 按Password按键 R7 进入 口令输入页面 按MOD键 输入操作口令 按ENTER键确认 操作口令共分A,B,C 三级 它们是 级别 口令 权限 C级 1111 更改设置点 时间表和模拟量校正 B级 2222 除C级权限外还可设定手动值 A级 3333 输入机组运行密码 以下几项操作需要授权代码
示屏的两侧 其功能随显示内容的变 化而变化 在按键的旁边一般都有相 应的图标和文字性说明指示其功能 大多数情况下是用于切换显示页面
静态功能键 F1 F10 静 态 功 能 键 排 列 在 显 示
屏下面键盘区的两侧 其功能是固定 的 例 每台机组的F2按键一般都用 于切换到蒸发器出水温度实时曲线页 面 F4用于切换到模拟输出量页面 按下没有定义任何功能的按键时显示 屏不会有反应
允许设定手动值的页面有 数字输出 数字输入 模拟输入和模拟输出
输入运行密码
对某些需要运行密码的机组 在 开关控制 页面中可能显示 密码错误 请在设置点中重新输入密码 这时需要在设置点中输入密码后才能开机 若显 示 开机密码错误 请在设置点中重新输入密码 说明需要零级密码 输入 运行密码的步骤如下 (1) 输入授权代码 A级 后按SHIFT+ESC键回到主菜单 (2) 在主菜单中按 参数设置 按键 R6 进入参数设置页面 (3) 按R6键进入参数设置的最后一页 按MOD键 密码 ********** 上出现修 改框 输入一 二或三级密码 按ENTER键确定
8
键将其移至要设为手动值的 M 上 再按一下MOD键 此时只有上或下两个箭 头的指示灯亮 按上箭头键将 M 置亮 按下箭头键将 M 置灭 按ENTER键 确认 (3) 将 M 置亮后 用箭头键将修改框移至要修改项目右面的数值上 如果是 模拟量 输入手动值 如果是数字量 再按一下MOD键 用上下箭头键选定一个 开关状态 (4) 要恢复自动值状态 只要将 M 置灭即可
10
校正模拟量 (1) 输入授权代码 C级 后按SHIFT+ESC键回到主菜单 (2) 在主菜单中按 其它选项 按键 R5 再按 模入校正 R3 进入模拟 输入量校正页面 按R8或R6选择不同的页面 或按R1-R5直接进入第1-5页 (3) 按MOD键 出现修改框 用箭头键选择要校正的模拟量 输入新的校正值 按ENTER键确定
只有在准备将全部设定值恢复为出厂默认设置值时才需要按动复位按 钮 (4) 需要运行密码的用户在得到零级密码前注意一定不能按动复位按钮 否则复位后会因没有零级密码而不能开机 需等到工厂服务人员到现 场输入密码才能开机 复位后 必须先输入零级密码 然后才能输入 其它密码 (5) 需要运行密码的用户请每隔两年定期更换一次后备电池 以免因电池 掉电造成输入的密码丢失 (6) 当前密码快到期时 在 其它选项 页面中会显示 当前密码即将失 效 请更换新密码 不影响机组的开机 仅用于指示当前密码近期将 要失效 请及时更换新密码
时分分秒秒 每一时间段的显示格式如下
星期
1111111
开始时间 000000
结束时间 235959
例1 如机组要在零晨1:00到6:00之间关闭 其它时间打开 则输入如下的
时间表
时间表(1)
星期
1111111
开始时间 060000
结束时间 010000
例2 一办公楼要在星期一至星期五的早上6:00至下午7:00开机 星期六早
运行时间设定 时间表用于定时控制机组开关机 共可设定一星期的时间 每周重复使用 这些时间设定值 各时间表之间是或的关系 只要一个有效即可开机 一个时 间表代表一个时间段 可将其指定到不同的工作日上 星期设定值中 1 表示
11
该周日有效 0 表示无效 从第一位到第七位分别代表星期一到星期日 结
束时间 允许小于 开始时间 这时的时间段将跨越晚上零点 时间格式为 时
上7:00到下午3:00开机 星期日停机 输入如下时间表
时间表(1)
星期
1111100
开始时间 060000
结束时间 190000
时间表(2)
Байду номын сангаас星期
0000010
开始时间 070000
结束时间 150000
数字 字母键盘 数字 字母键盘用于输入数字和英文字母 为使键盘紧凑 每个数字键对
应三个英文字母 三个字母标示在数字键的上方 在该键区的下方有三个分别 带有三个小方块的按键 用于指示左 中 右三个字母中的一个 输入字母时 请先按下一个带有小方块的按键 再按一个数字键即可选中一个字母 一般不 需输入字母
箭头 修改 特定功能键盘区 箭头键用于选择不同的选项 修改键 MOD 位于四个箭头键的中间
状态等 按ENTER键完成参数修改 按ESC键返回前一页
用于更改设定值以及数字量的开关
按SHIFT+ESC键回到主菜单 按MENU键进入终端机菜单 按SHIFT+MENU键进入终端机系统菜单 ?键上方的指示灯亮时 表示当前显示页面有帮助信息 可以按一下?键查 看有关的帮助信息 再按一下?键返回 DEL键用于删除刚键入的错误字符 在?键和DEL键中间的按键是亮度/对比度调整键 按住此键不放 同时再按 上或下箭头键可以调整屏幕的亮度 按上箭头亮度增大 按下箭头屏幕变暗 请仔细调节将界面显示清晰度调到最佳位置 一般情况下 按键上的指示灯亮时表示该键当前可用 指示灯灭表示该键 当前无效