铸铁件通用技术条件
Q 球墨铸铁件通用技术条件

Q/ZZ 30015—××××
球墨铸铁件通用技术条件
1 范围
本标准规定了本公司使用的球墨铸铁件的通用技术要求、验收和检验方法。 本标准适用于在砂型或导热性与砂型相当的铸型中铸造的普通和低合金且石墨为球状的球墨铸铁 件(以下简称铸件)。
2 规范性引用文件
下列文件对于本标准的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本标 准。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
附件 2:
Q/ZZ
中国重型汽车集团有限公司企业标准
Q/ZZ 30015—××××
代替Q/ZZ 30015-2008
球墨铸铁件通用技术条件
(征求意见稿)
××××-××-××发布
××××-××-××实施
中国重型汽车集团有限公司 发布
Q/ZZ 30015—××××
前言
本标准以Q/ZZ 30015-2008版为基础,结合GB/T1348和当前实际生产情况和相关技术文件进行修订。 本标准代替Q/ZZ 30015-2008,与Q/ZZ 30015-2008相比,主要技术内容修订如下: ——结构方面做了较大修改; ——增加了“3.1 球墨铸铁牌号”; ——增加了球墨铸铁材料牌号ZQQT1300-3和相关技术要求,删除了D25-6球墨铸铁材料牌号和相关 技术要求, ——将硬度单位“HBS”更改为“HBW”,将“主要金相组织含量”更改为“主要基体组织”; ——增加了附铸试样、本体试样的相关技术要求; ——将渗碳体改为碳化物; ——删除了金相组织中关于珠光体形态的技术要求; ——修改了磷共晶的技术要求,将“磷共晶形态和数量:不得有三元磷共晶-渗碳体复合物和网状 磷共晶。其他形状的磷共晶不得多于1%”修改为“磷共晶数量:不得多于1%”; ——修改了“铸件加工余量”章节的内容,删除了图1—图5; ——修改了球墨铸铁订货要求,删除了“球墨铸铁件订货要求参照GB/T 9439附录D规定执行”,增 加了“4.1 订货信息”和“4.2订货要求”。 ——增加了“6.3铸件复验和其他检验按GB/T1348第10、11章规定执行”。 本标准由中国重型汽车集团有限公司提出。 本标准由中国重型汽车集团有限公司技术发展中心负责归口。 本标准起草单位:中国重型汽车集团有限公司技术发展中心。 本标准主要起草人:刘长森、黄国涛、王正军。 本标准替代标准的历次版本发布情况为: ——Q/ZZ 30015-95JT 、Q/ZZ 30015-2008。
起重机行业用通用技术条件标准目录(57个)-铸

起重机行业用通用技术条件标准目录(57个)时间:2010-02-17 19:14来源:unknown 作者:39 点击: 11次序号标准名称标准代号备注1通用桥式起重机技术条件Q/DQ100-1996代替Q/DQ100-802灰铸铁件通用技术条件<BR< div>序号标准名称标准代号备注1通用桥式起重机技术条件Q/DQ100-1996代替Q/DQ100-802灰铸铁件通用技术条件Q/DQ101.1-1996代替Q/DQ101-803球墨铸铁件通用技术条件Q/DQ101.2-1996代替Q/DQ101-804铸钢件通用技术条件Q/DQ102-1996代替Q/DQ102-805锻件通用技术条件Q/DQ103-1996代替Q/DQ103-806焊接结构件通用技术条件Q/DQ104-1996代替Q/DQ104-807结构件栓接、铆接通用技术条件Q/DQ105-1996代替Q/DQ105-808机械加工件通用技术条件Q/DQ106-1996代替Q/DQ106-809装配通用技术条件Q/DQ107-1996代替Q/DQ107-8010圆柱齿轮减速器技术条件Q/DQ108-1996代替Q/DQ108-8011起重机电气设备Q/DQ109-1996代替Q/DQ109-8012产品的防锈、除锈、涂漆、包装及发运通用技术条件Q/DQ110-1996代替Q/DQ110-8013出口起重机附加技术条件Q/DQ111-1996代替Q/DQ111-8014通用门式起重机技术条件Q/DQ420-1996代替Q/DQ420-8015铜合金铸件通用技术条件Q/DQ637-1996代替Q/DQ637-8016铝合金铸件通用技术条件Q/DQ638-1996代替Q/DQ638-8017热处理件通用技术条件Q/DQ910-199618冶金设备制造通用技术条件产品检验YB/T036.1-92参照19冶金设备制造通用技术条件铸铁件YB/T036.2-92参照20冶金设备制造通用技术条件铸钢件YB/T036.3-92参照21冶金设备制造通用技术条件高锰钢铸件YB/T036.4-92参照22冶金设备制造通用技术条件铜合金铸件YB/T036.5-92参照23冶金设备制造通用技术条件铝合金铸件YB/T036.6-92参照24冶金设备制造通用技术条件锻件YB/T036.7-92参照25冶金设备制造通用技术条件锤上自由锻件加工余量与公差YB/T036.8-92参照26冶金设备制造通用技术条件水压机自由锻件加工余量与公差YB/T036.9-92参照27冶金设备制造通用技术条件锻钢件起声波探伤方法YB/T036.10-92参照28冶金设备制造通用技术条件焊接件YB/T036.11-92参照29冶金设备制造通用技术条件耐磨合金堆焊YB/T036.12-92参照30冶金设备制造通用技术条件氧-乙炔焰金属粉末喷涂YB/T036.13-92参照31冶金设备制造通用技术条件氧-乙炔焰自熔合金粉末喷焊YB/T036.14-92参照32冶金设备制造通用技术条件电刷涂YB/T036.15-92参照33冶金设备制造通用技术条件钢制暖处理件YB/T036.16-92参照34冶金设备制造通用技术条件机械加工件YB/T036.17-92参照35冶金设备制造通用技术条件装配YB/T036.18-92参照36冶金设备制造通用技术条件涂装YB/T036.19-92参照37冶金设备制造通用技术条件管道与容器防锈YB/T036.20-92参照38冶金设备制造通用技术条件包装YB/T036.21-92参照39重型机械通用技术条件产品检验JB/T5000.1-1998参照40重型机械通用技术条件火焰切割JB/T5000.2-1998参照41重型机械通用技术条件焊接件JB/T5000.3-1998参照42重型机械通用技术条件铸铁件JB/T5000.4-1998参照43重型机械通用技术条件有色金属铸件JB/T5000.5-1998参照44重型机械通用技术条件铸钢件JB/T5000.6-1998参照45重型机械通用技术条件铸钢件焊补JB/T5000.7-1998参照46重型机械通用技术条件锻件JB/T5000.8-1998参照47重型机械通用技术条件切削加工件JB/T5000.9-1998参照48重型机械通用技术条件装配JB/T5000.10-1998参照49重型机械通用技术条件配管JB/T5000.11-1998参照50重型机械通用技术条件涂装JB/T5000.12-1998参照51重型机械通用技术条件包装JB/T5000.13-1998参照52精品资料重型机械通用技术条件铸钢件无损探伤JB/T5000.14-1998参照53重型机械通用技术条件锻钢件无损探伤JB/T500.15-1998参照54固定卷扬式启闭机通用技术件SD315-8955液压系统通用技术条件GB3766-8356液压元件通用技术条件GB7935-8757水工金属结构焊接通用技术条件SL36-92可编辑修改。
铸铁件通用检验标准
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
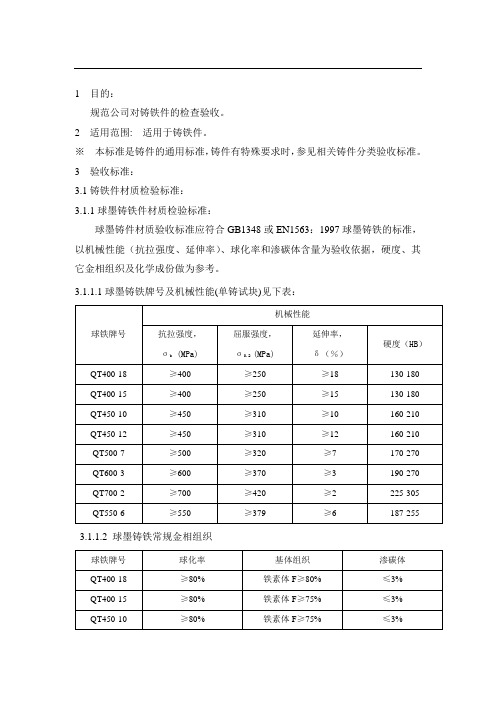
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
铸铁件通用技术条件
铸铁件通用技术条件公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收。
凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。
一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定。
2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出。
3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。
4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表3)(表4)规定的加工余量标准。
5、铸铁件尺寸偏差按(表5)(表6)(表7)的规定。
6、铸铁件的非加工壁厚和筋厚偏差按(表8)的规定。
一级精度铸件机械加工余量(毫米)表1二级精度铸件机械加工余量(毫米)表2三级精度铸件机械加工余量(毫米)表3球墨铸铁件加工余量(毫米)表4一般精度铸件尺寸偏差(毫米)表5二级精度铸件尺寸偏差(毫米)表6三级精度铸件尺寸偏差表7锻件的非加工壁厚和筋厚偏差表8注:(1)表中“公称尺寸”是指两个相对加工面之间的最大距离,或者从基准面或中心线(铸件图或零件图上标出的)到加工面的距离。
若有几个加工面到基准轴线或基准面是平行的,则“公称尺寸”必须采用最远一个加工面到基准面的距离,若加工面较大时,公称尺寸也可用加工面的最大轮廓尺寸来代替。
(2)根据零件的要求,应在铸件图或编有铸造工艺的零件图上标出精度等级,对于同一部件的不同部位,允许有不同的精度等级。
(3)铸孔的机械加工余量,不管其所在的位置如何,一般均采用各级的顶面加工余量。
2007重型机械通用技术条件
重型机械通用技术条件1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
总则、JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
2.1.5 修改了铸件尺寸公差图样标注的毛坯基本尺寸范围及尺寸公差等级,新、旧标准对比见表2。
起重机行业用通用技术条件标准目录(57个)-铸1

