玻璃纤维池窑拉丝工艺流程
池窑漏板法拉丝工艺
池窑漏板法拉丝工艺引言池窑漏板法拉丝工艺是一种传统的金属加工工艺,广泛应用于制作金属器具、装饰品等领域。
它采用了独特的制作方法和工艺流程,能够使金属表面产生独特的拉丝纹路和装饰效果。
本文将对池窑漏板法拉丝工艺进行全面、详细、完整且深入地探讨。
一、池窑漏板法拉丝的基本原理池窑漏板法拉丝工艺是通过在金属材料表面形成一层微小的凹凸纹理,从而增加金属表面的光泽度和装饰效果。
其基本原理如下:1.制作池窑:首先需要制作一个金属制品放置的窑池,这个池子的大小和形状将决定最终产品的大小和形状。
2.准备漏板模具:漏板模具是制作拉丝纹理的关键工具,它通常由金属或者其他耐高温材料制成,具有不同的纹理和图案。
3.温度控制:池窑漏板法拉丝工艺涉及到金属的加热和冷却过程,需要控制好加热温度和冷却速度,以确保金属材料具有良好的可塑性和拉丝效果。
4.拉丝过程:将加热后的金属材料放入池窑中,并盖上漏板模具。
当金属材料与漏板模具密切接触后,将力量施加在金属材料上,使其获得拉丝效果。
5.冷却和处理:在拉丝过程完成后,需要对金属材料进行冷却处理,以使其保持形状和纹理。
二、池窑漏板法拉丝的工艺流程池窑漏板法拉丝工艺包括以下几个关键步骤:1. 制作池窑1.确定工件的大小和形状,选择合适的金属材料进行制作。
2.制作池窑的模具,可以采用陶瓷或者金属材料制作,根据需要选择合适的模具形状。
3.将模具放入窑中,并添加合适的燃料或者能源,使窑中的温度升高。
2. 准备漏板模具1.选择适当的漏板模具,根据需要选择不同的纹理和图案。
2.准备漏板模具,包括设计、制作和加工等步骤。
3. 加热金属材料1.将金属材料放入窑中,待金属材料达到适当的温度。
2.控制好加热温度和时间,以确保金属材料具有良好的可塑性和拉丝效果。
4. 拉丝过程1.将加热后的金属材料取出,放置在池窑内。
2.盖上预先准备的漏板模具。
3.施加适当的力量,使金属材料产生拉丝效果。
5. 冷却和处理1.拉丝过程完成后,将金属材料冷却至室温。
无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术推广方案(一)

无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术推广方案一、实施背景随着科技的不断发展和产业结构的不断升级,无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术已成为玻璃纤维行业的重要发展方向。
目前,市场对高性能、高质量的玻璃纤维产品的需求日益增长,而传统拉丝工艺存在生产效率低下、能源消耗大、环境污染严重等问题,无法满足市场需求。
因此,推广无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术具有重要意义。
二、工作原理无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术采用先进的池窑熔化工艺,将玻璃原料高温熔化后,通过铂金漏板的小孔流出,经过高速拉伸形成纤维。
该技术的核心在于控制玻璃原料的配方和熔化温度,以及铂金漏板的孔径和拉伸速度,从而实现对纤维直径、强度等性能的控制。
具体工艺流程如下:1. 配料:按照一定比例将石英砂、石灰石、纯碱等原料混合均匀,送入池窑中。
2. 熔化:在池窑中将混合好的原料加热至1500℃左右,使其完全熔化形成玻璃液。
3. 成形:将熔化的玻璃液通过铂金漏板的小孔流出,形成细长的纤维。
4. 冷却:采用高速气流将纤维迅速冷却,使其固化成形。
5. 收卷:将冷却后的纤维收卷成筒状,完成整个生产过程。
三、实施计划步骤1. 前期准备:建立无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术的生产线,包括池窑、铂金漏板、拉伸设备等。
同时,对操作人员进行培训和技术交底,确保生产线的顺利运行。
2. 中期拉丝过程:按照工艺要求将玻璃原料送入池窑中加热熔化,通过调整铂金漏板的孔径和拉伸速度,控制纤维的直径和强度等性能参数。
在生产过程中,要对生产线进行实时监控和维护,确保生产线的稳定运行和产品质量的稳定。
3. 后期维护:定期对生产线进行维护和保养,检查设备的运行状况和生产线的稳定性,及时发现问题并进行处理。
同时,对生产过程中的废弃物进行回收和处理,降低环境污染。
四、适用范围无碱玻璃纤维细纱(单丝直径≤9 微米)池窑拉丝技术适用于生产各种高性能、高质量的玻璃纤维产品,如电子级玻璃纤维布、高强度玻璃纤维增强材料等。
玻璃纤维的生产工艺及应用

摘要在广义范围来说,我们对于玻璃纤维的认识一直停留在它是一种无机非金属材料,可是随着研究的深入,我们知道实际上的玻璃纤维的种类有很多,而且性能优异,有很多突出的优点。
比如说它的机械强度就特别高还有抗热、抗腐蚀效果也特别好。
诚然,任何材料都不是完美的,玻璃纤维也有它自己无法令人忽视的缺点,就是它不耐磨而且容易发生脆裂。
所以实际应用时我们要扬长避短。
玻璃纤维的原料获取简单,主要是废弃的旧玻璃或者玻璃制品,玻璃纤维特别细,20多根玻璃单丝组在一起才相当于一根头发的粗细。
玻璃纤维通常可以在复合材料中作为增强材料来使用,由于近些年来人们对玻璃纤维研究逐渐加深,使得它在我们生产生活中扮演了越来越重要的角色。
