动车组转向架构架加工工艺分析
JW4G转向架构架组焊工艺分析

中图分类号 : U2 7 0. 3 3 l . 8; T G4 5 7 . 2 1
文献标识码 : B
1 J W4 G 转 向架 构 架 产 品特 点
工程维 护 车辆 主要用 于各 种铁路 设备 的维 护 和 保养 , J W4 G转 向 架 是 工 程 维 护 车 辆 转 向架 中 的 主 要 品种 , 该转 向架构 架 包 括 侧 梁 、 横梁、 端 梁 及相 关
理, 如 采用 高温退 火 , 退火 后 须进 行 抛 ( 喷) 丸处 理 , 并 及 时涂环 氧脂 保护 漆 。
整一 检查 一 构架整 体 加工 。
2 . 2 前 期 准 备 工 作
准备 好所 需工 卡 量具 、 焊接 平 台等 , 检查 所用 焊 材、 气体 等是 否合 格 , 检查所 用 各种 焊接设 备 是否 运 转 正常 , 准备 本部 件生 产 中所需 用 到的工 装夹 具 , 复
焊接 变形 , 除 采用 富氩 焊 接 、 整体 热 处 理 、 整 体 机 加
收 稿 日期 : 2 o 1 4一 o 1— 0 7
料 侧 弯等各 类残 余 变 形 , 减 少 了机 加 工 铣 直 边 工 序 及 矫 正工作 量 。下料 后板 件预 制 主要使 用数 控折 弯
作 者 简 介 :胡 大 田( 1 9 8 6一) , 男, 工程师 , 本科。
1 4
胡 大 田 J W4 G 转 向 架 构 架 组 焊 工 艺 分 析
机等 设备 。
2 . 3 构 架 1次 组 对
2 . 4 构 架 1次 焊 接
相比 C O , 气 体保 护 焊 , 富 氩气 体 保 护 焊使 得 电
动车组拖车转向架工艺过程

动车组拖车转向架工艺过程嘿,朋友!咱今儿来聊聊动车组拖车转向架工艺过程,这可是个相当有趣且重要的事儿!您想想,动车组跑得那么快,那么稳,这转向架可功不可没呀!就像人的两条腿,得结实,得灵活,才能跑得又好又顺溜。
先说这转向架的结构设计,那可得精精细细,不能有半点儿马虎。
就好比盖房子,地基得打好,框架得搭稳,这转向架的结构就得设计得恰到好处。
各个零部件的位置、形状、尺寸,都得经过反复琢磨,计算,试验。
这可不是闹着玩的,要是设计出了岔子,那动车组还能跑得稳当吗?然后是材料的选择。
这材料就像是做菜的食材,得新鲜,得优质。
高强度的钢材,耐磨的合金,都得挑最好的。
您说要是用了质量不行的材料,这转向架能经得住长时间的折腾吗?接下来是加工制造环节。
这就像大厨炒菜,火候、手法都得掌握好。
各种机床、设备轰隆隆地运转,把原材料一点点变成需要的形状和尺寸。
师傅们那专注的眼神,熟练的操作,就跟艺术家创作一样。
每一个切削,每一个焊接,都得精准无误。
再说说组装。
这可真是个细致活儿,大大小小的零件,得像拼图一样严丝合缝地装在一起。
螺丝要拧紧,部件要对齐,一点儿差错都不能有。
这就像搭积木,要是哪块没放对,整个就可能垮掉。
还有调试和检测。
这就好比给新做好的鞋子试试合不合脚。
各种参数要测,各种性能要试,发现问题就得赶紧解决。
不然等动车组跑起来出了问题,那可就麻烦大啦!这动车组拖车转向架工艺过程,每一个步骤都像是一场精彩的表演,都需要精心准备,认真对待。
只有这样,才能保证动车组安全、快速、平稳地奔跑在铁轨上。
您说,是不是这个理儿?所以啊,别小看这转向架工艺过程,这里面的学问大着呢!它关乎着我们每一次出行的安全和舒适,是无数人智慧和汗水的结晶。
咱们得为那些默默付出的工作人员点个赞!。
高速动车组转向架构架焊接工艺与变形关系
高速动车组转向架构架焊接工艺与变形关系摘要:高速动车组的整体运行效果是需要通过转向架结构焊接工艺的提升,能够有效实现的,这能够保证乘客们的舒适程度及安全性。
在这样的情况下,相关工作人员就必须要对转向构架焊接工艺进行调整,并使用新的方式来切实提升其整体应用水平。
为此,文章从高速动车组转向架焊接工艺与变形的关系这一角度进行分析。
关键词:高速动车组;转向架构架;焊接与变形关系引言从目前情况来看当前的实践工作要求比较高,所以高速动车组在进行转向架构焊接的工作当中要充分重视。
从其自身的角度出发来了解焊接工艺与变形之间的关系从根本上杜绝变形问题,这样有助于其自身价值的有效发挥。
也通过这样的方式使整体工作更加合理化,确保焊接变形控制的最终工作效率与质量。
一、动车组转向架构架的工艺实施(一)工艺文件编写在当前的工作当中,动车组的转向构架的施工工艺需要通过信息数据来进行重新编写,这样能够保证新时期能够达成构建要求。
同时将数据的变化情况也要进行充分的记录,以此来与以往的文件进行对比,根据当前的设计相关工作的文件数据进行重新编写,从而在数据方面使其更加具有精准度。
在基本的加工工序及坐标信息的内容当中,也要进行进一步编写,这也是工艺文件编写的必要条件。
(二)数控程序的具体编写对于具体的加工工作是依靠数学可以完成的,所以在现如今的动车组转向架结构加工的工作当中,要想实现其整体的控制,必须要以数据为载体。
所以在这种情况下,对于数据的控制必须要结合实际质量需求来制定,并且保证与整体工作具有一定的关联性。
在通常情况下,其整体的程序具体编写需要,结合实际参数来视,情况而定,并且在开始工作之前做好全面的准备工作,以免出现纰漏影响后续的工作质量。
同时如果完成了编写工作之后,还需要进行二次检验,确保程序代码及二次开发代码之间的数据一致性从而确保加工能够控制在合理的范围之内,并具有较强的稳定性。
(三)数控程序检验与加工初试无论是何种编程的方式在开始进行构架之前,必须都要进行数控的全面检验,才能进行后续的工作。
hxd3型电力机车转向架构架焊接工艺研究
hxd3型电力机车转向架构架焊接工艺研究3型电力机车是中国一种重要的客运机车,被广泛地应用于各种客运铁路线路。
本文的主要内容为3型电力机车的转向架构架焊接工艺研究:转向架构架焊接工艺原理、转向架构架焊接性能、转向架构架焊接工艺优化及焊接技术对转向架构架力学性能的影响等。
一、转向架构架焊接工艺原理转向架构架焊接工艺是指采用熔焊原理,将车轮与转向架构架牢固地结合在一起的焊接工艺。
转向架构架焊接工艺中采用的是底焊和填充焊,两种焊接方式都利用熔焊焊丝接头,可以较好地实现车轮与转向架构架的牢固连接。