起重机行业用通用技术条件标准目录(57个)时间:2010-02-17 19:14来源:unknown 作者:39 点击:11次序号标准名称标准代号备注1通用桥式起重机技术条件Q/DQ100-1996代替Q/DQ100-802灰铸铁件通用技术条件 <BR< div>序号标准名称标准代号备注1通用桥式起重机技术条件Q/DQ100-1996代替Q/DQ100-802灰铸铁件通用技术条件Q/DQ101.1-1996代替Q/DQ101-803球墨铸铁件通用技术条件Q/DQ101.2-1996代替Q/DQ101-804铸钢件通用技术条件Q/DQ102-1996代替Q/DQ102-805锻件通用技术条件Q/DQ103-1996代替Q/DQ103-806焊接结构件通用技术条件Q/DQ104-1996代替Q/DQ104-807结构件栓接、铆接通用技术条件Q/DQ105-1996代替Q/DQ105-80Q/DQ106-1996代替Q/DQ106-809装配通用技术条件Q/DQ107-1996代替Q/DQ107-8010圆柱齿轮减速器技术条件Q/DQ108-1996代替Q/DQ108-8011起重机电气设备Q/DQ109-1996代替Q/DQ109-8012产品的防锈、除锈、涂漆、包装及发运通用技术条件Q/DQ110-1996代替Q/DQ110-8013出口起重机附加技术条件Q/DQ111-1996代替Q/DQ111-8014通用门式起重机技术条件Q/DQ420-1996代替Q/DQ420-8015铜合金铸件通用技术条件Q/DQ637-1996代替Q/DQ637-8016铝合金铸件通用技术条件Q/DQ638-1996代替Q/DQ638-8017热处理件通用技术条件Q/DQ910-199618冶金设备制造通用技术条件产品检验YB/T036.1-92参照19冶金设备制造通用技术条件铸铁件YB/T036.2-92参照20YB/T036.4-92参照22冶金设备制造通用技术条件铜合金铸件YB/T036.5-92参照23冶金设备制造通用技术条件铝合金铸件YB/T036.6-92参照24冶金设备制造通用技术条件锻件YB/T036.7-92参照25冶金设备制造通用技术条件锤上自由锻件加工余量与公差YB/T036.8-92参照26冶金设备制造通用技术条件水压机自由锻件加工余量与公差YB/T036.9-92参照27冶金设备制造通用技术条件锻钢件起声波探伤方法YB/T036.10-92参照28冶金设备制造通用技术条件焊接件YB/T036.11-92参照29冶金设备制造通用技术条件耐磨合金堆焊YB/T036.12-92参照30冶金设备制造通用技术条件氧-乙炔焰金属粉末喷涂YB/T036.13-92参照31冶金设备制造通用技术条件氧-乙炔焰自熔合金粉末喷焊YB/T036.14-92参照32YB/T036.16-92参照34冶金设备制造通用技术条件机械加工件YB/T036.17-92参照35冶金设备制造通用技术条件装配YB/T036.18-92参照36冶金设备制造通用技术条件涂装YB/T036.19-92参照37冶金设备制造通用技术条件管道与容器防锈YB/T036.20-92参照38冶金设备制造通用技术条件包装YB/T036.21-92参照39重型机械通用技术条件产品检验JB/T5000.1-1998参照40重型机械通用技术条件火焰切割JB/T5000.2-1998参照41重型机械通用技术条件焊接件JB/T5000.3-1998参照42重型机械通用技术条件铸铁件JB/T5000.4-1998参照43重型机械通用技术条件有色金属铸件JB/T5000.5-1998参照44重型机械通用技术条件铸钢件焊补JB/T5000.7-1998参照46重型机械通用技术条件锻件JB/T5000.8-1998参照47重型机械通用技术条件切削加工件JB/T5000.9-1998参照48重型机械通用技术条件装配JB/T5000.10-1998参照49重型机械通用技术条件配管JB/T5000.11-1998参照50重型机械通用技术条件涂装JB/T5000.12-1998参照51重型机械通用技术条件包装JB/T5000.13-1998参照52重型机械通用技术条件铸钢件无损探伤JB/T5000.14-1998参照53重型机械通用技术条件锻钢件无损探伤JB/T500.15-1998参照54固定卷扬式启闭机通用技术件SD315-8955液压系统通用技术条件GB3766-8356液压元件通用技术条件GB7935-87SL36-92。
Q-ZZ 30015球墨铸铁件通用技术条件
样方式,并从铸件有代表性的部位获取,力学性能标准可根据铸件取样部位壁厚按表 2 执行。
注 3:伸长率是从原始标距 L0=5d 上测得的,d 是试样上原始标距处的直径。其他规格的标距见 GB/T1348 第 9.1 条及 附录 B。
3.2.3 附铸试样的力学能能 铸件附铸试样的力学性能见表2。 表2 附铸试样的力学性能
3 技术要求
3.1 球墨铸铁牌号 参照GB/T 5612,本标准规定,以单铸试样力学性能规定的球墨铸铁牌号见表1;以附铸试样力学性
能规定的球墨铸铁牌号见表2;以本体试样力学性能规定的球墨铸铁牌号见表3。在图纸中应标注铸件所 用材料的牌号,如“QT450-10-QZZ30015、QT450-10A-QZZ30015、QT450-10B-QZZ30015”。
附件 2:
Q/ZZ
中国重型汽车集团有限公司企业标准
Q/ZZ 30015—××××
代替Q/ZZ 30015-2008
球墨铸铁件通用技术条件
(征求意见稿)
××××-××-××发布
××××-××-××实施
中国重型汽车集团有限公司 发布
Q/ZZ 30015—××××
前言
本标准以Q/ZZ 30015-2008版为基础,结合GB/T1348和当前实际生产情况和相关技术文件进行修订。 本标准代替Q/ZZ 30015-2008,与Q/ZZ 30015-2008相比,主要技术内容修订如下: ——结构方面做了较大修改; ——增加了“3.1 球墨铸铁牌号”; ——增加了球墨铸铁材料牌号ZQQT1300-3和相关技术要求,删除了D25-6球墨铸铁材料牌号和相关 技术要求, ——将硬度单位“HBS”更改为“HBW”,将“主要金相组织含量”更改为“主要基体组织”; ——增加了附铸试样、本体试样的相关技术要求; ——将渗碳体改为碳化物; ——删除了金相组织中关于珠光体形态的技术要求; ——修改了磷共晶的技术要求,将“磷共晶形态和数量:不得有三元磷共晶-渗碳体复合物和网状 磷共晶。其他形状的磷共晶不得多于1%”修改为“磷共晶数量:不得多于1%”; ——修改了“铸件加工余量”章节的内容,删除了图1—图5; ——修改了球墨铸铁订货要求,删除了“球墨铸铁件订货要求参照GB/T 9439附录D规定执行”,增 加了“4.1 订货信息”和“4.2订货要求”。 ——增加了“6.3铸件复验和其他检验按GB/T1348第10、11章规定执行”。 本标准由中国重型汽车集团有限公司提出。 本标准由中国重型汽车集团有限公司技术发展中心负责归口。 本标准起草单位:中国重型汽车集团有限公司技术发展中心。 本标准主要起草人:刘长森、黄国涛、王正军。 本标准替代标准的历次版本发布情况为: ——Q/ZZ 30015-95JT 、Q/ZZ 30015-2008。
图样通用技术条件
• 1.3铸造圆角半径R(mm)
a. b. c. d. 砂形铸造1/5~1/10(平均壁厚); 金属型硬模铸造1/4~1/6(平均壁厚); 压力铸造1/3~1/4(平均壁厚); 精密铸造1/2~1/3(平均壁厚);
• 1.4铸造零件表面粗糙读(um) 按GB6060.1-85《铸造表面粗糙 度比较样块》
• 2.1.3缺陷修补 a. 超出规定的铸造缺陷的焊补,按《铸件焊补工艺 规程》进行; b. 可用塑料或其它渗补剂对某些有损于外观而不影 响受力等使用性能,且在使用和加工过程中不再 热处理的铸件非加工表面的不穿透孔眼和缺肉作 工艺上的合理修补,修后不得有裂纹存在; c. 修补缺陷后,零件的机械强度及工作性能均不得 降低,但焊补处的硬度允许超上限20HB;
铸钢件
部 位 孔眼 孔径≤ 类型 孔深/壁厚 4~10 非 加 工 面 加 工 面 单个 密集 性 单个 密集 性 6 2 4 2 1.5 1.5 1.5 1.5 > 10 2.5 2 2 1.5 20 20 孔间 距≥ 离边或加工 孔用边距离 ≥ 10 10 10 10 每个铸件上的孔 眼数 ≤ 5Kg 5 1处 4 1处 > 5Kg 8 2处 6 2处
a. 砂型铸造Ra为12.5~25(抛丸后) b. 精密铸造Ra为6.3~12.5(抛丸后)
• 1.5机械加工件的倒角为R: 0.25~0.5mm; • 1.6机械加工件的倒角
零件直径D ≤ 80 外倒角 内倒角 4%D 5%D > 80~200 3%D 3.5%D > 200 2%D 3%D
• 1.7图样上未注明公差尺寸的公差按下列标准
• 2.5焊缝
• 焊缝应牢固、连续、均匀、整齐,不允 许有裂纹、气孔、夹渣、渗漏、咬边、烧 穿、未焊透等缺陷,对焊接零件应清理焊 渣。
机车车辆用球墨铸铁件通用技术条件
机车车辆用球墨铸铁件通用技术条件一、概述1. 球墨铸铁件是机车车辆的重要组成部分,主要用于制造车轮、车轴、铸铁横梁等零部件。
2. 为了确保机车车辆的安全性和稳定性,球墨铸铁件的技术条件需符合一定标准和要求。
二、产品范围1. 适用范围:本技术条件适用于机车、车辆用球墨铸铁件的设计、制造和检验。
2. 产品包括但不限于车轮、车轴、铸铁横梁、曲柄、销轴、摇杆等零部件。
三、材料要求1. 材料种类:球墨铸铁件的母材应符合GB/T 1348的规定,应采用含碳量高、球化率好的球墨铸铁材料。
2. 材料性能:材料应具有较高的强度、硬度、韧性和耐磨性,满足机车车辆的使用要求。
四、工艺要求1. 熔炼工艺:采用高频感应炉、中频电炉或电弧炉进行熔炼,保证材料的均匀性和纯净度。
2. 浇注工艺:采用自动化、精密化的浇注设备进行铸造,保证铸件的密度和无气孔、夹渣等缺陷。
五、外观要求1. 表面平整度:表面不得有明显的凹凸、裂纹等缺陷,保证外观质量。
2. 表面清洁度:表面不得沾有铁屑、油污等杂质,保证铸件的清洁度。
六、尺寸要求1. 全尺寸精度:按照设计要求进行尺寸检验,保证球墨铸铁件的准确性和稳定性。
2. 重量要求:球墨铸铁件的重量应符合设计要求,不得超过或低于标准重量。
七、机械性能要求1. 强度:球墨铸铁件的抗拉强度、屈服强度、延伸率等机械性能指标应符合相关标准。
2. 硬度:表面硬度和心部硬度应符合设计要求,保证零部件的使用寿命和稳定性。
