池窑拉丝生产E玻纤的配合料质量和窑炉稳定的控制
池窑法拉制玻璃纤维及在电子工业中应用
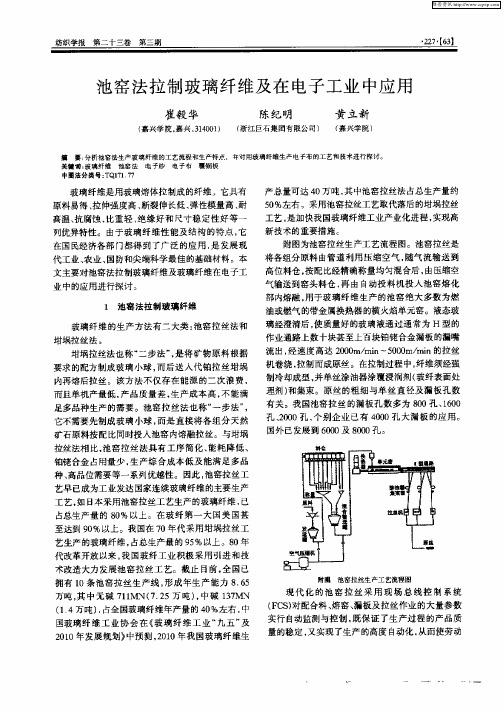
机卷绕 , 拉制而成原丝。在拉制过程 中, 纤维须经强 制冷却成型 , 并单丝涂油器涂覆浸润剂( 玻纤表面处 理剂 ) 和集束。原丝的粗 细与单丝直径及漏板孔数 有关。我国池窑拉丝 的漏板孔数多为 80 、5 0 0 孔 10 孔、00孔 , 20 个别企业 已有 40 0 0孔大漏板的应用。
国外 已发展 到 60 00及 80 0 0孔 。
艺早已成为工业发达国家连续玻璃纤维的主要生产 工艺 , 日本采用池窑拉丝工艺生产的玻璃纤维 , 如 已 占总生产 量的 8 %以上。在玻纤第一大 国美 国甚 0 至达到 9 %以上。我国在 7 年代采用坩埚拉丝工 0 0 艺生产 的玻璃纤维, 占总生产量 的 9 %以上。8 年 5 0 代改革开放以来 , 我国玻纤工业积极采用引进 和技 术改造大力发展池窑拉丝工艺。截止 目前 , 国已 全 拥有 1 条池窑拉 丝生产线 , O 形成年生产能力 8 6 .5
维普资讯
纺织学报 第二十三卷 第三期
27【3 2- 】 6
池 窑 法 拉制 玻 璃 纤 维及 在 电子 工业 中应用
崔毅 华
( 嘉兴学 院 , 兴 ,10 1 嘉 3 40 )
陈纪明
( 浙江 巨石集 团有限公 司)
黄 立新
( 嘉兴学 院)
用 于电子 。
覆铜板工业对纤维 的要求 近年也在不断提高。 如传统的电子级玻纤布对红外激光 的吸收率较低 , 只有不到 1 %, 0 从而使红外激 光无法烧 蚀它 , 而采 用新型浸润剂与树脂的玻纤 , 红外激光 的吸收率可 在 8 %以上 , 0 使激光蚀孔加工得 以顺利进行。覆铜 板对玻璃纤维 的要求随着覆铜板工业的发展也在不 断提 高 。 对电子工业用玻璃 纤维布的质量要求, 以当前 公认的国际通用的电子产 品及其原材料为标准 , 即 美国 IC标准 , P 电子布 的单重精度 是关 键质 量指 标, 也是唯一的质量等级指标 , 电子布单重的稳定 而 性在纺织工艺过程中, 经纬纱密度确定后 , 波动的可 能性较小 , 造成单重波动 的关键 因素是经纬纱 的特
E玻璃纤维池窑生产中的若干技术问题

E玻璃纤维池窑生产中的若干技术问题危良才(珠海玻璃纤维厂) 珠海玻纤厂自1990年6月15日池窑点火投产以来,已经整整五年了。
在这段日子里,我厂走过了一段艰苦创业的道路。
全厂员工团结战斗、奋发图强,排除了一个个险阻,渡过了一道道难关,取得了初次年产4000吨池窑顺利投产及再次年产7500吨池窑扩建成功的巨大成绩。
尤其是这次年产7500吨池窑扩建工程,从94年11月4日拆除旧窑到12月19日砌好新窑用了46天(其中砌窑筑新窑只用了23天)。
从94年10月31日旧窑停产放玻璃水到95年元月28日新窑投产拉丝用了89天,从新窑漏板于2月4日全部装好拉丝到2月19日日产原丝22.4吨,突破日本拉丝日产22.1吨设计指标只用了16天,获得了日本专家的高度赞赏。
第一届年产4000吨池窑自1990年6月15日点火投产到1994年10月31日停窑放玻璃水共运转了1600天,计4年零4个月,超过日本原设计4年的使用寿命。