首先采取底焊的方式,将车轮与转向架构架连接起来,底焊的焊缝类型主要有T形焊缝、Y形焊缝和U形焊缝,焊缝的尺寸主要根据车轮和转向架构架尺寸的大小而定。
其次,采取填充焊接方式,将车轮与转向架构架焊接接头固定。
填充焊接方式可以保证焊接接头的稳定性,从而确保车轮和转向架构架的牢固连接。
二、转向架构架焊接性能转向架构架焊接的主要性能包括拉伸强度、抗拉强度、抗弯强度、抗疲劳强度等。
拉伸强度是指焊接接头抗拉负荷所能达到的最大强度;抗拉强度是指焊接接头抗拉负荷所能达到的最大抗拉强度;抗弯强度是指焊接接头抗弯负荷所能达到的最大强度;抗疲劳强度是指焊接接头抗疲劳负荷所能达到的最大强度。
转向架构架焊接的性能取决于焊材的种类、焊条的尺寸、焊接温度和焊接护套的种类等。
由于转向架构架的负荷变化很大,因此在转向架构架焊接时要求焊材的耐疲劳强度更高。
三、转向架构架焊接工艺优化为了提高转向架构架焊接性能,采用有效的工艺优化方法可以提高焊接质量。
首先,采用合理的焊材,在选择焊材的同时,应根据转向架构架的尺寸和承载能力,选择适当的焊材,以满足焊接性能的要求。
其次,采用适当的焊接护套,焊接护套的种类及厚度应根据熔焊焊丝的材质、焊接温度及所需焊接工艺而定。
第三,采用合理的焊接参数,在焊接过程中,采用合理的焊接参数,包括焊接电流、焊接温度、焊接时间等,确保焊接接头的质量。
机车转向架构架制造工艺探讨
机车转向架构架制造工艺探讨摘要:随着我国轨道交通的快速发展,铁路机车的保有量及需求量也在逐年升高,路局对机车的制造质量和产品寿命有了更高的要求。
转向架构架是机车的重要组成之一,它的制造质量是确保运行安全的关键,因此在产品制作过程中,构架的制作工艺水平是十分重要的。
所以应当探讨制造技术的难点,为提高转向架构架制造工艺,起到积极的推动作用。
关键词:机车;转向架;构架制造;工艺列车的运行主要是依靠机车来实现的,要想确保机车的稳定,就要提高整体的安全稳定,这也是安全运行的关键。
转向架是机车的组成部件之一,各种载荷依靠它来传递,并通过轮轨间的粘着产生机车的牵引力。
转向架的生产质量直接影响机车的牵引能力、运行品质、轮轨的磨耗和列车的安全。
特别是机车向高速、重载、大功率方向发展,对转向架的要求就更高了。
所以要不断提高转向架的制造质量,尤其是对转向架的构架制造工艺,应当认真地探讨和研究,以促进转向架构架制造技术和工艺不断地创新。
1机车转向架构架组成构架是机车转向架的重要部件之一,是连接转向架各部分的骨架,它需要承受机车上部所有结构和设备的重量,还需承受和传递机车在运行过程中随机产生的各种外界激励力。
为了保证转向架其他部件可靠的工作,要求构架不仅有足够的强度和刚度,同时应具有足够的尺寸精度,才能满足机车在高速、重载的前提下,平稳、安全、可靠的运行。
随着机车生产制造技术的不断发展,对于构架制造工艺的要求也在不断提高,运用先进的工艺技术提高构架制造质量,是目前转向架制造技术的主要发展趋势。
构架由左、右两根侧梁、一根或几根横梁组成。
二轴转向架的构架中间有一根横梁,两端各有一根端梁,部分结构没有端梁,为H形构架。
三轴转向架中间有两根横梁,两端通常设有端梁,见图1。
构架各梁通常用钢板焊接而成,焊接构架比铸钢构架轻。
轮对通过轴箱和一系悬挂装置定位于侧梁。
侧梁是构架的主要构件,向轮对传递垂向力、纵向力和横向力。
车体通过二系悬挂装置向构架传递垂向力和横向力。
CR400BF动车组转向架的组装检修工艺分析
CR400BF动车组转向架的组装检修工艺分析发布时间:2021-03-02T04:58:59.337Z 来源:《中国科技人才》2021年第3期作者:张涛[导读] 在动车组当中,转向架是十分重要的组成部件,对于车辆行驶过程中的安全性和稳定性具有重要影响,而且也关系到乘客的乘坐舒适度。
中国铁路北京局集团有限公司天津动车客车段天津 300161摘要:在动车组当中,转向架是十分重要的组成部件,对于车辆行驶过程中的安全性和稳定性具有重要影响,而且也关系到乘客的乘坐舒适度。
对此,相关工作人员需要合理运用动车组转向架组装检修工艺,完成转向架的具体组装和检修过程。
本文针对CR400BF动车组转向架的组装检修工艺进行分析,介绍了动车组转向架组成,分析了转向架的检修工艺,探讨了目前转向架的检修现状,并提出具体的优化方案,希望能够为相关工作人员起到一些参考和借鉴。
关键词:CR400BF动车组;转向架;组装检修;工艺分析前言在CR400BF动车组当中,转向架是十分关键的一项系统组成,其质量对于车辆的行驶稳定性和乘坐舒适性具有直接影响。
而转向架的检修工作属于三级修和四级修,在具体的检修工艺当中包含了许多复杂和繁琐的工艺流程,对此,为了全面提升动车组转向架的组装检修水平,需要深入分析转向架检修工艺的各项环节,把握各项检修要点,并结合转向架检修现状合理制定优化方案,以此来全面完善动车组转向架的组装检修工艺,保证转向架质量,保障动车组的安全稳定运行[1]。
一、动车组转向架组成在高速动车组当中,转型架是重要的走行装置,具体包括轮对轴箱装置、悬挂装置、构架以及牵引装置等。
在实际使用过程当中,转向架具有承载、牵引、导向、减震以及制动等相关作用。
首先,构架是转向架元件的重要安装基础,不仅需要将自重以及载重在内的垂向静载荷进行传递,同时还需要对车体以及轮轨间的垂向动载荷进行承受。
其次,轮动装置具体包括制动盘、车轴、轴承、齿轮箱以及车轮等相关部件,而轮对又可以具体分为拖车轮对和动力轮对。
有关CR400BF转向架架构及制造工艺的思考
有关CR400BF转向架架构及制造工艺的思考摘要:CR400BF转向架构架是高铁列车重要部件之一,在制造过程中必须严格控制工艺流程和工艺标准,确保质量。
在产品生产实际中,难免因为各种因素影响产品质量。
本文在提高转向架架构生产工艺技术水平提出了一定建议,能够提高工艺水平,加速数字化生产进程。
关键词:CR400BF;转向架架构;制造工艺高铁是现代人出行主要交通方式之一,随着人们对高铁运行速度要求越来越高,高铁生产技术也不断发展完善。
转向架是高铁列车上一个非常重要的部件,列车行进中的牵引、制动、荷载等重要工作都施加在转向架上。
转向架设计工艺和生产质量也将直接影响到列车运行的安全性能。
由中国铁路总公司主导,国内目前已经成功研发高技术标准的标准动车组,这是一项由国内车辆轨道著名企业、科研部门、高校等各个领域合作取得的尖端技术。