八、表面质量检验1. 表面检验:采用目视、手感和放大镜等工具对球墨铸铁件的表面质量进行检验。
2. 探伤检验:采用超声波、X射线或磁粉探伤等技术对铸件进行内部缺陷检测。
九、检验方法1. 检验设备:应配备齐全的检测设备,包括硬度计、三坐标测量仪、金相显微镜等。
2. 检验程序:按照相关标准和规定执行检验程序,确保球墨铸铁件的质量可控。
十、贮存和包装要求1. 贮存条件:球墨铸铁件应存放在干燥、通风、无腐蚀性气体的仓库中。
2007重型机械通用技术条件
重型机械通用技术条件1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.2 新《重标》根据使用要求,增加了2.1.3条对半成品的检验要求。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
中国铸造标准
中国铸造标准一、通用基础及工艺1.GB/T5611-1998铸造术语2.GB/T5678-1985铸造合金光谱分析取样方法3.GB/T6060.1-1997表面粗糙度比较样块铸造表面4.GB/T6414-1999铸件尺寸公差与机械加工余量5.GB/T11351-1989铸件重量公差6.GB/T15056-1994铸造表面粗糙度评定方法7.JB/T2435-1978铸造工艺符号及表示方法8.JB/T4022.1-1999合金铸造性能测定方法自由线收缩测定方法9.JB/T4022.2-1999合金铸造性能测定方法热裂倾向的测定10.JB/T5105-1991铸件模样起模斜度11.JB/T5106-1991铸件模样型芯头基本尺寸12.JB/T5992.2-1992机械制造工艺方法分类与代码铸造13.JB/T6983-1993铸件材料消耗工艺定额计算方法14.JB/T7528-1994铸件质量评定方法15.JB/T7699-1995铸造用木制模样和芯盒技术条件二、铸铁1.GB/T1348-1988球墨铸铁件2.GB/T1504-91铸铁轧辊3.GB/T3180-1982中锰抗磨球墨铸铁件技术条件4.GB/T5612-1985铸铁牌号表示方法5.GB/T5614-1985铸铁件热处理状态的名称、定义和代号6.GB/T6296-1986灰铸铁冲击试验方法7.GB/T7216-1987灰铸铁金相8.GB/T8263-1999抗磨白口铸铁件9.GB/T8491-1987高硅耐蚀铸铁件10.GB/T9437-1988耐热铸铁件11.GB/T9439-1988灰铸铁件12.GB/T9440-1988可锻铸铁件13.GB/T9441-1988球墨铸铁金相检验14.GB/T17445-1998铸造磨球15.JB/T2122-1977铁素体可锻铸铁金相标准16.JB/T3829-1999蠕墨铸铁金相17.JB/T4403-1999蠕墨铸铁件18.JB/T5000.4-1998重型机械通用技术条件铸铁件19.JB/T7945-1999灰铸铁力学性能试验方法20.JB/T9219-1999球墨铸铁超声声速测定方法21.JB/T9220.1-1999铸造化铁炉酸性炉渣化学分析方法总则及一般规定22.JB/T9220.2-1999铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量23.JB/T9220.3-1999铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量24.JB/T9220.4-1999铸造化铁炉酸性炉渣化学分析方法亚硝酸钠-亚硝酸钠容量法测定一氧化锰量25.JB/T9220.5-1999铸造化铁炉酸性炉渣化学分析方法氟化钠-EDTA容量法测定三氧化二铝量26.JB/T9220.6-1999铸造化铁炉酸性炉渣化学分析方法DDTC分离EGTA容量法测定氧化钙量27.JB/T9220.7-1999铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙量28.JB/T9220.8-1999铸造化铁炉酸性炉渣化学分析方法DDTC分离EDTA容量法测定氧化镁量29.JB/T9220.9-1999铸造化铁炉酸性炉渣化学分析方法磷矾钼黄-甲基异丁基甲酮萃取亮度法测定五氧化二磷量30.JB/T9220.10-1999铸造化铁炉酸性炉渣化学分析方法硫酸钡重量法测定硫量31.JB/T9220.11-1999铸造化铁炉酸性炉渣化学分析方法煅烧-碘酸钾容量法测定硫量32.JB/T9228-1999球墨铸铁用球化剂33.YB/T036.2-92灰铸铁34.YB/T036.2-92球墨铸铁35.YB/T036.2-92中锰抗磨球墨铸铁36.YB/T036.2-92耐磨铸铁37.YB/T036.2-92耐热铸铁38.YB/T036.2-92抗磨白口铸铁39.YB/T036.2-92铸铁件40.YB/T036.2-92通用阀门球墨铸铁件41.YB/T036.2-92冶金设备制造通用技术条件铸铁件42.YB/T092-0996合金铸铁球三、造型材料1.GB210-1989工业碳酸钠2.GB537-1984硼砂3.GB538-1982硼酸4.GB1612-1988工业水合碱式碳酸镁5.GB1617-1989工业氯化钡6.GB1625-1979氯化锌7.GB2449-1981工业硫磺8.GB/T2684-1981铸造用原砂及混合料试验方法9.GB2946-1982氯化铵10.GB3072-1982石墨电极11.GB/T3518-1995鳞片石墨12.GB4119-1983工业四氯化碳13.GB4209-1984硅酸钠14.GB4291-1984人造冰晶石15.GB4293-1984氟化钠16.GB4794-1984沉淀碳酸钙17.GB4947-1985工业赤磷18.GB5138-1985工业用液氯19.GB5462-1985工业盐20.GB5690-1985氟石精矿21.GB7118-1986氯化钾22.GB/T7143-1986铸造用硅砂化学分析方法23.GB7372-1987工业用二氟二氯甲烷24.GB9004-1988工业氧化镁25.GB9356-1988菱镁石26.GB/T9442-1998铸造用硅砂27.GB/T12216-1990铸造用合脂粘结剂28.JB/T2755-1980铸造用亚硫酸盐木浆废液粘结剂29.JB/T3828-1999铸造用热芯盒树脂30.JB/T5107-1991砂型铸造用涂料试验方法31.JB/T6984-1993铸造用铬铁矿砂32.JB/T6985-1993铸造用镁橄榄石砂33.JB/T7526-1994铸造用自硬呋喃树脂34.JB/T7527-1994铸造用自硬呋喃树脂性能测定方法35.JB/T8583-2008铸造用覆膜砂36.JB/T8834-2001铸造用壳型(芯)酚醛树脂37.JB/T8835-1999铸造用水玻璃38.JB/T9221-1999铸造用湿型砂有效膨润土及有效煤粉试验方法39.JB/T9222-1999湿型铸造用煤粉40.JB/T9223-1999铸造用锆砂41.JB/T9224-1999检定铸造粘结剂用标准砂42.JB/T9225-1999铸造用粘土、膨润土化学分析方法43.JB/T9226-1999砂型铸造用涂料44.JB/T9227-1999铸造用膨润土和粘土45.JB/T53440-1999铸造用水洗天然硅砂产品质量分等46.JC299-1982涂料用滑石粉四、铸钢1.GB/T1503-91铸钢轧辊2.GB/T2100-1980不锈耐酸钢铸件技术条件3.GB/T5613-1995铸钢牌号表示方法4.GB/T5615-1985铸钢件热处理状态的名称、定义及代号5.GB/T5677-1985铸钢件射线照相及底片等级分类方法6.GB/T5680-1998高锰钢铸件7.GB/T6967-1986工程结构用中、高强度不锈钢铸件8.GB/T7233-1987铸钢件超声探伤及质量评级方法9.GB/T7659-1987焊接结构用碳素钢铸件10.GB/T8492-1987耐热钢铸件11.GB/T8493-1987一般工程用铸造碳钢金相12.GB/T9443-1988铸钢件渗透探伤及缺陷显示迹痕的评级方法13.GB/T9444-1988铸钢件磁粉探伤及质量评级方法14.GB/T11352-1989一般工程用铸造碳钢件15.GB12229-89通用阀门碳素钢铸件16.GB12230-89通用阀门奥氏体钢铸件17.GB/T13925-1992铸造高锰钢金相18.GB/T14408-1993一般工程与结构用低合金铸钢件19.GB/T14992-1994铸造高温合金牌号及其化学成分20.GB/T16253-1996承压钢铸件21.JB/T3735-1999铸钢混流式转轮22.JB/ZQ4297-1986合金钢铸件23.JB/ZQ4299-1986不锈钢铸件24.JB/ZQ4300-1986高锰钢铸件25.JB/T5000.6-1998重型机械通用技术条件铸钢件26.JB/T5000.7-1998重型机械通用技术条件铸钢件补焊27.JB/T6402-1992大型低合金钢铸件28.JB/T6403-1992大型耐热钢铸件29.JB/T6404-1992大型高锰钢铸件30.JB/T6405-1992大型不锈钢铸件31.JB/T7024-1993300~600MW汽轮机缸体铸钢件技术条件32.JB/T7031-1993大型磨机类端盖铸钢件33.JB/T7349-1994混流式水轮机焊接转轮不锈钢叶片铸件34.JB/T7350-1994轴流式水轮机不锈钢叶片铸件35.JB/T8709-1998大型轧钢机机架铸钢件36.YB/T036.3-92铸造碳钢37.YB/T036.3-92低合金铸钢38.YB/T036.3-92冶金设备制造通用技术条件铸钢件39.YB/T036.4-92高锰钢铸件40.YB/T036.4-92冶金设备制造通用技术条件高锰钢件41.YB/T070-1995钢锭模42.YB/T139-1998复合铸钢支承辊43.YB/T181-2000电渣熔铸合金钢轧辊44.YB/T5248-1993铸造高温合金的力学性能45.Q/ZB66-73合金铸钢46.Q/ZB67-73特殊性能高合金铸钢五、铸造有色合金1.GB/T466-1982铜锭2.GB466-82铜分类3.GB467-82电解铜4.GB469-95铅锭5.GB470-83锌锭6.GB728-84锡锭7.GB914-84镉锭8.GB915-84铋锭9.GB/T1173-1995铸造铝合金10.GB/T1174