这四年多来,随着操作水平的提高及生产技术管理的加强,窑炉的原丝产量逐年提高:1990年近半年共拉制原丝1361.04吨,1991年3165.61吨,1992年5010.12吨,1993年5124.19吨,1994年10个月为4071.20吨,合计生产玻璃纤维及其制品为18005.15吨,其中主要产品有四种:印制电路板用电子级玻璃布2447.87万米,短切原丝毡5582.81吨,无捻粗纱2160.40吨,方格布172.21万米,产品百分之九十左右远销东南亚、欧美等10多个国家及港澳地区,部份产品返销日本。
产品外销金额为3445.82万美元。
内销金额5199.88万元。
下面谈谈我厂池窑生产中的几个技术问题。
1 池窑的窑型结构与自动控制池窑的窑型结构为国外流行的单元窑。
采用狭缝式金属换热器预热助燃空气,预热温度可以高达700℃左右。
全窑采用了10多种高级耐火材料:与高温玻璃液接触部位,主要使用了致密氧化铬砖;与低温玻璃液接触部位,则使用致密氧化锆砖;火焰空间使用标准锆砖,大碹为熔融莫来石砖,烟道部分使用熔铸莫来石砖;主通路及成型通路的耐火材料与熔化部分相同;漏板流液洞部分采用致密锆砖,主通路口及作业通路口均设置有包复铂膜的挡砖,窑体外层则采用各种粘土砖及不同类型的保温砖。
玻璃拉丝操作规程标准(3篇)

第1篇一、目的为确保玻璃拉丝操作的安全性、规范性和高效性,提高产品质量,特制定本操作规程。
二、适用范围本规程适用于我公司玻璃拉丝生产线上的所有玻璃拉丝操作。
三、操作流程1. 准备工作(1)检查设备:操作前,对玻璃拉丝机、加热炉、切割机等设备进行检查,确保设备正常运行。
(2)材料准备:检查玻璃原料的质量,确保符合生产要求。
(3)环境准备:保持工作环境整洁、通风良好。
2. 操作步骤(1)启动设备:打开玻璃拉丝机、加热炉、切割机等设备,确保设备正常运行。
(2)加料:将玻璃原料加入加热炉,加热至熔化状态。
(3)拉丝:将熔化的玻璃液通过拉丝模具,使其在高速拉力作用下形成细长的玻璃纤维。
(4)冷却:将拉出的玻璃纤维送入冷却区,使其迅速冷却,以保持纤维的强度和尺寸。
(5)切割:将冷却后的玻璃纤维送入切割机,按照产品规格进行切割。
(6)检验:对切割后的玻璃纤维进行质量检验,确保产品符合标准。
3. 注意事项(1)操作人员必须穿戴好防护用品,如防护眼镜、手套、口罩等。
(2)操作过程中,注意观察设备运行状态,发现异常情况立即停机检查。
(3)加热炉温度控制要稳定,避免温度过高或过低影响玻璃纤维质量。
(4)拉丝速度要适中,过快或过慢都会影响纤维质量。
(5)冷却过程中,注意保持纤维均匀冷却,避免产生弯曲、扭曲等现象。
(6)切割过程中,注意保持切割刀片锋利,避免划伤纤维。
四、安全操作1. 操作人员必须熟悉设备性能和安全操作规程,严禁违章操作。
2. 严禁在设备运行过程中进行清洁、润滑等维护工作。
3. 操作过程中,注意保持工作区域整洁,防止滑倒、绊倒等事故发生。
4. 严禁在设备附近吸烟、使用明火等。
五、维护保养1. 定期对设备进行检查、维护和保养,确保设备正常运行。
2. 对设备上的易损件进行定期更换,确保设备使用寿命。
3. 对操作人员进行设备操作和保养培训,提高操作技能。
六、记录与报告1. 操作人员应详细记录生产过程中的各项参数,如温度、速度、冷却时间等。
玻纤池窑节能技术改造方案及措施分析