本文主要研究玻璃纤维的生产工艺及应用,介绍了玻璃纤维纤维的性质、主要成分、主要特点、材料分类、生产工艺、安全防护、主要用途、安全防护、产业现状、发展前景。
关键字:特点;生产工艺;应用;发展前景abstractIn broad scope, our understanding of the glass fiber has been stuck in it is a kind of inorganic nonmetal material, but with the deepening of the research, we know that in fact there are a lot of the kinds of glass fiber, and excellent performance, there are many outstanding advantages. Like it is really better thanhigh mechanical strength and heat-resistant, corrosion effect is also very good. True, any material is not perfect, the glass fiber has not ignore its own shortcomings, is it not embrittlement resistant and easy to occur. So we should foster strengths and circumvent weaknesses in actual applications.Glass fiber raw material for simple, mainly abandoned old glass or glass products, glass fiber is particularly fine, more than 20 with glass monofilament group to the thickness of equivalent of a human hair. Glass fiber can usually be used as reinforced material in the composite material, because in recent years, people gradually deepening research on glass fiber, make it in our production has played an increasingly important role in the life. This paper mainly studies the production technology and application of glass fiber, this paper introduces the properties of fiber glass fiber, main component, main characteristics, material USES, safety protection, industry present situation, development prospect.Key words: characteristic; The production process; Application; Prospects for development绪论1.1玻璃纤维性质熔点:680℃分子结构:沸点:1000℃密度:2.4~2.7g/cm3玻璃纤维还有一个极为优越的特点,就是抗拉强度很大,在标准状态下可以达到6.9g/d,在湿润的情况下也可以达到 5.8g/d,这样优良的性质,使得玻璃纤维经常可以作为增强材料来普遍使用。
[业务]玻璃纤维的生产工艺及流程
![[业务]玻璃纤维的生产工艺及流程](https://img.taocdn.com/s3/m/e31fdaa46c175f0e7dd13742.png)
[业务]玻璃纤维的生产工艺及流程玻璃纤维的生产工艺及流程玻璃纤维生产工艺流程及产品基础知识第一章概论 20世纪30年代未自E玻璃纤维问世并且出现环氧树脂和不饱和聚酯以来迎来了了无机材料相结合而成的、具有新型功能的复合材料时代为玻璃纤维电气层压材料和玻璃纤维增强塑料FRP的发展奠定了基础。
时至今日玻璃纤维生产已发展成为一门独立的工业体系成为现代非金属材料家族中具有独特功能的材料它们属微米级玻璃态纤维又借鉴了传统的纺织技术创造出独特的后加工体系制造出玻璃纤维材质的制品在机械、电气、光学、耐腐蚀、绝热及吸声等方面发挥出独特的性能应用领域很快遍及电子、电器、交通、建筑、航空、航天、环保和国防军工等国民经济的各个部门。
上世纪五十年代未玻璃纤维池窑拉丝工艺获得了成功标志着玻璃纤维制造技术上的一次飞跃。
池窑拉丝工艺具有生产温度制度合理节省能源消耗生产工艺稳定产品产量、质量提高等优点在池窑拉丝工艺线上很快就实现了大规模化生产。
并且很快实施了最先进的全自动控制技术劳动生产率大幅度提高。
因此池窑拉丝工艺已成为当今国际上通用的主流技术。
目前全世界已经有95以上的玻璃纤维都是采用池窑拉丝法进行生产的。