-1992铸造轴承合金11.GB/T1175-1997铸造锌合金12.GB/T1176-1987铸造铜合金技术条件13.GB/T1177-1991铸造镁合金14.GB1196-1983重熔用铝锭技术条件15.GB1476-1979碲16.GB1599-1979锑17.GB2524-1981海绵钛18.GB2525-1981金属铈19.GB2881-1991工业硅20.GB3135-1982工业纯氧化铍粉末21.GB3198-1982工业用纯铝箔22.GB3459-1982钨条23.GB3462-1982钼条和钼板坯24.GB/T3499-1995镁锭25.GB/T3620.2-1994钛及钛合金成分、性能及应用26.GB4135-1994银27.GB4369-1984锂28.GB4370-1984高纯锂29.GB5153-1985加工镁及镁合金牌号和化学成分30.GB/T5235-1985加工镍及镍合金31.GB/T6517-1986钴32.GB/T6614-1994钛及钛合金铸件33.GB/T8063-1994铸造有色金属及其合金牌号表示方法34.GB/T8179-1988高纯铝35.GB/T8644-1988重熔用精铝锭36.GB/T8733-2000铸造铝合金锭37.GB/T8734-1988铸造铝合金锭38.GB/T8737-1988铸造黄铜锭39.GB/T8738-1988铸造锌合金锭40.GB/T8739-1988铸造青铜锭41.GB/T9438-1999铝合金铸件42.GB/T10448-1989单层和多层滑动轴承用铸造铜合金43.GB/T10450-1989单层滑动轴承用铝基合金44.GB/T11346-1989铝合金铸件X射线照相检验针孔(圆形)分级45.GB/T13818-1992压铸锌合金46.GB/T13819-1992铜合金铸件47.GB/T13820-1992镁合金铸件48.GB/T15073-1994铸造钛及钛合金牌号和化学成分49.GB/T15116-1994压铸铜合金50.GB/T16746-1997锌合金铸件51.JB/T8740-1988铸造轴承合金锭52.JB/T4394-1999稀土镁合金稀土总量、硅、镁的化学分析方法53.JB/T5000.5-1998重型机械通用技术条件有色金属铸件54.JB/T5108-1991铸造黄铜金相55.GB6896-1986铌条56.JB/T7946.1-1999铸造铝合金金相铸造铝硅合金变质57.JB/T7946.2-1999铸造铝合金金相铸造铝硅合金过烧58.JB/T7946.3-1999铸造铝合金金相铸造铝合金针孔59.JB/T7946.4-1999铸造铝合金金相铸造铝铜合金晶粒度60.YB/T036.5-1992冶金设备制造通用技术条件铜合金铸件61.YB/T036.6-1992冶金设备制造通用技术条件铝合金铸件62.YB142-75铸造铝硅合金锭63.YB200-1975电工用纯铁64.YB652-1970海绵锆65.YB738-82粗铅技术条件66.YB740-82粗铜技术条件67.YB786-75铜中间合金锭68.YS/T72-1994镉69.HB/Z5123-1979熔剂的化学成分70.HB962-1986铝铜系合金力学性能71.HB963-1982铸件分类及切取性能标准72.HB965-1982ZMS合金铸件上切取试样的力学性能73.HB5012-1986Al-Si系压铸合金力学性能74.HB/Z5124-1979ZM5合金的第一种热处理规范75.HB5155-1988高温合金牌号成分性能标准K40376.HB5157-1988高温合金牌号成分性能标准K40677.HB5158-1988高温合金牌号成分性能标准K21178.HB5160-1988高温合金牌号成分性能标准K21479.HB5161-1988高温合金牌号成分性能标准K41780.HB5162-1988高温合金牌号成分性能标准K41881.HB5371-1987铝基中间合金的化学成分82.HB5372-1987铝合金预制锭的化学成分83.HB5531-1988高温合金牌号成分性能标准K417G84.Q/6S93-1980镁合金用中间合金的化学成分六、压铸合金1.GB/T13818-1992压铸锌合金2.GB/T13821-1992锌合金压铸件3.GB/T13822-1992压铸有色合金试样4.GB/T15114-1994铝合金压铸件5.GB/T15115-1994压铸铝合金6.GB/T15116-1994压铸铜合金7.GB/T15117-1994铜合金压铸件8.JB/T3070-1982压铸镁合金七、熔模铸造1.GB/T12214-1990熔模铸造用硅砂、粉2.GB/T12215-1990熔模铸造用铝矾土砂、粉3.GB/T14235.1-1993熔模铸造模料熔点测定方法(冷却曲线法)4.GB/T14235.2-1993熔模铸造模料抗弯强度测定方法5.GB/T14235.3-1993熔模铸造模料灰分测定方法6.GB/T14235.4-1993熔模铸造模料线收缩率测定方法7.GB/T14235.5-1993熔模铸造械料表面硬度测定方法8.GB/T14235.6-1993熔模铸造模料酸值测定方法9.GB/T14235.7-1993熔模铸造模料流动性测定方法10.GB/T14235.8-1993熔模铸造模料粘度测定方法11.GB/T14235.9-1993熔模铸造模料热稳定性测定方法12.JB/T2980.1-1999熔模铸造型壳高温热变形试验方法13.JB/T2980.2-1999熔模铸造型壳高温抗弯强度试验方法14.JB/T4007-1999熔模铸造涂料试验方法15.JB/T4153-1999型壳高温透气性试验方法16.JB/T5100-1991熔模铸造碳钢件技术条件八、铸造用生铁及铁合金1.GB/T717-1998炼钢用生铁2.GB/T718-1982铸造用生铁3.GB719-65生铁的化学分析用试样采取法4.GB/T1412-1985球墨铸铁用生铁5.GB/T2272-1987硅铁6.GB2774-91金属锰7.GB2881-81工业硅技术条件8.GB3210-82磷铁9.GB3211-87金属铬10.GB/T3282-1987钛铁11.GB3283-82五氧化二钒12.GB3418-82电解金属锰13.GB3620-83钛及钛合金牌号和化学成分14.GB/T3648-1996钨铁15.GB/T3649-1987钼铁16.GB3650-83铁合金验收、包装、储运、标志和质量证明书的一般规定17.GB/T3795-1996锰铁18.GB4007-83高炉锰铁19.GB/T4008-1996锰硅合金20.GB/T4009-1989硅铬合金21.GB4010-83铁合金化学分析用试样采取法22.GB/T4137-1993稀土硅铁合金23.GB/T4138-1993稀土镁硅铁合金24.GB/T4139-1987钒铁25.GB4153-84混合稀土金属26.GB4223-84回炉碳素废钢分类及技术条件27.GB4224-84回炉废铁分类及技术条件28.GB4225-84回炉合金废钢分类及技术条件29.GB/T4700.4-1998硅钙合金化学分析方法磷钼蓝分光亮度法测定磷量30.GB/T4700.5-1998硅钙合金化学分析方法红外线吸收法测定碳量31.GB/T4700.7-1998硅钙合金化学分析方法红外线吸收法和燃烧碘酸钾滴定法测定硫量32.GB4864-85金属钙33.GB5062-85钒渣34.GB/T5063-1985钒铝合金35.GB/T5682-1995硼铁36.GB/T5683-1987铬铁37.GB5684-87真空法微碳铬铁38.GB6516-86电解镍39.GB/T7737-1997铌铁40.GB/T7738-1987铁合金产品牌号表示方法41.GB8549-87铁、铬、硼、硅系自熔合金粉42.GB/T8729-1988铸造焦炭43.GB/T10131-1988铌锰铁合金44.GB/T14984-94铁合金术语45.GB/T15710-1995硅钡合金46.YB/T008-1997钒渣47.YB/T14-91铸造用生铁48.YB/T034-1992铁合金用焦炭49.YB/T035-1992焦炭电阻率的测定方法50.YB/T051-1993电解金属锰51.YB/T053-2000包芯线52.YB/T065-1995硅铝合金53.YB/T066-1995硅钡铝合金54.YB/T067-1995硅钙钡铝合金55.YB/T068-1995脱碳低磷粒铁56.YB/T077-1995焦炭光学组织的测定方法57.YB518-64回炉碳素废钢分类及技术条件58.YB519-64回炉废铁分类及技术条件59.YB4025-91铌磷半钢60.YB/T5036-1993磷铁61.YB/T5051-1997硅钙合金62.YB/T5125-1993含钒生铁63.YB/T5129-1993氧化钼块64.YB/T5140-1993氮化铬铁(GB5685-85调整)65.YB/T5210-1993铸造用磷铜钛低合金耐磨生铁66.YB/T5216-1993铌锰铁合金67.YB/Z4-75炼钢脱氧,部分铁合金用铝锭九、化验分析1.JB/T2122-1977铁素体可锻铸铁金相2.JB/T2980.1-1999熔模铸造型壳高温热变形试验方法3.JB/T2980.2-1999熔模铸造型壳高温抗弯强度试验方法4.JB/T4007-1999熔模铸造涂料试验方法5.JB/T4022.1-1999合金铸造性能测定方法自由线收缩测定方法6.JB/T4022.2-1999合金铸造性能测定方法热裂倾向的测定7.JB/T4153-1999型壳高温透气性试验方法8.JB/T4394-1999稀土镁合金稀土总量、硅、镁的化学分析方法9.JB/T5107-1991砂型铸造用涂料试验方法10.JB/T6794-1933型砂试验用模具11.JB/T9156-1999铸造用试验筛12.YB/T045-1993鳞片石墨厚度测定方法13.YB/T105-1997冶金石灰物理检验方法14.YB/T109.1-1997硅钡合金化学分析方法高氯酸脱水重量法测定钡量15.YB/T109.2-1997硅钡合金化学分析方法硫酸钡重量法测定钡量16.YB/T109.3-1997硅钡合金化学分析方法EDTA容量法测定铝量17.YB/T109.4-1997硅钡合金化学分析方法高碘酸钾亮度法测定锰量18.YB/T109.5-1997硅钡合金化学分析方法钼蓝亮度