中国标准动车组具有智能化、人性化、自动化的特点,体现出了技术的创新性、经济性等特点。
目前中国标准动车组主要分为两种车型:CR400AF和CR400BF。
本文重点介绍CR400BF车型转向架制造工艺,该车型研发生产厂家为中车长客股份公司。
1 CR400BF转向架构架结构转向架的基础部分是构架,这一部分不仅是安装所有零件的基础,也是转向架上受力的核心部分。
因此转向架在设计上,结构、尺寸、形状都要能够满足不同零件安装的需要,其材质构造的承重能力也要能够满足列车对转向架受力承重的力学要求。
CR400BF采用焊接结构转向架,主体部分是一个“H”型框架,由两个侧梁和一个横梁构成。
侧梁均为箱体结构,箱体由上、下两个盖板和两侧各一个立板构成,箱体截面是一个U型结构。
箱体外面安装扭杆座、抗蛇行减振器座、转臂定位座等零件。
横梁由侧梁箱体内侧两个侧面立板连接而成,牵引电机、齿轮箱、牵引拉杆、横向减振器等部件均安装在横梁组上。
和横梁箱体过渡连接位置设有两根制动梁,用于安装轴盘制动夹钳。
侧梁和横梁安装方式均采用插接方式,侧梁上部盖板和横梁的上部盖板之间设有一个连接块,二者均向内延伸实现连接。
动车组构架数控加工工艺简述

动车组构架数控加工工艺简述摘要:本文浅显地阐述了动车组构架作用,数控加工的优点;对构架加工工艺的分析、数控加工设备的介绍、工艺路线的制定及实施进行了简要介绍。
希望能够对专业工作人员有所帮助,能够更好的做好构架加工工作,从而改善动车组的生产质量,保障动车组的安全运行。
关键词:动车组构架;数控;加工工艺1.引言近年来,随着国家铁路建设的发展,高速铁路交通发展十分迅猛,动车组的普及为人们的日常出行带来了极大的方便,是当下客运业务的主力军。
动车组转向架构架是动车组整车的重要组成部分,是保障高速动车组能够正常运行的关键。
构架加工是构架生产过程的核心内容之一,因此,对构架加工工艺进行重点研究是保障动车组制造质量的重要手段之一。
加工质量稍有偏差,将会给行车安全造成严重的后果。
2.动车组构架简介构架是转向架母体骨架,转向架其它的零部件都依附构架的各个位置。
动车组构架结构为H型构架,由左右两个侧梁、两个横梁、两个纵向连接梁、两个空气弹簧支撑梁和其他附件焊接组合而成。
具体结构见图1。
图1 构架结构示意图3.数控加工的优点数控加工,通常指将零件通过数控机床进行加工的工艺过程。
数控加工具有很强的加工能力,而且自动化程度高,不需要人工进行控制和更换刀具,降低了对操作工的需求,同时能够减少工人的劳动强度,加工质量稳定,效率高。
数控加工同时具有很高的适应性,面对不同的零件加工,仅需输入与零部件相对应的数控程序即可,柔性较好。
通过数控机床的自动换刀,可将多个加工工序集成化,节约场地同时又能减少各中间环节的储运时间及成本。
4.构架数控加工工艺分析4.1 构架结构及图纸分析构架为H型结构,由侧梁、横梁、纵向连接梁、空气弹簧支撑梁和其他附件焊接组合而成;轮对通过转臂式轴箱体与构架定位转臂相连接,横梁结构最为复杂,是牵引装置和制动装置的安装点。
构架毛坯材料为低碳钢,硬度适宜,具有很好的可加工性。
构架结构较紧凑、加工部位多、加工精度要求较高,导致加工难度较大。
关于动车组转向架构架的加工工艺探索

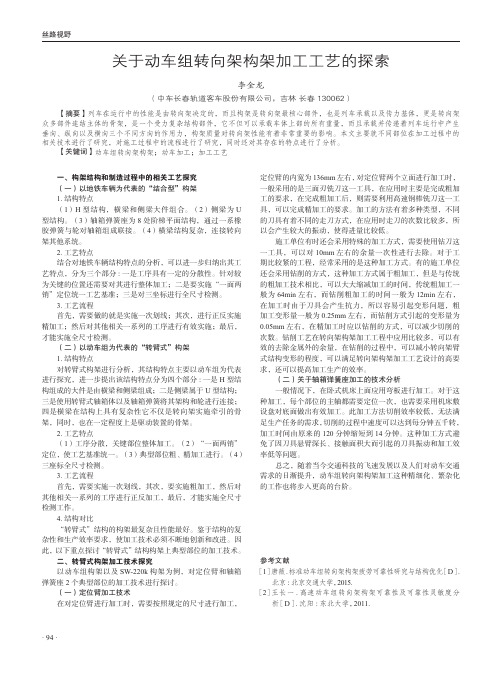
基础 , 选择最合适的相应设备。 比如 在 该 企 业 中 选 用 的 便 是 设 备 便 是 一 日产 的 交 换 工 作台 , 尺寸为长5 m, 宽2 . 5 I n, 龙 门通 过 尺 寸 为3 . 3 m, 主 轴的 转 量可 以 达 到4 0 0 0 r /r ai n 。 该 设 备 属 于 目前 动 车 转 向 架 构 架 加 工 中 较 为先进 的一个 型号 , 可 为 加 工 水 平 的 提 高 打下较好 基础 。 1. 3 工艺流 程设 计 1 动车组转 向架构架 的加工工艺分析 通常, 动 车 组 加 工 需 要 对 工 艺 流 程 进 1 。 1加工 流程 概况 行较为 详细的设 计, 按 照 系 统 的 流 程 实 施 在本研 究 中, 选 取 了 我 国 东 部 某 著 名 工 艺 , 才 能够 最大 程 度 地 保 证 加 工 质 量 。 特 机车车 辆生 产企业进行 分析 , 以 其 动 车 组 别 是 对 于 动 车 转 向 架 构 架 这 种 产 品 体 积 转 向架 构 架 的 加 工 经 验 为 基 础 , 展 开 相 应 大 , 要 求质 量 高 , 需 加 工 的 部 位 较 多 的 情 的 分析 。 而 在 整 个加 工过 程 中 , 需 要 对 加 工 况 , 更 需 要 对 工 艺 流 程 进 行 适 当 的 分 散 化 阶段进 行简要 的划分 , 才 能 够 让 加 工 工 作 设 计 , 从 而 充分 利用 生产 资源 , 实 现 高 效 更为科学化 与系统化 , 如图l 。 率、 高质量加 工。 从 前到后 , 主 要 的 加 工 流 如 图l 所示 , 便 是 整 个 动 车 组 转 向架 构 程 包 括 了 工 艺 划 线 、 基准定位 、 正 装加工 、 架 技工的流程概况 , 图 中共 有 三 个 板 块 , 其 反 装 加 工 以 及 尺 寸 检 验 等 等 , 而 在 此 过 程 中第一个 板块为 工艺分析 阶段。 该 阶 段 也 中所 使 用 的 设 别 则 包 括 了 划 线 仪 、 龙 门铣 、 可 以 视 为加 工 的 准 备 阶 段 , 包 括 了结 构 分 五 面 铣 以 及 三 坐 标 机 , 需 要 实 际 加 工 中 各 析、 工装设计以及设备选择等 , 这 在 下 文 会 流 程 工 作 人 员 之 间 的 协 调 合 作 。 详细提 到。 第二个板块为工艺流程确定 , 即 设 计较为 详细的加 工工艺 。 第 三 个 板 块 是 2 动车组转 向架构架 的工 艺实施 实 际的加工 工艺应用 , 通 常 根 据 实 际 加 工 2 . 1工艺 文件编 写 的具 体情况 需采取 不同的应 对措施 。 