玻纤池窑节能技术改造方案及措施分析玻纤池窑节能技术改造分析方法玻璃纤维大多采用单元窑生产,这种窑熔化面积较小,约50㎡左右,一般采用金属换热器预热空气,高温烟气与玻璃液逆向流动,火焰不换向工作稳定,使用高热值燃料,多对烧嘴对称布置在熔窑两侧。
这种窑型的主要优点是:熔化的玻璃液质量好,容易调节温度曲线,可以实现自动化操作,结构简单,占地少,建造快。
它的主要缺点是热效率低,燃料消耗大。
现在,我国已把保护环境,节能减排作为一项长期国策,并且我国的能耗指标与国外也有较大的差距。
为此,各个玻纤厂采取各种方法以降低能耗,如采用纯氧燃烧、维持高的熔化率、窑体保温、电助熔技术、余热利用、稳定窑的热工制度等方法,取得了一定的成效。
下面结合我公司实际对玻纤池窑采用的一些节能方法进行分析,期望对节能工作有一些指导或参考意义。
1纯氧燃烧技术1.1纯氧燃烧原理燃烧是可燃物与空气中的氧气在一定的温度下发生激烈的化学反应而放出热量,从而达到加热物料的目的。
采用纯氧燃烧就是将空气中的氧气单独分离出来,所得的氧气纯度要求≥90%,这和空气助燃相比就大大降低了氮气(空气中氮气含量约为79%)的含量,从而大大降低了废气的排放量,也就是大大减少了废气带走的热量。
现在工业上制备氧气的方法一般有两种,一是低温冷冻制氧,就是根据构成大气的各种气体可在不同温度下液化和蒸馏的原理从空气中分离出氧气,这种方法制备的氧气为液态,使用时需气化。
二是变压吸附法,这是一种根据分子筛对空气的氮气与氧气选择性吸附的原理从空气中分离获得氧气的方法,生产的氧气纯度达93%以上,我公司目前选用此法。
1.2节能原理根据以上的纯氧燃烧原理,我们认为纯氧燃烧产生节能的原因主要为两个,一是由于采用纯氧,所以燃烧后废气的量大大减少,而废气的温度变化不大,从而废气带走的热量大大下降,从而达到节能的目的;二是由于采用纯氧燃烧,燃烧速度加快,氮气含量大大降低,从而使实际火焰温度很高,根据有些资料表明最高可达2690℃,而预热空气助燃的最高温度为1800℃,由于火焰温度的升高,辐射给物料的有效热量增加,而玻璃池窑内的物料得到的热量的40%左右是由火焰辐射传递的,从而降低了能耗。
玻璃纤维池窑拉丝工艺流程
玻璃纤维池窑拉丝工艺流程玻璃纤维是一种广泛应用于建筑、汽车、船舶等领域的材料,其生产工艺中的一环就是拉丝工艺。
本文将详细介绍玻璃纤维池窑拉丝的工艺流程。
首先,玻璃纤维池窑拉丝的工艺开始于玻璃纤维的制备阶段。
制备玻璃纤维的原料是玻璃线,这些玻璃线通常是由石英砂、石灰石、碳酸钠等物质熔融后冷却而成。
冷却后的玻璃线在预热窑中进行预热,并通过玻璃熔炉熔化成液态。
接下来,液态玻璃进入拉丝室,其中会有一个钢制模具和钢丝绞盘。
模具是将玻璃液体转化为纤维的关键部分,钢丝绞盘则用于控制玻璃纤维的拉丝速度。
在拉丝室中,玻璃液体通过适当的温度和施加机械力使其温度和粘度适中。
然后,通过加热和拉伸的方式,玻璃液体逐渐变成具有一定直径的玻璃纤维。
这个过程被称为“拉丝”。
拉丝的关键是控制温度和拉伸速度,以保证拉出来的纤维具有一定的强度和柔软性。
在拉丝过程中,拉伸速度和温度必须匹配,以防止纤维断裂。
在拉丝完成后,玻璃纤维会进入切割装置。
切割装置通常是一个旋转的刀片,用于将连续的玻璃纤维切割成所需长度的纤维。
切割完毕后,玻璃纤维会进入收集装置。
收集装置通常是一个辊筒,用于收集切割好的纤维,并将其卷绕成一定长度的纤维束。