法测定磷量19.YB/T109.6-1997硅钡合金化学分析方法红外线吸收法测定碳量20.YB/T109.7-1997硅钡合金化学分析方法红外线吸收法测定硫量21.YB/T178.1-2000硅铝合金、硅钡铝合金化学分析方法高氯酸脱水重量法测定硅含量22.YB/T178.2-2000硅铝合金、硅钡铝合金化学分析方法硫酸钡重量法测定钡含量23.YB/T178.3-2000硅铝合金、硅钡铝合金化学分析方法EDTA滴定法测定铝含量24.YB/T178.4-2000硅铝合金、硅钡铝合金化学分析方法高碘酸钠分光亮度法测定锰含量25.YB/T178.5-2000硅铝合金、硅钡铝合金化学分析方法磷钼蓝分光亮度法测定磷含量26.YB/T178.6-2000硅铝合金、硅钡铝合金化学分析方法红外线吸收法测定碳含量27.YB/T327-1963耐火材料用铝土矿石分类及技术条件28.YB/T547.1-1995钒渣化学分析方法硫酸亚铁铵滴定法测定五氧化二钒量29.YB/T547.2-1995钒渣化学分析方法高氯酸脱水重量法测定二氧化硅量30.YB/T547.3-1995钒渣化学分析方法火焰原子吸收光谱法和高锰酸钾容量法测定氧化钙量31.YB/T547.4-1995钒渣化学分析方法酸碱容量法和铋磷钼蓝亮度法测定磷量32.YB/T576-1965磷铁化学分析方法33.YB/T585-1965钒铁化学分析方法34.YB/T949-1979化学分析允许差制定方法(试行)35.YB/T2429-1983耐火材料用结合粘土可塑性检验方法36.YB/T2503-1977稀土硅铁、稀土硅铁镁合金化学分析方法37.YB/T4004-1991优质镁砂化学分析方法二安替比林甲烷亮度法测定二氧化钛量38.YB/T4005-1991优质镁砂化学分析方法EDAT容量法测定氧化钙量39.YB/T4006-1991优质镁砂化学分析方法重量法测定灼烧减量40.YB/T4007-1991优质镁砂化学分析方法铬天青S亮度法测定氧化铝量41.YB/T4008-1991优质镁砂化学分析方法乙二醇盐酸容量法测定游离氧化钙量42.YB/T4009-1991优质镁砂化学分析方法钼蓝亮度法测定二氧化硅量43.YB/T4010-1991优质镁砂化学分析方法差减法测定氧化镁量44.YB/T4011-1991优质镁砂化学分析方法钼蓝亮度法测定五氧化二磷量45.YB/T4012-1991优质镁砂化学分析方法高碘酸钾亮度法测定氧化锰量46.YB/T4013-1991优质镁砂化学分析方法邻二氮杂菲亮度法测定三氧化二铁量47.YB/T5038-1993氧化钼块化学分析方法重量法测定湿存水48.YB/T5039-1993氧化钼块化学分析方法钼酸铅重量法测定钼49.YB/T5040-1993氧化钼块化学分析方法硫酸钡重量法测定硫50.YB/T5041-1993氧化钼块化学分析方法燃烧-碘酸钾容量法测定硫51.YB/T5042-1993氧化钼块化学分析方法库仑法测定碳52.YB/T5043-1993氧化钼块化学分析方法正丁醇-三氯甲烷萃取亮度法测定磷53.YB/T5044-1993氧化钼块化学分析方法苯基荧火酮试剂亮度法测定铜54.YB/T5045-1993氧化钼块化学分析方法新铜试剂亮度法测定铜55.YB/T5046-1993氧化钼块化学分析方法孔雀绿亮度法测定锑十、辅助材料1.JB/T2755-1980铸造用亚硫酸盐木浆废液粘结剂2.YB/T042-1993冶金石灰3.YB/T044-1993炼钢用石墨4.YB/T192-2001炼钢用增碳剂5.YB/T5149-1993铸钢丸(GB6484-86调整)6.YB/T5150-1993铸钢砂(GB6485-86调整)7.YB/T5151-1993铸铁丸(GB6486-86调整)8.YB/T5152-1993铸铁砂(GB6487-86调整)9.YB/T5217-1997萤石10.YB/T5279-1999石灰石十一、稀土金属及其合金1.YB/T010-1992混合稀土金属丝棒2.YB/T048-1993钢锭模中稀土棒吊挂方法3.YB/T049-1993连续结晶中稀土丝喂入法4.YB/T4040-1991氧化镝5.YB/T4041-1991氧化铒6.YB/T4045-1991金属钇7.YB/T4046-1991高钇混合稀土氧化物8.YB/T4047-1991高铕混合稀土氧化物十二、耐火材料1.GB/T2273-1998烧结镁砂2.GB/T2275-1987镁砖及镁硅砖3.GB/T2988-1987高铝砖4.GB/T2992-1998通用耐火砖形状尺寸5.GB/T2994-1994高铝质耐火泥浆6.GB/T2997-1982致密定形耐火制品显气孔率、吸水率、体积密度和真气孔率试验方法7.GB/T3003-1982普通硅酸铝耐火纤维毡8.GB/T3043-1989棕刚玉化学分析方法9.GB/T3521-1995石墨化学分析方法10.GB/T3286.1-1998石灰石、白云石化学分析方法氧化钙量和氧化镁量的测定11.GB/T3286.2-1998石灰石、白云石化学分析方法二氧化硅量的测定12.GB/T3286.3-1998石灰石、白云石化学分析方法氧化铝量的测定13.GB/T3286.4-1998石灰石、白云石化学分析方法氧化铁量的测定14.GB/T3286.5-1998石灰石、白云石化学分析方法氧化锰量的测定15.GB/T3286.6-1998石灰石、白云石化学分析方法磷量的测定16.GB/T3286.7-1998石灰石、白云石化学分析方法硫量的测定17.GB/T3286.8-1998石灰石、白云石化学分析方法灼烧减量的测定18.GB/T3286.9-1998石灰石、白云石化学分析方法二氧化碳量的测定19.GB/T5069.1-1985镁质耐火材料化学分析方法重量法测定灼烧失量20.GB/T5069.2-1985镁质耐火材料化学分析方法钼蓝亮度法测定二氧化硅量21.GB/T5069.3-1985镁质耐火材料化学分析方法重量-钼蓝亮度法测定二氧化硅量22.GB/T5069.4-1985镁质耐火材料化学分析方法邻二氮杂菲亮度法测定三氧化二铁量23.GB/T5069.5-1985镁质耐火材料化学分析方法铬天青S亮度法测定氧化铝量24.GB/T5069.6-1985镁质耐火材料化学分析方法EDTA容量法测定氧化铝量25.GB/T5069.7-1985镁质耐火材料化学分析方法二安替比林甲烷亮度法测定二氧化钛量26.GB/T5069.8-1985镁质耐火材料化学分析方法EGTA容量法测定氧化钙量27.GB/T5069.9-1985镁质耐火材料化学分析方法CyDTA容量法测定氧化镁良28.GB/T5069.10-1985镁质耐火材料化学分析方法原子吸收分光亮度法测定氧化锰量29.GB/T5069.11-1985镁质耐火材料化学分析方法原子吸收分光亮度法测定氧化钾、氧化钠量30.GB/T5989-1998耐火制品荷重软化温度试验方法示差-升温法31.GB/T6900.1-1986粘土、高铝质耐火材料化学分析方法重量法测定灼烧减量32.GB/T6900.2-1986粘土、高铝质耐火材料化学分析方法重量-钼蓝亮度法测定二氧化硅量33.GB/T6900.3-1986粘土、高铝质耐火材料化学分析方法邻二氮杂菲亮度法测定三氧化二铁量34.GB/T6900.4-1986粘土、高铝质耐火材料化学分析方法EDTA容量法测定氧化铝量35.GB/T6900.5-1986粘土、高铝质耐火材料化学分析方法过氧化氢亮度法测定二氧化钛量36.GB/T6900.6-1986粘土、高铝质耐火材料化学分析方法EDTA容量法测定氧化钙量37.GB/T6900.7-1986粘土、高铝质耐火材料化学分析方法二甲苯胺蓝Ⅰ-溴化十六烷基三甲铵亮度法测定氧化镁量38.GB/T6900.8-1986粘土、高铝质耐火材料化学分析方法原子吸收分光亮度法测定氧化钙、氧化镁量39.GB/T6900.9-1986粘土、高铝质耐火材料化学分析方法原子吸收分光亮度法测定氧化钾、氧化钠量40.GB/T6900.10-1986粘土、高铝质耐火材料化学分析方法过硫酸铵亮度法测定氧化锰量41.GB/T6900.11-1986粘土、高铝质耐火材料化学分析方法钼蓝亮度法测定五氧化二磷量42.GB/T7322-1997耐火材料耐火度试验方法43.GB/T8931-1988耐火材料抗渣性试验方法44.GB/T14982-1994粘土质耐火泥浆45.JB/T7995-1995黑刚玉化学分析方法46.YB/T099-1997石墨电极焙烧品47.YB/T101-1997炼钢电炉炉底用MgO-CaO-Fe2O3系合成料48.YB/T114-1997硅酸铝质隔热耐火泥浆49.YB/T134-1998高温红外辐射涂料50.YB/T142-1998浸渍石墨电极51.YB/T118-1997耐火材料气孔孔径分布试验方法52.YB/T370-1995耐火制品荷重软化温度试验方法(非示差-升温法)53.YB/T376.1-1995耐火制品抗热震性试验方法(水急冷法)54.YB/T376.2-1995耐火制品抗热震性试验方法(空气急冷法)55.YB/T416-1980镁质及镁硅质铸口砖56.YB/T819-1978炭电极57.YB/T894-1994平炉用镁铝砖形状及尺寸58.YB/T2217-1999电炉用球顶砖形状及尺寸59.YB/T4004-1991优质镁砂化学分析方法二安替比林甲烷亮度法测定二氧化钛量60.YB/T4005-1991优质镁砂化学分析方法EDTA容量法测定氧化钙量61.YB/T4006-1991优质镁砂化学分析方法重量法测定灼烧减量62.YB/T4007-1991优质镁砂化学分析方法铬天青S亮度法测定氧化铝量63.YB/T4008-1991优质镁砂化学分析方法乙二醇盐酸容量法测定游离氧化钙量64.YB/T4009-1991优质镁砂化学分析方法钼蓝亮度法测定二氧化硅量65.YB/T40010-1991优质镁砂化学分析方法差减法测定氧化镁量66.YB/T4011-1991优质镁砂化学分析方法钼蓝亮度法测定五氧化二磷量67.YB/T4012-1991优质镁砂化学分析方法高碘酸钾亮度法测定氧化锰量68.YB/T4013-1991优质镁砂化学分析方法邻二氮杂菲亮度法测定三氧化二铁量69.YB/T4018-1991耐火制品抗热震性试验方法70.YB/T4074-1991镁碳砖71.YB/T4075-1991锆质定径水口砖72.YB/T4076-1991连铸用熔融石英质耐火制品73.