第二章无碱玻璃纤维生产原理及工艺流程一、无碱玻璃概念无碱玻璃系指成分中碱金属含量小于0.8的铝硼硅酸盐玻璃。
国际上通常叫做“E”玻璃。
最初是为电气应用研制的但今天E玻璃的应用范围已远远超出了电气用途成为一种通用配方。
国际上玻璃纤维有90以上用的是E玻璃成份。
E玻璃成份的基础是SiO2 、Ai2O3、 CaO三元系统其组成为 SiO2 、 62 、 Ai2O3、 14.7 、 CaO 22.3 在此基础上添加B2O3代替SiO2添加MgO代替部分CaO形成现在通用的E玻璃成份。
各国生产的E玻璃大体相仿仅在不大的范围内稍有不同。
变动范围大致如下 SiO2 55-57 CaO 12-25 Ai2O3 10-17 MgO 0-8 玻璃中各氧化物的变动会改变玻璃的性能。
玻璃纤维原丝制造工艺流程
玻璃纤维原丝制造工艺流程
玻璃纤维原丝制造通常采用池窑拉丝法,其工艺流程如下:
1. 原料准备:选用叶腊石、石灰石、石英砂等矿石原料,按一定比例配料,送入高温窑炉熔制成为玻璃溶液。
2. 熔制玻璃液:在连续工作的池窑中,原料熔融后形成均匀无气泡的玻璃溶液。
3. 拉丝成型:玻璃溶液通过多孔漏板快速拉丝,形成细长的玻璃纤维原丝。
4. 涂油与烘干:拉出的原丝在拉丝过程中即时进行连续涂油处理,以防纤维相互粘连,并经过烘干固化涂层。
5. 收集整理:原丝通过集束器集束,然后通过排线器卷绕成丝饼,形成半成品。
6. 质量检测:对产出的玻璃纤维原丝进行严格的质量检测,确保其物理性能和化学成分达标。
玻纤拉丝工操作流程
玻纤拉丝工操作流程
1. 准备工作
- 检查设备状态,确保各部件运转正常
- 检查原材料供应情况,保证足够的玻璃丝束和纺丝油
- 佩戴好个人防护用品,如防护手套、安全眼镜等
2. 加热玻璃丝束
- 将玻璃丝束送入加热炉中
- 根据工艺要求,调节加热温度至适当值
- 确保玻璃丝束均匀加热,避免局部过热或未融化
3. 拉丝成型
- 打开拉丝机,调节拉丝速度
- 观察玻璃丝束融化后的流动情况,适时引导进入拉丝头模 - 保持拉丝头模温度稳定,确保玻纤拉丝顺利
4. 收卷玻纤
- 将拉出的玻纤缠绕在卷绕轴上
- 根据需求调节卷绕速度和张力
- 注意保持玻纤平整卷绕,避免打结
5. 检查产品质量
- 定期取样检查玻纤直径、强度等指标
- 发现异常情况及时调整工艺参数
- 记录生产数据,为后续工序做好准备
6. 换卷及清理
- 根据卷绕长度要求,适时更换卷绕轴
- 清理拉丝头模和加热炉内的残留物
- 维护设备,确保下一次使用状态良好
以上是玻纤拉丝工的基本操作流程,具体细节还需根据实际生产要求进行调整和优化。
操作人员须时刻保持高度专注,严格执行安全操作规程,确保生产顺利、高效且安全。
玻璃纤维工艺流程

玻璃纤维的品种和分类知识我们是可以大致了解到的,但是对于玻璃纤维的制作工艺我们肯定知道的不是很清晰。
毕竟我们作为普通人只有少部分的人能够真正接触到它的制作的过程。
那么下面我们一起去看一下它的制作工艺流程吧。
1、玻璃纤维生产工艺流程包括以下这些环节:原料——加水清洗——晒干——放入坩埚——喷灯引火预热——点火加热1100——1300度——玻璃溶化调正温度——拉丝——抽丝——软化——上丝——夹丝和缠丝——下丝成品——包装——成品——入库。
2、引火(点火)引火和点火分为三关键:A、喷灯点火:用喷灯把玻璃烧成为半液体通电,用汽油、煤油和洒精助燃产生高温。
B、用炭棒:用炭棒接触电极板、产生高压熔化玻璃,用氧化钠、氧化铜、硫酸铜水产生电压的电阻,此程序比较复杂,难度很大不易掌握。
C、化工原料:用以几种化工原料配制药物,此谓药物自动点火用220V电压化工成份是氢化钠、氯化钠玻璃粉,铝粉配制而成。
3、具体工艺操作在引火的前提下,首先预热好喷灯。
详见喷灯使用说明书,把坩埚的眼子修好,用毛刷清除坩埚表面的灰尘和渣样。
把埚的眼子大小修正均匀,然后把修好的坩埚放在坩埚架上,坩埚一定要放平,尔后加玻璃,一定要加到坩埚的1/4处,加满为止,不要超过坩埚两边的尺寸,不要加的太多太满,防止玻璃液往外流,这样准备工作完毕后方可正式点火。
点火时最好两人,如技术熟练亦可一人操作,一个拿预热好的喷灯和引火棍,一人控制温度开关(按扭开关和倒顺开关)提喷灯之人把喷灯的火焰对准玻璃距离适中,烤烧玻璃,(注意从左向右点火)待玻璃溶化后,溶化到发红为止。
这时把引火棍的电极板靠在已溶化的玻璃上,与此同时控制温度开关的人开始打低温(220V)。
芜湖白云玻纤有限公司是一家专业从事玻璃纤维及其制品研发、生产、销售的公司,主要生产高、中、无碱玻璃纤维及其制品,产品函盖中、无碱玻璃纤维无捻粗纱、短切原丝、短切毡、电子级玻纤纱和玻纤布、缠绕纱、拉挤纱、喷射纱、SMC、等各种规格不同种类的产品。
玻璃纤维生产工艺流程及产品基础知识

玻璃纤维生产工艺流程及产品基础知识第一章概论20世纪30年代未,自E 玻璃纤维问世,并且出现环氧树脂和不饱和聚酯以来,迎来了了无机材料相结合而成的、具有新型功能的复合材料时代,为玻璃纤维电气层压材料和玻璃纤维增强塑料(FRP )的发展奠定了基础。
时至今日,玻璃纤维生产已发展成为一门独立的工业体系,成为现代非金属材料家族中具有独特功能的材料,它们属微米级玻璃态纤维,又借鉴了传统的纺织技术,创造出独特的后加工体系,制造出玻璃纤维材质的制品,在机械、电气、光学、耐腐蚀、绝热及吸声等方面发挥出独特的性能,应用领域很快遍及电子、电器、交通、建筑、航空、航天、环保和国防军工等国民经济的各个部门。