在 确 在 实际 的加 工中 , 需 要 对 设 计 中 的 工 定 了加工准 备 、 工 艺 流 程 设 计 以 及 工 艺 实 艺 文 件 等 数 据 信 息 通 过 数 控 设 备 进 行 编 施三 个阶段 的内容之 后 , 才 能 够 更 好 地 完 写 , 从而 让 加 工 的数 据 得 到 全 方 面 的 输 入 , 成下一 步的后续加 工工作 。 包 括 了 基 本加 工 步骤 、 基准定位信息、 坐 标 1. 2加工 准备 系信息、 程序基准信息等等 , 这 些信 息 的 编 加 工 准 备 阶 段 主要 是 进 行 动 车 组 转 向 写 是 后 续 加 工进 行 的 必 要 条 件 。 架 构 架 方 面 的 相 关 结 构 分 析 以 及 材 料 设 备 2 . 2 程 序分 析加 工参 数 选择等 一系列 工作 , 并 为 后 续 加 工流 程 的 通过 所编 写的一 系列加 工信 息 , 通 过 完 成 打 下 良好 的 基 础 。 首先 , 转 向架 构 架 的 数 控 程 序 进 行 加 工 参数 的 进 ~ 步 分 析 , 对 结构分析 。 通常构架结构呈现“ H” 型行 , 结 刀 具 结 构 、 加 工尺寸 、 加 工精 度 、 空 间结 构 构材料 与交接模 式为焊接 钢结构 , 包 括 了 以 及 主 轴 转 速 等 详 细 的各 方 面 加 工 参 数 进 纵梁、 横梁 、 以及 周 围的 空 气 弹 簧 和 焊 接 附 行 分 析 与 微 调 。 比 如 在 该 企 业 的加 工 过 程 件, 在合格的构架 中, 焊 接 钢 结 构 通 过 一 次 中 , 通 过 程 序 分 析 ,由 于 空 簧 孔 径 需 到 装 夹 加 工 的 方 式 完成 焊 接 组 装 , 硬 度 控 制 6 0 am , r 孔深需到 l 1 0 a m, r 就 需 要 根 据 该 参 在 HB1 8 0 以下, 构 架 结 构 具 有 较 为 良 好 的 数 对 加 工 中的 刀具 结 构 进 行 较 好 地 微 调 与 加工性能 。 其次 , 要 对 工 装 设 计 标 准 进 行 简 设 计 , 才 能 够 满 足 空 簧 孔 的加 工需 求 。 而 在 单 的规划 , 比 如 四 个 工 艺 基 准 孔 的 孔 径 大 通 过 程 序 进 行 加 工 参 数 分 析 的 同 时 , 还 可 小 为l 0 0 mm, 并 且 定 位 基 准 块 位 于 同 一 个 以 刀具 为 核 心 , 对 加 工 的 工 艺 顺 序 进 行 合 平面 上 , 在 设 计 时 需 要 考 虑 到 实 际 加 工 中 理 的 调 整 , 从而 避 免 刀具 的频 繁 更 换 , 保 证 加工效率 。 2 . 3 数控 程序 的具 体编 写 在 当 今 对 动 车 组 转 向 架 构 架 的 加 工 中, 实 现 对 加 工 的 控 制 主 要 是 以 数 控 程 序 图1 动 车组 转 向架 构 架加 工 工 艺概 况
关于动车组转向架构架加工工艺探究
关于动车组转向架构架加工工艺探究摘要:动车组转向架起到重要的支撑、承载作用,因此在进行加工的过程中需要详细进行研究和分析从而保证动车组转向架的质量。
动车组是我国交通建设体系的一部分,本文通过论述动车组转向架加工技术进行研究,分析动车组架构的作用以及结构组成,针对转向架架构加工工艺进行分析。
转向架架构加工是整个高速动车组的转向架制造过程中的重要环节,加工工艺应该引起重视。
关键词:动车组;架构;加工工艺;设计前言动车组的转向架部分加工结构复杂,成本高,加工位置多且对加工的精度有很高的要求,因此加工工艺的使用和加工工艺的优化,是现阶段工艺生产需要重点关注的部分。
转向架构会对动车前进造成巨大影响,近年来动车组列车在我国交通事业发展中做出了巨大的贡献,动车组在经济发展方面成果显著。
在动车组架构的加工生产过程中,重点研究加工的内容来进一步推动动车建设的可持续发展。
1动车组转向架构架的作用动车组列车之所以能够高速运行与动车组的转向架有很大的关系,通常情况下人们将两个或者多个轮组使用专门的架构组装在一起,组合成为一个可直接支撑车体的小车,这个小车就叫作转向架。
对于火车和动车来讲,转向架是列车最重要的部分,转向架的结构是否合理,因此转向架结构是否合理会直接影响到动车组的稳定、平稳和安全。
对于所有的高速列车来讲,列车的高速、稳定、安全运行都需要稳定的转向架技术作为支持。
常见的地铁和城轨都需要转向架,转向架最明显作用就是传力,也可以叫做承载,起到承受列车重量的作用。
同时良好的导向作用,主要是引导列车在钢轨上运行的作用与良好的制动作用、驱动作用。
①承载力,承受车架以上各个部分的重量,如车体、车架、动力装置、辅助装置等,且起到轴重均匀分配情况;②牵引作用,主要是动力转向架,主要是保证必要的轮轨粘着,将轨道接触位置产生的轮轴牵引力传递给车钩和车架,指引列车前进。
③缓冲作用,在专业上叫做减震,主要是保证列车运行的良好、稳定性,缓和线路不平顺对车辆造成冲击。
高速动车组转向架构架焊接工艺与变形关系

高速动车组转向架构架焊接工艺与变形关系篇一我刚进动车制造车间那会,就像刘姥姥进大观园,啥都觉得新鲜。
特别是看到那高速动车组转向架构架,心里直犯嘀咕:“这铁家伙看着就不简单,到底是咋造出来的呢?”有一天,师傅带我到焊接区,指着那些正在焊接的转向架构架说:“小子,这焊接工艺可是个大学问,弄不好这构架就变形了,就像你捏泥巴,劲儿使不对,泥巴就歪了。
”我凑上前去,眼睛瞪得像铜铃,看着那焊接的火花噼里啪啦地闪。
师傅拿起焊枪,边示范边说:“这焊接的电流啊,就像你炒菜时火候,大了不行,小了也不行。
电流大了,这构架受热就不均匀,就跟你炒菜有的地方糊了,有的地方还生着一样,它就容易变形。
”我似懂非懂地点点头,想起我上次在家煎鸡蛋,火大了,那鸡蛋一边焦得黑乎乎,一边还没熟透,蛋清都流出来了,这焊接电流的影响好像是这么个理儿。
师傅又接着说:“还有这焊接的速度,得稳稳当当的,不能忽快忽慢。
就好比你跑步,一会儿冲刺,一会儿散步,那肯定不行。
你看这焊缝,如果焊接速度不合适,这金属冷却的速度也乱套了,构架就会像个调皮的小孩,这儿凸出来,那儿凹进去。
”我在旁边帮忙递工具,心里默默记着师傅的话。
这时候,旁边有个师兄在处理一个焊接后有点变形的构架。
他皱着眉头,嘟囔着:“这肯定是焊接顺序没弄好。
”我好奇地问:“师兄,焊接顺序咋就那么重要呢?”师兄指了指构架说:“你看啊,这构架就像个积木房子,你得先搭好稳定的部分,再弄其他的。