YB/T4077-1991铝碳质耐火材料化学分析方法EDTA容量法测定氧化铝量74.YB/T4078-1991锆质定径水口砖化学分析方法苦杏仁酸重量法测定二氧化锆(铪)量75.YB/T4088-2000石墨电极76.YB/T4089-2000高功率石墨电极77.YB/T4090-2000超高功率石墨电极78.YB/T5009-1993镁质耐火泥79.YB/T5010-1993平炉用镁铝砖80.YB/T5011-1997镁铬砖81.YB/T5017-2000炼钢电炉顶用高铝砖82.YB/T5018-1993炼钢电炉顶用砖形状尺寸83.YB/T5020-1993盛钢桶用高铝质衬砖84.YB/T5021-1993盛钢桶内铸钢用高铝质耐火砖85.YB/T5049-1993盛钢桶用滑动铸口砖86.YB/T5083-1997粘土质和高铝质致密耐火浇注料87.YB/T5106-1993粘土质耐火砖88.YB/T5109-1993浇铸用粘土质耐火砖89.YB/T5110-1993浇铸用耐火砖形状尺寸90.YB/T5111-1993盛钢桶用粘土质衬砖91.YB/T5112-1993盛钢桶内铸钢用粘土质耐火砖92.YB/T5113-1993盛钢桶内铸钢用耐火砖形状尺寸93.YB/T5115-1993粘土质和高铝质耐火可塑料94.YB/T5116-1993粘土质和高铝质耐火可塑料试样制备方法95.YB/T5117-1993粘土质和高铝质耐火可塑料线变化率试验方法96.YB/T5118-1993粘土质和高铝质耐火可塑料强度试验方法97.YB/T5119-1993粘土质和高铝质耐火可塑料可塑性指数试验方法98.YB/T5120-1993粘土质和高铝质耐火可塑料含水率试验方法99.YB/T5266-1999电熔镁砂100.YB/T5267-1999全天然料烧结莫来石101.YB/T5268-1999硅石102.YB/T5270-1999铝镁耐火浇注料103.YB/T5278-1999白云石十三、其它1.GB1996-80冶金焦炭2.GB3070-82沥青焦。
型铸件技术要求

第二部分铸钢铸铁件一、供货范围产品名称乙方按表1中机型所需提供铸钢件。
配套附件每批次提供试件或附铸试棒。
二、执行标准铸钢件的制作、检验及包装等应符合以下标准的要求。
若下列标准有最新版本,按照最新版本要求执行。
其它未列出的与产品有关的规范和标准,供货有义务主动向甲方提供。
所有规范和标准均应为项目采购期时的有效版本。
GB/T29021-2012 《石油天然气工业游梁式抽油机》GB/T9439-2010《灰铸铁件》GB/T11352-2009 《一般工程用铸造碳钢件》JB/T5939-1991 《工程机械铸钢件通用技术条件》GB/T 6414-1999 《铸件尺寸公差与机械加工余量》GB/T 《铸钢件超声检测第1部分:一般用途铸钢件》三、技术规范及要求抽油机配件的加工必须按照甲方提供的图纸要求进行加工制造,其中包括:设计尺寸及公差、材料规格及成份、加工的技术条件要求等。
所有组合件的焊接方式必须是手工焊接,焊缝高度执行图纸要求。
材料配件材料按照图纸上标注的材质采购。
各项指标必须达到国家标准。
牌号和化学成分铸钢件牌号和化学成分应符合表2规定。
表2 铸钢件化学成分注:①对上限减少%的碳,允许增加%的锰,最高至%;②残余元素总量不超过% 。
如需方无要求,残余元素可不进行分析。
表3 灰铸铁件化学成分注:①试棒为单铸的铸钢件应从单铸试棒和本体分别取样进行金相组织分析对比,验证两者热处理状态是否一致。
机械性能铸钢件的机械性能应符合表4的规定。
表4 铸钢件机械性能表5 铸铁件机械性能铸件几何形状、尺寸及尺寸公差铸件几何形状、尺寸、尺寸公差等级及公差,应符合由需方提供的相应图样中规定的要求。
如果由需方提供的图样中未注明铸件的尺寸公差及公差等级,均按照标准JB/T5939-1991《工程机械铸钢件通用技术条件》中规定CT12-CT13级尺寸公差等级执行。
凡由需方提供的相应图样上未注明铸造圆角大小要求的均按R10-R15mm规定执行。
通用技术要求

一 通用技术要求1 设备制造、验收、包装技术要求1.1 焊接件1.1.1 焊接结构件尺寸公差符合JB/ZQ4000.3-86中表6和表7的B级,形位公差相应按F级检验。
1.1.2 施焊焊工必须进行考核合格,并有相关的资质证书。
1.1.3 焊缝外观质量应符合JB/ZQ400.3-86中Gs级和Bk级,焊接结构件表面。
不允许有明显锤疤,伤痕,其表面飞溅物,焊渣,切割边缘,棱边,毛刺等必须打磨和清理。
1.1.4 焊缝不允许有裂纹、未焊透和任何缺陷,如达不到标准要求,允许通过碳弧气刨等方法,铲除清理干净后重焊或修磨。
1.1.5 焊接结构件(含热处理后),必须经过打磨清理,合格后涂上底漆,方可发送加工或装配,(涂漆前表面预处理质量要求见本要求第5.3.11项油漆要求)。
1.1.6 散件发货的型材数量应考虑留有一定的损耗余量。
1.2 铸件1.2.1 铸件尺寸公差、壁厚公差值应符合GB6414-86的规定,公差等级为CT14。
1.2.2 铸钢件表面粗糙度等级Ra50(GB6060.1-85)。
1.2.3 铸铁件表面粗糙度等级Ra25(GB6060.1-85)。
1.2.4 铸钢件应符合《铸钢件通用技术条件》(JB/ZQ4000.5-86)和《铸件补焊通用技术条件》的规定。
1.2.5 铸铁件应符合《铸铁件通用技术》(JB/ZQ4000.5-86)和《铸铁件补焊通用技术条件》的规定。
1.2.6 毛坯铸件必须经过喷砂,喷丸和打磨清理,合格后涂上底漆(见第5.3.11条油漆要求)。
1.3 锻件1.3.1 锻件应符合《锻件通用技术要求》(Q/ZB71-73)。
1.4 加工件1.4.1、加工件未注尺寸公差为CT12级1.4.2 符合《机械加工通用技术条件》(Q/ZB75-73)的要求。
1.5 气动系统1.5.1 所有关键的气动元器件如电磁换向阀、气缸、气动三联件、压力开关、真空发生器、真空吸盘、真空压力开关、真空减压阀、真空气阀以及气动附件必须采用国际知名供应商的产品。
灰铸铁、球墨铸铁件通用技术条件

灰铸铁、球墨铸铁件通用技术条件之阿布丰王创作1适应范围1.2铸件毛坯应符合图纸及有关技术文件的规定,图纸及技术文件未注明的按本技术条件的有关规定执行.2.概况质量2.1铸件概况不允许有冷隔、裂纹、铁豆、缩孔及影响外观的残缺类缺陷(如欠铸、机械损伤)2.2铸件的型砂、芯沙、芯骨、浇冒口和飞边应清除干净,非加工面的浇冒口残留、多肉、粘沙应铲磨平整2.3非加工面均需喷丸或滚筒处置.3.铸件毛坯公差按下表(单元mm)基本尺寸公差基本尺寸公差基本尺寸公差≤10±>63~100 ±3 >630~1000 ±>10~16 ±>100~160 ±>1000~1600 ±>16~25 ±>160~250 ±4 >1600~2500 ±>25~40 ±>250~400 ±>2500~4000 ±>40~63 ±>400~630 ±54、拔模斜度4.1起模斜度在铸件的加工面上时以增加铸件尺寸的形式,即基本尺寸定在起模斜度的小端4.2起模斜度在铸件的非加工概况上时以减少铸件尺寸的形式,即基本尺寸定在起模斜度的年夜端起模面高度≤10>10~40 >40~100 >100~160 >160~250 >25起模斜度≤2°55′1°25′40′30′25′25′正切值起模面高度>400~630 >630~1000 >1000~1600 >1600~2500 >2500起模斜度≤20′20′20′15′15′正切值mm,且不得与上表的公差值相加.6、加工余量6.1 确定回转体的加工余量时,基本尺寸可取其直径或高度中的较年夜值.6.3 直径小于50mm的孔可以不铸出.6.4 加工余量值见下表,表中每栏两个加工余量值,上面的数值以一侧为基准进行单侧加工的加工余量值;下面是双侧加工每侧的加工余量值..基本尺寸加工余量基本尺寸加工余量基本尺寸加工余量≤100 5 >250~400 >1000~1600 1512>100~1605 >400~630 11 >1600~2500 1713>160~250 86 >630~1000 1310>2500~4000 19157.内在质量要求7.1 铸件毛坯的机械性能应符合GB/T9439《灰铸铁件》和GB/T1348 《球墨铸铁件》的相应要求.7.2 铸件经加工的相对运动配合概况不得有缩松、气孔、沙眼和裂纹等缺陷存在.7.3铸件非外露的其它加工面上允许有轻微的缩松和非聚集的缺陷孔眼,其最年夜尺寸不年夜于4mm,深度不年夜于3mm 且不年夜于壁厚的1/4,在100mm×100mm范围内不很多于2个,相互间距或距边缘不小于10mm,且一个概况未几于10个.。
铸铁件通用技术条件
铸铁件通用技术条件集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收。
凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。
一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定。
2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出。
3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。
4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表3)(表4)规定的加工余量标准。
5、铸铁件尺寸偏差按(表5)(表6)(表7)的规定。
6、铸铁件的非加工壁厚和筋厚偏差按(表8)的规定。
一级精度铸件机械加工余量(毫米)表1二级精度铸件机械加工余量(毫米)表2三级精度铸件机械加工余量(毫米)表3球墨铸铁件加工余量(毫米)表4一般精度铸件尺寸偏差(毫米)表5二级精度铸件尺寸偏差(毫米)表6三级精度铸件尺寸偏差表7锻件的非加工壁厚和筋厚偏差表8注:(1)表中“公称尺寸”是指两个相对加工面之间的最大距离,或者从基准面或中心线(铸件图或零件图上标出的)到加工面的距离。
若有几个加工面到基准轴线或基准面是平行的,则“公称尺寸”必须采用最远一个加工面到基准面的距离,若加工面较大时,公称尺寸也可用加工面的最大轮廓尺寸来代替。
(2)根据零件的要求,应在铸件图或编有铸造工艺的零件图上标出精度等级,对于同一部件的不同部位,允许有不同的精度等级。