上世纪五十年代未,玻璃纤维池窑拉丝工艺获得了成功,标志着玻璃纤维制造技术上的一次飞跃。
池窑拉丝工艺具有生产温度制度合理,节省能源消耗,生产工艺稳定,产品产量、质量提高等优点,在池窑拉丝工艺线上很快就实现了大规模化生产。
并且很快实施了最先进的全自动控制技术,劳动生产率大幅度提高。
因此,池窑拉丝工艺已成为当今国际上通用的主流技术。
目前,全世界已经有95%以上的玻璃纤维都是采用池窑拉丝法进行生产的。
第二章 无碱玻璃纤维生产原理及工艺流程一、 无碱玻璃概念无碱玻璃系指成分中碱金属含量小于0.8%的铝硼硅酸盐玻璃。
国际上通常叫做“E”玻璃。
最初是为电气应用研制的,但今天E 玻璃的应用范围已远远超出了电气用途,成为一种通用配方。
国际上玻璃纤维有90%以上用的是E 玻璃成份。
E 玻璃成份的基础是SiO 2、Ai 2O 3、 CaO 三元系统,其组成为:SiO 2、 62% 、 Ai 2O 3、 14.7% 、 CaO 22.3%在此基础上,添加B 2O 3代替SiO 2,添加MgO 代替部分CaO ,形成现在通用的E 玻璃成份。
各国生产的E 玻璃大体相仿,仅在不大的范围内稍有不同。
变动范围大致如下: SiO 2 55-57%;CaO12-25%; Ai 2O 3 10-17%; MgO 0-8%玻璃中各氧化物的变动,会改变玻璃的性能。
玻璃纤维的成型

3 拉丝新技术
无嘴漏板法 加压拉丝法
第37页,共42页。
定长玻璃纤维成型方法
定长300—500um,该不连续纤维不呈棉 絮状,但组织蓬松,表面有绒毛,有较好的 柔性、弹性和挠曲性。其成型方法:气流法 滚筒法 移动炉法
第38页,共42页。
玻璃棉(呈絮状定长玻纤)的成型方法: 立吹法 火焰喷射法 离心喷射法
玻璃纤维的成型
第1页,共42页。
玻璃
纤维 的成 型
第2页,页。
第4页,共42页。
第5页,共42页。
第6页,共42页。
第7页,共42页。
一 玻璃纤维及其制品 的生产工艺流程
坩埚法拉丝 池窑漏板法拉丝
第8页,共42页。
坩锅法拉丝工艺
生产工艺由制球和拉丝两部分组 成,整个拉丝过程中加球和拉丝 温度控制是由自动控制装置来完 成的
第25页,共42页。
玻璃纤维成型设备
第26页,共42页。
第27页,共42页。
玻璃纤维是最为典型的一种延续玻璃制 品 (连续拉伸成型 横截面呈简单圆形)
成型机理比较容易研究,对(玻璃平板 玻璃管棒)都具有指导作用和参考意义
第28页,共42页。
连续玻璃纤维成型
属于熔体拉丝范畴,丝径3—9um, 可制成纱、布、带;10—19um的可制 成无纺或少纺织品,如无捻粗布、布、 薄毡等。
纤维支数有两种表达方法
定质量法: 用质量为1克原纱的长度来表示, 即 纤维支数=纤维长度(通常用100m测量) /纤维质量(100m原纱质量数)
例如:40支纱,就是指重量为1克原纱长40米
第21页,共42页。
定长法:目前国际上统一使用的方法通常为 “TEX”(公制量数)1000m长的原纱的克质
玻璃纤维池窑拉丝工艺流程
玻璃纤维池窑拉丝工艺流程玻璃纤维是一种广泛应用于建筑、汽车、船舶等领域的材料,其生产工艺中的一环就是拉丝工艺。
本文将详细介绍玻璃纤维池窑拉丝的工艺流程。
首先,玻璃纤维池窑拉丝的工艺开始于玻璃纤维的制备阶段。
制备玻璃纤维的原料是玻璃线,这些玻璃线通常是由石英砂、石灰石、碳酸钠等物质熔融后冷却而成。
冷却后的玻璃线在预热窑中进行预热,并通过玻璃熔炉熔化成液态。
接下来,液态玻璃进入拉丝室,其中会有一个钢制模具和钢丝绞盘。
模具是将玻璃液体转化为纤维的关键部分,钢丝绞盘则用于控制玻璃纤维的拉丝速度。
在拉丝室中,玻璃液体通过适当的温度和施加机械力使其温度和粘度适中。
然后,通过加热和拉伸的方式,玻璃液体逐渐变成具有一定直径的玻璃纤维。
这个过程被称为“拉丝”。
拉丝的关键是控制温度和拉伸速度,以保证拉出来的纤维具有一定的强度和柔软性。
在拉丝过程中,拉伸速度和温度必须匹配,以防止纤维断裂。
在拉丝完成后,玻璃纤维会进入切割装置。
切割装置通常是一个旋转的刀片,用于将连续的玻璃纤维切割成所需长度的纤维。
切割完毕后,玻璃纤维会进入收集装置。
收集装置通常是一个辊筒,用于收集切割好的纤维,并将其卷绕成一定长度的纤维束。
在卷绕的过程中,可以根据需要将多个纤维束合并在一起,形成更加坚固的纤维结构。
最后,纤维束会通过拉丝机的输送装置将其输送到下一个工序。
通常,这些纤维束会被用于制作成不同种类的玻璃纤维制品,例如玻璃纤维布、玻璃纤维板等。
总结起来,玻璃纤维池窑拉丝工艺流程包括原料制备、预热窑预热、熔化成液态、进入拉丝室进行拉丝、经过切割装置切割成所需长度、通过收集装置卷绕成纤维束,并最终输送到下一个工序。
这些工序相互配合,确保生产出具有良好质量和性能的玻璃纤维制品。
玻纤拉丝工操作流程