在卷绕的过程中,可以根据需要将多个纤维束合并在一起,形成更加坚固的纤维结构。
最后,纤维束会通过拉丝机的输送装置将其输送到下一个工序。
通常,这些纤维束会被用于制作成不同种类的玻璃纤维制品,例如玻璃纤维布、玻璃纤维板等。
总结起来,玻璃纤维池窑拉丝工艺流程包括原料制备、预热窑预热、熔化成液态、进入拉丝室进行拉丝、经过切割装置切割成所需长度、通过收集装置卷绕成纤维束,并最终输送到下一个工序。
这些工序相互配合,确保生产出具有良好质量和性能的玻璃纤维制品。
玻璃纤维池窑拉丝控制方案

玻璃纤维池窑拉丝控制方案一.工艺简介玻璃纤维池窑拉丝是在坩埚法拉丝的基础上发展起来的,多种原材料按不同比例混合均匀送入池窑熔化成玻璃液,玻璃液经过澄清,降温后流入支路上的铂铑合金漏板。
漏板上布满了100~4000个的小孔,玻璃被拉丝机从这些小孔中拉出,即成玻璃纤维。
玻璃原料的熔化工艺有多种,如坩埚熔化,池窑熔化、波歇炉熔化。
国际主流工艺为池窑熔化。
熔化部分的热源,一般使用重油或天然气,助燃风为空气和纯氧。
电助熔作辅助加热手段,可提高池窑产量。
节能方面:使用纯氧助燃,可减少废气带走的热量达40%,另外它也能大幅度的减少NOx的排放。
目前多使用金属换热器和余热锅炉来回收热量。
池窑拉丝的自动控制,从工艺角度看,分布在4个工段:配合料、池窑、通道、漏板。
下面从这四个工段分别介绍。
二.配合料的制取特点:1.物料称重为静态称重,所以精度可达0.1%。
2. 配料过程有严格的顺序及时序。
3.为保证每一种物料加料的准确性,可采用诸多方法,如目标值的提前补偿,实行快,慢加料,去皮等。
三.熔化部分目的:稳定池窑的热工参数,如池窑温度,压力、燃料及助燃风流量,玻璃液位,它分如下回路:1.池窑火焰的空间压力(窑压):微正压模型分析:扰动引发的窑压变化很灵敏,现场观察约1秒左右。
进入窑内的助燃风流量变化是窑压对象的最大扰动,空气过剩系数在1.1~1.25范围内变化时,窑压可波动5~8Pa,而燃料流量对窑压的扰动可以不考虑。
对于横向火焰的单元窑,在前墙取压,尽量缩短变送器与取样点间的管道距离,可以达到缩短取样滞后的目的。
对于有金属换热器和余热锅炉的工艺,有两个调节对象:阻压风,余热锅炉引风。
在系统刚投入时,一般用阻尼风调节,余热锅炉投入且系统正常后,可关掉阻尼风机,用余热锅炉引风机调节。
二者的切换是一个循序变化的过渡过程。
就实现而言,这是两个串级的PID回路,助燃风的流量变化做前馈补偿。
2.池窑火焰的空间温度(窑温)模型分析:由于测温热偶的安装位置差异及保护套管的存在,窑温可简化为一个二阶惯性环节,有自衡特性。
E玻璃纤维池窑生产中的若干技术问题

E玻璃纤维池窑生产中的若干技术问题首先,可能会出现的一个问题是尺寸不准确。
由于制作池窑需要按照精确的尺寸来进行,尺寸不准确将会导致池窑的使用效果差。
造成尺寸不准确的原因可能是模具磨损、温度不稳定等。
为解决这个问题,我们可以使用数控机床来制作模具,确保模具的精度。
另外,控制温度的稳定性也非常重要,可以通过调整加热装置来控制温度。
其次,纤维分布不均匀也是一个常见问题。
纤维分布不均匀会导致池窑的强度不均匀,容易出现裂痕或漏水等问题。
造成纤维分布不均匀的原因可能是纤维搅拌不均匀、浇注过程中的堆积等。
为解决这个问题,我们可以在搅拌纤维的过程中加入搅拌剂,使纤维更加均匀地分布在整个浆料中。