(3)铸孔的机械加工余量,不管其所在的位置如何,一般均采用各级的顶面加工余量。
铸铁件综合技术条件

铸铁件综合技术条件铸铁件综合技术条件1 主题内容与适用范围本标准>标准根据GB 9439和GB 1348的相关内容,规定了灰铸铁及球墨铸铁的牌号及铸件技术条件,以下所涉及的铸铁均指此两类铸铁件。
本标准适用于砂型或导热性与砂型相当的铸型铸造的铸铁件。
对用其他铸型铸造的铸铁件亦可参照使用。
2 铸铁牌号2.1 根据GB 5612的规定,灰铸铁的牌号按Ф30单铸试棒的抗拉强度,将其分为HT100、HT150、HT200、HT250、HT300和HT350六个牌号。
2.2 根据GB 5612的规定,球墨铸铁的牌号分为单铸和附铸试块两类。
2.2.1单铸试块的机械性能分为QT400-18、QT400-15、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2、QT900-2八个牌号。
2.2.2 附铸试块的机械性能分QT400-18A、QT400-15A、QT500-7A、QT600-3A、QT700-2A 五个牌号(注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别单铸试块测定的性能)。
3 技术要求3.1 生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定,但必须保证本标准及相关文件规定的铸铁牌号及相应的机械性能指标。
如本组织或顾客对化学成分及热处理方法有特殊要求时,由双方在订货协议或相关文件中规定。
3.2 机械性能3.2.1 单铸试棒(块)的机械性能3.2.1.1 本标准根据单铸试棒加工成试样进行测定灰铸铁的抗拉强度,球墨铸铁的机械性能以抗拉强度和延伸率两个指标作为验收依据。
其机械性能见表1的规定:表1 单铸试棒(块)的机械性能注:验收时,n牌号的灰铸铁,其抗拉强度应在n至(n+100)Mpa的范围内。
3.2.1.2 球墨铸铁件单铸试块的冲击试验只适用于表2规定的牌号,并且仅在本组织或顾客要求做冲击试验时,冲击值才作为验收依据。
表2 球墨铸铁件单铸试块V型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
铸铁件通用技术条件
交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件;对本标准中未定的特殊要求;应在图纸或专用技术条件中补充规定;铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收..凡本标准中所以用的国标;部标或其他标准;均以最新标准为准..一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定..2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出..3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据;其化学成分、金相组织和硬度值的误差;如图纸无特殊要求;一般不做验收依据..4、铸铁件的外形和尺寸均应符合图纸要求;机械加工余量按表1表2表3表4规定的加工余量标准..5、铸铁件尺寸偏差按表5表6表7的规定..6、铸铁件的非加工壁厚和筋厚偏差按表8的规定..一级精度铸件机械加工余量毫米表1二级精度铸件机械加工余量毫米表2三级精度铸件机械加工余量毫米表3球墨铸铁件加工余量毫米表4一般精度铸件尺寸偏差毫米表5二级精度铸件尺寸偏差毫米表6三级精度铸件尺寸偏差表7锻件的非加工壁厚和筋厚偏差表8注:1表中“公称尺寸”是指两个相对加工面之间的最大距离;或者从基准面或中心线铸件图或零件图上标出的到加工面的距离..若有几个加工面到基准轴线或基准面是平行的;则“公称尺寸”必须采用最远一个加工面到基准面的距离;若加工面较大时;公称尺寸也可用加工面的最大轮廓尺寸来代替..2根据零件的要求;应在铸件图或编有铸造工艺的零件图上标出精度等级;对于同一部件的不同部位;允许有不同的精度等级..3铸孔的机械加工余量;不管其所在的位置如何;一般均采用各级的顶面加工余量..4铸件精度等级说明:一级精度铸件——指尺寸精度和表面光洁度要求很高的铸件;如熔模精密铸造;以及其他特殊工艺方法所铸成的精密铸件..二级精密铸件——自尺寸精度和表面光洁度要求较高或者大批量生产的铸件主要是用机器造型的方法获得的..三级精度铸件——指尺寸精度要求较低;机械化程度不高及工艺装备不够完善或少量单件生产的铸件;主要是用手工造型的方法获得的..7、球墨铸铁机械性能一般均要经热处理获得;有些铸件也可直接在铸态下获得;对定性批量生产的相类似的铸件如减速箱壳体铸铁制动轮等应定期进行破坏性检查或取批量的1/100;检查内部缺陷;对重要铸件应进行无损探伤..8、浇口、冒口、毛边、飞刺、披锋、多内和凸出部分应铲除或磨掉..灰口铸铁铲除的根部最多不突出5mm;凹入3mm;球墨铸铁按下列数据:冒口直径或厚度mm<50 50~100 101~200 201~400 401~600 601~800±2 ±3 ±4 ±6 ±8 ±10 但若凹入铸件表面时;对加工面不超过铸件尺寸的下偏差和加工余量的下偏差;即为合格..9、铸件不应有降低强度和损害外观的气孔、缩孔、渣眼;浇不足、夹渣等缺陷;此种缺陷在下列情况下允许补焊..1对球墨铸铁件;铲除缺陷后的单个面积;铸件在50Kg以下不大于5cm2;50Kg以上时不大于8cm2;深度都不超过该处壁厚的50%;在同一个铸条上有这样的缺陷的数目不多于3处..2对灰口铸铁件缺陷铲除深度;对不加工面不得超过该处名义壁厚的50%;在加工面不超过该处名义壁厚的30%;补焊后焊肉金属与本体金属的重量比应在下列范围:50Kg以上 1.0%5~50Kg 2.0%5Kg以下 3.0%缺陷超过以上规定或产生裂纹的铸件应报废..10、在铸件不加工的次要表面上允许有不集中而细小的渣渣和脏物、小型气孔;粘砂和砂眼等缺陷;但这些缺陷面积不能超过铸件面积的5%;其深度不能超过相应厚度的10%..11、补焊缺陷应遵守下列条件:1 缺陷铲除知道呈现良好金属为止..2 对重要零件所用焊条;能保证其焊接机械性能不低于铸件本身性能..3 在补焊后进行热处理;对球墨铸铁件应进行高温退火不影响零件性能的焊补经技术检验允许可不进行热处理..4 对重要零件焊补处与主金属的硬度不超过HB30.二试验方法及验收规则12 试验用的试棒可与铸件分开单独铸出;用同一炉次、同一牌号的铁水在相同的砂型内浇铸;并应采用立铸或底铸;用金属模铸出的铸件;其试样在成品铸件上切取或用金属模浇铸 ;连续浇铸的铸件;则在成品上切取..13 试样每组至少三根;浇铸时间及切取位置应考虑到能代表该铸件的质量;不准用交界铁水或最初或最末包铁水浇铸试样..14 灰口铸铁的试验方法;按国标GB977—67的规定;抗弯和挠曲试验用试样尺寸为φ30x340mm..球墨铸铁的抗拉试验按GB228—76;冲击试验按GB229—63.硬度试验如在图纸或其他专用文件中没有规定试验的部位;通常以试棒硬度为准;方法按GB231—63规定..在铸件上测定时;应将测定部位加工过不小于1mm深度;方法可用砂轮、锉刀、凿刀或机床切削..15 对HT20—40以上牌号铸铁;同一炉、同一牌号者应浇取试棒一组三根作机械性能试验..16 对灰口铸铁件如无特殊要求时;首先进行抗弯试验实验结果有两根合格;该批铸件即为合格..如抗弯性能不合格;则在进行抗拉强度;其中有两根合格即为合格抗拉强度试样用折断的抗弯强度试样下半段加工而成..17 若试样有缺陷造成试样不合格时;则以备用试样重新试验..18 成品铸件验收由技术检验科执行;外形毛坯质量和铸件理化性能;以及其他技术要求按厂标“JQ/GJ8—5—82铸铁质量评级标准”和本技术条件的规定..三标志和证明书19 业经验收的铸件应在不加工的表面上由检验员打上或油漆写上合格的标记;每批铸件检验或抽查结果;如外形毛坯评定等级、理化性能、存在缺陷以及修补情况均应详细记录;一式不少于两份;一份交车间;一分检验科存档.. 20 对外厂订货铸件;每批应附有证明书;其上应注明下列各项:1 炉号2 铸铁牌号3 图号4 对图纸有要求的重要铸件应提供机械性能试验结果或提供试棒。
铸件外观质量验收规程

铸件表面质量验收规程编制:审核:批准目录1、目的 (2)2、适用范围 (3)3、引用标准 (3)4、验收方案及检验频次 (3)5、验收项目及标准 (3)5.1铸件表面缺陷的检验 (3)5.1.1表面缺陷检验一般要求 (3)5.1.2铸件外观质量等级 (4)5.1.3检验方法 (5)5.2 铸件尺寸的检验 (5)5.2.1铸件毛坯尺寸公差 (5)5.2.6铸件尺寸检验的规范 (8)5.2.7铸件尺寸的检验方法 (9)5.3 铸件重量检验 (9)5.4 表面粗糙度检验 (9)5.5 表面清理质量检验 (11)6、其他验收要求 (11)1、目的为加强本公司对外协铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规程。
2、适用范围本规范适用于公司所有采用砂型铸造,黑色和有色合金铸件的外观质量验收,包括表面缺陷、尺寸精度、重量偏差、表面粗糙度的验收。
3、引用标准(1)JB/T 5000.4-2007重型机械通用技术条件第4部分铸铁件(2)JB/T 5000.6-2007重型机械通用技术条件第6部分铸钢件(3)GB6414-1999 铸件尺寸公差与机械加工余量(4)GB/T6060.1-1997 表面粗糙度比较样块。
(5)GB/T15056-1994 铸造表面粗糙度评定方法。
(6) Q/XC5101-2001 铸铁件通用技术条件。
(7) Q/XC512-90 有色合金通用技术条件。
4、验收方案及检验频次4.1表面缺陷项目为全检项,样件首检和批量供货,均要进行逐个检验,检验频次为100%。
4.2关键尺寸实行100%全检,非关键尺寸抽检10%。
4.4重量偏差与表面粗糙度的验收根据具体技术要求执行,无要求时可不做检验。
5、验收项目及标准铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、重量偏差、形状偏差、表面粗糙度和铸件表面清理质量等。