玻纤拉丝工操作流程英文回答:Fiberglass roving is a key material in the production of fiberglass products. As a fiberglass roving operator, my role is to ensure the smooth and efficient operation of the production process. Here is a step-by-step guide to the fiberglass roving operation process:1. Preparation: Before starting the operation, I need to gather all the necessary equipment and materials. This includes the fiberglass roving, resin, catalyst, and any other additives required for the specific product being manufactured.2. Set up the machine: I need to set up the fiberglass roving machine according to the specifications of the product. This involves adjusting the machine settings such as the speed, tension, and temperature to ensure optimal production.3. Loading the fiberglass roving: I carefully load the fiberglass roving onto the machine. This involves feeding the roving through the machine's guides and ensuring it is properly aligned and tensioned.4. Mixing the resin: Depending on the product being manufactured, I may need to mix the resin with a catalyst or other additives. This is done according to specific ratios and guidelines provided by the production team.5. Applying the resin: Once the resin is mixed, I apply it to the fiberglass roving as it passes through the machine. This can be done using brushes, rollers, or sprayers, depending on the desired application method.6. Curing: After the resin is applied, the fiberglass roving is passed through a curing process. This can involve heating the roving to a specific temperature or allowing it to cure naturally, depending on the product requirements.7. Quality control: Throughout the operation process, Icontinuously monitor the quality of the fiberglass roving. This involves inspecting the roving for any defects, such as air bubbles or uneven resin distribution, and making adjustments as necessary.8. Packaging: Once the fiberglass roving is deemed to be of high quality, I carefully package it according to the customer's requirements. This can involve winding it onto spools, cutting it into specific lengths, or bundling it into rolls.中文回答:玻纤拉丝工是玻璃纤维制品生产中的关键工序。
玻璃纤维池窑拉丝工艺流程
压缩空气
天然料
粉尘、噪声
配合料制备
粉尘、噪声
窑炉熔制 纤维成型
池窑废气、噪声 浸润剂
废水、硬废丝、噪声
拉丝
原丝
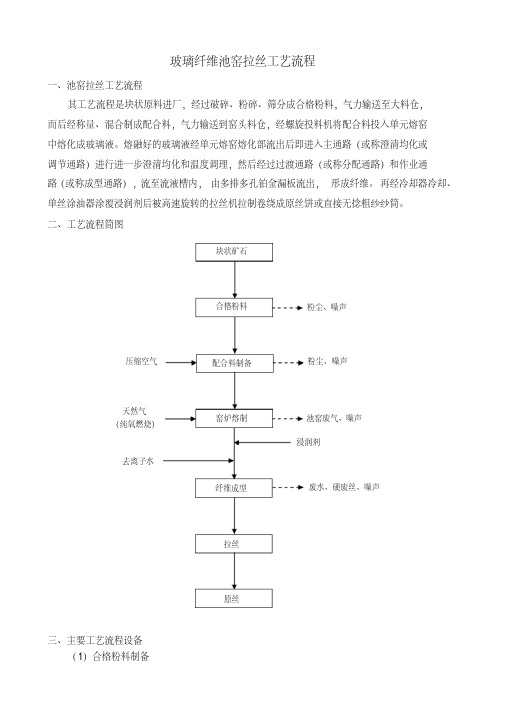
三、主要工艺流程设备 ( 1)合格粉料制备