另外,在浇注的过程中可以采用振动设备来帮助纤维的分布。
第三个问题是池窑表面质量不理想。
池窑的表面质量直接影响其使用寿命和使用效果。
表面质量不理想可能是由于模具表面不平整、浇注过程中出现气泡等原因造成的。
为解决这个问题,我们可以使用砂浆涂料来改善池窑表面的质量。
另外,在浇注的过程中要注意控制浆料的粘度,避免产生气泡。
最后一个问题是池窑的密封性差。
池窑的密封性是保证其正常使用和维护的重要因素。
密封性差可能是由于材料的选择不当、浆料的粘度过高等原因引起的。
为解决这个问题,我们可以选择适合密封的材料来制作池窑,如硅胶密封件。
此外,我们还需要调整浆料的粘度,避免过高的粘度对密封性造成的影响。
总之,E玻璃纤维池窑生产中可能会遇到尺寸不准确、纤维分布不均匀、表面质量不理想和密封性差等技术问题。
通过采取相应的解决方案,如使用数控机床制作模具、加入搅拌剂调整纤维的分布、使用砂浆涂料改善表面质量和选择适合密封的材料等,可以解决这些问题,提高E玻璃纤维池窑的质量和性能。
玻璃纤维厂窑炉风险管控方案
玻璃纤维厂窑炉风险管控方案
1. 玻璃纤维厂窑炉的风险
- 窑炉高温、高压、易爆炸,存在火灾、爆炸等安全隐患;
- 窑炉操作需要大量气体、电力等能源,存在能源消耗过多的问题;- 窑炉操作需要使用化学原料,存在化学品泄漏、污染等环保问题。
2. 风险管控方案
- 窑炉操作前需要进行安全检查,确保设备完好无损,消防设施齐全有效;
- 窑炉操作时需要严格遵守操作规程,操作人员必须经过专业培训和考核,定期进行技能鉴定;
- 窑炉使用的能源应该尽可能地节约使用,采用节能环保的技术和设备;
- 窑炉使用的化学原料应该存放在专门的储存区域,严格控制使用量和浓度,定期进行环保检测。
3. 风险管控措施
- 窑炉操作前需要进行安全检查,检查内容包括设备完好、消防设施齐全、通风系统正常运行等;
- 窑炉操作时需要严格遵守操作规程,操作人员必须佩戴防护用品,如头盔、防护眼镜、防护手套等;
- 窑炉使用的能源应该采用节能环保的技术和设备,如使用高效节能的燃气锅炉等;
- 窑炉使用的化学原料应该存放在专门的储存区域,严格控制使用量和浓度,定期进行环保检测,如出现泄漏等情况应及时处理。
4. 风险管控效果
- 通过安全检查和操作规程的严格执行,有效降低了窑炉操作中的安全隐患;
- 通过采用节能环保的技术和设备,有效减少了能源消耗,降低了生产成本;
- 通过严格控制化学原料的使用量和浓度,有效避免了化学品泄漏和环境污染的问题。
5. 风险管控的重要性
- 玻璃纤维厂窑炉的操作涉及到安全、环保、节能等多个方面,如果没有有效的风险管控措施,将会对企业的生产和经济效益造成严重影响;
- 风险管控是企业安全生产和可持续发展的基础,必须高度重视和加强。
无碱池窑拉丝玻璃纤维

无碱池窑拉丝玻璃纤维
首先是原料配制,无碱池窑拉丝玻璃纤维的主要原料是石英砂、纯碱和碱金属氯化物等。
这些原料按照一定比例混合,并在高温下熔融成为玻璃液。
接下来是熔融,将原料混合均匀后放入熔炉中进行加热,使其熔融成为粘稠的玻璃液。
熔融时,需要注意控制温度和加热时间,以确保玻璃液的成分和性能。
然后是拉丝,将熔融的玻璃液通过拉伸机构进行拉丝。
拉丝是将玻璃液在高温条件下通过孔板拉丝头拉伸成细丝。
拉丝时,需要控制拉丝速度和拉伸比例,以控制纤维的直径和拉伸程度。