5.1铸件表面缺陷的检验5.1.1表面缺陷检验一般要求(1)铸件非加工表面上的浇冒口应尽可能清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收。
凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。
一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定。
2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出。
3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。
4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表3)(表4)规定的加工余量标准。
5、铸铁件尺寸偏差按(表5)(表6)(表7)的规定。
6、铸铁件的非加工壁厚和筋厚偏差按(表8)的规定。
一级精度铸件机械加工余量(毫米)表1铸件最大尺寸浇注时位置公称尺寸≦50>50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~3150>3150~5000≦120 顶 2.5 2.5面、底面、侧面2.0 2.0>120~260 顶面、底面、侧面2.52.03.02.53.02.5>260~500 顶面、底面、侧面3.52.53.53.04.03.54.53.5>500~800 顶面、底面、侧面4.53.54.53.55.04.05.54.55.54.5>800~1250 顶面、底面、侧面5.03.55.04.06.04.56.54.57.05.07.05.0>1250~2000 顶面、底面、侧面5.54.06.04.56.54.57.05.07.05.07.55.58.06.0>2000~3150 顶面、底面、侧面6.04.06.54.56.54.57.55.08.05.58.56.09.06.59.56.5>3150~5000 顶面、底面、侧面6.55.06.55.07.05.07.55.58.06.09.06.59.57.0107.5118.5二级精度铸件机械加工余量(毫米)表2铸件最大尺寸浇注时位置公称尺寸≦50 >50~12>120~26>260~50>500~80>800~125>1250~200>2000~315>3150~5000>5000~630≦120 顶面、底面、侧面3.52.54.03.0>120~26 0 顶面、底面、侧面4.03.04.53.55.04.0>260~50 0 顶面、底面、侧面4.53.55.04.06.04.56.55.0>500~80 0 顶面、底面、侧面5.04.06.04.56.54.57.05.07.55.5>800~12 50 顶面、底面、侧面6.04.07.05.07.05.07.55.58.05.58.56.5>1250~2 000 顶面、底面、侧面7.04.57.55.08.05.58.06.09.06.59.06.5107.5>2000~3 150 顶面、底面、侧面7.05.07.55.08.05.58.56.09.06.5107.0118.0129.0>3150~5 000 顶面、底面、侧面7.55.57.55.58.06.08.56.09.06.5107.0118.0129.01310>5000~6 300 顶面、底面、侧面7.55.58.06.08.56.59.07.0107.5118.0129.0131014111512三级精度铸件机械加工余量(毫米)表3铸件最大尺寸浇注时位置公称尺寸≦50 >50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~3150>3150~5000>5000~6300≦120 顶面、底面、侧面4.5 3.5>120~2 60 顶面、底面、侧面5.04.05.54.5>260~5 00 顶面、底面、侧面6.04.57.05.07.06.0>500~8 00 顶面、底面、侧面7.05.07.05.08.06.09.07.0>800~1 250 顶面、底面、侧面7.05.58.06.08.06.09.07.0107.5>1250~ 2000 顶面、底面、侧面8.06.08.06.09.07.09.07.0108.0129.0>2000~ 3150 顶面、底面、侧面9.07.09.07.0108.0108.0119.0129.01410>3150~顶面、9.07.0108.0108.0119.0129.01411151216135000 底面、侧面>5000~ 6300 顶面、底面、侧面9.07.0108.0119.0129.013101411161318152017>6300~ 10000顶面、底面、侧面9.07.0108.0119.01210141116131815201722192421球墨铸铁件加工余量(毫米)表4铸件最大尺寸浇注时位置公称尺寸≦5>50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~315>3150~500>5000~630≦120 顶面、底面、侧面4-53-45-64-6>120~26 0 顶面、底面、侧面5-64-55-74-56-85-6>顶5-6 6-7 7-9 7-9260~50 0 面、底面、侧面4-5 5-6 5-6 6-7>500~80 0 顶面、底面、侧面6-75-67-85-67-95-78-106-78-106-8>800~12 50 顶面、底面、侧面7-85-67-96-78-106-78-106-79-116-89-117-9>1250~2 000 顶面、底面、侧面7-85-68-106-88-106-89-107-99-117-910-127-911-138-10>2000~3 150 顶面、底面、侧面8-96-79-107-89-117-99-117-910-117-911-138-1112-149-1113-1510-12>3150~5 000 顶面、底面8-96-79-117-99-117-99-128-910-128-1012-149-1113-1510-1214-1611-1315-1812-15、侧面>5000~6 300 顶面、底面、侧面8-106-89-117-99-117-910-128-1011-138-1112-1510-1214-1611-1315-1712-1416-2013-1717-2214-19一般精度铸件尺寸偏差(毫米)表5铸件最大尺寸公称尺寸≦5>50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~3150>3150~5000≦120 ±0.2 ±0.3>120~26±0.3 ±0.4 ±0.6>260~50±0.4 ±0.6 ±0.8 ±1.0>500~1250±0.6 ±0.8 ±1.0 ±1.2 ±1.4 ±1.6>1250~3150±0.8 ±1.0 ±1.2 ±1.4 ±1.6 ±2.0 ±2.5 ±3.0>3150~5000±1.0 ±1.2 ±1.5 ±1.8 ±2.0 ±2.5 ±3.0 ±4.0 ±5.0二级精度铸件尺寸偏差(毫米)表6铸件最大尺寸公称尺寸≦50 >50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~3150>3150~5000>5000≦260 ±0.5 ±0.8 ±1.0>260~500 ±0.8 ±1.0 ±1.2 ±1.5>500~1250 ±1.0 ±1.2 ±1.5 ±2.0 ±2.5 ±3.0>1250~3150±1.2 ±1.5 ±2.0 ±2.5 ±3.0 ±4.0 ±5.0 ±6.0>3150~6300±1.5 ±1.8 ±2.2 ±3.0 ±4.0 ±5.0 ±6.0 ±7.0 ±9.0 ±12三级精度铸件尺寸偏差表7铸件最大尺寸公称尺寸≦5>50~120>120~260>260~500>500~800>800~1250>1250~2000>2000~3150>3150~5000>5000~6300>6300~10000≦500 ±1.0 ±1.5 ±2.0 ±2.5>500~1250±1.2 ±1.8 ±2.2 ±3.0 ±4.0 ±5.0>1250~ 3150 ±1.5±2.0 ±2.5 ±3.5 ±5.0 ±6.0 ±7.0 ±9.0>3150~6300±1.8 ±2.2 ±3.0 ±4.0 ±5.5 ±6.5 ±8.0 ±10 ±12 ±15>6300~10000±2.0 ±2.5 ±3.5 ±4.5 ±6.0 ±7.5 ±9.0 ±11 ±14 ±17 ±20锻件的非加工壁厚和筋厚偏差表8铸件最大尺寸铸件壁厚或筋厚精度等级ⅠⅡⅢ偏差≦500 ≦6 ±0.2 ±0.4 ±0.8>6~10 ±0.3 ±0.5 ±1.0 >10~18 ±0.5 ±0.8 ±1.5 >18~30 ±0.8 ±1.0 ±1.5 >30~50 ±0.8 ±1.2 ±2.0 >50~80 ±1.0 ±1.5 ±2.5 >80~120 ±1.0 ±1.8 ±2.5>500~1250 ≦10 ±0.3 ±0.8 ±1.2 >10~18 ±0.5 ±1.2 ±1.5 >18~30 ±0.8 ±1.5 ±2.0 >30~50 ±1.0 ±1.8 ±2.0 >50~80 ±1.2 ±2.0 ±2.5 >80~120 ±1.5 ±2.5 ±3.0>1250~2500 ≦10 ±0.5 ±1.2 ±1.5 >10~18 ±0.8 ±1.5 ±2.0 >18~30 ±1.0 ±2.0 ±2.5 >30~50 ±1.2 ±2.5 ±3.0 >50~80 ±1.8 ±2.5 ±3.0 >80~120 ±2.0 ±3.0 ±3.5>2500~4000 ≦18 ±1.0 ±1.5 ±2.0 >18~30 ±1.2 ±2.0 ±2.5 >30~50 ±1.5 ±2.5 ±3.0 >50~80 ±2.0 ±3.0 ±3.5 >80~120 ±2.5 ±3.5 ±4.0>4000 ≦18 ±2.0 ±3.0 >18~30 ±2.5 ±3.5 >30~50 ±3.0 ±4.0 >50~80 ±3.5 ±4.5 >80~120 ±4.0 ±5.0注:(1)表中“公称尺寸”是指两个相对加工面之间的最大距离,或者从基准面或中心线(铸件图或零件图上标出的)到加工面的距离。