块状原料进厂都需经过破碎、粉碎、筛分成合格粉料。 主要设备:破碎机、机械振动筛等。 ( 2)配合料制备 配合料生产线由气力输送上料系统、电子称量系统和气力混合输送系统组成。 主要设备:气力输送上料系统和配合料称重及混合输送系统等。 ( 3)玻璃熔制 合格配合料经高温加热形成均匀的、无缺陷的并符合成型要求的玻璃液的过程称为玻璃 的熔制过程。玻璃熔制是玻璃生产最重要的环节,玻璃制品的产量、质量、成品率、成本、 燃料耗量、窑炉寿命等都与玻璃熔制过程密切相关。 主要设备:窑炉及窑炉设备、燃烧系统、电加热系统、窑炉冷却风机、压力传感器等。 ( 4)纤维成型 纤维成型即将玻璃液制成玻璃纤维原丝的过程。由多排多孔拉丝漏板流出的玻璃液,经 丝根冷却器和拉丝机高速牵伸成型为纤维。 主要设备:漏板、纤维成型室、玻璃纤维拉丝机、烘干炉、原丝筒自动搬运装置、络纱 机、包装系统等。 ( 4)浸润剂配制 浸润剂以环氧乳液、聚氨酯乳液、润滑剂及抗静电剂和各种偶联剂为原料并加水配制而 成。配制过程需用夹套蒸汽加热,配制用水采用去离子水。配制好的浸润剂存入贮罐,再由 贮罐输入循环罐。循环罐输送浸润剂至各炉台单丝涂油器,涂敷后多余的浸润剂经回收、过 滤后返回循环罐继续使用。 主要设备:浸润剂配置系统。
玻璃纤维池窑拉丝工艺流程
一、池窑拉丝工艺流程 其工艺流程是块状原料进厂,经过破碎、粉碎、筛分成合格粉料,气力输送至大料仓,
而后经称量、混合制成配合料,气力输送到窑头料仓,经螺旋投料机将配合料投入单元熔窑 中熔化成玻璃液。熔融好的玻璃液经单元熔窑熔化部流出后即进入主通路(或称澄清均化或 调节通路)进行进一步澄清均化和温度调理,然后经过过渡通路(或称分配通路)和作业通 路(或称成型通路),流至流液槽内, 由多排多孔铂金漏板流出, 形成纤维。 再经冷却器冷却、 单丝涂油器涂覆浸润剂后被高速旋转的拉丝机拉制卷绕成原丝饼或直接无捻粗纱纱筒。 二、工艺流程简图
玻璃纤维池窑拉丝生产线拉丝通风空调工程施工技术

器做致密检验 ,参照G 1 0 B 5 在进行人, D 强 国致密 性检  ̄ H L 验时通入 l0 0 K a O  ̄2 0 p 压缩空气 ,因此在基底烟道 板开
孔外侧通l 0 0 K a O  ̄2 0 p 压缩空气能够检测 出是否渗漏 。
实际操作中考虑 ̄ 2 m J Em 衬板 焊接强度不高 ,空气压 力过 大可能造成C 7塞焊焊点撕裂,因此贴衬施工时选择距 26 离进气点远端预留一个塞焊孔 不封 闭,致密性试验 时在 此处检验压缩 空气进入量。操作中可使用氧气瓶供气 ,
序号
l
项
目
中≤3 0 0 中>3 0 0
≤30 0
允许偏差
0 ,一l 0 2 ,一
±2
检 验 方 法
用 尺 量 互成 9 。 的 直径 O
及质量鉴定报告, 钢材的品种、 规格、 板厚及材质应符合设
计要求 。 材料堆放场地应宽畅, 各种材料应按品种、 规格 分类堆放整齐, 方便领料和施工。 镀锌板材不应露天堆放。 5 . 场地准备: 拉丝通风空调工程需加工预制, 应有独立 的制作场地和较大的成品堆放场地, 场地应平整、 清洁、 宽 畅。 作业场地道路畅通, 便于运输, 通风应良好, 应设置必 要的消防器材。
气泡 ,为检漏可靠 ,使用4 k a 0 p 压力进行检漏 ,事实证
明该压力既能保证 检漏准确 ,又能确保焊缝结构安全。 总结吸收塔 安装施工质量控制最主要环节包括:塔 体安装结构稳定和 几何尺寸 、内部焊缝 打磨喷砂除锈质 量 、烟气入 口段贴衬合金焊接及 致密检验 、吸收塔玻璃 鳞片树脂衬里及烟 囱橡胶衬里材 料检验和施工质量 、整 体外保温质 量。施工过程 中坚持过程检查和工序检验相 结合 ,取得了较好 的质量控制效果 。
无碱玻璃纤维粗纱(单丝直径>9 微米)池窑拉丝技术推广方案(二)

无碱玻璃纤维粗纱(单丝直径>9 微米)池窑拉丝技术推广方案一、实施背景随着全球环保意识的提高和可持续发展的要求,产业结构改革已成为各国政府和企业的重要任务。
在这个背景下,无碱玻璃纤维粗纱(单丝直径>9 微米)池窑拉丝技术的推广具有重要的现实意义。
该技术具有环保、高效、节能等优点,能够满足市场对高性能玻璃纤维的需求,同时有助于提升产业整体竞争力。
二、工作原理无碱玻璃纤维粗纱(单丝直径>9 微米)池窑拉丝技术是一种先进的玻璃纤维制造技术,其工作原理主要包括原料制备、熔制、拉丝和成品处理四个环节。
1. 原料制备:采用优质无碱玻璃原料,经过破碎、筛分、混合等工序,制成配合料。
2. 熔制:将配合料送入高温池窑中熔制,形成玻璃熔液。
池窑温度一般控制在1400-1600℃,以保证玻璃熔液的均匀性和流动性。
3. 拉丝:通过铂金漏板将玻璃熔液拉制成粗纱,单丝直径大于9微米。
拉丝过程中需要控制拉丝速度、温度、张力等参数,以保证粗纱的质量。
4. 成品处理:将拉制好的粗纱进行冷却、切割、包装等处理,得到最终产品。
与传统玻璃纤维制造技术相比,无碱玻璃纤维粗纱(单丝直径>9 微米)池窑拉丝技术具有原料利用率高、能源消耗低、环境污染小等优点。
同时,该技术生产的玻璃纤维具有较高的强度和耐腐蚀性,能够满足不同领域的需求。
三、实施计划步骤1. 准备工作:建立技术推广团队,进行市场调研,了解目标客户需求,制定详细的推广计划。
2. 投资费用:预计投资费用为5000万元,主要用于设备购置、生产线建设、人员培训等方面。
3. 人员配置:技术推广团队由10名专业人员组成,包括技术研发人员、市场营销人员、生产线管理人员等。
4. 时间进度:预计技术推广周期为2年,分为技术研发、生产线建设、市场推广三个阶段。
每个阶段的具体任务和时间安排如下:(1)技术研发阶段(6个月):进行技术可行性研究,优化生产工艺,提高产品质量和稳定性。
(2)生产线建设阶段(12个月):选址建设生产线,购置设备,培训人员,调试生产线,确保生产线正常运行。
玻纤拉丝工的工作流程
玻纤拉丝工的工作流程