如果先把容易变形的地方焊了,后面再焊其他部位的时候,产生的热量就会让前面焊好的地方变形,就像你搭积木,先把屋顶搭好了,再去弄墙,一用力,屋顶就歪了。
”在车间里待的时间长了,我越来越明白这焊接工艺和构架变形的关系就像一对冤家。
焊接工艺的每个环节都得小心翼翼,电流、速度、顺序,就像三条绳子,得把构架这头“牛”稳稳地拴住,不让它“撒野”变形。
要是哪个环节出了岔子,这转向架构架就可能不符合标准,影响整个高速动车组的安全和性能。
地铁车辆动车转向架装配工艺分析
地铁车辆动车转向架装配工艺分析随着我国经济的飞速增长,城市交通运输业面临着巨大的承载压力。
近几年来在科学技术的推动下,我国城市轨道交通产业实现了质的飞跃,地铁已成为人们日常出行必不可少的工具。
地铁车辆的转向架可谓是支撑着整个车身,它可帮助地铁顺利在有限的空间内进行转弯,可谓是有着非同小可的作用。
笔者将重点针对动车转向架装配工艺进行深入的剖析研究,发现每一个细小应注意的关键点,以此确保转向架的稳固。
标签:交通运输业;地铁车辆动车转向架;装配工艺要点;关键工序随着科学技术的进步,地铁车辆的动车转向架在装配工艺上已予以优化,使其结构可远胜于传统的内部结构,更加持久耐用。
这要求在零部件的装配工作上予以高度的注意。
地铁转向架涵盖轴箱体、轮对等多个重要部分,每一个部分又具有不同的安装要求。
由于需使用的零件繁多,在安装时不但要对每个零件清晰掌握,而且要有一套完整的安装顺序,这样才能够确保安装质量达标。
一、齿轮箱装配齿轮需要接受一个恒温的均匀加热,在多次实验中发现通过井式电炉设备进行加热能够满足其要求。
在加热前应先对接触面的四周进行清理,清理掉齿轮上的毛刺等脏物。
其次,要注意热套工装的尺寸,要与整个工装尺寸相符,之后才可进行下一步的加热过程。
在加热时温度要低于180℃,防止因产生的温度过高造成齿轮的性能发生改变。
在冷却后还要对齿轮内外侧的数据进行检测,规定跳动不能大于0.07mm和0.15mm,幅度不得太大。
若发现测试结果达不到规定的数值,可采用油压进行扶正,要做到一次性测量,直到数据达到标准数据位置,不可为之懈怠。
在最后的安装过程中,要对齿轮中间缝隙的尺寸进行测量,测量时要保持车轴的稳定状态,进行多次反复测量将数据予以记录,微微调整后在小齿轮的断面进行安装,注意表头与工装两者之间应形成一个直角。
二、轴箱体装配在安装轴承时,首先要对轴承表面的油污予以清除,仅是表面一层油污就可阻碍到整个安装工作,因此这时应用一条无毛的毛巾及时清理轴承上的油污,确保轴承内外的干净整洁。
转向架城铁新B型构架加工提能工艺探究
转向架城铁新 B 型构架加工提能工艺探究1.中车长春轨道客车股份有限公司吉林长春1300622.中车长春轨道客车股份有限公司吉林长春1300623.中车长春轨道客车股份有限公司吉林长春130062摘要:城铁B型车的结构进行了近期优化升级,本文从工艺角度介绍了城铁新B 型车构架加工提能的方法,总体思想为由构架整体精加工向“零件粗加工+构架精加工”组合模式转变。
包含减少一系弹簧座、制动缸座垫、制动缸座板和牵引拉杆座毛坯加工量。
关键词:加工工艺优化、提高构架加工效率1.背景转向架是机车车辆最重要的组成部件之一,其结构是否合格直接影响机车车辆的运行品质、动力性能和型车安全。
其中新B型车转向架分为轴盘制动、踏面制动和轮盘制动三类,主要供应厦门、西安、长春、哈尔滨、南昌等国内一线城市,B型车一般采用“四动两拖”的编组构成,所用转向架包括动力转向架和非动力转向架两种形式。
根据客户的要求和供应商的接口关系不同,每个项目的转向架大致相同,但略有区别。
转向架构架是转向架的骨架,用以联系(安装)转向架各组成部分和传递各方向的力,并用来保持车轴在转向架内的位置。
转向架构架一般由左、右两根测量和一个或几个横梁(或端梁)等组成。
转向架构架在焊接完成后,进行整体退火处理和整体机加工。
构架的加工具有极高的制造精度要求和质量等级要求,质量控制程序严格,整体制造过程中运用的工艺资源和工艺方法多种多样。
在保证质量不变的前提下,通过优化设计结构和工艺方法减少城铁新B型车构架加工时间,是本文的研究方向。
1.现状经过车间写实统计,新B型车构架加工过程中存在以下几个位置加工余量大:2.1内侧一系弹簧座加工前直径264mm,高度40mm,外侧一系弹簧座加工前直径264mm,高度35mm,加工完直径232mm,高度23mm,内侧平均加工时间为24分钟/个,外侧平均加工时间为15分钟/个,一个构架平均用时2.5小时。
2.2 制动缸座垫到构架中心的距离为862.5,mm,构架焊接时,制动缸坐垫到构架中心的距离为854mm,加工余量为8.5mm,加工量较大,此处需使用窄直角头加工,加工效率低,加工一处需要用时5分钟,一个构架平均需用时20分钟。
CRH3动车组转向架构架结构分析
动车组转向架构架结构分析(一) ——左梁建模与结构分析
Structural Analysis for Bogie Frame of EMU (Ⅰ) ––Modeling and Structural Analysis of the Left Beam
2016 专 学
届
机械工程
学院
一、研究背景 转向架是机车车辆最重要的组成部件之一,其结构是否合理直接影响机车车辆的运行品 质、 动力性能和行车安全。 而构架是机车转向架的骨架, 是机车车辆最重要的承载结构之一, 也是转向架其它各零部件的安装基础,它将转向架的各个零部件组成一个整体,在机车的牵 引运行中起传递牵引力、制动力、横向力及垂向力的作用,因此,机车转向架构架的可靠性 对机车的性能和安全性有重大影响。 二、设计内容 1、对转向架构架左侧梁进行三维零件建模。 2、对转向架构架左侧梁进行整体装配,并对装配好的装配图进行干涉检查。 3、用结构分析软件 workbench 对构架的 5 种工况进行静强度校核。 4、对转向架构架进行模态分析。 三、主要成果形式及基本要求 1.绘制转向架构架的三维零件图和装配体。 2.转向架构架静强度校核。 3.转向架构架模态分析。 4.2 万字毕业设计论文及 3000 字相关文献外文翻译。 四、基础参考资料和文献 [1] 王伯铭.城市轨道交通车辆总体及转向架[M]. 成都:西南交通大学出版社,2014. [2] 黄云华,赵晓莉等.城轨车辆单轴转向架关键技术综述[J].电力机车与城轨车辆.2007. [3] 蒲广益. ANSYS Workbench 12 基础教程与实例详解.水利水电出版社,2012. [4] 王克印. Solidworks2011 中文版从入门到精通[M].北京:机械工业出版社,2010. [5] 赵建明. 转向架构架的强度分析与可靠性评价[J].机车车辆工艺.1992. [6] 王文静. 动车组转向架[M]. 北京:北京交通大学出版社,2012. 五、进度计划 第 1 周-第 3 周 第 4 周-第 6 周 第 7 周-第 10 周 第 11 周-第 13 周 搜集资料,信息调研。 SolidWorks 三维造型及装配。 Workbench 静力学分析和模态分析。 撰写论文。