最后是固化,拉丝出的细丝通过冷却装置进行快速冷却,使其固化成无碱池窑拉丝玻璃纤维。
固化后的纤维具有一定的强度和弹性,可以用于各种工程领域。
无碱池窑拉丝玻璃纤维在建筑、电子、汽车和航空航天等领域有广泛应用。
在建筑领域,它可以用于制造隔热材料、墙体隔音板和玻璃纤维增强混凝土等。
在电子领域,它可以用于制造电路板、电容器和光纤等。
在汽车领域,它可以用于制造车身部件、悬挂系统和发动机隔音材料等。
在航空航天领域,它可以用于制造飞机和火箭的结构材料和热防护材料等。
综上所述,无碱池窑拉丝玻璃纤维是一种重要的工程材料,它不仅具有优异的物理性能和化学稳定性,还有广泛的应用领域。
随着科技的进步和人们对材料性能要求的不断提高,无碱池窑拉丝玻璃纤维将继续发挥重要作用,为各个行业的发展做出贡献。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0一 —刖^』-—吾J--
池窑拉丝生产 中,配合料 的质量控制非常重要。 配合 料中的各成分含量直接 影响玻璃 的析 晶温度 、
收稿 日期 : 2009—12—10 修 回 日期 : 2010一O卜O6 作者简介:任建锋 ,男,1972年生,邢 台金牛玻纤有限责任公司 研发 中心工程 师。 《玻璃 纤 维 》201of-第 1期 4
2 配合料 的质量控制 2.1 生产 中经常对 配合料 的原料成分 变化进行
Abstract: The author explains the importance of controlling the glass batch quality and stabilizing the furnace operation for glass fiber production by direct—melt process, analyzes the significance of revising the batch composition, detecting the glass viscosit y and controlling the S/C ratio to the melting of glass,introduces the key locations and ways of cont rols, and tells t he actual results achieved through these controls.It is thus concluded that it is necessary to m onitor all factors possible to afect the furnace balance an d ke印 the batch quality an d furnace operation under control SO as to stabilize the quality of E—glass fiber products. Key words: fiber forming by direct-melt process;batch; quality control; furnace; stabilization
(3) 窑炉控制条件稳定,即温度 、压力、液位 、 烟气成分等各项控制因素稳定。