1. 准备工作
- 检查熔炉温度是否达到正常工作温度
- 检查拉丝机的运转情况,确保各部件工作正常
- 穿戴符合要求的劳保用品,如防护服、护目镜、防护手套等- 准备好拉丝料,根据产品需求选择合适的玻璃原料
2. 上浆过程
- 将玻璃原料充分熔化后,缓缓流出熔炉形成玻璃柱
- 通过上浆器将浆液均匀涂覆在玻璃柱表面
- 控制浆液浓度和温度,确保涂覆质量
3. 拉丝过程
- 经上浆后的玻璃柱被拉丝机拉扯形成细长的玻璃丝
- 及时调整拉丝速度和张力,使得玻璃丝达到预期直径
- 控制环境温度,防止玻璃丝凝固过快或变形
4. 捻接过程
- 将拉出的多根玻璃丝并捻在一起形成更粗的玻纤束
- 自动捻接装置控制捻度,使得玻纤束具备一定捻度
- 将捻接好的玻纤束上收卷装置,形成原丝卷
5. 后道工序
- 将原丝卷进行浸渍、干燥等工艺处理,制成不同规格的成品丝
- 检验产品质量,确保合格后包装入库
在全过程中,需严格控制各工序参数,注重产品质量监控,并注意安全生产,避免发生安全事故。
玻璃纤维池窑拉丝控制方案

玻璃纤维池窑拉丝控制方案一.工艺简介玻璃纤维池窑拉丝是在坩埚法拉丝的基础上发展起来的,多种原材料按不同比例混合均匀送入池窑熔化成玻璃液,玻璃液经过澄清,降温后流入支路上的铂铑合金漏板。
漏板上布满了100~4000个的小孔,玻璃被拉丝机从这些小孔中拉出,即成玻璃纤维。
玻璃原料的熔化工艺有多种,如坩埚熔化,池窑熔化、波歇炉熔化。
国际主流工艺为池窑熔化。
熔化部分的热源,一般使用重油或天然气,助燃风为空气和纯氧。
电助熔作辅助加热手段,可提高池窑产量。
节能方面:使用纯氧助燃,可减少废气带走的热量达40%,另外它也能大幅度的减少NOx的排放。
目前多使用金属换热器和余热锅炉来回收热量。
池窑拉丝的自动控制,从工艺角度看,分布在4个工段:配合料、池窑、通道、漏板。
下面从这四个工段分别介绍。
二.配合料的制取特点:1.物料称重为静态称重,所以精度可达0.1%。
2. 配料过程有严格的顺序及时序。
3.为保证每一种物料加料的准确性,可采用诸多方法,如目标值的提前补偿,实行快,慢加料,去皮等。
三.熔化部分目的:稳定池窑的热工参数,如池窑温度,压力、燃料及助燃风流量,玻璃液位,它分如下回路:1.池窑火焰的空间压力(窑压):微正压模型分析:扰动引发的窑压变化很灵敏,现场观察约1秒左右。
进入窑内的助燃风流量变化是窑压对象的最大扰动,空气过剩系数在1.1~1.25范围内变化时,窑压可波动5~8Pa,而燃料流量对窑压的扰动可以不考虑。
对于横向火焰的单元窑,在前墙取压,尽量缩短变送器与取样点间的管道距离,可以达到缩短取样滞后的目的。
对于有金属换热器和余热锅炉的工艺,有两个调节对象:阻压风,余热锅炉引风。
在系统刚投入时,一般用阻尼风调节,余热锅炉投入且系统正常后,可关掉阻尼风机,用余热锅炉引风机调节。
二者的切换是一个循序变化的过渡过程。
就实现而言,这是两个串级的PID回路,助燃风的流量变化做前馈补偿。
2.池窑火焰的空间温度(窑温)模型分析:由于测温热偶的安装位置差异及保护套管的存在,窑温可简化为一个二阶惯性环节,有自衡特性。
玻璃拉丝工艺流程

玻璃拉丝工艺流程
哎呀,说起玻璃拉丝工艺,这可真是个技术活儿,跟咱们平时看到的那些玻璃制品可大不一样。
记得那次去朋友的玻璃工艺作坊,亲眼见识了一回,那感觉,简直了!
首先,得有一块儿热乎乎的玻璃,这玻璃可不是普通的玻璃,得是熔化了的,像熔岩一样。
师傅们把玻璃加热到好几千度,那温度,你靠近了都能感觉到脸上的汗毛在跳舞。
然后,师傅们会用一根长长的铁棍,这铁棍可不是普通的铁棍,得是特制的,能耐高温的那种。
他们用这铁棍挑起一团熔化的玻璃,就像挑起一团棉花糖,但是可别小看这棉花糖,它可是滚烫滚烫的。
接下来,就是拉丝的环节了。
师傅们会用巧劲,轻轻地把玻璃拉成丝,这丝得拉得又细又均匀,不能太粗也不能太细,这可是个技术活儿。
我看着师傅们的动作,那叫一个行云流水,简直就像是在跳芭蕾舞一样。
拉丝的时候,师傅们还会用一种特殊的工具,有点像理发师剪头发的那种剪刀,但是要小得多,用来剪断玻璃丝。
剪断的玻璃丝,就像是一串串珍珠,晶莹剔透,美极了。
最后,这些玻璃丝会被编织成各种形状,有的像网状,有的像花纹,还有的像艺术品。
我看着那些成品,心里那个羡慕啊,这手艺,可不是一朝一夕能练成的。
整个过程,我看得目不转睛,师傅们的动作就像是在表演一场无声的舞蹈,每一个细节都那么精致,那么有感情。
这玻璃拉丝工艺,不仅
仅是一门技术,更是一种艺术,一种对生活的热爱和对美的追求。
所以啊,下次你看到那些精致的玻璃制品,别急着走,想想背后的工艺,那可是师傅们一丝丝拉出来的,每一件都是独一无二的艺术品。
玻纤拉丝工的工作流程

玻纤拉丝工的工作流程Working as a fiberglass puller involves a detailed and precise process that requires a combination of physical strength and technical expertise. This job involves pulling strands of fiberglass to create various products, such as insulation, fabrics, and composite materials. The work can be physically demanding, as it requires long hours of standing and repetitive movements. However, it can also be rewarding to see the final products that are created from your efforts.作为玻璃纤维拉丝工,需要进行一项详细而精确的工艺过程,这需要结合体力和技术专长。