动车组转向架构架加工技术研究
动车组转向架构架加工技术研究动车组转向架构架为全焊接结构,整体钢性差,结构紧凑,加工精度高,加工部位多,加工难度大。
文章通过对产品结构、所用加工设备、加工工装、结合加工刀具等方面详细阐述了动车组转向架构架加工技术,并通过生产试制验证了该加工技术方案的可行性和合理性,为指导铁路交通装备制造技术提供一定的参考数据。
标签:动车组转向架;构架加工;加工技术一、加工前的技术准备(一)构架加工图纸分析动车组转向架构架为全焊接结构,整体钢性差、结构紧凑、加工部位多、加工精度高、加工难度大。
主要的加工部位有转臂定位座部分、电机吊座部分、齿轮箱吊座部分、制动缸吊座部分、帽筒、连接座、牵引拉杆座、横向止档座。
产品的整体刚性差,但各尺寸及公差要求高,几乎每一部位的加工都要制定详细及合理的加工技术方案才能实现,给加工技术人员带来了很高的难度,需要逐一攻克。
(二)加工设备分析该产品的加工选用西班牙卧式镗铣加工中心,型号FRl2000,控制系统及操作系统均为西门子840D数控系统,工作台是14000mm×3000mm×300mm落地铸铁平台。
接口BT50,带自动换刀机构,配有可安装60把刀具的刀库,主轴具有内冷功能。
主轴锥度为日本标准MAS403BT50,拉丁形式为日本标准MAS403-BT-1(45°)。
设备为X、Y、Z三轴联动,X轴行程为12000mm,Y轴行程为3600mm,z轴行程为1600mm。
主轴功率37kW,扭矩为1530Nm,主轴转速范围为0~3000rpm。
设备主轴精度:x轴全长的定位精度:0.034mm,x轴全长的重复定位精度:O.027mmY轴全长的定位精度:0.017mm,Y轴全长的重复定位精度:0.014mmZ轴全长的定位精度:0.013mm,z轴全长的重复定位精度:0.011mm该机床的特点是主轴为悬臂式,机床本身带有固定弯板,加工工件时要将工件安装在工装上,一起悬挂在机床固定弯板上进行加工。
动车组转向架组装工艺浅析
动车组转向架组装工艺浅析摘要:随着国家对基础设施的大力投入,高速轨道行业蓬勃发展。
转向架作为动车组的关键组成部分,其运行的安全性、平稳性直接决定了动车组的运行状态。
提高转向架组装工艺要求,优化组装工艺工序,能够有效的提升转向架生产质量。
本文基于转向架各部类的组成情况,浅析转向架组装工艺,能够更有效的指导生产、提升质量,为动车组转向架组装生产提供参考。
关键词:动车组,转向架,组装工艺1.引言随着中国经济的发展,人们对列车速度的要求也在不断提升,动车组作为高速轨道列车的典范,其运行安全性、稳定性以及舒适性一直受到人们的称赞。
转向架作为动车组的走行部,是极为重要的组成部件,其性能的好坏,工作的状况决定了动车组列车的运行的情况。
转向架组装工艺要求是一套严格的技术要求,工艺要求的严谨性、完备性、有序性左右了动车组转向架组成后的质量情况以及性能优劣。
本文基于动车组转向架的组装工艺要求,进行分析论证,提出组装工艺要求中的关键点,为动车转向架的组装生产提供参考。
2.转向架的组成转向架作为一个典型的组装组成件,其主要由驱动装置,牵引装置,制动装置,悬挂装置,焊接构架,轮对轴箱装置等部分组成,其主要复杂承载车体,传递牵引力及制动力的作用。
根据是否具有驱动装置进行牵引力传递,转向架分为动车转向架以及拖车转向架,如图1所示。
图1 动车组转向架3.转向架组装工艺转向架的组装主要是将制动装置、轮轴装置等部分与焊接构架进行组装。
转向架为了实现定期的零部件检修与更换,使用的零部件连接方式为螺栓螺纹连接,可以有效的进行定期检修。
3.1 轮对的组装轮对轴箱组成作为直接与轨道接触的部件,其受到轮轨间冲击较大,其组装工艺要求高精度、严控制。
根据转向架是否含有动力分为拖车轮对与动车轮对。
轮对轴箱组成组装前首先应区分各零部件组装位置以及零部件间的组装顺序,整体安装顺序应遵循从里往外的组装方式。
由于振动与冲击较强,安装之前需要对零部件进行探伤以保证零部件完好无裂纹。
转向架构架加工工艺解析

杂 且性 能 最 好 。鉴 于 结 构 的 复 杂 性 和 生 产 效 率 要 求, 使加 工技 术必须 不 断地创 新和 改进 。因此 , 以下
重 点 探 讨 “ 臂 式 ” 构 构 架 上 典 型 部 位 的 加 工 转 结
技术。
() 1 H型结构 , 横梁 和侧 梁 3大件 组合 。
( ) 梁 结 构 复 杂 , 为 转 向 架 牵 引 、 动 装 置 4横 作 驱
的骨架 。
3种 类 型 。
1 1 以 2 6型 车 型 为 代 表 的 “ 柱 式 ” 架 . 0 导 构 1 1 1 结 构 特 点 . .
() 1 H型结 构 , 梁和侧 梁 3大 件组 合 。 横
2 2
2 “ 臂 式 ” 架 典 型 部 位 加 工 技 术 转 构
以 动 车 组 构 架 和 S 一 2 K 构架 为 例 , 定 位 臂 W 20 对 和 轴 箱 弹 簧 座 2个 典 型 部 位 的加 工 技 术 进 行 探 讨 。
李 帮 勇 转 向 架构 架加 工 工 艺 解 析
m 减 至 00 m . 5mm, 且 精 加 工 减 少 1 切 削 。采 用 并 次
钻 削 工艺 , 可大余 量 去 除金属 外 , 除 重要 的是 大大减
少 了 这 种 壁 式 结 构 加 工 变 形 , 足 工 艺 设 计 上 的 要 满 求 , 高 了生产 效 率 。 提 2 2 2 轴 箱 弹 簧 座 的加 工 技 术 ..