其 中(2)和 (3)是相互关联 的。例如出料量的变化 会影 响窑炉温度变化 而 改变 燃料 的需 要量 ;出料 量 变化也会 使窑炉 中玻 璃 的流 动发生改 变 以及挥发 组 分 的损耗变 化而影 响玻璃成份 。因此 ,不管是配合 料的调整还 是窑炉控 制 的调整 只能允许 经常地小 幅 度修 正作业条件而不是 间隔时间长 的大幅度调整 。
任建锋:池 窑拉丝生产 E玻 纤的配合料质量和窑炉稳定的控制
制过 程中产生的 。如何做好配合 料质量控 制和窑炉 的稳定控制 是保证 获得质量合格 的玻璃液 的关键 。 在此谈谈我们 为控制配 合料质量和 窑炉稳定 开展 的 大量工作。
1 E玻璃 的熔化特性
适合拉制成连续E玻璃纤维的玻璃液质量要求高。 主要是 因为: (1)碱 金属氧化物含 量低 ,原料 的熔化 需要较 高的窑炉温度 。 (2)E玻 璃 中含有 两个挥发性 组分B203和Fz。对于窑炉来说 ,损耗量取决于窑炉温 度、熔化率 。为了能获得质量和性质 稳定 的玻璃液 , 这个损 耗量应控 制到最低 并保持稳 定 。因此熔 化配 合料制备E玻璃的控制 目标 为:
粘度和熔化温度 等各项玻璃液性能 。配合料 也必 须保证均匀 ,如果配合料均匀 性不好,就会导致玻 璃液熔制 不 良,加重窑炉 的负担,使玻璃质量发 生 变化产生 断头飞丝 ,影 响生产 效率和 原丝质量 。玻 璃熔制是玻璃 纤维制造 中的重 要环 节,是将合格 的 配合料经过 高温 加热熔融 ,形 成纯净、透 明、均匀 并适合于成形 的玻璃液过程 。玻璃液的产量、质量都 与玻璃熔制有密 切关系 ,绝大部分 的缺 陷也 是在熔
技术开发 F — glass
ቤተ መጻሕፍቲ ባይዱ
任建锋:池窑拉 丝生产E玻纤的配合料质量和窑 炉稳定的控制
中图分类号:TQ171.77 6.2 文献标识码:A
池窑拉丝生产E玻纤的配合料质量和窑炉稳定的控制
任建锋 (邢 台金牛玻纤有限责任公司,邢 台 054000)
摘 要:论述和分析了配合料 的质量和窑炉稳定的控制对池窑拉丝生产 的重要性 ;分析 了配合料成分的修正 、粘度检测 以 及控¥ ̄s/cLL对玻璃液熔制 的指导意义 ;分析 了窑炉 的关键控制 点和 如何进 行控制,介绍 了通过对配合料质量和 窑炉 稳定 性 的严格控制达到的实际效 果。总结 了要监控所有可能会影响平衡 的因素 ,控制好配合料的质量和窑炉的稳定,最终稳定 控制E玻璃纤维产品的品质 。 关键词:池窑拉丝 ;配合料;质量控制 ;窑炉;稳定
(1) 配合料质量稳定 ,即成分稳定 。成分的变 动范围只允许对 原料 的成 分进行很 小的修正 。
(2) 窑炉 的出料量稳定 ,即每天生产玻璃 量稳 定 。出料量的稳定是降低Bz0。和Fz挥发 的保证 。玻璃 液在窑炉中呆的时间不 同也会造成B203和Fz挥发量 的 变化 。为 了能获得 出料量和性质 稳定 的玻璃 ,这个 损耗量应减少 到最低 并保持恒 定不变 ,窑炉 的作业 也应 当使得任 意单位 的玻璃在其 离开窑炉 时的熔化 历史都是相 同的。
Glass Batch Quality Control and Furnace Stabilization in Direct-Melt E-Gla ss Fiber Product ion
REN Jianfeng (Xingtai Jinniu Fiberglass Co。,Ltd, Xingtai 054000)