这项工作涉及拉伸玻璃纤维,用以制造各种产品,如绝缘材料、织物和复合材料。
这项工作可能会需要消耗大量体力,因为它需要站立长时间并进行重复运动。
然而,看到最终产品是由你的努力创造而成的,这也是有回报的。
One aspect of being a fiberglass puller is the attention to detail required in the process. Each strand of fiberglass must be pulled with precision to ensure consistency in the final product. This requires focus and concentration to avoid any mistakes that could affect the quality of the material being produced. The ability to maintain thislevel of attention to detail is crucial for the success of a fiberglass puller.作为一名玻璃纤维拉丝工的一方面是过程中所需的细致入微。
无碱池窑拉丝玻璃纤维

无碱池窑拉丝玻璃纤维
首先是原料配制,无碱池窑拉丝玻璃纤维的主要原料是石英砂、纯碱和碱金属氯化物等。
这些原料按照一定比例混合,并在高温下熔融成为玻璃液。
接下来是熔融,将原料混合均匀后放入熔炉中进行加热,使其熔融成为粘稠的玻璃液。
熔融时,需要注意控制温度和加热时间,以确保玻璃液的成分和性能。
然后是拉丝,将熔融的玻璃液通过拉伸机构进行拉丝。
拉丝是将玻璃液在高温条件下通过孔板拉丝头拉伸成细丝。
拉丝时,需要控制拉丝速度和拉伸比例,以控制纤维的直径和拉伸程度。
最后是固化,拉丝出的细丝通过冷却装置进行快速冷却,使其固化成无碱池窑拉丝玻璃纤维。
固化后的纤维具有一定的强度和弹性,可以用于各种工程领域。
无碱池窑拉丝玻璃纤维在建筑、电子、汽车和航空航天等领域有广泛应用。
在建筑领域,它可以用于制造隔热材料、墙体隔音板和玻璃纤维增强混凝土等。
在电子领域,它可以用于制造电路板、电容器和光纤等。
在汽车领域,它可以用于制造车身部件、悬挂系统和发动机隔音材料等。
在航空航天领域,它可以用于制造飞机和火箭的结构材料和热防护材料等。
综上所述,无碱池窑拉丝玻璃纤维是一种重要的工程材料,它不仅具有优异的物理性能和化学稳定性,还有广泛的应用领域。
随着科技的进步和人们对材料性能要求的不断提高,无碱池窑拉丝玻璃纤维将继续发挥重要作用,为各个行业的发展做出贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃纤维池窑拉丝工艺流程
一、池窑拉丝工艺流程
其工艺流程是块状原料进厂,经过破碎、粉碎、筛分成合格粉料,气力输送至大料仓,而后经称量、混合制成配合料,气力输送到窑头料仓,经螺旋投料机将配合料投入单元熔窑中熔化成玻璃液。
熔融好的玻璃液经单元熔窑熔化部流出后即进入主通路(或称澄清均化或调节通路)进行进一步澄清均化和温度调理,然后经过过渡通路(或称分配通路)和作业通路(或称成型通路),流至流液槽内,由多排多孔铂金漏板流出,形成纤维。
再经冷却器冷却、单丝涂油器涂覆浸润剂后被高速旋转的拉丝机拉制卷绕成原丝饼或直接无捻粗纱纱筒。
二、工艺流程简图
三、主要工艺流程设备
(1)合格粉料制备
块状原料进厂都需经过破碎、粉碎、筛分成合格粉料。
主要设备:破碎机、机械振动筛等。
(2)配合料制备
配合料生产线由气力输送上料系统、电子称量系统和气力混合输送系统组成。
主要设备:气力输送上料系统和配合料称重及混合输送系统等。
(3)玻璃熔制
原丝 天然气 去离子水 粉尘、噪粉尘、噪池窑废气、噪
合格配合料经高温加热形成均匀的、无缺陷的并符合成型要求的玻璃液的过程称为玻璃的熔制过程。
玻璃熔制是玻璃生产最重要的环节,玻璃制品的产量、质量、成品率、成本、燃料耗量、窑炉寿命等都与玻璃熔制过程密切相关。
主要设备:窑炉及窑炉设备、燃烧系统、电加热系统、窑炉冷却风机、压力传感器等。
(4)纤维成型
纤维成型即将玻璃液制成玻璃纤维原丝的过程。
由多排多孔拉丝漏板流出的玻璃液,经丝根冷却器和拉丝机高速牵伸成型为纤维。
主要设备:漏板、纤维成型室、玻璃纤维拉丝机、烘干炉、原丝筒自动搬运装置、络纱机、包装系统等。
(4)浸润剂配制
浸润剂以环氧乳液、聚氨酯乳液、润滑剂及抗静电剂和各种偶联剂为原料并加水配制而成。
配制过程需用夹套蒸汽加热,配制用水采用去离子水。
配制好的浸润剂存入贮罐,再由贮罐输入循环罐。
循环罐输送浸润剂至各炉台单丝涂油器,涂敷后多余的浸润剂经回收、过滤后返回循环罐继续使用。
主要设备:浸润剂配置系统。