(完整版)动车转向架构架横梁零件的数控加工工艺分析与设计毕业论文
摘要转向架是高速动车组的核心组成部分,其制造技术是确保动车组能够实现安全、平稳、舒适、快捷运行的关键性技术之一。
转向架构架是转向架的基体,其制造精度直接影响着转向架的装配精度、安全性能,进而影响到动车组的运行品质及安全性。
本论文主要介绍了动车转向架构架横梁零件的数控加工工艺分析与设计。
通过对零件图,毛坯件,以及其结构工艺性的分析,从定位基准入手,确定各个表面的加工方法,划分加工阶段,合理安排加工顺序,选择机床设备,确定切削用量得到最终的工艺规程。
一个优化的工艺设计,为零件加工的可行性和经济性提供理论依据,从而可以减少零件的加工时间,提高生产率,降低生产成本。
关键字:转向架数控加工工艺铣削切削用量AbstractBogie is a high-speed EMU core component of its manufacturing technology is to ensure that the DMUs to achieve safe, stable, comfortable, fast and run one of the key technologies. Bogie bogie frame is the matrix, and its direct impact on manufacturing precision bogie assembly accuracy, security, performance, there by affecting the operation of EMU quality and safety.This paper introduces the vehicle bogie frame beams moving parts CNC machining process analysis and design. Map of parts, pieces of rough, and its structure analysis process, starting from the base position to identify the various surface processing methods, dividing the processing stage, reasonable arrangements for processing the order, select the machine tool equipment, to determine the final cutting process has been a point of order.An optimized process design for the feasibility of machining and economy and provide a theoretical basis, which can reduce machining time and improve productivity, reduce production costs.Keywords:Bogie CNC Machining Process Design Milling Cutting毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
关于动车组转向架构架加工工艺的探索
丝路视野关于动车组转向架构架加工工艺的探索李金龙(中车长春轨道客车股份有限公司,吉林 长春 130062)【摘要】列车在运行中的性能是由转向架决定的,而且构架是转向架最核心部件,也是列车承载以及传力基体,更是转向架众多部件连结主体的骨架,是一个受力复杂结构部件,它不但可以承载车体上部的所有重量,而且承载并传递着列车运行中产生垂向、纵向以及横向三个不同方向的作用力,构架质量对转向架性能有着非常重要的影响。
本文主要就不同部位在加工过程中的相关技术进行了研究,对施工过程中的流程进行了研究,同时还对其存在的特点进行了分析。
【关键词】动车组转向架构架;动车加工;加工工艺一、构架结构和制造过程中的相关工艺探究(一)以地铁车辆为代表的“结合型”构架1.结构特点(1)H型结构,横梁和侧梁大件组合。
(2)侧梁为U 型结构。
(3)轴箱弹簧座为8处阶梯平面结构,通过一系橡胶弹簧与轮对轴箱组成联接。
(4)横梁结构复杂,连接转向架其他系统。
2.工艺特点结合对地铁车辆结构特点的分析,可以进一步归纳出其工艺特点,分为三个部分:一是工序具有一定的分散性。
针对较为关键的位置还需要对其进行整体加工;二是要实施“一面两销”定位统一工艺基准;三是对三坐标进行全尺寸检测。
3.工艺流程首先,需要做的就是实施一次划线;其次,进行正反实施精加工;然后对其他相关一系列的工序进行有效实施;最后,才能实施全尺寸检测。
(二)以动车组为代表的“转臂式”构架1.结构特点对转臂式构架进行分析,其结构特点主要以动车组为代表进行探究,进一步提出该结构特点分为四个部分:一是H型结构组成的大件是由横梁和侧梁组成;二是侧梁属于U型结构;三是使用转臂式轴箱体以及轴箱弹簧将其架构和轮进行连接;四是横梁在结构上具有复杂性它不仅是转向架实施牵引的骨架,同时,也在一定程度上是驱动装置的骨架。
2.工艺特点(1)工序分散,关键部位整体加工。
(2)“一面两销”定位,使工艺基准统一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 2 第3 总 1期)・ 械 研 究 与应 用 ・ 0 年 期( 第1 1 9 机
动 车 组 转 向架构 架 加 工 工艺 分 析
孟凡 勇
( 南车青 岛四方机车车辆股份有限公司, 山东 青岛 2 6 1 ) 6 架 构 架加 工 的 工 艺设 计 过 程 , 过 对 动 车 组 构 架加 工 过 程 各 环 节 的 分析 , 到 了优 化 工 艺 介 通 达 流 程 的 目的 , 行 业 内 同类 产 品 的 工 艺 流程 设 计 提 供 了参 考 。 为
重要 的工艺信 息 。
( )P C 6 D A优 化 工 艺 。验 证 后 的 程 序 会 体 现 出
刀 具不适 合工 艺 、 艺不合 理 、 工 程序错 误 、 工装 不适合 等问题 , 此时 需要 进 行 P C D A循 环 解决 这 些 问题 , 通
( )分 析 各 部 位 加 工 方 式 、 定 刀 具 结 构 和 参 2 确
2 2 工艺 流 程确定 .
构 架 的加 工部位 多 , 根据 生产 节奏需 适 当进行 工 艺 分散 , 如 基 准 的 加 工 J 如 在 五 面 加 工 中 心 加 例 ,
工, 因毛坯 面 的找 正加 工 浪 费 大 型设 备 的资 源 , 由其
序代码 。在加工 工艺顺 序节拍 表 编制 完成后 , 根据 可 此 表进行 编制程 序 。编程 时 , 也需 检验 前几 个步 骤 的 工作 是否存 在遗 漏 。 ( )程序检 验 和 首件 试 切 试 验 验证 。程 序 的编 5 制 主要采 用软件 编程 和手工 编程 ; 两种 编程 方式 各有 优 点 。但 都需要 检验 , 检验 一般采 用 软件模 拟检 验 和 人 工检验 。首件 试切 试验 , 是验证 程 序 的刀具加 工尺 寸 的唯一 途径 。因此 程序 编制完 成后 , 必须 进行 首件
t e 8 le p o u to d sr . h an r d c i u ty f n Ke r s:EMU;b ge; r me y wo d o i fa ;ma hn n r e s c i ig p o s c
1 引 言
转 向架构架加工是整个高速动车组转向架制造 过程中的一个必要环节 , 因构架结构复杂、 造价贵 、 加 工位置多 、 加工精度要求高 , 以对构架加工工艺 的 所 研究与优化是公司工艺部 门的重要任务。笔者 以动 车组转向架构架为例 , 对构架的加工进行工艺分析并 介绍其实施过程。
19 . 9 9
风 机通风 管道专用消声器使用后极 限噪声不得超 过 8 9 5— O分贝
风 机 是 一 种 通 用 机 械 设 备 , 使 用 范 围 包括 电力 、 山、 械 、 其 矿 机 冶金 、 工等 各 行 业 。 国 际标 准 化 组 织 化 (S 对 此 类设备 所规 定 的噪 声标 准为 ≤9 I0) 0分 贝 , 国的新标 准与 此相 同 , 我 这也 是 工业企 业连 续性 噪 声达 标 的 依 据 , 在 不采 用 消声措 施的 情 况下 , 但 风机 进 出风 口向环 境所射 出的 噪 声可达 l0—10分 贝 。 大超过 了达标 1 2 大
参考 文献 :
[ ] 龚定安 , 1 赵 孝, 高 化. 机床夹具设计 [ . M] 西安 : 安交通 大 西
学 出版 社 ,9 2 19 .
如, 构架 上 的空 簧孔 : 径 6 m 深度 l0 m。深度 直 0 m, 1m 大 、 屑 困难 是 该位 置 的加 工难 点 , 择刀 具 时 就 要 排 选
头和直角头可解决。根据构架上存在三层板孔的加 工, 在选 择 刀具 时着重 考虑 刀具 和加工 方式 。 2 1 2 加 工基 准的选 择及 工装设 计 .. 加工 基准 可采 用工件工 艺基 准或 图纸设计基
图2 加工基准的选择及工装 设计
2 13 加工设 备选择 ..
日 本五面加工中心 , 设备制造厂家 日本三菱重工
它设备完成定位基准的加工较为经济合理 , 因此工艺
基 准 在进 入五 面加 工 中心进 行加 工之前 , 已在 其他 设
备上加工完成 。构架加工工艺流程 , 如图 3 所示。
划 f 工 位 准 \\ 装 工/ 装 工 / 寸 测 线 / 定 基 f 羔 加 / 加 / 检 \ 加 \反 \尺
a p c so c i i g p o e sf rE s e t ma h nn r c s o MU rme h r c s p i z t n i e l e .I C l p o i ep o e sd sg e ee c o f fa ,t e p o e so t mi a o sr ai d t a r vd rc s e in r fr n ef r i z l
关键 词 : 车 组 ; 向 架 ;构 架 ;加 工 工 艺 动 转
中图分类号 : H 6 T 1
文献标识码 : A
文章编号 :07 4 1 (0 2 0 — 0 6 0 10 — 4 4 2 1 )3 09 — 2
An l s fm a h n n r c s o o i r me o ay i o c i i g p o e s f r b g e f a fEM U s
M e g F n— o g n a — n y
( S i doS n o oai mid Qnd oS a l g 2 6 1 hn ) C R Qn a 洳 gcr rt nl t , iga h l o 6 1 1C i g p o i e wn a
Ab t a t h rc s e in f r o i rme ma hn n fE sr c :T e p o e sd sg o ge fa c i i go MU i ito u e n t i p p r h o g e a ay i fv r u b s n rd c d i s a e .T ru h t n l sso a i s h h o
计 时还要 充分考 虑 加 工过 程 的 干涉 情 况 。加 工 基 准
及工装设 计结 构 图如图 2所 示 。
2 动车组构架 加工工艺设计过程
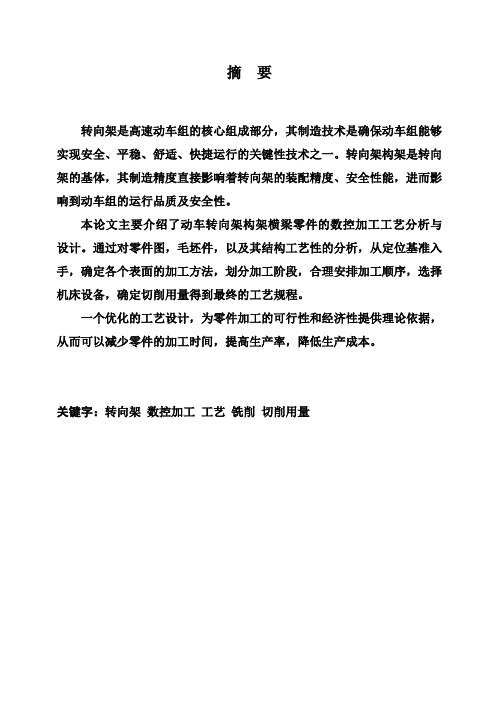
构架 加工 工艺 设计 过程 如 图 I所示 。
O
2 1 工艺 分析 .
O ’
图 1 构架 加工工艺设计过程
21 1 构 架结 构分 析 ..
加工过 程描 述 , 般 采用 以刀 具 为顺 序 , 定 加 工 部 一 确 位和参 数 , 可 以用 各部 位加 工来确 定加 工刀 具 和参 还 数 。一般采 用两种 方式 相结合 , 目标是 减少 刀具 更 但 换次数 , 合理 的加 工工艺顺 序 为准 进行 编制 。 ( )编制数 控程序 。加 工程 序是 工艺 的实 现 , 4 体 现 了刀具 、 工艺 的制 造 水 平 的具 体 载 体 。在 编 制 时 ,
过 工艺试 验达 到更 好 的制 造水 平 。
数。刀具的选择主要考虑数控设备的加工特点 , 为程 序的编制进行准备和分析做好基础。同时考虑工件 的材质 、 尺寸精度、 加工部位的空间结构、 机械手的最 大承重 、 机床主轴锥空结构 、 主轴转速等。刀具是实 现数 控 加工 方式 的基础 手 段 , 与加 工 方 式 互补 , 刀 即
要考 虑数 控设备 的 系统 通用 程 序 代 码 和 二 次开 发 程
双 交换 工 作 台 , 作 台尺 寸 2 0 r 50 mm, 门 工 50 mX 0 0 a 龙 通 过尺 寸 3 0 mm, 30 主轴 最高 转速 4 0 (/ n , 大 0 0 rmi) 最 扭 矩 3 0 ( ・ , 轴锥 炳 B 5 , 7 0 N m) 主 T 0 刀库 6 O个 刀位 , 配 备直 角铣 头 及万 能铣 头 。
将排 屑 的 问题 考 虑 到 刀具 结构 上 。通 过 上 述 分 析制 定 刀具 清单 。
( )编制加工工艺顺 序节拍分析表。加工工艺 3
顺序节拍表 , 是工艺文件的具体体现, 也是经过优化
[ ] 王启平 . 2 机械制造工艺学[ ] 哈尔滨 : M . 哈尔滨工业大学出版社 ,
要 求。排 气消声器 风机通风管道用消音器, 风机通风管道专用消声器系列产品为阻抗声流型。连云港正航 消
声 器厂 家根 据 对发 电厂 各类 风机运 行现 场噪 声 源进 行 实 际测 试所取 得 的濒特性 资料 来确 定在哪 些频 谱 范 围 内
准 … , 车组 构 架加 工 基 准 采 用 工 艺 基 准 与设 计 基 动
准统一 的形式 , 即利 用构 架 4个 直 径 l0 m 孔 的形 Om
成 中心线 为构架工艺 基准 , 以此 形成 与设 计基 准统 并 的形 式进 行编程 。4个定基 准 位 块在 一 个平 面上 , 和轴箱弹簧座平面为构架 z方向各部尺寸 的工艺基
一
准, 编程时将其转化到图纸设计基准上。选择加工定 位块上平面、 轴箱弹簧座平面和直径 10 m孔 为构 0r a 架 加工 的工艺基准 , 使用 一 面两 销定 位方式 。 为准 确确定 工件 的坐标 系 , 在工 装与设 备 接 口上 采 用定位 键 , 工装 重 复 定 位 准确 方 便 , 少 工 装 保证 减 找 正时 间。考虑 大型工装 压 紧效率 问题 , 采用 液压 压 紧方式 , 构架装 夹 时间和调 整时 间最小 。在 工装 设 使
构架是动车组转 向架 的母体, 由侧梁 、 是 横梁 、 纵
向连接 梁 空气 弹簧 支撑梁 及其 他焊 接附件 焊接 而成 ,
为焊接钢结构 , 主体框架呈 H形。构架各焊接部件 的材质 为 S A 9 B , M 4 0 W 硬度 < B 8 , H 10 材料 加工性 能较
好 。构架 加工 部位 存在 空 间五面 的加工 , 采用 目前五 面加 工 中心 , 能够 一 次装夹 加工完 成 。利用设 备直铣